Pika kryesore e çdo koncepti të bllokut të cilindrave të aluminit është përcaktim i saktë profilin e kërkesave. Elementi kryesor strukturor i secilit koncept është sipërfaqja e punës e cilindrit. Meqenëse nuk është e mundur të realizohen mjaftueshëm vetitë e fërkimit dhe konsumimit kur përdoren materialet konvencionale të derdhjes së aluminit, për këtë aplikim është zgjedhur një metodë e përshtatshme, optimale si për sa i përket jetëgjatësisë së shërbimit të sipërfaqeve të punës së cilindrave, ashtu edhe në prodhim, si. ashtu edhe ekonomikisht.
Dallime të mëdha ekzistojnë, si gjithmonë, në konceptet e sipërfaqeve të punës të benzinës dhe motorët me naftë. Ndërkohë që zhvillimi i sipërfaqeve lëvizëse prej alumini në motorët me benzinë ka përparuar shumë larg dhe metoda ALUSIL® përdoret gjerësisht në prodhimin e motorëve, ajo ende nuk ka qenë në gjendje të bëjë rrugën e saj në motorët me naftë. Për këtë arsye, veshjet e cilindrave prej gize gri përdoren ende në mënyrë rutinore në motorët me naftë. Zhvillimi i sipërfaqeve të punës është aktualisht në drejtim të veshjes së këtyre sipërfaqeve me hekur. Kjo bëhet ose me spërkatje termike (veshje plazmatike), ose me spërkatje me tela me hark, ose me PVD. Këto metoda të reja trajtohen më në detaje në kapitujt vijues.
Pasqyrë e teknologjive të ndryshme të tavolinës së punës
Fotografia 3
Sipërfaqet rrëshqitëse të cilindrave ALUSIL®
Me metodën ALUSIL®, i gjithë blloku i cilindrit është bërë nga një aliazh hipereutektik alumin-silikon. Një aliazh i tillë hipereutektik karakterizohet nga një përmbajtje e shtuar e silikonit; aliazhi ALUSIL® më i përdorur (AISi17Cu4Mg) ka një përmbajtje silikoni prej 17%.
Ndryshe nga aliazhi hipereutektik, aliazhi eutektik alumin-silikon përmban vetëm 12-13% silikon. Me një pjesë të tillë të silikonit, arrihet shkalla e ngopjes së aluminit. Një përqindje më e lartë e silikonit çon në formimin e kristaleve parësore të silikonit kur shkrirja ngurtësohet. Kjo do të thotë se ajo pjesë e silikonit, e cila, për shkak të ngopjes së aluminit me silikon, nuk mund të hyjë në një kombinim me aluminin, kristalizohet dhe depozitohet në aliazhin (e ngopur) alumin-silikon (eutektik). Për të lehtësuar kristalizimin e silikonit në shkrirje shtohet një sasi të vogël të fosforit. Kristalet e silikonit rriten rreth një bërthame heterogjene fosfide alumini. Madhësia e kristaleve të silikonit është në rangun nga 20 deri në 70 |jm. Këto kristale primare të silikonit, të përpunuara dhe të hapura siç duhet, pa përforcim shtesë, formojnë një sipërfaqe të brendshme rezistente ndaj konsumit të cilindrit për pistonin dhe unaza pistoni. Imazhi 1: Po flasim për shkrepje me një film transparent 1 - këtu sipërfaqja e përfunduar e punës me AShZI® e cilindrit tregohet me zmadhim (bluarje mekanike për hapje). Kristalet e hapura janë qartë të dukshme, të shtrirë në mënyrë konvekse në rrjetën e kristalit të aluminit. Kristalet e silikonit rriten sa më gjatë të zgjasë procesi i ngurtësimit. Për shkak të shkallëve të ndryshme të ftohjes në bllokun e cilindrit, në pjesën e poshtme të cilindrave formohen kristale disi më të mëdha silikoni sesa në pjesën e sipërme, gjë që për shkak të karakteristikat e projektimit, ftohet më shpejt. Imazhi 2 tregon një model vrazhdësie 3D të një të përfunduar.
 |
Foto 1 |
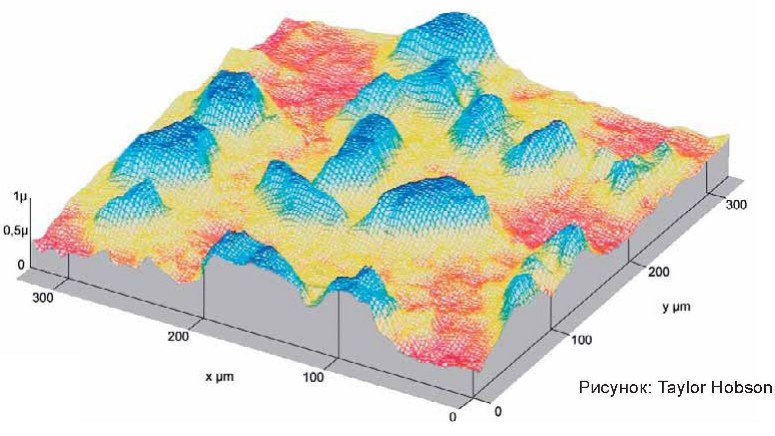 |
Foto 2 |
0axfilm është një film i hollë transparent për imazhin e drejtpërdrejtë të strukturave sipërfaqësore.
Imazhi 3 tregon ndryshimet strukturore midis lidhjeve hipoeutektike, eutektike dhe hipereutektike alumin-silikon
Për shkak të shpërndarjes homogjene të silikonit primar përgjatë derdhjes, përftohen në përgjithësi vetitë më të dobëta të prerjes së çipave dhe jetëgjatësia më e shkurtër e veglave sesa lidhjet standarde të aluminit. Një shpejtësi më e ulët e prerjes rrit gjithashtu kohën e përpunimit, gjë që ndikon negativisht në ciklin e prodhimit të lëshimit.
Ky problem gjatë përpunimit mund të zgjidhet duke përdorur mjete prerëse (PKD) të pajisura me diamante. Vetëm për bërjen e vrimave në material të fortë dhe për filetim nuk ka mjete të pajisura me diamante.
Përpunimi i sipërfaqeve rrëshqitëse të cilindrave përshkruhet në detaje duke filluar nga kapitulli 3.3 i titulluar "Përpunimi i sipërfaqeve rrëshqitëse të cilindrave të aluminit".
Fotot 3
a) eutektik

b) hipoeutektik me strukturë kokrrizore

c) hipoeutektik me strukturë të përmirësuar

d) hipereutektik

Sipërfaqet rrëshqitëse të cilindrave LOKASIL®
Me metodën LOKASIL®, një aliazh standard i derdhjes me injeksion (p.sh. AISi9Cu3) pasurohet lokalisht me silikon në zonën e sipërfaqeve rrëshqitëse të cilindrit. Kjo arrihet me anë të grimcave të silikonit në formë cilindrike shumë poroze, të cilat futen në kallëp dhe derdhen në bllokun e cilindrit nën presion të lartë duke përdorur metodën Squeeze Casting (shih gjithashtu kapitullin "2.2.5. Shtypja"). Nën presion të lartë (900-1000 bar) aliazh alumini gjatë procesit të derdhjes shtypet (infiltrohet) përmes poreve të grimcave në formë silikoni (Preform).
Kërkohet për përforcim sipërfaqe pune Kristalet e silikonit të cilindrave janë, pra, vetëm në zonën e sipërfaqeve të punës të cilindrave. Ky pasurim lokal i silikonit rezulton në vetitë e sipërfaqes të barabarta me ato të ALUSIL®-MeTOfly. Për shkak të përqindjes më të ulët të silikonit në aliazhin e aluminit, fitohen blloqe cilindrash, të cilët, në ndryshim nga metoda ALUSIL, janë të përpunuara shumë mirë deri në sipërfaqet rrëshqitëse të cilindrit. Imazhi 1 tregon një seksion të një blloku cilindri të prodhuar me metodën LOKASIL® me zmadhim 20x ose 50x nën një mikroskop. Pasurimi me silikon është i dukshëm në zonën e sipërfaqeve të punës të cilindrave (zona më e errët).
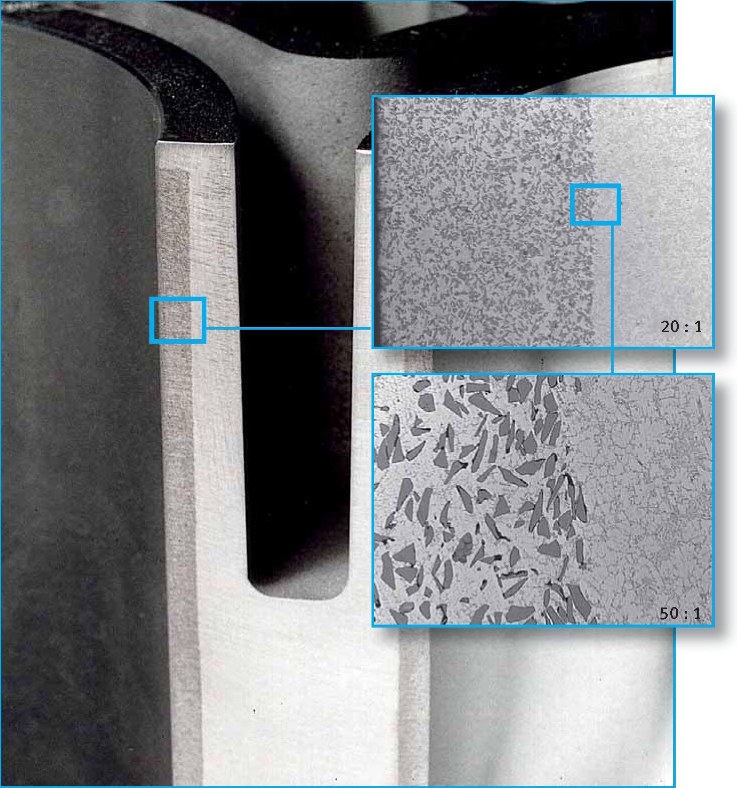 |
Foto 1 |
Silicon-Preforms (Fig. 2) janë në dispozicion në dy versione të ndryshme. Bëhet dallimi mes LOKASIL®-! dhe LOKASIL®-!!. Të dy versionet fillimisht shkrihen në një furrë përpara se të derdhen në bllokun e cilindrit. Kjo djeg lidhësin organik të rrëshirës dhe aktivizon lidhësin inorganik, i cili lidh kristalet e silikonit deri në derdhje.
Kombinimi i përfunduar i materialeve përmban, pas derdhjes në bllokun e cilindrit me LOKASIL®-! afërsisht 5-7% fibër dhe 15% silic. Me LOKASIL®-!! - ky është 25% silic dhe saktësisht 1% lidhës inorganik. Madhësitë e grimcave të silikonit për LOKASIL®-! variojnë nga 30 në 70 |JM, me LOKASIL-II - nga 30 në 120 |jm. Imazhi 3 tregon strukturën LOKASIL®-! të zmadhuar nën një mikroskop. Fijet midis kristaleve të silikonit janë qartë të dukshme. Imazhi 4 tregon strukturën e LOKASIL®-!!.
 |
Foto 2 |
Sipërfaqet e punës të cilindrave të veshura me nitrid titani
Një metodë relativisht e re, e pa përdorur ende në prodhim masiv, është veshja e sipërfaqeve të punës së cilindrave me nitrid titani (TiN) ose nitrit titani dhe alumini (TiAIN). Për të arritur rezistencën e dëshiruar ndaj konsumit, sipërfaqet rrëshqitëse të cilindrave të aluminit të grimuar janë të veshura me metodën PVD ("Depozitimi fizik i avullit": ndarja fizike e fazës së gaztë). Trashësia e veshjes është relativisht e hollë, kështu që modeli i honimit të veshjes mbetet. Relativisht kosto të larta Dhe besueshmëri e pamjaftueshme Megjithatë, proceset pengojnë aplikimin e gjerë të kësaj metode.
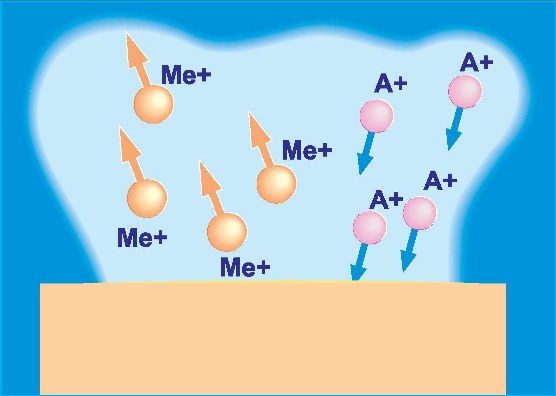
Kur përdorni metodën PVD, materiali dhurues që ekziston në formë të ngurtë avullohet në vakum. Kjo ndodh ose me bombardim jonik ose në formën e një harku elektrik. Figura 5 tregon në mënyrë skematike se si jonet e gazit të argonit të jonizuar nxjerrin jashtë grimcat e vogla nga materiali dhurues. Grimcat metalike të avulluara ose të rrëzuara lëvizin në orbita balistike përmes dhomës së vakumit ose depozitohen në sipërfaqe të veshura. Kohëzgjatja e procesit të veshjes përcakton trashësinë e kërkuar të veshjes. Nëse gazrat reagues si oksigjeni, azoti ose hidrokarburet futen në dhomën PVD, oksidet, nitridet ose karbidet gjithashtu mund të ndahen.
 |
Fotografia 5 |
Sipërfaqe rrëshqitëse të cilindrave të nikeluar
Për të arritur rezistencën e kërkuar ndaj konsumit, sipërfaqet rrëshqitëse të cilindrave u mbuluan në të kaluarën për disa kohë me një shtresë dispersioni të nikelit dhe karbitit të silikonit: Ni-SiC), e cila ishte elektrizuar në sipërfaqen rrëshqitëse të përpunuar imët të cilindrit. Të dy konceptet Galnikal® dhe Nikasil® u bënë të njohur si emra markash. Trashësia mesatare e shtresës së nikelit është nga 10 deri në 50 |jm. Për të përmirësuar rezistencën ndaj konsumit, fazat e forta të karbitit të silikonit (7-10% në vëllim) janë integruar në këtë shtresë. Madhësia e kokrrizave të karbitit të integruar të silikonit është 1-3 rm. Lidhjet e favorshme të aluminit si Silumin® (p.sh. AISi9Cu3) janë të përshtatshme si material bazë për bllokun e cilindrit. Figura 2 tregon një seksion të zmadhuar përmes një sipërfaqe pune të nikeluar të një cilindri nën një mikroskop.
Për shkak të trashësisë së pabarabartë të shtresës së nikelit që ndodh gjatë elektrikimit, sipërfaqet rrëshqitëse të cilindrave pas veshjes me nikel duhet të zbuten me anë të honimit konvencional dhe të strukturuar. Krahasuar me një mëngë gri prej gize, shtresa e nikelit është relativisht e lëmuar dhe nuk ka vena grafiti ku vaj lubrifikues. Operacioni përfundimtar i honimit është veçanërisht i rëndësishëm për krijimin e kanaleve të shpërndarjes së vajit dhe optimizimin e vëllimit të vajit që mbetet në sipërfaqen e funksionimit të cilindrit.
Veshjet e nikelit kërkojnë një investim të madh në galvanizimin e impianteve dhe pajisjeve për dekontaminimin e substancave toksike në banjat e para-trajtimit.
E fundit, por jo më pak e rëndësishme, heqja e skorjeve të nikelit që rezultojnë ka një ndikim negativ në kostot e prodhimit. Veshja me nikel ka gjetur aplikim kryesisht në prodhimin serial të motorëve me një cilindër. Blloqet me shumë cilindra, përkundrazi, përdoren në prodhimin masiv vetëm në raste të izoluara. Kishte probleme në prodhim me porozitetin e gize në sipërfaqen e cilindrit, gjë që rezultoi në ndarjen e shtresës. Probleme janë shfaqur edhe në të kaluarën me funksionimin e shpeshtë në distanca të shkurtra, në lidhje me lëndët djegëse sulfurore. Për motorët që, ose nuk kanë arritur të tyren temperatura e funksionimit, ose që arrihet rrallë, funksionimi në seksione të shkurtra çoi në formimin e kondensatës, e cila, së bashku me squfurin e formuar nga djegia, çoi në formimin e acidit sulfuror. Këto produkte acidike të djegies çuan në korrozion, në ndarjen e sipërpërmendur të shtresës dhe, në fund të fundit, në refuzimin e sipërfaqeve të cilindrave të veshura me nikel në prodhimin serik të motorëve të makinave të pasagjerëve.
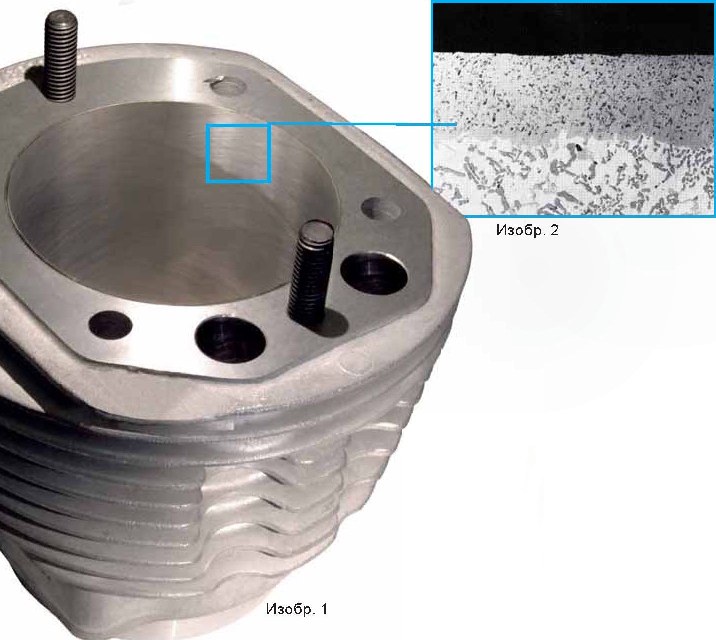
Ndryshe nga ALUSiL®-MeTO, rinovimi i shpimeve të cilindrit gjatë një riparimi të mesëm ose të madh - duke përfshirë veshjen e re të nikelit - është i mundur vetëm me përpjekje dhe vështirësi të mëdha. Për shkak të mungesës së ndërmarrjeve speciale të përshtatshme, kjo është vështirë e realizueshme në praktikë. Imazhi 1 tregon një cilindër motori motoçikletë me fletë alumini të veshur me Galnikal®.
Shtresa me spërkatje plazmatike me bazë hekuri
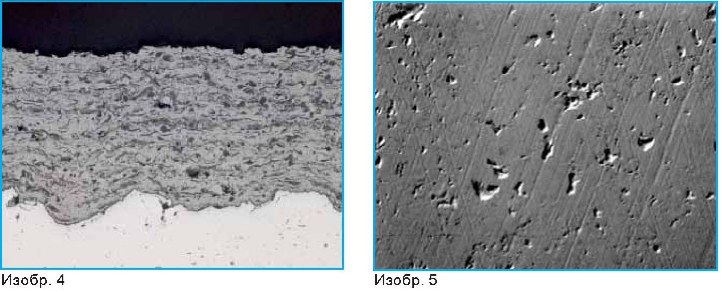
Kjo metodë është përdorur në seri për disa vite. Gjatë veshjes së plazmës, një hark elektrik ndizet në një pishtar plazmatik. Gazi i furnizuar i plazmës (hidrogjen ose argoni) jonizohet në një gjendje plazmatike dhe lë grykën e djegësit me shpejtësi e lartë. Me anë të një gazi bartës, materiali i veshjes (p.sh. në përbërje prej 50% çeliku të lidhur dhe 50% molibden) aplikohet si pluhur në një rreze plazme me temperaturë 15000-20000 ° C. Materiali i veshjes shkrihet dhe spërkatet në gjendje të lëngët me shpejtësi 80 deri në 100 m / mbi sipërfaqen që do të lyhet. Nëse është e nevojshme, materialet qeramike mund të integrohen shtesë në shtresën e spërkatjes së plazmës së hekurit. Procesi zhvillohet në presionin atmosferik. Imazhi 3 tregon një skemë të procesit të veshjes.
Trashësia e shtresës e përftuar nga veshja e plazmës është 0,18-0,22 mm. Veshja përfundon me honing. Trashësia e shtresës që mbetet pas honimit është afërsisht 0,11-0,13 mm.
Imazhi 4 tregon një seksion të zgjeruar mikroskopikisht të sipërfaqes së punës të një cilindri të veshur me plazmë. Imazhi 5 tregon një sipërfaqe pune të zgjeruar të sipërfaqes së përfunduar të punës të cilindrit. Shprehjet në sipërfaqen e punës që vijnë nga shtresa poroze e plazmës dallohen qartë. Vaji i motorit mund të depozitohet në gropa, gjë që përmirëson vetitë e fërkimit dhe konsumit të sipërfaqes së punës.
Falë veshjes së plazmës, jeta e shërbimit të motorit rritet dhe për shkak të konsumit më të ulët të karburantit dhe vajit, emetimet e dëmshme. Për shkak të trashësisë së ulët të shtresës së veshjes së plazmës, distanca edhe më të vogla midis cilindrave mund të realizohen në lidhje me veshjet e cilindrave prej gize, gjë që ndikon pozitivisht në gjatësinë strukturore të motorit.
Lidhja me lazer e sipërfaqeve të punës të cilindrave
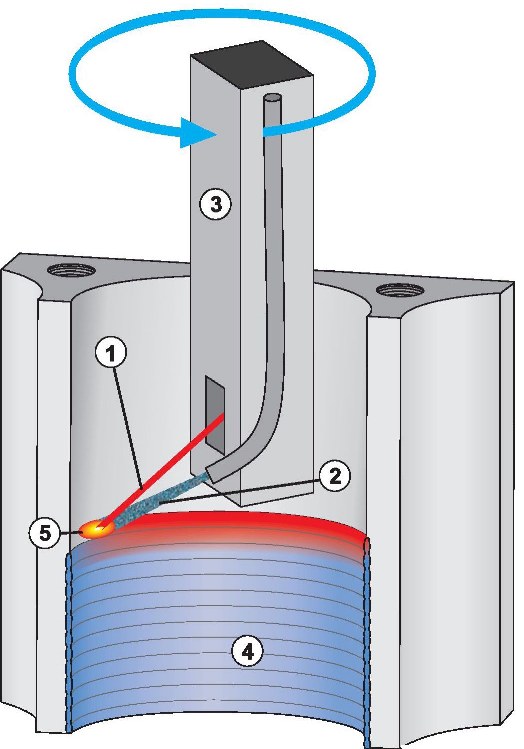
Foto 1
1. Rreze lazer
2. Avion pluhuri
3. Pajisja optike me laser rrotulluese
4. Shtresa aliazh
5. Zona e rifluksit
Lidhja me lazer është një metodë e mëtejshme e përforcimit të silikonit të sipërfaqeve të punës së cilindrave. Gjatë lidhjes me lazer, sipërfaqja e punës e një blloku cilindri të bërë nga një aliazh standard alumini-silikon (p.sh. AISi9Cu3) i bllokut të cilindrit shkrihet dhe aliazhohet në mënyrë metalurgjike nga një furnizim paralel pluhuri (silikon, etj.) duke përdorur një pajisje optike rrotulluese lazer. (Fig. 1). Në këtë mënyrë, në zonën e sipërfaqes së brendshme të cilindrit përftohet një shtresë e hollë me një fazë të ngurtë të ndarë shumë imët (kryesisht silic). Hapjet e cilindrit pas lidhjes me lazer duhet të jenë ende të mprehta dhe grimcat e silikonit duhet të ekspozohen. Meqenëse madhësitë e grimcave janë të vogla (brenda disa cm), hapja e kristaleve të integruara të silikonit kryhet në mënyrë të përshtatshme me gdhendje kimike. Procesi i ekspozimit ndaj gdhendjes kimike përshkruhet në detaje në kapitullin "3.6.2. Metoda të ndryshme të ekspozimit të silikonit".
Mëngë prej gize gri Mëngë të lagura prej gize
Ky lloj Dizajni sot përdoret vetëm relativisht rrallë në motorët për makinat e pasagjerëve. Arsyeja për këtë është sjellja e ndryshme e zgjerimit termik të bllokut të cilindrit të aluminit dhe veshjes së cilindrit prej gize gri. Kjo veçanërisht kërkon mbajtjen e tolerancave të ngushta përgjatë gjatësisë së astarit të cilindrit gjatë prodhimit në mënyrë që të shmangen përfundimisht problemet me vulosjen e kokës së cilindrit (sipas kjo çështje shih gjithashtu kapitullin "2.3.1. Lloje te ndryshme dizenjot e blloqeve të cilindrave).
Astar cilindrash prej gize
Ky koncept kombinon në një masë të madhe avantazhet e peshës së materialit të aluminit dhe mungesën e problemeve të vetive rrëshqitëse të sipërfaqeve rrëshqitëse të cilindrave prej gize gri. Prodhuar, më shpesh, me metodën e favorshme të derdhjes me injeksion (dizajni i hapur-Deck). Kur prodhohet me derdhje me injeksion, përftohen boshllëqe relativisht të vogla midis mëngës dhe derdhjes përreth, dhe gjithashtu, në përgjithësi, performancë e mirë përçueshmëri termike. Përdoren metoda të ndryshme për të siguruar një përshtatje të ngushtë të mëngës prej gize gri në bllok. Metoda më e thjeshtë është prodhimi me brazda në diametrin e jashtëm (fig. 2). Megjithë metodën e formimit me injeksion të përdorur, megjithatë, mund të ketë probleme me lidhjen mekanike dhe rrjedhimisht me përshtatjen e ngushtë të mëngës në bllok. Arsyeja për këtë janë boshllëqet e mbetura, megjithëse shumë të vogla, të ajrit midis mëngës dhe bllokut të aluminit. Prandaj, ata kaluan në përdorimin e të ashtuquajturave mëngë të derdhjes së ashpër (Fig. 3). Për shkak të brazdës së jashtme të rëndë sipërfaqja e jashtme kur derdhet, ka një shtrëngim të vërtetë të mëngës me materialin e bllokut
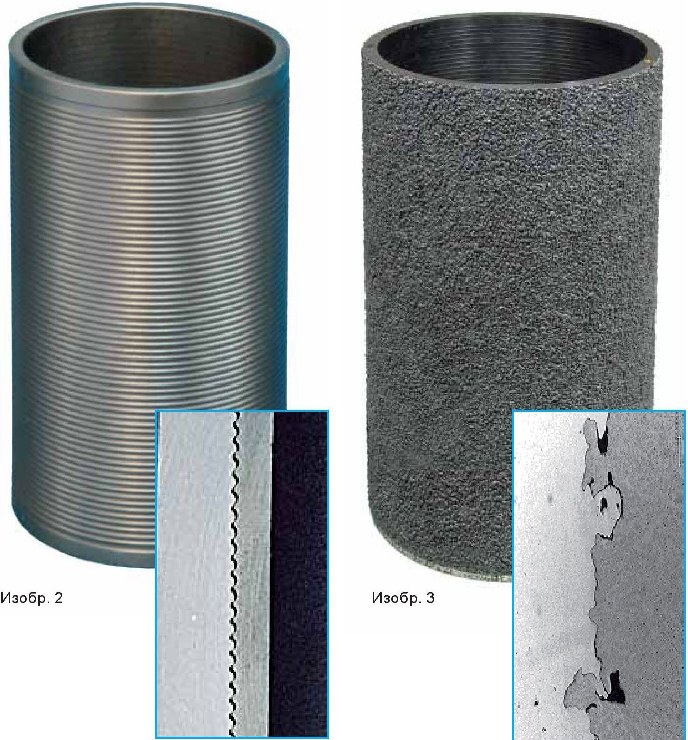
Përmirësim i mëtejshëm - megjithëse me koston e më shumë kosto të larta- Sjell Alfining ose Veshje Plazma e Kasës përpara derdhjes. Në Alfining, mëngët fillimisht lyhen me alumin në një banjë alumini të pastër. Kjo rezulton në një lidhje të veçantë të brendshme, metalurgjike midis aluminit dhe mëngës së gize gri. Në këtë metodë Kjo është një metodë relativisht e kushtueshme e përgatitjes së derdhjes. Prandaj, ne ndërruam - kur është e nevojshme - për të siguruar që mëngët e bëra prej gize gri të jenë së pari me ana e jashtme ashpërsohet me anë të shpërthimit dhe më pas lyhet me një shtresë plazme alumini të spërkatur. Në ndryshim nga Alfining, ende nuk ka lidhje metalurgjike midis gize gri dhe aluminit.
Shtresat e aluminit të depozituara në këtë mënyrë në astar, kur derdhen në bllokun e cilindrit, përsëri shkrihen pak dhe lidhen më mirë me materialin e bllokut në krahasim me astar pa veshje alumini. Problemet e komunikimit që mund të ndodhin në kushte të caktuara mund të reduktohen ose shmangen në këtë mënyrë.
Mëngë të derdhura prej alumini (ALUSIL®, Silitec®)
Përveç prodhimit të blloqeve të cilindrave monolit nga ALUSIL, është gjithashtu e mundur të prodhohen blloqe cilindrash me veshje alumini të derdhur me përmbajtje të lartë silikoni (ALUSIL®, Silitec®). Pasurimi me silikon i nevojshëm për përforcimin e cilindrit ekziston me këtë metodë vetëm në zonën e sipërfaqes së punës së cilindrit. Pjesa tjetër e bllokut të cilindrit është bërë nga një aliazh standard alumini-silikoni (p.sh. AISi9Cu3).
Spërkatje kompakte e mëngëve që derdhen
Këtu po flasim për një metodë relativisht të re për prodhimin e mëngëve të aluminit me përmbajtje të lartë silikoni (Silitec). Materiali i kërkuar i mëngës për derdhje prodhohet nga i ashtuquajturi procesi i spërkatjes kompakte. Për hir të thjeshtësisë dhe qartësisë, termi Silitec® përdoret në tekstin e mëposhtëm. Këtu, në një dhomë, shkrirja e aluminit atomizohet shumë imët me ndihmën e gazit atomizues (azoti), dhe kështu, shtresa pas shtrese formon një pjesë të punës (Fig. 1). Forma e konit të spërkatjes përcakton formën përfundimtare të produktit gjysëm të gatshëm. Në parim, kjo metodë bën të mundur prodhimin e tubave, rondele, shufra ose fletë direkt në një rrjedhë të vetme pune. Përsa i përket teknikës së prodhimit, spërkatja kompakte është midis sinterimit dhe derdhjes klasike të kallëpit.Në krahasim me materialet e derdhjes konvencionale, duket e mundur, si me sinterizimin, të prodhohen materiale me përbërje të pazakontë. Përmbajtja e silikonit me këtë metodë mund të arrijë deri në 25%. Një strukturë shumë e imët fitohet me një shpërndarje homogjene të elementeve dhe fazave dhe mundësi të mira formësimin.
Në këtë mënyrë, lënda e parë e përftuar në formën e bulonit përpunohet me nxjerrje të vazhdueshme në tuba, të cilët më pas sharrohen në copa dhe përdoren si pjesë të derdhura për bllokun e cilindrit (Fig. 3). Për të përmirësuar lidhjen, para derdhjes, sipërfaqja e jashtme e mëngëve ashpërsohet me metodën jet. Me shume se metodë e shpejtë derdhje me injeksion.
Cilindrat përpunohen në të njëjtën mënyrë si sipërfaqet e tjera rrëshqitëse të cilindrave prej alumini-silikoni. Kristalet e silikonit janë të shpërndara shumë hollë në strukturë dhe kanë një madhësi 4 - 10 rm (Fig. 2). Për shkak të përmasave shumë të vogla të grimcave, hapja e kristaleve të silikonit gjatë përpunimit përfundimtar të sipërfaqeve të punës së cilindrave paraqet kërkesa të veçanta. Për blloqet e cilindrave të prodhuar me këtë metodë, pra, në prodhimin serik, përdoret kryesisht hapja me trajtim me sodë kaustike.
Kërkimi i tekstit të plotë:
Faqja kryesore > Puna e kurseve > Industria, prodhimi
1.1 Përshkrimi i pjesës
1.2 Analiza e kushteve të punës
1.4 Materialet për prodhim
1.4.1 Gize gri
1.4.2 Lidhjet e aluminit
2. Teknologjia e prodhimit
2.2.1 Nxjerrja e boksitit
2.2.2 Marrja e aluminit nga xehet
2.2.3. Bazat e elektrolizës së shkrirjeve të kriolitit-aluminit
2.3 Derdhja e rërës
3.1 Plakja dhe forcimi
4. Përpunimi
4.1 Vendosja e pikave bazë
Konkluzioni për punën e bërë
1. Analiza e pjesës së projektuar dhe kushteve të saj të punës
1.1 Përshkrimi i pjesës
Blloku i cilindrit - pjesë e derdhur, shërben si bazë e motorit djegia e brendshme. Koka e bllokut është ngjitur në pjesën e sipërme të tij, pjesa e poshtme është pjesë e karterit, ka sipërfaqe mbajtëse për instalimin e boshtit të gungës.
Blloku i cilindrit (ose karteri) merr ngarkesa nga pjesët rrotulluese dhe lëvizëse përkthimore. Inline më i zakonshëm motorët me katër cilindra zakonisht kanë një bllok të derdhur nga hekuri gri, më rrallë - alumini, blloku është paraqitur në figurën 1. Në këtë rast, veshjet e cilindrit derdhen në një pjesë me bllokun, duke formuar një xhaketë ftohëse midis veshjeve dhe mureve të jashtme. . Blloku i cilindrit ka vrima në pjesën e poshtme - të ashtuquajturat. shtretër për predha mbajtëse të boshtit të gungës. Shtretërit përpunohen në pajisje speciale me saktësi të lartë.
Cilindrat mund të jenë pjesë e një derdhjeje (blloku pa rreshtim) ose mund të kenë astar të veçantë të veshur që mund të jenë "të lagur" ose "të thatë" siç tregohet skematikisht në Figurën 2.
Veshjet e thata më së shpeshti shtypen në trupin e bllokut, dhe veshjet e lagura mbyllen gjithashtu me unaza të bëra prej materiale të ndryshme të tilla si goma, ose bakri. Heqja e nxehtësisë përmes mëngëve në ftohës varet nga vetitë e materialit të mëngës dhe trashësia e tij (sa më e lartë të jetë përçueshmëria termike e materialit dhe sa më të holla të jenë muret e mëngës, aq më mirë shpërndarja e nxehtësisë).
Përdorimi i cilindrave të rreshtuar, nga njëra anë, rrit paksa koston e motorit dhe komplikon montimin e tij, por nga ana tjetër, thjeshton riparimin e bllokut, pasi në këtë rast mjafton të zëvendësohen astarët dhe grup pistoni.
Në të njëjtën kohë, për blloqet pa mëngë, kur pasqyra e cilindrit është e veshur, ajo duhet të jetë e mërzitur dhe e lëmuar, gjë që e ndërlikon ndjeshëm riparimin, pasi një praktikë e detyrueshme çmontimi i plotë motorri. Për më tepër, kërkesa shumë të larta bëhen për cilësinë e materialit dhe teknologjinë e derdhjes për blloqet pa predha.
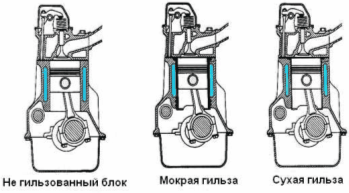
Figura 2 - Paraqitja skematike e seksionit të blloqeve të ndryshme
Rreth çdo cilindri bëhen vrima me fileto për bulonat e kokës si në figurën 3. Vrimat e filetuara nuk lidhen drejtpërdrejt me mëngën (gjë që zvogëlon deformimin e mëngës kur shtrëngohen bulonat e kokës. Një deformim i lehtë i mëngëve gjatë shtrëngimit ende shfaqet, por zakonisht nuk kalon 0,010-0,015 mm, megjithëse mund të rritet ndjeshëm nëse bulonat e kokës shtrëngohen shumë.

Figura 3 - Vrima për bulonat e kokës së cilindrit: 1 - brazdë; 2 - deformim në mungesë të një zakoni
Sipërfaqet e punës të cilindrave dhe astarve, të cilat quhen pasqyra e cilindrit, janë të përpunuara me saktësi të lartë dhe kanë një pastërti shumë të lartë. Ndonjëherë një mikroreliev i veçantë aplikohet në pasqyrën e cilindrit, lartësia e të cilit është fraksione mikrometrash. Një sipërfaqe e tillë ruan mirë vajin dhe ndihmon në uljen e fërkimit të sipërfaqes anësore të pistonit dhe unazave në pasqyrën e cilindrit.
Pasqyra e cilindrit Pasqyra e cilindrit është në kontakt të vazhdueshëm me pistonin dhe lubrifikohet nga vaji i motorit, i cili spërkatet nga elementët rrotullues të mekanizmit të fiksimit. Vetitë e larta teknologjike të metalit dhe cilësia e përpunimit të tij përcaktojnë rezistencën e kërkuar të sipërfaqes.
Xhaketa ftohëse Xhaketa ftohëse është projektuar për të hequr nxehtësinë nga muret e cilindrit dhe nga koka e motorit. Qëllimi i një sistemi të ftohjes së ujit të motorit nuk është vetëm heqja e nxehtësisë nga muret e cilindrit, por edhe ruajtja e temperaturës së funksionimit të projektuar.
Strehimi i boshtit të gungës Në kaviljen e bllokut të cilindrit ka vende për fiksimin e elementeve të tillë si gjeneratori, kompresori i ajrit të kondicionuar, kllapat e montimit, pompa e drejtimit të drejtimit, etj. Strehimi i boshtit me gunga mund të derdhet me bllokun e cilindrit në një strehë të vetme , ose mund të ngjitet në të me bulona. Një tigan vaji është ngjitur në pjesën e poshtme të karterit të bllokut, i cili është krijuar për ruajtje vaj makine. Paleta është bërë zakonisht prej çeliku ose aliazh alumini.
1.2 Analiza e kushteve të punës
Cilindri i motorit është krijuar për të drejtuar lëvizjen reciproke të pistonit, thithjen e energjisë së lëshuar gjatë djegies së karburantit, thithjen dhe largimin e nxehtësisë nga dhoma e djegies në ftohës, si dhe për të lidhur boshtin e gungës në këtë fund, kanalet për lubrifikimin dhe ftohja bëhen në bllokun e cilindrit. Shtretërit për fiksimin e boshtit të gungës bëhen në kaviljen e bllokut të cilindrit. Nga kjo rrjedh se kartera e bllokut i nënshtrohet:
Ndikimi i presionit të gazit;
Forcat e gazeve që perceptohen lidhjet me fileto kokat e cilindrave dhe kushinetat e boshtit të gungës;
forcat e brendshme të inercisë (forcat e përkuljes) që rezultojnë nga forcat e inercisë gjatë rrotullimit dhe lëkundjes;
forcat e brendshme të rrotullimit (forcat përdredhëse) ndërmjet cilindrave individualë;
çift rrotullimi i boshtit të gungës dhe, si rezultat, forcat e reagimit të montimeve të motorit;
forcat e lira dhe momentet e inercisë, si rezultat i forcave të inercisë gjatë dridhjeve, të cilat perceptohen nga montimet e motorit;
Forcat anësore të fërkimit që lindin nga lëvizja e pistonit;
Ngarkesat e lakimit nga forcat e presionit të gazit dhe forcat e inercisë të transmetuara përmes shufrave lidhës nga pistonët, nga boshti me gunga, ngarkesat transferohen në kushinetat kryesore të boshtit të gungës dhe përkulin bllokun;
Fërkimi me elementët e pistonit (shkakton konsum mekanik);
Nxehtësia(shkakton djegie dhe gërryerje të metalit) Në rast se blloku i cilindrit është prej aliazh alumini, pasqyra e cilindrit bëhet në një futje të veçantë prej gize (mëngë);
Deformimi elastik i bllokut ose boshtit çon në lakimin e boshteve të shtretërve dhe qafës së boshtit të gungës. Në këtë rast, veshja shfaqet, e pabarabartë përgjatë gjerësisë së qafës;
Ngarkesa e transmetuar nga rreshtat në shtrat, me lakim periodik të akseve, çon në konsumimin e vetë sipërfaqeve të shtretërve (kjo situatë është tipike, për shembull, për kushinetat e shufrave lidhëse boshte të gjata me një numër të vogël mbështetësish (për shembull, një bosht me katër mbajtës të një motori me gjashtë cilindra në linjë);
1.3 Përpilimi i kërkesave për detaje
Pas analizimit të kushteve të funksionimit të karterit, në paragrafin e mëparshëm, është e mundur të parashtrohen kërkesa për vetitë e bllokut të cilindrit të një motori me djegie të brendshme, përkatësisht:
Ngurtësia është një karakteristikë shumë e rëndësishme e bllokut, e cila përcakton deformimin elastik të bllokut nën veprimin e forca të ndryshme. Kur motori është në punë bosht me gunga përjeton ngarkesa përkulëse nga forcat e presionit të gazit dhe forcat e inercisë të transmetuara përmes shufrave lidhëse nga pistonët. Nga boshti me gunga, ngarkesat transferohen në kushinetat kryesore të boshtit të gungës dhe përkulin bllokun. Me ngurtësi të pamjaftueshme, kjo mund të çojë në konsumim të përshpejtuar të kushinetave dhe dështim të motorit. Ngurtësia e përkuljes së bllokut zakonisht rritet me rritjen e distancës nga rrafshi kryesor ndarës i mbajtësit në rrafshin e poshtëm ndarës të bllokut dhe enës së vajit siç tregohet në figurën 4, si dhe me rritjen e gjerësisë së bllokut, trashësisë së murit. Kjo është veçanërisht e rëndësishme për motorët me shumë cilindra në linjë (me 5-6 cilindra).
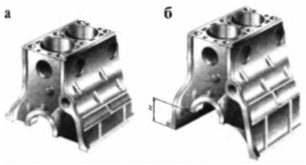
Figura 4 - Rritja e ngurtësisë së karterit (a) duke rritur madhësinë H (b)
shtrirja e vrimave të të gjitha shtretërve të bllokut;
e njëjta madhësi (diametër) e të gjithë shtretërve (me përjashtim të modeleve speciale);
pinguliteti i akseve të shtretërve dhe cilindrave;
Paralelizmi i akseve të shtretërve të boshteve ndihmëse dhe me gunga (nëse janë instaluar në bllok) me boshtin e shtretërve të boshtit të gungës;
Praktika tregon se të gjitha devijimet nga pinguliteti dhe paralelizmi nuk duhet të kalojnë gjysmën e hapësirës së punës së pjesëve. Me një hendek prej 0,04 + 0,06 mm, kjo nuk është më shumë se 0,02 + 0,03 mm.
1.4 Materialet për prodhim
Karteri është një nga pjesët më të rënda të të gjithë makinës. Dhe zë vendin më kritik për dinamikën e drejtimit: vendin mbi boshtin e përparmë. Prandaj, pikërisht këtu bëhen përpjekje për të shfrytëzuar plotësisht potencialin për reduktim masiv. Gize gri, e cila është përdorur si material karter për dekada, po zëvendësohet gjithnjë e më shumë në motorët me benzinë dhe naftë nga lidhjet e aluminit. Kjo lejon që të arrihet një reduktim i ndjeshëm i peshës. Por, avantazhi në masë nuk është i vetmi ndryshim që ndodh gjatë përpunimit dhe përdorimit të një materiali të ndryshëm. Akustika, vetitë kundër korrozionit, kërkesat e përpunimit të prodhimit dhe vëllimet e shërbimit po ndryshojnë gjithashtu.
1.4.1 Gize gri
Gize është një aliazh hekuri me më shumë se 2% karbon dhe më shumë se 1,5% silic. Gize gri përmban karbon të tepërt në formën e grafitit. Për karterat e bllokut të motorëve me naftë është përdorur dhe përdoret gize me grafit lamelar, i cili e ka marrë emrin nga vendndodhja e grafitit në të. Përbërës të tjerë të aliazhit janë mangani, squfuri dhe fosfori në sasi shumë të vogla. Gize u ofrua që në fillim si material për karterat e bllokut. motorët serialë, duke qenë se ky material nuk është i shtrenjtë, thjesht përpunohet dhe ka vetitë e nevojshme. Lidhjet e lehta nuk mund t'i plotësonin këto kërkesa për një kohë të gjatë. Prodhuesit e automjeteve përdorin gize grafit për motorët e tyre për shkak të vetive të tij veçanërisht të favorshme. Gjegjësisht:
përçueshmëri e mirë termike;
veti të mira të forcës;
përpunim i thjeshtë;
veti të mira të derdhjes;
amortizimi shumë i mirë.
Amortizimi i jashtëzakonshëm është një nga vetitë dalluese gize me grafit lamelar. Do të thotë aftësia për të perceptuar dridhjet dhe për t'i lagur ato për shkak të fërkimit të brendshëm. Për shkak të kësaj, dridhjet dhe karakteristikat akustike të motorit janë përmirësuar ndjeshëm. veti të mira, forca dhe përpunimi i lehtë e bëjnë karterin prej gize gri konkurruese sot. Për shkak të forcës së tyre të lartë, motorët me benzinë M dhe motorët me naftë prodhohen ende sot me kartera prej gize gri. Kërkesa në rritje për peshën e motorit makinë pasagjerësh në të ardhmen vetëm lidhjet e lehta do të jenë në gjendje të kënaqin.
1.4.2 Lidhjet e aluminit
Karterat e aliazhit të aluminit janë ende relativisht të reja vetëm për motorët me naftë. Dendësia e lidhjeve të aluminit është rreth një e treta në krahasim me gize gri. Megjithatë, kjo nuk do të thotë se përparësia në masë ka të njëjtin raport, sepse për shkak të forcës më të ulët, një karter i tillë blloku duhet të bëhet më masiv. Vetitë e tjera të lidhjeve të aluminit:
përçueshmëri e mirë termike;
rezistencë e mirë kimike;
veti të mira të forcës;
përpunimi i thjeshtë.
Alumini i pastër nuk është i përshtatshëm për derdhjen e karterit, sepse nuk ka veti mjaft të mira të forcës. Në kontrast me gize gri, përbërësit kryesorë të lidhjes shtohen këtu në sasi relativisht të mëdha.
Lidhjet ndahen në katër grupe, në varësi të aditivit aliazh mbizotërues. Këto aditivë:
silikon (Si);
bakër (Ci);
magnez (Md);
Për karterat e bllokut të aluminit, aliazhet AlSi përdoren ekskluzivisht. Ato përmirësohen me shtesa të vogla të bakrit ose magnezit. Siliconi ka një efekt pozitiv në forcën e aliazhit. Nëse komponenti është më i madh se 12%, atëherë përpunimi i veçantë mund të arrihet një fortësi shumë e lartë sipërfaqësore, megjithëse prerja bëhet më e vështirë. Në rajonin prej 12%, ndodhin veti të jashtëzakonshme derdhjeje. Shtimi i bakrit (2-4%) mund të përmirësojë vetitë e derdhjes së aliazhit nëse përmbajtja e silikonit është më pak se 12%. Një shtim i vogël i magnezit (0,2-0,5%) rrit ndjeshëm vlerat e forcës. Për motorët me benzinë dhe naftë, përdoret aliazh alumini AISi7MgCuO.5. Siç mund të shihet nga emërtimi AISi7MgCuO.5, kjo aliazh përmban 7% silic dhe 0,5% bakër. Ka forcë të lartë dinamike. Të tjerët veti pozitive kanë veti të mira derdhjeje dhe duktilitet. Vërtetë, nuk lejon të arrihet një sipërfaqe mjaftueshëm rezistente ndaj konsumit, e cila është e nevojshme për pasqyrën e cilindrit. Prandaj, karterët e bërë nga AISI7MgCuO,5 do të duhet të bëhen me astar cilindrash.
Studiuesit progresivë po mendojnë të përdorin një material edhe më të lehtë - aliazh magnezi. U ndërtuan motorë prototip, në të cilët u instaluan veshjet e cilindrave metalikë në blloqe plastike të lehta, megjithëse këta motorë doli të ishin jashtëzakonisht të zhurmshëm.
1.4.3 Të dhëna tabelare për materialet
Më poshtë do të jap një krahasim tabelor të 2 klasave të gize (SCH25 dhe SCH35), 2 klasave të aluminit (AL2 dhe AL4) dhe një klasë të aliazhit të manganit (ML4) nga të cilat mund të bëhen derdhjet e karterit.
Tabela 1 - Klasifikimi
|
Materiali |
Emri |
Aplikimi i materialeve |
|
Gize gri |
për prodhimin e kallëpeve |
|
|
Gize gri |
për prodhimin e kallëpeve |
|
|
Aliazh i derdhjes së aluminit |
për prodhimin e pjesëve me ngarkesë të ulët; aliazh është shumë rezistent |
|
|
Aliazh i derdhjes së aluminit |
për prodhimin e pjesëve me ngarkesë të mesme dhe të rëndë; aliazh është shumë rezistent |
|
|
Aliazh i derdhjes së magnezit |
pjesë të motorëve dhe njësive të tjera që funksionojnë në kushte të rezistencës së lartë ndaj korrozionit, statike dhe ngarkesat dinamike; kufiri i temperaturës së funksionimit: 150°C - afatgjatë, 250°C - afatshkurtër |
Tabela 2 - Përbërje kimike në % material SCH25 dhe SCH35
Tabela 3 - Përbërja kimike në % e materialit AL2
|
papastërtitë |
|||||||||
Tabela 4 - Përbërja kimike në % e materialit AL4
|
papastërtitë |
|||||||||||
Tabela 5 - Përbërja kimike në % e materialit ML4
|
papastërtitë |
||||||||||
|
tjetër 0.1; gjithsej 0.5 |
Tabela 6 - Vetitë mekanike në T=20 o C
|
ST |
5 |
Fortësia e Brinelit |
||
|
HB 10 -1 = 156 - 260 |
||||
|
HB 10 -1 = 179 - 290 |
||||
|
HB 10 -1 = 50 - 75 |
Tabela 7 - Vetitë fizike të materialit SCH25 dhe SCH 35
|
Materiali |
||||||
|
W/(m deg) |
J/(kg gradë) |
|||||
Tabela 8 - Vetitë fizike të materialit AL2 dhe AL4
|
Materiali |
||||||
|
W/(m deg) |
J/(kg gradë) |
|||||
Tabela 9 - Vetitë fizike të materialit ML4
Emërtimet:
HB - Fortësia e Brinelit, [MPa]
T - Temperatura në të cilën janë marrë këto veti, [deg]
E - Moduli i elasticitetit të llojit të parë, [MPa]
- Koeficienti i zgjerimit termik (linear) (varg 20 o - T),
- Koeficienti i përçueshmërisë termike (kapaciteti i nxehtësisë së materialit), [W/(m deg)]
- Dendësia e materialit, [kg/m3]
C - Kapaciteti specifik termik i materialit (varg 20 o - T), [J / (kg deg)]
R - Rezistenca elektrike, [Ohm m]
Përfundim: Për karterin tim prej alumini, do të përdor vetëm lidhjet AlSi, përkatësisht AL4. Ato përmirësohen me shtesa të vogla të bakrit ose magnezit. Siliconi ka një efekt pozitiv në forcën e aliazhit. Nëse komponenti është më shumë se 12%, atëherë një fortësi shumë e lartë e sipërfaqes mund të merret me përpunim special, megjithëse prerja do të jetë e ndërlikuar. Në rajonin prej 12%, ndodhin veti të jashtëzakonshme derdhjeje. Shtimi i bakrit (2-4%) mund të përmirësojë vetitë e derdhjes së aliazhit nëse përmbajtja e silikonit është më pak se 12%. Një shtim i vogël i magnezit (0,2-0,5%) rrit ndjeshëm vlerat e forcës dinamike. Veti të tjera pozitive janë vetitë e mira të derdhjes dhe duktiliteti. Vërtetë, nuk lejon të arrihet një sipërfaqe mjaftueshëm rezistente ndaj konsumit, e cila është e nevojshme për pasqyrën e cilindrit. Prandaj, karterat e bllokut nga AL4 do të duhet të bëhen me veshje cilindrash.
2. Teknologjia e prodhimit
2.1 Skema teknologjike e prodhimit
2.2 Përshkrimi i çdo hapi teknologjik
2.2.1 Nxjerrja e boksitit
Vetëm shkëmbinjtë e pasur me alumin (Al 2 O 3) dhe të shtrirë në masa të mëdha në sipërfaqen e tokës mund të shërbejnë si xehe alumini. Këta shkëmbinj përfshijnë boksitet, nefelinat - (Na, K) 2 OּAl 2 O 3 ּ2SiO 2, alunitet - (Na, K) 2 SO 4 ּAl 2 (SO 4) 3 ּ4Al (OH) 3 dhe kaolinat (argjilat), spar. (ortoklas) - K 2 OּAl 2 O 3 ּ6SiO 2.
Xeherori kryesor për prodhimin e aluminit është boksiti. Boksiti është minerali më i rëndësishëm i aluminit. Boksiti përbën pjesën më të madhe të prodhimit të aluminit në botë. Boksiti është një shkëmb kompleks, alumini në të cilin është në formën e hidroksideve të diasporës dhe boehmitit (oksidet monohidrate), gibsitit ose hidrorgilitit (oksidi trihidrat). Së bashku me hidroksidet, një pjesë e aluminit mund të gjendet në boksite në formën e korundit, kaolinitit dhe mineraleve të tjera.
Alumini përmbahet në to në formën e hidroksideve Al (OH), AlOOH, korundit Al 2 O 3 dhe kaolinitit Al 2 O 3 ּ2SiO 2 ּ2H 2 O. Përbërja kimike e boksiteve është komplekse: 28-70% alumin; 0,5-20% silicë; 2-50% oksid hekuri; 0,1-10% oksid titani. Kohët e fundit, nefelinat dhe alunitet janë përdorur si xehe. Nefelina (KּNa 2 OּAl 2 O 3 ּ2SiO 2) është pjesë e shkëmbinjve apatit-nefelinë (në gadishullin Kola).
Më e rëndësishmja është depozitimi i boksitit Severouralsk në rajonin e Sverdlovsk. Boksitet Severouralsk - diaspore-boehmite dhe diaspore; pjesa më e madhe e tyre karakterizohet nga një përmbajtje e lartë e A1 2 O 3 (52-54%) dhe një përmbajtje e ulët e silicës (3-5%); përmbajtja e Fe 2 O 3 në këto boksite është 21-28%. Boksiti nxirret nën tokë (miniera) nga thellësia deri në 700 m Përmbajtja e monoksidit të karbonit (IV) -COa në boksitin e minuar (2,5-3,5%) dhe squfurit (rreth 1%) është e lartë, gjë që ul cilësinë e tyre. . Disa nga depozitat ndodhen në zona që janë të vështira për t'u zhvilluar dhe janë të papërshtatshme për miniera më efikase në gropa.
Një numër depozitimesh boksiti të llojit boehmit-diaspore janë zbuluar në Uralet Jugore në rajonin Chelyabinsk dhe rajonin e Bashkir. Boksitet e Uralit të Jugut karakterizohen nga një përmbajtje e lartë e silicës dhe monoksidit të karbonit (IV), si dhe nga fortësia e lartë. Ato janë minuar edhe nën tokë. Boksitet e minuara përmbajnë mesatarisht % (në peshë): А1 2 O 3 50-53; SiO 2 5-10 dhe Fe 2 O 3 21-22.
2.2.2 Marrja e aluminit nga xehet
Alumini fitohet në tre mënyra: alkaline, acide dhe elektrolitike. Më e përhapura ka një metodë alkaline (metoda e K. I. Bayer, e zhvilluar në Rusi në fund të shekullit të kaluar dhe e përdorur për përpunimin e boksiteve të shkallës së lartë me një sasi të vogël (deri në 5-6%) silicë). Që atëherë zbatimi teknikështë përmirësuar ndjeshëm. Skema për prodhimin e aluminit me metodën Bayer është paraqitur në Figurën 5.
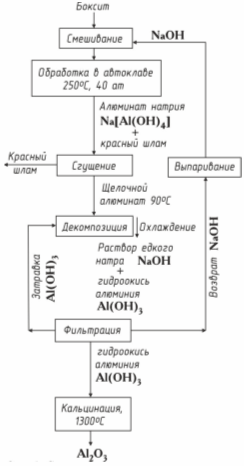
Figura 5 - Skema e prodhimit të aluminit me metodën Bayer
Thelbi i metodës qëndron në faktin se tretësirat e aluminit dekompozohen shpejt kur hidroksidi i aluminit futet në to, dhe zgjidhja e mbetur nga dekompozimi pas avullimit të saj në kushte të përzierjes intensive në 169-170 ° C mund të shpërndajë përsëri aluminin e përmbajtur në boksite. Kjo metodë përbëhet nga operacionet kryesore të mëposhtme:
1). Përgatitja e boksitit, që konsiston në shtypjen dhe bluarjen e tij në mullinj; mullinjtë furnizohen me boksit, alkali kaustik dhe një sasi të vogël gëlqereje, e cila përmirëson çlirimin e Al 2 O 3; pulpa që rezulton ushqehet për shpëlarje;
2). Shpëlarja e boksitit (kohët e fundit, blloqet e autoklavës në formë të rrumbullakët të përdorur deri më tani janë zëvendësuar pjesërisht nga autoklava tubulare, në të cilat shpëlarja ndodh në temperaturat 230-250 ° C (500-520 K), që konsiston në dekompozimin e tij kimik nga ndërveprimi me një zgjidhje ujore e alkalit; Hidratet e oksidit të aluminit, kur bashkëveprojnë me alkalin, hyjnë në tretësirë në formën e aluminatit të natriumit:
AlOOH+NaOH→NaAlO 2 +H 2 O
Al(OH) 3 +NaOH→NaAlO2 +2H2O;
SiO2 +2NaOH→Na2SiO3 +H2O;
në tretësirë, aluminati i natriumit dhe silikati i natriumit formojnë një aluminosilikat natriumi të patretshëm; oksidet e titanit dhe hekurit kalojnë në mbetjen e patretshme, duke i dhënë mbetjes një ngjyrë të kuqe; kjo mbetje quhet baltë e kuqe. Pas përfundimit të tretjes, aluminati i natriumit që rezulton hollohet me një tretësirë ujore të alkalit duke ulur temperaturën me 100°C;
3). Ndarja e tretësirës së aluminit nga balta e kuqe, zakonisht kryhet duke larë në trashës të veçantë; si rezultat i kësaj, balta e kuqe vendoset dhe tretësira e aluminit kullohet dhe më pas filtrohet (sqarohet). Në sasi të kufizuara, llumi përdoret, për shembull, si një shtesë në çimento. Në varësi të shkallës së boksitit, përftohet 0,6-1,0 ton baltë e kuqe (mbetje e thatë) për 1 ton alumin;
4). Zbërthimi i tretësirës së aluminit. Filtrohet dhe derdhet në enë të mëdha me trazues (dekompozues). Hidroksidi i aluminit Al(OH) 3 nxirret nga një tretësirë e mbingopur pas ftohjes në 60°C (330 K) dhe përzierjes së vazhdueshme. Meqenëse ky proces vazhdon ngadalë dhe në mënyrë të pabarabartë, dhe formimi dhe rritja e kristaleve të hidroksidit të aluminit kanë një rëndësi të madhe në përpunimin e tij të mëtejshëm, një sasi e madhe hidroksidi i ngurtë shtohet në dekompozuesit - farat:
Na 2 OּAl 2 O 3 +4H 2 O→Al(OH) 3 +2NaOH;
5). Përcaktimi i hidroksidit të aluminit dhe klasifikimi i tij; kjo ndodh në hidrociklone dhe filtra vakum, ku një precipitat që përmban 50-60% grimca Al(OH) ndahet nga tretësira e aluminit. Një pjesë e konsiderueshme e hidroksidit kthehet në procesin e dekompozimit si material farë, i cili mbetet në qarkullim në sasi të pandryshuara. Mbetjet pas larjes uji shkon për kalcinim; filtrati gjithashtu kthehet në qarkullim (pas koncentrimit në avullues - për shpëlarje të boksiteve të rinj);
6). Dehidratimi i hidroksidit të aluminit (kalcinimi); është operacioni përfundimtar i prodhimit të aluminit; realizohet në furra rrotulluese me tuba, e së fundmi edhe në furra me lëvizje turbulente të materialit në temperaturë 1150-1300 rreth C; hidroksid i papërpunuar i aluminit, që kalon nëpër një furrë rrotulluese, i tharë dhe i dehidratuar; kur nxehet, transformimet strukturore të mëposhtme ndodhin në mënyrë sekuenciale:
Al(OH) 3 →AlOOH→ γ-Al 2 O 3 → α-Al 2 O 3
Alumini përfundimtar i kalcinuar përmban 30-50% α-Al 2 O 3 (korund), pjesa tjetër është γ-Al 2 O 3 . Kjo metodë nxjerr 85-87% të gjithë aluminit të prodhuar. Oksidi i aluminit që rezulton është një përbërje kimike e fortë me një pikë shkrirjeje prej 2050 o C.
2.2.3 Bazat e elektrolizës së shkrirjeve të kriolit-aluminit
Elektroliza e shkrirjeve të kriolit-aluminit është metoda kryesore për përftimin e aluminit, megjithëse disa lidhje alumini fitohen me metodën elektrotermale.
Elektrolizatorët e parë industrialë ishin për rryma deri në 0,6 kA dhe gjatë 100 viteve të ardhshme u rrit në 300 kA. Megjithatë, kjo nuk solli ndryshime të rëndësishme në bazat e procesit të prodhimit.
Skema e përgjithshme prodhimi i aluminit është paraqitur në figurën 5. Njësia kryesore është qeliza elektrolitike. Elektroliti është një shkrirje krioliti me një tepricë të lehtë të fluorit të aluminit, në të cilin alumini është tretur. Procesi kryhet në përqendrime të ndryshueshme të aluminit nga rreth 1 deri në 8% (peshë). Nga lart, një anodë karboni ulet në banjë, pjesërisht e zhytur në elektrolit. Ekzistojnë dy lloje kryesore të anodave sakrifikuese: të vetëpjekura dhe të parapjekura. Të parët përdorin nxehtësinë e elektrolizës për pjekjen e masës së anodës, e cila përbëhet nga një përzierje e koksit mbushës dhe një lidhësi, katrani. Anodat e pjekura janë një përzierje e para-pjekur e koksit dhe lidhësit të katranit.
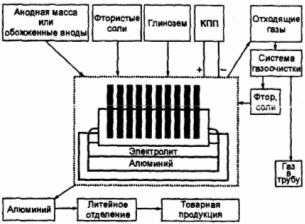
Figura 6 - Skema e prodhimit të aluminit nga alumini.
Alumini i shkrirë në temperaturën e elektrolizës (950 - 960°C) është më i rëndë se elektroliti dhe ndodhet në fund të elektrolizuesit. Shkrirjet e kriolit-aluminit janë shumë agresive, të cilave mund t'i rezistojnë karbonat dhe disa materiale të reja. Prej tyre është bërë rreshtimi i brendshëm i elektrolizerit.
Për të kthyer AC në DC aktivizuar fabrika moderne Përdoren ndreqës gjysmëpërçues me tension 850V dhe raport konvertimi 98,5%, të instaluar në një nënstacion konvertues silikoni (KPP). Një njësi ndreqës jep një rrymë deri në 63 kA. Numri i njësive të tilla varet nga forca aktuale e kërkuar, pasi ato janë të gjitha të lidhura paralelisht.
Procesi që zhvillohet në elektrolizer konsiston në dekompozimin elektrolitik të aluminit të tretur në elektrolit. Alumini lëshohet në një katodë të lëngshme alumini, e cila derdhet periodikisht duke përdorur një lugë vakum dhe dërgohet në departamentin e shkritores për derdhje ose një mikser, ku, në varësi të qëllimit të mëtejshëm të metalit, aliazhet me silikon, magnez, mangan, bakër. përgatiten ose kryhet rafinimi. Në anodë, karboni oksidohet nga oksigjeni i lëshuar. Gazi i anodës së shkarkimit është një përzierje e CO 2 dhe CO.
Elektrolizatorët zakonisht janë të pajisur me streha që largojnë gazrat e shkarkimit dhe një sistem pastrimi. Kjo redukton lirimin substancave të dëmshme në atmosferë. Procesi teknologjik kërkon që streha të mbyllet hermetikisht për të siguruar thithjen e gazit në kolektor duke përdorur ventilatorë. Gazrat e hequr nga elektrolizuesit dominohen nga dioksidi i karbonit (shumica e monoksidit të karbonit digjet më pas ose sipër elektrolitit ose në djegës të veçantë pas ziles së grumbullimit të gazit), azoti, oksigjeni, fluoridet e gazta dhe të ngurta dhe grimcat e pluhurit të aluminit. Për heqjen e tyre dhe kthimin në proces përdoren skema të ndryshme teknologjike.
Elektrolizatorët modernë janë të pajisur me një sistem automatik furnizimi me alumin (AAF) me një periudhë ngarkimi 10-30 min.
Reagimi i përgjithshëm që ndodh në elektrolizer mund të përfaqësohet nga ekuacioni
Kështu, teorikisht, procesi i elektrolizës konsumon aluminin dhe karbonin e anodës, si dhe energjinë elektrike të nevojshme jo vetëm për zbatimin e procesit elektrolitik - dekompozimin e aluminit, por edhe për ruajtjen e një temperature të lartë operimi. Në praktikë, konsumohet edhe një sasi e caktuar kripërash fluori, të cilat avullohen dhe përthithen në shtresë. Sasia e lëndëve të para për marrjen e 1 ton alumini është paraqitur në tabelën 10:
Tabela 10 - Sasia e lëndëve të para për marrjen e 1 ton alumini
Prodhimi i aluminit është një nga proceset më intensive të energjisë, kështu që shkritoret e aluminit ndërtohen afër burimeve të energjisë.
Të gjitha materialet e furnizuara për elektrolizë duhet të kenë një sasi minimale papastërtish më elektropozitive se alumini (hekur, silikon, bakër, etj.), pasi këto papastërti shndërrohen pothuajse plotësisht në metal gjatë elektrolizës.
2.2.4 Prodhimi elektrotermik i lidhjeve alumin-silikon
Është e pamundur të merret alumini i pastër nga reduktimi i drejtpërdrejtë i oksidit të tij. Proceset karbotermale kërkojnë temperatura të larta (rreth 2000°C) për të reduktuar aluminin dhe në mungesë të përbërësve që formojnë aliazh, metali lidhet me karbonin, duke dhënë karabit alumini (A1 4 C 3). Dihet se karbidi i aluminit dhe alumini janë të tretshëm në njëri-tjetrin dhe formojnë përzierje shumë zjarrduruese. Përveç kësaj, Al 4 C 3 shpërndahet në Al 2 O 3, prandaj, si rezultat i zvogëlimit të oksidit të aluminit me karbonin, përftohen përzierje të aluminit, karbitit dhe oksidit që kanë pika të larta shkrirjeje. Zakonisht nuk është e mundur të lëshohet një masë e tillë nga furra. Edhe nëse kjo mund të bëhet, kostoja e ndarjes do të jetë e lartë.
Në vendin tonë, për herë të parë në botë, është zhvilluar dhe zbatuar në shkallë industriale një metodë për prodhimin e silikoaluminit (lidhjeve alumin-silikon) me tregues mjaftueshëm të lartë tekniko-ekonomik.
Skema e përgjithshme teknologjike për prodhimin e lidhjeve alumin-silikon është paraqitur në figurën 7. Si lëndë ushqyese, përveç kaolinës (Al 2 O 3 × 2 SiO 2 × 2H 2 O), edhe kianitet (Al 2 O 3 × SiO 2 ), distensillimanite (Al 2 O 3 × SiO 2) dhe boksite me pak hekur.
Lidhja pas shkrirjes elektrike furnizohet për pastrim nga papastërtitë jometalike. Për ta bërë këtë, furnizohet një fluks, i përbërë nga një përzierje e kriolitit dhe klorurit të natriumit, i cili i lag këto papastërti dhe i "mbledh". Silikoalumini i rafinuar ka një përbërje mesatare (%): A1 - 61; Si - 36; Fe - 1,7; Ti - 0,6; Zr - 0,5; Ca - 0,7. Kjo aliazh nuk është i përshtatshëm për prodhimin e siluminit dhe kërkon pastrim nga hekuri. Metoda më e zakonshme e pastrimit është mangani, i cili formon komponime ndërmetalike zjarrduruese me hekurin.
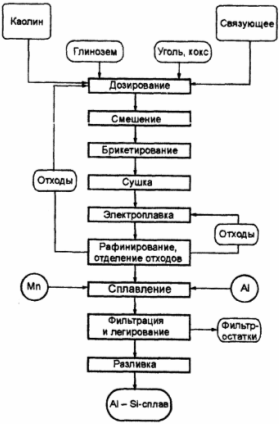
Figura 7 - Skema e përgjithshme për prodhimin e lidhjeve alumin-silikon
Lidhja që rezulton hollohet me alumin teknik elektrolitik ose alumin sekondar në një përbërje që korrespondon me klasa të ndryshme të siluminit dhe hidhet në shufra.
Përparësitë e kësaj metode të marrjes së siluminit ndaj lidhjes së aluminit elektrolitik me silikon kristalor janë si më poshtë: fuqi e madhe një njësi e vetme - furrat moderne kanë një kapacitet prej 22.5 MB×A, që është rreth 30 herë më e lartë se kapaciteti i qelizës elektrolitike me 160 kA, dhe, rrjedhimisht, një ulje e trafikut të mallrave, një ulje e kostove kapitale dhe kostove të punës; përdorimi i lëndëve të para me një modul të ulët silikoni, rezervat e të cilave janë mjaft të mëdha në natyrë.
Teorikisht, alumini i pastër mund të izolohet nga një aliazh alumini-silikoni me metoda të ndryshme. Megjithatë, për shkak të kompleksitetit të harduerit dhe dizajnit teknologjik në industri, këto metoda aktualisht nuk zbatohen.
2.3 Derdhja e rërës
Kjo metodë e derdhjes është shumë e larmishme dhe përdoret për prodhimin e derdhjeve të pothuajse çdo konfigurimi nga aliazhet më të njohura të derdhjes. Aktualisht, rreth 80% e të gjitha derdhjeve sipas peshës prodhohen nga derdhja e rërës. Procesi teknologjik për prodhimin e kallëpeve në këtë metodë të derdhjes është i larmishëm për sa i përket nivelit të mekanizimit (veçanërisht në prodhimin e kallëpeve dhe bërthamave të derdhjes), duke filluar nga puna manuale deri tek komplekset e automatizuara të derdhjes dhe derdhjes me qark elektronik menaxhimit. Thelbi i procesit qëndron në prodhimin e derdhjeve me derdhje të lirë të metalit të shkrirë në një kallëp rëre. Pas ngurtësimit dhe ftohjes së derdhjes, ajo rrëzohet me shkatërrimin e njëkohshëm të mykut. Sidoqoftë, derdhja e rërës ka një pengesë të madhe, derdhjet nuk kanë dimensione të sakta mekanike, është e nevojshme të jepet një leje për përpunimin dhe tkurrjen.
Për sa i përket saktësisë, derdhja me rërë mund të prodhojë derdhje me një vrazhdësi sipërfaqësore prej Ra = 80-10 dhe me një saktësi që korrespondon me notat 14-17 dhe më të trashë. Në të njëjtën kohë, nëse kallëpi është bërë nga një përzierje konvencionale rërë-argjilore, atëherë vrazhdësia e sipërfaqes së derdhjes është në intervalin Rа 80 - Rа 40. Kur përdoren përzierjet e vajit rërë, vrazhdësia e derdhjeve është në diapazoni i Rа 80 - Rа 20, dhe kur përdoren përzierjet krom-magnezit mund të arrijnë Ra 20 - Ra 5.0.
Për prodhimin e kallëpeve të rërës, përdoren përzierjet e formimit dhe bërthamës, të përgatitura nga rëra kuarci dhe balte (GOST 2138-74), argjilat e derdhur (GOST 3226-76), lidhësit dhe materialet ndihmëse. Ekzekutimi i zgavrave në aktrime kryhet me ndihmën e bërthamave të bëra kryesisht nga kuti bërthamore të nxehta (220-300 ° C). Për këtë qëllim, përdoret rërë e veshur me kuarc ose një përzierje rëre me një rrëshirë termofikse dhe një katalizator. Për prodhimin e shufrave, përdoren gjerësisht makineritë dhe instalimet për spërkatje me një pozicion, si dhe instalimet me shumë pozicione karusele. Shufrat që i nënshtrohen tharjes bëhen në makineri tundëse, fryrëse rëre dhe gjuajtëse me rërë ose me dorë nga përzierje vaji (4GU, C) ose lidhës të tretshëm në ujë. Koha e tharjes (nga 3 deri në 12 orë) varet nga masa dhe madhësia e shufrës dhe zakonisht përcaktohet në mënyrë empirike. Temperatura e tharjes vendoset në varësi të natyrës së lidhësit: për lidhësit e vajit 250-280 °C dhe për lidhësit e tretshëm në ujë 160-200 °C. Për prodhimin e shufrave të mëdha masive, përdoren gjithnjë e më shumë përzierjet e ngurtësimit të ftohtë (CTS) ose përzierjet e lëngshme vetë-forcuese (LSS). Përzierjet e ngurtësimit të ftohtë përmbajnë rrëshirë sintetike si lidhës dhe katalizatori i ngurtësimit të ftohtë zakonisht është acid ortofosforik. Përzierjet YCS përmbajnë një surfaktant që nxit formimin e shkumës.
Shufrat lidhen në nyje duke ngjitur ose duke derdhur shkrirjet e aluminit në vrima të veçanta në pjesët ikonike. Tkurrja e aliazhit gjatë ftohjes siguron forcën e nevojshme të bashkimit.
Mbushja e qetë e kallëpeve të derdhjes pa ndikime dhe turbulenca sigurohet nga përdorimi i sistemeve të portave zgjeruese me raportin e sipërfaqeve të prerjeve tërthore të elementeve kryesore Fst: Fshp: Fpit 1:2:3; 1:2:4; 1:3:6, respektivisht, për furnizimin më të ulët, të çarë ose me shumë nivele të metalit në zgavrën e kallëpit. Shkalla e ngritjes së metalit në zgavrën e kallëpit nuk duhet të kalojë 4.5/6, ku 6 është trashësia mbizotëruese e mureve të derdhjes, shih Fig. Shpejtësia minimale ngritja e metalit në formë (cm / s) përcaktohet nga formula e A. A. Lebedev Vmin = 3 / §.
Lloji i sistemit të portave zgjidhet duke marrë parasysh dimensionet e derdhjes, kompleksitetin e konfigurimit të tij dhe vendndodhjen në kallëp. Derdhja e kallëpeve për derdhjet me konfigurim kompleks me lartësi të vogël kryhet, si rregull, me ndihmën e sistemeve të portave më të ulëta. Me një lartësi të madhe derdhjesh dhe mure të hollë, preferohet përdorimi i sistemeve të portave me vrima vertikale ose të kombinuara. Kallëpet për kallëp të përmasave të vogla mund të derdhen përmes sistemeve të portave të sipërme. Në këtë rast, lartësia e koresë metalike që bie në zgavrën e mykut nuk duhet të kalojë 80 mm.
Për të zvogëluar shpejtësinë e shkrirjes në hyrje të zgavrës së mykut dhe për të ndarë më mirë filmat e oksidit dhe përfshirjet e skorjeve të pezulluara në të, rezistenca hidraulike shtesë futen në sistemet e portave - rrjetat (metal ose tekstil me fije qelqi) instalohen ose derdhen përmes grimcave. filtra.
Sprehat (ushqyesit), si rregull, sillen në seksione (mure) të holla të derdhjeve të shpërndara përgjatë perimetrit, duke marrë parasysh komoditetin dhe ndarjen e tyre të mëvonshme gjatë përpunimit. Furnizimi me metal në njësi masive është i papranueshëm, pasi shkakton formimin e zgavrave të tkurrjes, makro-lirimit dhe "dështimet" e tkurrjes në sipërfaqen e derdhjeve në to. Në seksion kryq, kanalet e portës më së shpeshti kanë një formë drejtkëndore me një madhësi anësore të gjerë 15-20 mm dhe një anë të ngushtë 5-7 mm.
Aliazh AL4 me një interval të ngushtë kristalizimi është i prirur për formimin e zgavrave të përqendruara tkurrjes në njësitë termike të derdhjeve. Për të nxjerrë këto guaska nga derdhjet, përdoret gjerësisht instalimi i fitimeve masive. Për derdhjet me mure të hollë (4-5 mm) dhe të vogla, masa e fitimit është 2-3 herë më e lartë se masa e derdhjeve, për derdhjet me mure të trasha, deri në 1,5 herë. Lartësia e fitimit zgjidhet në varësi të lartësisë së derdhjes. Me lartësi më të vogël se 150 mm, lartësia e fitimit Nprib merret e barabartë me lartësinë e derdhjes Notl. Për derdhjet më të larta, raporti Nprib/Notl merret i barabartë me 0,3-0,5. Raporti midis lartësisë së fitimit dhe trashësisë së tij është mesatarisht 2-3. Nai aplikim më të madh gjatë derdhjes së lidhjeve të aluminit, gjenden fitimet e sipërme të hapura të një seksioni të rrumbullakët ose ovale; fitimet anësore në shumicën e rasteve bëhen të mbyllura. Për të rritur efikasitetin e fitimeve, ato izolohen, mbushen me metal të nxehtë, mbushen. Ngrohja zakonisht kryhet nga një ngjitës në sipërfaqen e formës së asbestit, e ndjekur nga tharja me një flakë gazi.
Mbushja e kallëpeve të rërës me metal kryhet nga lugë të veshura me material zjarrdurues. Përpara se të mbushen me metal, lugët e sapo veshura thahen dhe kalcinohen në 780–800°C për të hequr lagështinë. Temperatura e shkrirjes para derdhjes mbahet në nivelin 720-780 °C. Kallëpet për derdhjet me mure të hollë mbushen me shkrirje të ngrohura në 730-750°C dhe për derdhjet me mure të trasha deri në 700-720°C.
Defekte të mundshme në derdhjet, shkaqet dhe masat për eliminimin e tyre.
Nënmbushje dhe gjumë. Formohet nga rrjedhat metalike të pa shkrirë që ngurtësohen përpara se të mbushet kallëpi. Arsyet e mundshme: metal i ftohtë, ushqyes me seksion të vogël Kavitetet e tkurrjes janë zgavra të brendshme të mbyllura në kallëp me sipërfaqe të grisur. Ndodhin për shkak të tkurrjes së lidhjeve, ushqimit të pamjaftueshëm. Eliminoni me ndihmën e fitimeve.
Çarjet e nxehta në derdhjet ndodhin gjatë kristalizimit dhe tkurrjes së metalit gjatë kalimit nga një gjendje e lëngshme në një gjendje të ngurtë në një temperaturë afër temperaturës solidus. Tendenca e aliazhit për të formuar çarje të nxehta rritet në prani të përfshirjeve jometalike, gazrave, squfurit dhe papastërtive të tjera. Shkaktohet çarje e nxehtë pika të mprehta trashësitë e mureve, qoshet e mprehta, zgjatjet. Temperaturat e larta të derdhjes rrisin gjithashtu mundësinë e plasaritjes së nxehtë. Për të parandaluar formimin e çarjeve të nxehta në derdhjet, është e nevojshme të sigurohet ftohja e njëkohshme e pjesëve të trasha dhe të holla të derdhjeve; rritja e fleksibilitetit të kallëpeve të derdhjes; nëse është e mundur, zvogëloni temperaturën e derdhjes së aliazhit.
E djegur është një shtresë e vështirë për t'u hequr e derdhur ose rërë bërthamore, e ngjitur në derdhje. Ndodh kur ka rezistencë të pamjaftueshme ndaj zjarrit të përzierjes ose një temperaturë shumë të lartë të metalit.
Predhat e rërës janë zgavra në trupin e derdhjes të mbushura me rërë. Ndodh kur forca e rërës së derdhur është e pamjaftueshme.
Predhat e gazit janë zgavra të rrumbullakosura të derdhjes me një sipërfaqe të lëmuar të oksiduar. Ato ndodhin në lagështi të lartë dhe përshkueshmëri të ulët të gazit të formës.
I anuar. Ndodh për shkak të përqendrimit të gabuar.
Përparësitë:
Konfigurimi 1…6 grupe vështirësish.
Aftësia për të mekanizuar prodhimin.
Kallëp të lirë.
Mundësia e prodhimit të derdhjeve në masë të madhe.
Derdhjet bëhen nga të gjitha lidhjet e derdhjes, përveç atyre refraktare.
Të metat:
Kushtet e këqija sanitare.
Vrazhdësi e madhe e sipërfaqes.
Trashësia e murit > 3 mm.
Probabiliteti i defekteve është më i madh se me metodat e tjera të derdhjes.
Përshtatshmëria dhe shtrirja
Kjo metodë e derdhjes është ekonomikisht e realizueshme për çdo lloj prodhimi, për pjesë të çdo mase, konfigurimi, dimensioni, për prodhimin e derdhjeve nga pothuajse të gjitha lidhjet e derdhjes. Kjo metodë e derdhjes është ajo kryesore për prodhimin e derdhjeve prej gize dhe çeliku në degë të ndryshme të inxhinierisë. Dhe për prodhimin e kallëpeve masive, me përmasa të mëdha, kjo është metoda e vetme e derdhjes. Kjo metodë e derdhjes imponon kufizime të caktuara në trashësinë e murit të derdhjeve të prodhuara.
3. Përmirësimi i vetive mekanike
3.1 Plakja dhe forcimi
Për aliazhin AL4, rekomandohen dy mënyra të trajtimit të nxehtësisë. Modaliteti T1: vjetërimi në temperaturë 175±5°C për 5-17 orë, duke u ftohur në ajër. Modaliteti T6: forcim - ngrohje në temperaturën 535±5°C për 2-6 orë, ftohje në ujë në 20-100°C + vjetrim në 175±5°C për 10-15 orë, ftohje në ajër.
Një studim mikroskopik elektronik i strukturës së aliazhit AL4 tregoi se plakja e lidhjes së shuar në një temperaturë prej 175°C për 10 orë shoqërohet me precipitimin e një faze β' metastabile dhe një sasi të madhe grimcash silikoni të shpërndara në mënyrë uniforme në kokrrat e tretësirës së ngurtë.
Në këtë rast, ngrohja paraprake afatshkurtër me temperaturë të lartë në fazën e parë të plakjes, si të thuash, ngadalëson procesin e reshjeve të silikonit. Kjo mund të jetë për shkak të një ulje të numrit të vendeve të lira që kanë mbetur gjatë shuarjes dhe janë të nevojshme për lokalizimin e atomeve të silikonit përpara izolimit të tij.
Ngrohja në fazën e parë kontribuon në shpërndarjen uniforme të precipitateve në formë gjilpërash të fazës β metastabile në më shumë temperaturat e ulëta dhe çon në një përsosje të strukturës të përftuar pas ngrohjes në fazën e dytë në një temperaturë prej 160°C.
Mikrostruktura e aliazhit në gjendje derdhje: α-solucion i ngurtë, silic, i cili bën pjesë në eutektikën α + Si, në prani të papastërtive të hekurit, faza AlSiFeMn, me përmbajtje të ulët mangani, faza Al 5 FeSi. Grimcat e imëta të fazës Mg 2 Si mund të vërehen duke përdorur një optik (mikroskop) vetëm në një aliazh të ftohur shumë ngadalë gjatë kristalizimit. Trajtimi termik çon në njëfarë koagulimi të silikonit, shpërbërjen e fazës forcuese Mg 2 Si; fazat që përmbajnë hekur bëjnë nuk ndryshon.në disa zona vërehet shkrirja e eutektike α + Si, e cila kristalizohet në formë kokrrizore të imët gjatë reshjeve dytësore.
4. Përpunimi
Teknologjia përpunimit blloku supozon:
Shtrirja e vrimave të të gjithë shtretërve të bllokut;
E njëjta madhësi (diametër) e të gjithë shtretërve (me përjashtim të modeleve speciale);
Perpendikulariteti i akseve të shtretërve dhe cilindrave;
Paralelizmi i rrafshit të lidhësit të bllokut me kokën dhe boshtin e shtretërve;
Paralelizmi i boshteve të shtretërve të boshtit ndihmës dhe me gunga (nëse ato janë të instaluara në bllok) me boshtin e shtretërve të boshtit të gungës.
Praktika tregon se të gjitha devijimet nga pinguliteti dhe paralelizmi nuk duhet të kalojnë gjysmën e hapësirës së punës së pjesëve. Me një hendek prej 0,04 + 0,06 mm, kjo nuk është më shumë se 0,02 + 0,03 mm.
4.1 Vendosja e pikave bazë
Sipërfaqja e bazës ose pikat e bazës në pjesë janë sipërfaqet dhe pikat me të cilat orientohet pjesa në lidhje me mjetin prerës gjatë përpunimit. Është e qartë se si në shkritore ashtu edhe në makineri, matja dhe përpunimi i derdhjeve precize duhet të kryhet në lidhje me të njëjtat baza.
Ndonjëherë sipërfaqja e papërpunuar e derdhjes merret si bazë, por në disa raste sipërfaqja e përpunuar e pjesës mund të shërbejë edhe si bazë parësore. Në rastin e fundit, për një vlerësim objektiv të derdhjeve të prodhuara nga shkritorja, është më e përshtatshme të krijohet kjo bazë parësore në shkritore, duke kryer përpunimin e nevojshëm të sipërfaqes së bazës.
Prodhimi serik përfshin përpunimin e grupeve të mëdha të pjesëve, pra pasaktësi në konfigurim procesi teknologjik përpunimi mund të çojë në refuzimin e një numri të madh derdhjesh për shkak të lejimeve jashtëzakonisht të kufizuara të derdhjes.
4.2 Marrja e kushinetave kryesore të boshtit të gungës (shtrati i boshtit të gungës) dhe instalimi i mëngëve
Me ndihmën e sipërfaqeve bazë të marra më parë në një makinë të mërzitshme horizontale, ne përftuam vrima koaksiale për të gjitha shtretërit e boshtit të gungës.
Shtretërit në bllok formohen duke përdorur kapele mbajtëse kryesore, bulonat e të cilave shtrëngohen me një moment të caktuar përpara përpunimit. Forma dhe madhësia e vrimave të shtratit pas përpunimit zakonisht varen në një farë mase nga çift rrotullimi i shtrëngimit të bulonave. Prandaj, kur montoni motorin, ndiqni rekomandimet e prodhuesit. Kapakët e kushinetave zakonisht shtrëngohen me bulona me diametër 10 + 12 mm, rrallë më shumë. Kapakët kryesorë të mbajtësve janë domosdoshmërisht të përqendruara në bllok, i cili siguron formën e nevojshme të shtratit pas shtrëngimit të bulonave (pa shtrembërim, ovale dhe konik). Kjo arrihet në mënyra të ndryshme, të cilat janë paraqitur në figurën - 8. Përqendrimi më i zakonshëm në sipërfaqet anësore (opsionet a dhe b), si më i lehtë për t'u prodhuar, megjithëse kjo metodë nuk ofron gjeometrinë ideale të shtratit. Shumë shpesh, përqendrimi më i saktë, por kompleks gjendet gjithashtu duke përdorur tufa të instaluara në vrimat e bllokut dhe mbulesave (opsioni c). Përqendrimi i kapakut me dy kunja përdoret rrallë (opsioni d).

Figura - 8. Metodat për lidhjen e kapakëve kryesorë të kushinetave të boshtit të gungës në kavilje
Meqenëse blloku im i karterit është i derdhur nga aliazh alumini-silikon, ai do të jetë i një dizajni "blloku alumini me mëngë të thata".
Në fazën e parë, për të përcaktuar dimensionet dhe konfigurimin e rreshtave dhe prodhimin e tyre, bëhet një matje e detajuar e bllokut të cilindrit.
Pastaj, në një makinë të specializuar të mërzitjes, vrimat e cilindrit u mërzitën për instalimin e rreshtave. Tjetra, pozicioni i bllokut në makinë kontrollohet përgjatë rrafshit të sipërm - në mënyrë ideale, ai është paralel me pjesën e poshtme dhe gjithashtu mund të merret si bazë. Ndonjëherë ato shkojnë edhe më tej: kur kërkojnë qendrën (boshtin e cilindrit), ata kontrollojnë me tregues pozicionin e murit të cilindrit vertikalisht në dy drejtime - tërthore dhe gjatësore. Prandaj, ata vendosën bllokun në rrafshin e poshtëm dhe e shpuan atë, duke u akorduar përgjatë pjesës së sipërme të cilindrit. Në të njëjtën kohë, vrimat e kushinetave kryesore të bllokut përdoren si një bazë teknologjike, e cila siguroi respektimin e rreptë të pingulitetit të boshtit të vrimave të cilindrit në lidhje me boshtin e boshtit të gungës.
Veshjet u instaluan në vrimat e shpuara me një ndërhyrje prej 0,07-0,08 mm, në mënyrë që zgjedhjet në rreshtat për kundërpeshat e boshtit të gungës përkonin me zgjedhjet përkatëse të bllokut të cilindrit.
Pas instalimit të mëngëve, ato u mërzitën në madhësinë nominale (duke marrë parasysh lejimin për zbutjen 0,06-0,08 mm), duke shkurtuar skajet dhe zgavrën e plumbit.
Operacioni i përfundimit - honimi u krye në një makinë honuese. Honingu u krye në tre faza: honim i ashpër, honim i imët (të dy me gurë qeramikë) dhe furça me furça të bëra nga fibra najloni të përforcuara me karbide silikoni.
Konkluzioni për punën e bërë
Në punën time të kursit, është zhvilluar një teknologji nga fundi në fund për prodhimin e një blloku cilindrash të motorit me djegie të brendshme. Në të cilën përshkrova vetë bllokun e cilindrit dhe analizova kushtet për funksionimin e tij. Më pas ai formuloi kërkesat për blloku i motorit dhe zgjodhi materialin për prodhim (AL 4).
Pas analizimit dhe përzgjedhjes së materialit, përpilova një teknologji të prodhimit të bllokut. Për të, unë bëra një skemë teknologjike të fazave të prodhimit të saj dhe i përshkrova ato. Në përshkrimin e fazave teknologjike, shkruaj në detaje se si prodhohet materiali që kam zgjedhur për bllokun, përkatësisht nxjerrja e boksitit, përpunimi i aluminit, shkrirja e aluminit prej tij dhe prodhimi i shufrave të përfunduara. përbërjen e dëshiruar dhe me fiziken e nevojshme dhe vetitë mekanike. Materiali që rezulton përdoret për prodhimin e derdhjeve të bllokut Akull përmes derdhja në kallëpe rëre. Kjo metodë u zgjodh nga unë sepse është ekonomikisht e realizueshme për çdo lloj prodhimi, për pjesë të çdo peshe, konfigurimi, dimensioni, për prodhimin e derdhjeve nga pothuajse të gjitha lidhjet e derdhjes. Pas marrjes së derdhjeve të bllokut, ato rafinohen termikisht dhe mekanikisht në pjesën e përfunduar për montimin e motorit me djegie të brendshme.
Lista e literaturës së përdorur
Kolodin E. A., Sverdlin V. A., Svoboda R. V. Prodhimi i anodave të pjekura të elektrolizuesve të aluminit. - M.: Metalurgji, 1980, - 84 f.
Dalsky A.N., Arutyunova I.A., Teknologjia e materialeve strukturore, Libër mësuesi. – M.: Mashinostroenie 1985. – 450 f.
Udhëzues i metalurgut për metalet me ngjyra "Prodhimi i aluminit".
Terentiev V.G., Shkolnikov R.M., Grinberg I.S., Chernykh A.E., Zelberg B.I., Chalykh V.I. "Prodhimi i aluminit", 1998.
Borisoglevsky Yu.V., Galevsky G.V., Kulagin N.M., Mintsis M.Ya., Siratzutdinov G.A., "Metalurgjia e aluminit". Moskë: Metalurgji, 1999.
Matyunin V.M. Karpman M.G., Fetisov G.P. Shkenca e Materialeve dhe Teknologjia e Metaleve, 2002.
D. Parfyonov "Përpunimi i metaleve me ngjyra: lufta e kontradiktave" - botimi i Qendrës Analitike "Metalurgjia Kombëtare" 2004.
A.E. Riparimi i motorit Khrulev makina te huaja 1999.
cikle motorri. Punëtorët e parë cikle ndodhin në... 15 mm përmes diametri i vrimës 9,5 ...
Rindërtimi i seksionit motorik të MU PATP-7 në Omsk
Puna e diplomës >> Industri, prodhimPërmirësimi i menaxhimit dhe planifikimit prodhimit në të gjitha nivelet; - ... analitikisht për ciklit e ndjekur nga ... stufa në kapakun e përparmë bllokoj cilindrat motorri. Midis jastëkut dhe ... rastit të çarjeve, patate të skuqura, përmes predha dhe defekte të tjera ...
Projektimi i një ndërmarrje makinash me një zhvillim të detajuar të seksionit të agregatit
Puna e kursit>> TransportiMirëmbajtja dhe riparimi i makinave ciklit përcaktohen nga formula: ; (2.5) ... dhe menaxhimi i riparimit prodhimit. Tabela 3.1 Lista... për çmontimin e kokës bllokoj cilindrat motorri OWG2953, enë... duhet të ketë përmes ventilim natyral. ...
bordi i anijes motorri me djegie të brendshme L21/31
Kurse >> TransportAntivibratorë. Blloko-krevat... motorri: Numri cilindrat i = 8 diametër cilindër D = 21 cm Goditje S = 31 cm Presioni maksimal ciklit... mund të çojë në përmes djegia e pistonit (... dhe me prodhimit injektorë me shpejtësi të mesme motorët. Ne te shumten...
Blloku i cilindrit si derdhje; qëllimi: baza e motorit me djegie të brendshme. Njohja me tiparet e zhvillimit të teknologjisë për prodhimin e bllokut të cilindrit të motorit Kamaz-740. Karakteristikat e përgjithshme të skemës teknologjike për prodhimin e një pjese.
Dërgoni punën tuaj të mirë në bazën e njohurive është e thjeshtë. Përdorni formularin e mëposhtëm
Studentët, studentët e diplomuar, shkencëtarët e rinj që përdorin bazën e njohurive në studimet dhe punën e tyre do t'ju jenë shumë mirënjohës.
Postuar ne http://www.allbest.ru/
" ZhvillimiDhepërmirësimteknologjiveprodhimitbllokojcilindratmotorriKamaz-740"
NËdrejtimin
Blloku i cilindrit mund të quhet baza e çdo motori. Kreu i bllokut, njësitë, kutia e ingranazhit janë ngjitur në të, dhe brenda janë të vendosura grup pistoni Dhe mekanizëm fiksimi. Natyrisht, secila prej këtyre nyjeve është nën ngarkesë, që do të thotë se forca të mëdha veprojnë në bllok, të ndryshueshme në madhësi dhe drejtim.
Dhe për t'i rezistuar atyre, blloku duhet të jetë mjaft i ngurtë, d.m.th. të mos deformohen nën ndikimin e këtyre forcave. Vetë cilindrat në bllokun e cilindrit mund të jenë ose pjesë e derdhjes së bllokut të cilindrit, ose mund të jenë tufa të veçanta të zëvendësueshme, të cilat mund të jenë "të lagura" ose "të thata". Përveç pjesës formuese të motorit, blloku i cilindrit mbart funksione shtesë, siç është baza e sistemit të lubrifikimit - përmes vrimave në bllokun e cilindrit, vaji nën presion furnizohet në pikat e lubrifikimit, dhe në motorë ftohje e lëngshme baza e sistemit të ftohjes është përmes vrimave të ngjashme lëngu qarkullon nëpër bllokun e cilindrit.
Qëllimi i studimit: studimi i teknologjisë së prodhimit të bllokut të cilindrit.
Objekti i studimit: teknologjia e procesit për prodhimin e një blloku cilindrash.
Lënda e studimit: teknologjia e prodhimit të bllokut të cilindrit.
Objektivat e kërkimit:
1. Studioni literaturën shkencore për këtë temë.
2. Përshkruani artikullin.
3. Analizoni kushtet e funksionimit të bllokut të cilindrit.
4. Hartoni kërkesat për pjesët e bllokut të cilindrit.
5. Analizoni se çfarë materialesh nevojiten për të bërë bllokun e cilindrit.
6. Përshkruani çdo fazë teknologjike në prodhimin e një pjese.
7. Përcaktoni llojin e prodhimit të pjesës
8. Hartoni një skemë teknologjike të prodhimit.
1 . TteorikeanalizabllokojcilindërDhekushtete tijpuna
1.1 Përshkrimdetajet
Blloku i cilindrit është një pjesë e derdhur që shërben si bazë për një motor me djegie të brendshme. Koka e bllokut është ngjitur në pjesën e sipërme të tij, pjesa e poshtme është pjesë e karterit, ka sipërfaqe mbajtëse për instalimin e boshtit të gungës.
Blloku i cilindrit (ose karteri) merr ngarkesa nga pjesët rrotulluese dhe lëvizëse përkthimore. Motorët më të zakonshëm me katër cilindra në linjë zakonisht kanë një bllok të derdhur nga hekuri gri, më rrallë alumini, blloku është paraqitur në figurën 1. Në këtë rast, veshjet e cilindrave derdhen në një pjesë me bllokun, duke formuar një xhaketë ftohëse midis veshjeve dhe mureve të jashtme. Blloku i cilindrit ka vrima në pjesën e poshtme - d.m.th. shtretër për predha mbajtëse të boshtit të gungës. Shtretërit përpunohen në pajisje speciale me saktësi të lartë.
Figura 1 - Blloku i cilindrave Kamaz-740
Vetë cilindrat mund të jenë pjesë e një derdhjeje (blloku jo-liner), ose mund të kenë veshje të veçanta të zëvendësueshme, të cilat mund të jenë "të lagura" ose "të thata". Mëngët e thata më së shpeshti shtypen në trupin e bllokut, dhe mëngët e lagura mbyllen gjithashtu me unaza të bëra nga materiale të ndryshme si goma ose bakri. Heqja e nxehtësisë përmes mëngëve në ftohës varet nga vetitë e materialit të mëngës dhe trashësia e tij (sa më e lartë të jetë përçueshmëria termike e materialit dhe sa më të holla të jenë muret e mëngës, aq më mirë shpërndarja e nxehtësisë).
Përdorimi i cilindrave të rreshtuar rrit paksa koston e motorit dhe komplikon montimin e tij, por thjeshton riparimin e bllokut, pasi në këtë rast mjafton të zëvendësoni astartë dhe grupin e pistonit.
Në të njëjtën kohë, për blloqet pa mëngë, kur pasqyra e cilindrit është e veshur, ajo duhet të mërzitet dhe të mprehet, gjë që e ndërlikon ndjeshëm riparimin, pasi kërkohet çmontimi pothuajse i plotë i motorit. Përveç kësaj, kërkesa shumë të larta vendosen për blloqet pa predha për sa i përket cilësisë së materialit dhe teknologjisë së derdhjes.
Rreth çdo cilindri ka vrima me fileto për bulonat e montimit të kokës së bllokut. Vrimat e filetuara nuk janë të lidhura drejtpërdrejt me mëngën (gjë që zvogëlon deformimin e mëngës kur shtrëngohen bulonat e kokës. Një deformim i lehtë i mëngëve gjatë shtrëngimit ende shfaqet, por zakonisht nuk i kalon 0,010-0,015 mm, megjithëse mund të rritet. në mënyrë të konsiderueshme nëse bulonat e kokës janë shtrënguar shumë.
Sipërfaqet e punës të cilindrave dhe astarve, të cilat quhen pasqyra e cilindrit, janë të përpunuara me saktësi të lartë dhe kanë një pastërti shumë të lartë. Ndonjëherë një mikroreliev i veçantë aplikohet në pasqyrën e cilindrit, lartësia e të cilit është fraksione mikrometrash. Një sipërfaqe e tillë ruan mirë vajin dhe ndihmon në uljen e fërkimit të sipërfaqes anësore të pistonit dhe unazave në pasqyrën e cilindrit.
Pasqyra e cilindrit është në kontakt të vazhdueshëm me pistonin dhe lubrifikohet me vaj motori, i cili spërkatet nga elementët rrotullues të mekanizmit të fiksimit. Vetitë e larta teknologjike të metalit dhe cilësia e përpunimit të tij përcaktojnë rezistencën e kërkuar të sipërfaqes.
Xhaketa ftohëse është projektuar për të hequr nxehtësinë nga muret e cilindrit dhe nga koka e motorit. Qëllimi i një sistemi të ftohjes së ujit të motorit nuk është vetëm heqja e nxehtësisë nga muret e cilindrit, por edhe ruajtja e temperaturës së funksionimit të projektuar.
Në kaviljen e bllokut të cilindrit ka vende për fiksimin e elementeve të tillë si një gjenerator, një kompresor klimatizimi, kllapa montimi, një pompë drejtuese elektrik, etj. Kutia e boshtit të gungës mund të derdhet me një bllok cilindri në një strehë të vetme, ose mund të ngjitet në të. Një tigan vaji është ngjitur në pjesën e poshtme të karterit të bllokut, i cili është krijuar për të ruajtur vajin e motorit. Paleta është bërë zakonisht prej çeliku ose aliazh alumini.
1.2 Analiza kushtet puna bllokoj cilindër
Cilindri i motorit është projektuar për t'u drejtuar prapa lëvizje përpara pistoni, perceptimi i energjisë së lëshuar gjatë djegies së karburantit, perceptimi dhe largimi i nxehtësisë nga dhoma e djegies në ftohës, si dhe për fiksimin e boshtit të gungës për këtë qëllim, kanalet për lubrifikimin dhe ftohjen bëhen në bllokun e cilindrit. Shtretërit për fiksimin e boshtit të gungës bëhen në kaviljen e bllokut të cilindrit. Nga kjo rrjedh se kartera e bllokut i nënshtrohet:
Ndikimi i presionit të gazit;
Forca e ndikimit të gazrave që perceptohen nga lidhjet e filetuara të kokës së cilindrit dhe kushinetave të boshtit të gungës;
Forcat e brendshme inerciale (forcat e përkuljes) që rezultojnë nga forcat inerciale gjatë rrotullimit dhe lëkundjes;
Forcat e brendshme rrotulluese (forcat përdredhëse) ndërmjet cilindrave individualë;
Çift rrotullimi i boshtit të gungës dhe, si rezultat, forca e reagimit të motorit rritet;
Forcat e lira dhe momentet e inercisë, si rezultat i forcave të inercisë gjatë dridhjeve, të cilat perceptohen nga montimet e motorit;
Forcat anësore të fërkimit që lindin nga lëvizja e pistonit;
Ngarkesat e lakimit nga forcat e presionit të gazit dhe forcat e inercisë të transmetuara përmes shufrave lidhës nga pistonët, nga boshti me gunga, ngarkesat transferohen në kushinetat kryesore të boshtit të gungës dhe përkulin bllokun;
Fërkimi me elementët e pistonit (shkakton konsum mekanik);
Temperaturat e larta (shkaktojnë djegie dhe gërryerje të metalit).
Në rast se blloku i cilindrit është bërë nga aliazh alumini, pasqyra e cilindrit bëhet në një futje të veçantë prej gize (mëngë).
Deformimet elastike të bllokut ose boshtit çojnë në lakimin e akseve të shtretërve dhe qafës së boshtit të gungës. Në këtë rast, veshja shfaqet, e pabarabartë përgjatë gjerësisë së qafës;
Ngarkesa e transmetuar nga rreshtat në shtrat, me lakim periodik të akseve, çon në konsumimin e vetë sipërfaqeve të shtretërve (kjo situatë është tipike, për shembull, për kushinetat lidhëse të shufrave të boshteve të gjata me një numër të vogël mbështetësish ( për shembull, një bosht me katër mbajtës të një motori me gjashtë cilindra në linjë);
1.3 Hartimi Kërkesat te detajet bllokoj cilindër
Pasi të keni studiuar kushtet e funksionimit të karterit, është e mundur të parashtrohen kërkesa për vetitë e bllokut të cilindrit të një motori me djegie të brendshme, përkatësisht:
Ngurtësia është një karakteristikë e bllokut që përcakton deformimin elastik të bllokut nën veprimin e forcave të ndryshme. Gjatë funksionimit të motorit, boshti me gunga përjeton ngarkesa përkulëse nga forcat e presionit të gazit dhe forcat e inercisë të transmetuara përmes shufrave lidhëse nga pistonët. Nga boshti me gunga, ngarkesat transferohen në kushinetat kryesore të boshtit të gungës dhe përkulin bllokun. Me ngurtësi të pamjaftueshme, kjo mund të çojë në konsumim të përshpejtuar të kushinetave dhe dështim të motorit. Ngurtësia e përkuljes së bllokut zakonisht rritet me rritjen e distancës nga rrafshi kryesor ndarës i mbajtësit në rrafshin e poshtëm ndarës të bllokut dhe enës së vajit siç tregohet në figurën 2, si dhe me rritjen e gjerësisë së bllokut, trashësisë së murit. Kjo është veçanërisht e rëndësishme për motorët me shumë cilindra në linjë (me 5-6 cilindra).
Figura 2 - Rritja e ngurtësisë së karterit (a) duke rritur madhësinë H (b)
Toleranca e hapjeve të të gjithë shtretërve të bllokut;
E njëjta madhësi (diametër) e të gjithë shtretërve (me përjashtim të modeleve speciale);
Perpendikulariteti i akseve të shtretërve dhe cilindrave;
Paralelizmi i rrafshit të lidhësit të bllokut me kokën dhe boshtin e shtretërve;
Paralelizmi i akseve të shtretërve të boshteve ndihmëse dhe me gunga (nëse janë instaluar në bllok) me boshtin e shtretërve të boshtit të gungës;
Devijimet nga pinguliteti dhe paralelizmi nuk duhet të kalojnë gjysmën e hapësirës së punës së pjesëve. Me një hendek prej 0,04 + 0,06 mm, kjo nuk është më shumë se 0,02 + 0,03 mm.
1.4 Materiale Për prodhimit bllokoj cilindër
Karteri është një nga pjesët më të rënda të të gjithë makinës dhe zë vendin më kritik për dinamikën e drejtimit: vendin mbi boshtin e përparmë. Prandaj, pikërisht këtu bëhen përpjekje për të shfrytëzuar plotësisht potencialin për reduktim masiv. Gize gri, e cila është përdorur si material karter për dekada, po zëvendësohet gjithnjë e më shumë si në motorët e benzinës ashtu edhe në ato me naftë nga lidhjet e aluminit. Kjo lejon që të arrihet një reduktim i ndjeshëm i peshës.
1.4.1 Gize gri
Gize është një aliazh hekuri me më shumë se 2% karbon dhe më shumë se 1,5% silic. Gize gri përmban karbon të tepërt në formën e grafitit. Për karterat e bllokut të motorëve me naftë është përdorur dhe përdoret gize me grafit lamelar, i cili e ka marrë emrin nga vendndodhja e grafitit në të. Përbërës të tjerë të aliazhit janë mangani, squfuri dhe fosfori në sasi shumë të vogla.
Që në fillim, gize u propozua si një material për karterat e bllokut të motorëve serialë, pasi ky material nuk është i shtrenjtë, ai thjesht përpunohet dhe ka vetitë e nevojshme. Lidhjet e lehta nuk mund t'i plotësonin këto kërkesa për një kohë të gjatë. Prodhuesit e automjeteve përdorin gize grafit për motorët e tyre për shkak të vetive të tij veçanërisht të favorshme, përkatësisht:
Përçueshmëri e mirë termike;
Karakteristikat e mira të forcës;
Përpunimi i thjeshtë;
Karakteristikat e mira të derdhjes;
Amortizimi shumë i mirë.
Amortizimi i jashtëzakonshëm është një nga shenjat dalluese të gizës së grafitit. Do të thotë aftësia për të perceptuar dridhjet dhe për t'i lagur ato për shkak të fërkimit të brendshëm. Për shkak të kësaj, dridhjet dhe karakteristikat akustike të motorit janë përmirësuar ndjeshëm.
Karakteristikat e mira, forca dhe përpunimi i lehtë e bëjnë karterin prej gize të hirtë konkurruese sot. Për shkak të forcës së lartë, motorët me benzinë dhe motorët me naftë prodhohen edhe sot me kartera prej gize gri. Kërkesat në rritje për masën e motorit në një makinë pasagjerësh në të ardhmen do të jenë në gjendje të plotësojnë vetëm lidhjet e lehta.
1.4.2 Lidhjet e aluminit
Karterat e aliazhit të aluminit janë ende relativisht të reja dhe përdoren vetëm për motorët me naftë.
Dendësia e lidhjeve të aluminit është rreth një e treta në krahasim me gize gri. Por përparësia në masë ka të njëjtin raport, sepse për shkak të forcës më të ulët, një karter i tillë blloku duhet të bëhet më masiv. Karakteristikat e tjera të lidhjeve të aluminit:
Përçueshmëri e mirë termike;
Përpunim i thjeshtë.
Alumini i pastër nuk është i përshtatshëm për derdhjen e karterit, sepse nuk ka veti mjaft të mira të forcës. Në kontrast me gize gri, përbërësit kryesorë të lidhjes shtohen këtu në sasi relativisht të mëdha.
Lidhjet ndahen në katër grupe, në varësi të aditivit aliazh mbizotërues. Këto aditivë:
Silic (Si);
Bakër (Ci);
Magnezi (Md);
Për karterat e bllokut të aluminit, aliazhet AlSi përdoren ekskluzivisht. Ato përmirësohen me shtesa të vogla të bakrit ose magnezit.
Siliconi ka një efekt pozitiv në forcën e aliazhit. Nëse komponenti është më shumë se 12%, atëherë një fortësi shumë e lartë e sipërfaqes mund të merret me përpunim special, megjithëse prerja do të jetë e ndërlikuar. Në rajonin prej 12%, ndodhin veti të jashtëzakonshme derdhjeje.
Shtimi i bakrit (2-4%) mund të përmirësojë vetitë e derdhjes së aliazhit nëse përmbajtja e silikonit është më pak se 12%.
Një shtim i vogël i magnezit (0,2-0,5%) rrit ndjeshëm vlerat e forcës.
Për motorët me benzinë dhe naftë, përdoret aliazh alumini AISi7MgCuO.5. Siç mund të shihet nga emërtimi AISi7MgCuO.5, kjo aliazh përmban 7% silic dhe 0,5% bakër.
Ka forcë të lartë dinamike. Veti të tjera pozitive janë vetitë e mira të derdhjes dhe duktiliteti. Vërtetë, nuk lejon të arrihet një sipërfaqe mjaftueshëm rezistente ndaj konsumit, e cila është e nevojshme për pasqyrën e cilindrit. Prandaj, blloku i karterit i bërë nga AISI7MgCuO,5 do të duhet të bëhet me veshje cilindrash.
Studiuesit progresivë po mendojnë të përdorin një material edhe më të lehtë - aliazh magnezi. U ndërtuan motorë prototip, në të cilët u instaluan veshjet e cilindrave metalikë në blloqe plastike të lehta, megjithëse këta motorë doli të ishin jashtëzakonisht të zhurmshëm.
Kështu, për karterin e motorit prej alumini, është e nevojshme të përdoren vetëm lidhjet AlSi, përkatësisht AL4. Ato përmirësohen me shtesa të vogla të bakrit ose magnezit. Siliconi ka një efekt pozitiv në forcën e aliazhit. Nëse komponenti është më shumë se 12%, atëherë një fortësi shumë e lartë e sipërfaqes mund të merret me përpunim special, megjithëse prerja do të jetë e ndërlikuar. Në rajonin prej 12%, ndodhin veti të jashtëzakonshme derdhjeje.
Shtimi i bakrit (2-4%) mund të përmirësojë vetitë e derdhjes së aliazhit nëse përmbajtja e silikonit është më pak se 12%. Një shtim i vogël i magnezit (0,2-0,5%) rrit ndjeshëm vlerat e forcës dinamike. Veti të tjera pozitive janë vetitë e mira të derdhjes dhe duktiliteti. Vërtetë, nuk lejon të arrihet një sipërfaqe mjaftueshëm rezistente ndaj konsumit, e cila është e nevojshme për pasqyrën e cilindrit. Prandaj, blloku i karterit nga AL4 do të duhet të bëhet me veshje të cilindrave.
1.4.3 Analiza e materialit
Blloku prej gize është më i ngurtë, që do të thotë se, duke qenë të barabarta, i reziston shkallës më të lartë të forcës dhe është më pak i ndjeshëm ndaj mbinxehjes. Kapaciteti i nxehtësisë i gizës është rreth gjysma e atij të aluminit, që do të thotë se një motor me një bllok prej gize nxehet më shpejt në temperaturën e funksionimit. Sidoqoftë, gize është shumë e rëndë (2.7 herë më e rëndë se alumini), e prirur ndaj korrozionit dhe përçueshmëria e tij termike është rreth 4 herë më e ulët se ajo e aluminit, kështu që motori me karter prej gize ka një sistem ftohjeje më intensive.
Blloqet e cilindrave të aluminit janë më të lehta dhe më të ftohta, por në këtë rast ka një problem me materialin nga i cili janë bërë drejtpërdrejt muret e cilindrit. Nëse pistonët e një motori me një bllok të tillë janë prej gize ose çeliku, atëherë ato do të konsumojnë shumë shpejt muret e cilindrit të aluminit. Nëse pistonët janë prej alumini të butë, atëherë ata thjesht do të "kapen" me muret dhe motori do të bllokohet menjëherë. Dendësia e lidhjeve të aluminit është rreth një e treta në krahasim me gize gri. Por përparësia në masë ka të njëjtin raport, sepse për shkak të forcës më të ulët, një karter i tillë blloku duhet të bëhet më masiv. Karakteristikat e tjera të lidhjeve të aluminit:
Përçueshmëri e mirë termike;
Rezistencë e mirë kimike;
Karakteristikat e mira të forcës;
Përpunim i thjeshtë.
Karakteristikat mekanike janë paraqitur në tabelën 1:
Tabela 1 - vetitë mekanike të materialeve
S in - Kufiri i forcës afatshkurtër, MPa
S T - Kufiri i proporcionalitetit, MPa
HB - Fortësia e Brinelit, MPa
Përfundim: ky kapitull analizon materialet nga të cilat është bërë blloku i cilindrit. Blloku i cilindrave të motorit Kamaz-740 është prej gize, pasi gize i reziston shkallës më të lartë të detyrimit dhe është më pak i ndjeshëm ndaj mbinxehjes. Kapaciteti i nxehtësisë i gizës është rreth gjysma e atij të aluminit, që do të thotë se një motor me një bllok prej gize nxehet më shpejt në temperaturën e funksionimit.
2 . Rzhvilliminteknologjiveprodhimitdetajet
2.1 teknologjikeskemaprodhimitdetajet
blokcilindërteknologjikeuyskemamA
Figura 3 - skema teknologjike e prodhimit
2.2 Domeniprodhimit
Prodhimi i furrës së zjarrit, prodhimi i hekurit të derrit me shkrirje reduktuese të xeheve të hekurit ose koncentrateve të mineralit të hekurit me gunga në furrat e zjarrit. Prodhimi i furrave të zjarrit është një degë e metalurgjisë së zezë.
Materialet fillestare (ngarkesa) në prodhimin e furrës së lartë janë: xeherori i hekurit, minerali i manganit, sinteri, peleti, si dhe karburantet dhe flukset. Sinteri fluks (mbi 90%), i cili përmban 50-60% Fe me bazë 1,1-1,3, ka marrë aplikim të gjerë në ngarkimin e furrave të zjarrit; përdorimi i peletit të fluksit po zgjerohet. Karakteristikat më të rëndësishme Materialet e ngarkesave me përmbajtje hekuri, të cilat përcaktojnë treguesit tekniko-ekonomikë të shkrirjes së furrës së shpërthimit: përmbajtjen e hekurit, përbërjen e gamës, sasinë e papastërtive të dëmshme, si dhe shpërndarjen e madhësisë së grimcave, forcën dhe reduktueshmërinë. Shkrirja po fiton popullaritet me zëvendësimin e një pjese të koksit me lëndë djegëse të gaztë, të lëngët ose të ngurtë të fryrë në vatrën e një furre shpërthyese. Guri gëlqeror, ndonjëherë dolomiti, përdoret si fluks.
Llojet kryesore të hekurit të shkrirë në furrat e zjarrit janë: hekuri i derrit që përdoret për prodhimin e çelikut në njësitë e prodhimit të çelikut; shkritore, që shkon për derdhje hekuri; giza speciale. Nënproduktet: gazi i furrës së shpërthimit me vlerë kalorifike 3,6-4,6 MJ/m3 (850-1100 kcal/m3) pas heqjes së pluhurit përdoret për ngrohjen e shpërthimit në ngrohëset e ajrit, si dhe në impiantet e kaldajave të fabrikës, furrat e koksit, impiante sinterike dhe disa të tjera punëtori; skorja e furrës së shpërthimit përdoret kryesisht në industri Materiale ndërtimi; Pluhuri i tymit i hequr nga furra dhe i kapur nga sistemi i pastrimit të gazit, që përmban 30-50% Fe, kthehet në karikimin e furrave të shpërthimit pas grumbullimit të tij paraprak (kryesisht me grumbullim).
Furra shpërthyese Figura 4 paraqet një furre me bosht të rrumbullakët; të veshura me muraturë zjarrduruese (pjesa e sipërme me tulla zjarri, pjesa e poshtme - kryesisht me blloqe karboni). Për të parandaluar nxehtësinë e muraturës dhe për të mbrojtur shtresën e furrës nga temperaturat e larta, përdoren frigoriferë në të cilët qarkullon uji. Kutia e furrës dhe pajisja e sipërme mbështeten nga kolona të montuara në themel.
Ngarkesa futet në pjesën e sipërme të furrës me kapërcim, më rrallë me shirit transportues. Kanalet shkarkohen në furrë përmes një hinke marrëse dhe një pajisje ngarkimi të instaluar në krye. Ajri (shpërthimi) nga ventilatorët furnizohet në furrë përmes ngrohësve të ajrit (në të cilët nxehet deri në 1000-1200°C) dhe pajisjeve tuyere të instaluara rreth perimetrit të vatrës. Karburanti shtesë (gaz natyror, naftë ose pluhur qymyri) injektohet gjithashtu përmes tubave.
Produktet e shkrirjes derdhen në lugë hekurmbajtëse dhe skorje përmes vrimave të çezmës që ndodhen në pjesën e poshtme të vatrës. Gazi i sipërm i formuar në furre shkarkohet përmes daljeve të gazit të vendosura në kupolën e furrës.
Distanca midis boshtit të vrimës së rubinetit prej gize dhe skajit të poshtëm të konit të madh të ngarkimit në gjendje të ulur quhet lartësia e dobishme e furrës së shpërthimit, dhe vëllimi përkatës është vëllimi efektiv i furrës së shpërthimit. Furrat e fuqishme me shpërthim vëllim i dobishëm 2000-3000 m3 dhe janë ndër më të mëdhenjtë në botë. Direktivat e Planit të 9-të Pesëvjeçar parashikojnë ndërtimin e furrave të zjarrit me një vëllim prej 5000 m3.
Funksionimi i një furre me shpërthim fillon me fryrjen e saj. Në këtë rast, vatra dhe shpatullat ngarkohen me koks, dhe boshti ngarkohet me të ashtuquajturën përzierje fryrje. Një shpërthim i nxehtë (sasi e reduktuar) furnizohet në furrën e ngarkuar plotësisht, koksi ndizet dhe fillon ulja e materialeve. Lëshimi i parë i hekurit të derrit dhe i skorjes kryhet pas 12-24 orësh, pas së cilës sasia e fryrjes dhe ngarkesa e mineralit (raporti i masës së mineralit me masën e koksit në ushqim) rritet gradualisht, dhe disa ditë pas fryrjes, furra shpërthyese arrin produktivitetin normal.
Figura 4 - Furra shpërthyese ShPD-39
Fushata (fushatë) e vazhdueshme e një furre me shpërthim nga fryrja në fryrje (ndalon në remont) zgjat 5-6, dhe në disa raste 8-10 vjet ose më shumë, gjatë të cilave furra ndalon 1-2 herë për të ashtuquajturat. riparim mesatar për të zëvendësuar muraturën e konsumuar të minierës. Shkrirja e hekurit të derrit në furrat e fuqishme në një fushatë arrin 5-8 milion ton hekur derri dhe më shumë.
Kontrolli i funksionimit (funksionimit) të furrës me shpërthim konsiston në rregullimin (në përputhje me cilësinë e lëndëve të para dhe llojin e gize që shkrihet) përbërjen e ngarkesës, sasinë, temperaturën dhe lagështinë e shpërthimit, si. si dhe sasia e ushqimit ose sekuenca e ngarkimit të përbërësve individualë të ngarkesës dhe niveli i ngarkesës. Ecuria e furrës së shpërthimit kontrollohet instrumente matëse, duke regjistruar parametrat kryesorë të ngarkimit, shpërthimit, gazit të sipërm, temperaturës së muraturës së furrës në horizonte të ndryshme.
Shpërndarja e fituar duke u shkrirë me fryrje specie shtesë karburantit, pasurimi i shpërthimit me oksigjen dhe puna me presionin e lartë të gjakut gazrat e gripit. Me një rritje të presionit në krye, rënia e presionit midis pjesës së poshtme dhe të sipërme të furrës së shpërthimit zvogëlohet; kjo çon në një ulje më të barabartë të ngarkesës, përmirësohet punë restauruese Ilustrime për artikullin me temën "Prodhimi i domenit". gazrat, zvogëlon heqjen e pluhurit.
Karakterizohet prodhimi i domenit një shkallë të lartë automatizimi. Në një furrë shpërthyese moderne, të gjitha operacionet e furnizimit me ngarkesë kryhen automatikisht: një grup përbërësish ngarkimi me skanim të imët, peshim, transport deri në majë dhe ngarkim në furrë sipas një programi të caktuar. Niveli optimal i ngarkimit dhe shpërndarja e materialeve të ngarkimit në majë, presioni i sipërm i gazit, konsumi i ujit për ftohje, temperatura dhe lagështia e shpërthimit, si dhe përmbajtja e oksigjenit dhe shpejtësia e rrjedhës ruhen automatikisht. gazit natyror. Ndërrimi i ngrohësve të ajrit dhe kontrolli i mënyrës së ngrohjes së tyre është i automatizuar. Analizuesit automatikë sigurojnë regjistrim të vazhdueshëm të përbërjes së sipërme të gazit dhe shpërthimit. Sistemet e kontrollit automatik për furnizimin me shpërthim dhe gaz natyror janë duke u futur sipas konsumi total, dhe për tuyere individuale.
Furrat e reja shpërthyese janë të pajisura me sisteme të centralizuara të kontrollit dhe menaxhimit që ofrojnë mesataren e treguesve të instrumenteve dhe llogaritjen e treguesve komplekse të funksionimit të furrës. Po punohet për automatizimin e integruar të prodhimit të furrës së shpërthimit, duke përfshirë kontrollin me kompjuter të asistuar të regjimit termik të furrës së shpërthimit.
2.3 E mesme shkrirje
Furra e kupolës është një furrë me bosht, baza e së cilës është një shtresë metalike e salduar 1, e veshur nga brenda me tulla zjarrduruese 2. Hendeku midis kafazit dhe veshjes është i mbushur me rërë të thatë kuarci 3. Në pjesën e sipërme të furra e kupolës ka një dritare ngarkimi 4. Pjesa e boshtit të kupolës që ndodhet poshtë dritares së ngarkimit është e veshur me tulla të zbrazëta prej gize 5, të cilat e mbrojnë atë nga shkatërrimi gjatë ngarkimit të ngarkesës 7.
Ngarkoni kupolën Figura 4 duke përdorur një ngritës kafshues ose vinç me krahë. Pjesa e sipërme kupola përfundon me një shkarkues shkëndijash 6.
Figura 4-Kupola
Për të ruajtur djegien në kupolë përmes hapjeve speciale 8, të quajtura tuyere, ajri (shpërthimi) furnizohet, i pompuar nga një ventilator. Gize e shkrirë rrjedh poshtë vatrës 9, e vendosur në pjesën e poshtme të boshtit, përmes një vrime të veçantë dhe një grykë në rezervuarin e magazinimit 10. Në fillim të punës, një shtresë koksi 500-1500 mm e lartë ngarkohet në kupolë dhe i vihet zjarri. Kjo shtresë e koksit quhet kokë boshe. Më pas, koka e punës së koksit, fluksi dhe pjesa e parë e ngarkesës metalike ngarkohen në kokën boshe. Pas ngarkimit të materialeve, ajri i nevojshëm për djegien e karburantit furnizohet përmes tuyereve. Në brezin e shkrirjes, giza dhe skorja shkrihen dhe derdhen poshtë në vatrën e kupolës. Gazrat që rezultojnë, duke u ngritur lart, ngrohin përzierjen metalike dhe karburantin, dhe më pas futen në tub. Ndërsa koksi digjet dhe giza shkrihet, ngarkesa e ngarkuar në kupolë zhytet dhe pjesë të reja të materialeve të ngarkimit ngarkohen në vend të saj. Gjatë procesit të shkrirjes, hekuri i lëngshëm grumbullohet në vatrën e kupolës. Skorja noton në sipërfaqen e gize dhe shkarkohet periodikisht përmes vrimës së skorjeve. Hekuri i grumbulluar derdhet përmes vrimës përgjatë gropës në një grumbullues të veçantë dhe më pas në lugë. Kupola produktiviteti 0,5--30 ton hekur në orë.
Në mënyrë që Siguri nga zjarri dhe mbrojtjen nga ndotja e zonës përreth, kupolat janë të pajisura me shkëndijakë, të cilët janë edhe grumbullues pluhuri.
2.4 Që hedh detajet Nga dylli i humbur modele
Për këtë pjesë do të zgjedhim casting-in e investimeve.
Përdoret në rastet e prodhimit të pjesëve me precizion të lartë (p.sh. tehe turbinash etj.) Është bërë nga materiale me shkrirje të ulët: parafinë, stearin etj. model i saktë produktet dhe sistemi i portave. Përbërja e modelit P50S50, e përbërë nga 50% stearinë dhe 50% parafinë, ka gjetur aplikimin më të gjerë; përbërjet e kripës më pak të prirura ndaj shtrembërimit përdoren për produkte me përmasa të mëdha. Pastaj modeli zhytet në një pezullim të lëngshëm të bazuar në një lidhës dhe një mbushës zjarrdurues. Si lidhës, përdoren klasat e silikatit të hidrolizuar ETS 32 dhe ETS 40, hidroliza kryhet në një zgjidhje të acidit, ujit dhe një tretës (alkool, aceton). Aktualisht, sols silicë që nuk kërkojnë hidrolizë në kushtet e punishtes dhe janë miqësore me mjedisin kanë gjetur aplikime në LVM. Si mbushës zjarrdurues përdoren: elektrokorund, distensilimanit, kuarc, etj. Në bllokun e modelit (model dhe LPS) aplikohet një pezullim dhe spërkatet, kështu që aplikohen 6 deri në 10 shtresa. Me çdo shtresë pasuese, fraksioni i kokrrave të spërkatjes ndryshon për të formuar një sipërfaqe të dendur të mykut të guaskës. Tharja e secilës shtresë zgjat të paktën gjysmë ore; për të përshpejtuar procesin, përdoren kabinete të posaçme tharjeje, në të cilat pompohet gaz amoniaku. Një përbërje model shkrihet nga guaska e formuar: në ujë, në një përbërje model, me djegie, avull shtypje e lartë. Pas tharjes dhe shkrirjes, blloku kalcinohet në një temperaturë prej afërsisht 1000 për të hequr substancat që mund të formojnë gaz nga forma e guaskës. Pas kësaj, predha shkojnë në mbushje. Para derdhjes, blloqet nxehen në furra deri në 1000. Blloku i nxehtë vendoset në furrë dhe metali i nxehtë derdhet në guaskë. Blloku i mbushur ftohet në një termostat ose në ajër. Kur blloku është ftohur plotësisht, ai dërgohet për nokaut. Me goditje me çekiç në filxhanin e portës rrahet qeramika, pastaj bëhet një copë LPS dhe kështu fitojmë një derdhje.
Përparësitë e kësaj metode janë: mundësia e prodhimit të pjesëve nga aliazhet që nuk mund të përpunohen; marrja e derdhjeve me saktësi dimensionale deri në 11 - 13 cilësi dhe vrazhdësi sipërfaqësore Ra 2,5 - 1,25 mikron, që në disa raste eliminon prerjen; mundësia e marrjes së nyjeve makinerike që, kur mënyra konvencionale derdhja do të duhej të mblidhej nga pjesë të veçanta. Derdhja e investimeve përdoret në kushtet e prodhimit të vetëm (eksperimental), serial dhe masiv.
Në sajë të shpenzim i madh metali dhe kostoja e lartë e procesit LVM përdoret vetëm për pjesët kritike.
Procesi i hedhjes së investimeve bazohet në parimin bazë të mëposhtëm:
* Një kopje ose model i produktit përfundimtar është bërë nga materiali i shkrirë.
* Ky model është i rrethuar nga një masë qeramike që forcohet dhe formon një formë.
* Gjatë ngrohjes (kalcinimit) të mëvonshëm të kallëpit, modeli i derdhjes shkrihet dhe hiqet.
* Më pas, metali derdhet në zgavrën e lënë në vend të dyllit të hequr, i cili riprodhon me saktësi modelin origjinal të derdhjes.
2.5 Bravëndreqës-mekanike trajtimi
Mulliri (frezimi) - përpunimi i materialeve me prerje me frezë.
Prerësi kryen rrotullim, dhe pjesa e punës - kryesisht lëvizje përkthimore.
Dy objekte përfshihen në procesin e bluarjes - një prestar dhe një pjesë pune. Pjesa bosh është pjesa e ardhshme.
NË këtë rast meqenëse kemi nevojë për vrima të mërzitshme, të shpimit, ne përdorim bluarjen fundore.
Figura 6 - Pajisje për bluarje VB 182 M
Mbarimi i bllokut të cilindrit - bluarja e sipërfaqes së jashtme, shpimi dhe hapja e vrimave.
Për të siguruar saktësinë, blloqet përpunohen në një numër minimal rivendosjesh. Procesi është plotësisht i automatizuar (Figura 6) - programi i kontrollit të makinës i jep robotit komanda sekuenciale.
Nga procesi i përfundimit të kokës së cilindrit, një person është i përjashtuar.
Pas bluarjes, pjesët dërgohen në dyqane.
Përfundim: në këtë kapitull, u zhvillua një teknologji për prodhimin e një blloku cilindri për motorin Kamaz-740, i cili përbëhet nga katër faza kryesore:
1. Prodhimi i domenit
2. Shkrirja dytësore
3. Kallëp investimi
4. Bravëndreqës dhe përpunim mekanik.
3. RRETHpërkufizimllojiprodhimitbllokojcilindratmotorriKMZ-740
I. Procesi i prodhimit bllok prej gize cilindrat do të ndahen në procesin e furrës së shpërthimit, në procesin e derdhjes së investimit, në përpunimin montues.
Procesi i prodhimit të furrës së shpërthimit në prodhimin e një blloku cilindri:
Furnizimi me materiale të ngarkuara në bunker
Futja e ngarkesës në pjesën e sipërme të një furre shpërthyese
shpërthim i nxehtë
derdhje prej gize
Derdhja e skorjeve
1) Funksionimi i furnizimit të materialeve të ngarkimit në bunker - 15 vende pune
2) Funksionimi i futjes së ngarkesës në pjesën e sipërme të furrës së shpërthimit - 6 punë
3) Funksionimi i furnizimit me shpërthim të nxehtë - 3 vende pune
4) Operacioni i derdhjes së gize - 9 punë
5) Operacioni i derdhjes së skorjeve - 5 punë
Operacionet - 5
Punë - 38
KZO 5/38=0.13 - prodhim masiv
Vëllimi i prodhimit për ndërrim është i barabartë me: 12136t.
II. Procesi i hedhjes së investimeve
Bërja e modeleve
Formoni Kuvendin
Kalcinimi
Plotësoni formularin
Pastrimi i derdhjes
nokaut
1) Operacioni i prodhimit të modelit - 4 punë
2) Funksionimi i montimit të kallëpit - 5 punë
3) Punimi i kalcinimit - 2 vende pune
4) Operacioni i mbushjes - 2 vende pune
5) Operacioni i pastrimit të derdhjes - 3 punë
6) Operacioni nokaut - 3 punë
Operacionet - 6
Punë - 19
KZO 6/19=0.3 - prodhim masiv
Vëllimi i prodhimit për ndërrim është i barabartë me: 163 copë.
III. Bravëndreqës dhe përpunim mekanik
Bravëndreqës dhe përpunim mekanik në makinë
Frezimi i sipërfaqes së jashtme me bluarje fundore
Shpimi i vrimave të nevojshme me bluarje fundore
Gërmimi i vrimave ekzistuese me bluarje fundore
1) Funksionimi i metaleve dhe përpunimit mekanik në makinë - 2 punë
2) Funksionimi i frezimit të sipërfaqes së jashtme me bluarje fundore - 1 vend pune
3) Operacioni i shpimit të vrimave të nevojshme nga bluarja fundore - 1 vend pune
4) Gërmimi i vrimave ekzistuese nga bluarja fundore - 1 vend pune
Operacionet - 4
Punë - 5
KZO 4/5= 0,8 - prodhim masiv.
Vëllimi i prodhimit për ndërrim është i barabartë me: 53 copë.
Vlerat e koeficientëve të fiksimit të operacioneve të procesit të furrës së shpërthimit, procesit të derdhjes së investimit, përpunimit të metaleve korrespondojnë me prodhim ne mase prandaj, prodhimi i bllokut të cilindrave i referohet prodhimit masiv.
3 . 1 ZhvillimiKërkesatteprodhueshmëriadizajneprodukteve
3 .1 .1 Kërkesatprodhueshmëriadizajnetë hedhuradetajet
1. Gjatë zhvillimit të dizajnit të një pjese të derdhur, është e nevojshme heqja e papenguar e modelit nga kallëpi. Kjo sigurohet nga caktimi i shpateve të përshtatshme, të cilat janë rregulluar në muret e derdhjeve, pingul me rrafshin e lidhësit. Një model pa skica thyen formën kur hiqet.
2. Derdhja duhet të ketë një trashësi muri uniforme, të shmangë grumbullimin lokal të metalit, të ashtuquajturat pika të nxehta ose nyje termike. Nyja termike është një vend i akumulimit lokal të metalit, i cili mbetet i nxehtë më gjatë, dhe formimi i brishtësisë së tkurrjes dhe predhave është më i mundshëm. Gjithashtu, trashësia e murit ndikon në masën e produktit të përfunduar. Sidoqoftë, një rënie në trashësinë e elementëve strukturorë të derdhjes lejohet vetëm brenda kufijve të caktuar, të kufizuar nga kushtet e forcës, vetitë e derdhjes së lidhjeve dhe aftësitë e metodës së zgjedhur të derdhjes.
3. Derdhja nuk duhet të ketë qoshe të mprehta dhe kalime të mprehta nga mure të trasha në të hollë. Muret e vendosura në një kënd me njëri-tjetrin, si dhe muret me trashësi të ndryshme, duhet të bashkohen me tranzicion të qetë. Kjo krijon kushte për ftohje më uniforme të derdhjes, zvogëlon streset e mbetura dhe parandalon shtrembërimin dhe çarjet. Për derdhjet prej gize gri, rekomandohen rrezet e mëposhtme: 1, 2, 3, 5, 8, 10, 16, 20, 25, 32, 40 mm.
4. Dizajni i derdhjes duhet të jetë i tillë që numri i bërthamave në kallëp të jetë minimal. Kjo thjeshton prodhimin dhe montimin e kallëpit. Për prodhimin e bllokut të cilindrit, kërkohen 2 shufra.
5. Sigurimi i vrazhdësisë minimale të sipërfaqeve të derdhjes, për të zvogëluar sasinë e punës në përpunimin e pjesës. Vrazhdësia minimale e sipërfaqes në derdhjen e investimit është Rz = 80...40 µm.
6. Kastigu duhet të ketë shkallë maksimale saktësi, për të zvogëluar sasinë e punës në përpunimin e pjesës. Kur derdhet në modele investimi, saktësia e derdhjes është më e trashë se cilësia 14..16.
7. Gjatë projektimit të derdhjeve duhet të zbatohet parimi i ngurtësimit të drejtuar të derdhjes. Ngurtësimi i drejtuar kontribuon në prodhimin e derdhjeve të dendura me cilësi të lartë pa defekte tkurrjeje.
3.1.2 Kërkesat për prodhimin e metaleve dhe përpunimit mekanik
1. Mprehja ose zëvendësimi në kohë i veglave prerëse për të reduktuar gabimet e përpunimit të shkaktuara nga konsumimi i dimensioneve të veglës dhe si rezultat, për të zvogëluar defektet e produktit. Rrezja maksimale e lejuar e zbardhjes së dhëmbëve prerës është p = 30…40 µm.
2. Përdorimi i makinerive me precizion të lartë për të reduktuar gabimet e përpunimit të shkaktuara nga konfigurimi i makinës.
3. Përfshirja e rregulluesve shumë të kualifikuar, nga të cilët saktësia e përpunimit do të varet nga marrja automatike e madhësisë në një makinë të para-konfiguruar. Tërheqja e mekanikës së kategorisë së 5-të.
4. Përdorimi i frezimit lart e poshtë, në të cilin bluarja kryhet me drejtime të kundërta të lëvizjes së prerësit dhe pjesës së punës që përpunohet në pikën e kontaktit të tyre. Me frezë me prerje lart, procesi i prerjes është më i qetë, pasi trashësia e prerjes rritet pa probleme, prandaj, ngarkesa në makinë rritet gradualisht.
5. Zgjedhja e metodës racionale të përpunimit, për të zvogëluar kohën e makinës. Ajo kryhet nga: rritja e numrit të pjesëve të punës të përpunuara njëkohësisht; rritja e prerësve që punojnë njëkohësisht.
6. Përdorimi i mullinjve fundorë me karabit, të cilët sigurojnë një mbajtje më të ngurtë në arbor ose bosht, është më produktiv se frezimi me prerës cilindrikë.
7. Përdorimi i honing në vend të superfinishing, ndërsa produktiviteti është 2-4 herë më i lartë se superfinishing për shkak të më shumë shufra dhe presione të larta. Cilindrat janë grirë në një vrazhdësi prej 0.32 mikron. Numri i rrotullimeve gjatë honimit është 250-350 rpm.
3.1.3 Kërkesat e prodhueshmërisë për procesin e furrës së shpërthimit
1. Përdorimi i koksit me forcë të lartë mekanike në gjendje të nxehtë, për shkak të pranisë së koksit në pjesën e poshtme të ngarkesës, e cila percepton ngarkesa të rënda nga kolona e ngarkimit.
2. Mungesa e përmbajtjes së fraksioneve të vogla dhe të mëdha në koks. Koksi i furrës shpërthyese duhet të ketë madhësi gungë jo më pak se 25-40 mm dhe jo më shumë se 80 mm.
3. Përdorimi i koksit me porozitet të lartë, sa më i lartë të jetë poroziteti, aq më intensive është djegia e koksit. Poroziteti ndryshon brenda 35 - 50% të vëllimit të të gjithë pjesës.
5. Sigurimi i luhatjeve minimale të lagështisë në koks, për të siguruar të specifikuara regjimi termik furrat, kur ngarkoni koksin sipas peshës. Përmbajtja e lagështisë në koks gjatë shuarjes së thatë nuk kalon 1%.
6. Përdorimi i mineralit të hekurit me përmbajtje të lartë hekuri (50-60%), për të përmirësuar produktivitetin dhe ekonominë e furrës.
7. Përdorimi i flukseve për të ulur temperaturën e shkrirjes së shkëmbinjve të mbeturinave, skorjen e hirit të koksit dhe për të marrë një skorje të lëngshme me kapacitet të lartë absorbues të squfurit. Dolomiti, guri gëlqeror dhe gëlqerja përdoren si flukse në raportin 1,0:(3,5-3,6):(0,5-0,6).
8. Përdorimi i shpërthimit me nxehtësi të lartë për të reduktuar konsumin e koksit. Me një rritje të temperaturës së shpërthimit nga 1000 në 1200 °C, konsumi i koksit zvogëlohet me 4,5%.
9. Automatizimi i shpërndarjes së shpërthimit dhe gazit natyror, ndërkohë që produktiviteti i furrave rritet me 2--4% dhe konsumi i koksit ulet me 1--3%.
10. Rritja e presionit të gazit në krye deri në 0.18 MN*m për të përmirësuar kushtet për reduktimin e hekurit, për të reduktuar konsumin e koksit dhe për të reduktuar heqjen e pluhurit të furrës së furrës.
Përfundim: në këtë seksion, u formuluan kërkesat kryesore të prodhimit për tre procese për prodhimin e një koke cilindri KMZ nga gize speciale gri, përkatësisht kërkesat për një pjesë të marrë nga derdhja e investimit, kërkesat për procesin e përpunimit të metaleve. të një pjese të përftuar nga derdhja dhe kërkesat për procesin e derdhjes së shufrave nga hekuri gri.
Gjithashtu në këtë seksion është llogaritur koeficienti i konsolidimit të operacioneve që korrespondojnë me prodhimin në masë, prandaj, prodhimi i një blloku cilindri i referohet prodhimit në masë.
4. Përmirësimi i teknologjisë së prodhimit të bllokut të cilindrave
Në punën e mëparshme, në prodhimin e bllokut të cilindrave të motorit Kamaz-740, u përdor teknologjia e hedhjes së investimeve, por në procesin e modernizimit, derdhja u zëvendësua mënyrë e vjetër, mbi mënyrën e derdhjes në modelet me shkumë të gazifikuar.
Hedhja në modele të gazifikuara është një nga më të fundit moderne dhe teknologjitë premtuese, duke lejuar uljen e ndjeshme të kostos së produkteve të gatshme të ndërmarrjeve të ndërtimit të makinerive.
4 .1 Që hedh Nga gazifikuar modele
Për të rritur përfitimin e çdo prodhimi, rezerva kryesore është gjetja e një zëvendësimi të besueshëm, të thjeshtë dhe me performancë të lartë për teknologjinë e vjetëruar të përdorur në ndërmarrje.
Relativisht kohët e fundit, teknologjia e derdhjes së gazifikuar, ose shkurt LGM, që është shfaqur në Rusi, i plotëson këto kritere në masën më të madhe, nëse flasim për prodhimin e shkritores.
Në teknologjinë e derdhjes me shkumë, krijimi i një modeli të derdhjes do të thotë në gjysmë të rrugës së vetë derdhjes. Materiali nga i cili është bërë modeli i derdhjes është shkumë polistireni. I njëjti material përdoret për prodhimin e ambalazheve, enëve për një përdorim, si dhe për izolimin termik kur izolohen muret e jashtme të ndërtesave.
Politiroli i zgjeruar i referohet shkumave të ngurta, të cilat në kiminë fizike përkufizohen si një shpërndarje gazi në një sistem të ngurtë, ose, më saktë, një sistem i shpërndarë me film qelizor. Në rastin e teknologjisë LGM, polistireni shërben si matricë, dhe gazi shpërndahet ("shtypet" dhe "shpërndahet").
Matrica e shkumës është bërë për një seri derdhjesh modelesh duke fryrë kokrrizat e polistirenit në kallëpe të lehta alumini që nuk janë të vështira për t'u prodhuar, shpesh në shumë vende, e ndjekur nga shkumëzimi i kokrrizave kur kallëpet nxehen.
Për derdhjet një herë dhe të mëdha (nganjëherë që peshojnë deri në disa tonë), modelet priten nga pllaka polistireni të zgjeruar me tela nikrom të ngrohur ose një prestar, sipas shablloneve.
Modeli dhe derdhja e marrë prej tij janë shumë të sakta. Për mulliri, përdoren pajisje speciale, të cilat do të diskutohen më poshtë. Gjatë procesit të derdhjes, metali i shkrirë, për shkak të temperaturës së lartë, avullon materialin model dhe e zëvendëson atë.
Ky është pikërisht parimi kryesor i teknologjisë së derdhjes së modeleve të gazifikuara, që përcakton emrin e saj sipas terminologjisë së pranuar në prodhimin e shkritores dhe e bën atë unik. Metoda e përdorur tradicionalisht për marrjen e derdhjeve ka një operacion paraprak për të hequr modelin përpara derdhjes. Kjo çon, së pari, në një ulje të produktivitetit të procesit, dhe së dyti, në një ulje të cilësisë së pjesëve të marra.
Në LGM, modeli mbetet në formë, dhe ky është "sekret" i saktësisë së derdhjeve që rezultojnë, pasi derdhja bëhet në rërën e palëvizshme përreth. Për qëllime sigurie dhe për të përmirësuar kushtet e punës, gazrat pompohen nga një enë me një myk - një vakum mbahet nga rreth gjysma e atmosferës.
Për derdhjet unike (kapitë me përmasa të mëdha për trupat e automobilave, etj.), përdoren kanale tubulare të daljes së gazit me ndezjen e gazit që del prej tyre nga shkatërrimi termik i modeleve, i cili pothuajse plotësisht e shndërron këtë gaz nga djegia në dioksid karboni dhe avujt e ujit.
Derdhjet e modeleve prodhohen në zona të veçanta me pajisje autoklavë. Përdoren opsione të ndryshme shkumëzimi, ato speciale lejojnë të zvogëlojnë kohën e sinterizimit të modeleve në 1.52 minuta. me një trashësi muri të marrë nga modelet në derdhjen e mëvonshme prej 5..10 mm e lart.
Makinat gjysmë automatike furnizohen për prodhim serik, cikli i prodhimit të modeleve në të cilat është rreth 23 minuta. dhe të cilat janë gjithashtu të përshtatshme për prodhimin e ambalazheve në formë, ambalazhe të lehta, dekorative, panele izoluese ndaj zhurmës dhe nxehtësisë me mbyllje fundore.
Një punëtori për derdhjen e produkteve duke përdorur teknologjinë LGM zakonisht ka seksionet e mëposhtme: model, formim, shkrirje, pastrim.
Ata kanë afërsisht të njëjtën zonë dhe janë të pajisur me pajisje relativisht të thjeshta. I gjithë formimi konsiston në mbushjen e rërës së thatë me dridhje të enës deri në një minutë.
Në të njëjtën kohë, nuk ka nevojë të përdoren makineri masive me precizion të lartë për shtypjen, shkundjen dhe pajisjet e montimit të mykut që janë karakteristikë për llojet tradicionale të formimit. Fokusi është zhvendosur në prodhimin e modeleve me densitet material prej 2527 kg/cu. m, pasi cilësia e modelit përcakton kryesisht cilësinë e derdhjes.
Pas derdhjes së metalit dhe heqjes së derdhjes së përfunduar nga kallëpi i shkatërrueshëm, rëra ftohet përsëri. Për ta bërë këtë, përdorni një rrjedhë pneumatike. Ripërdorimi gjen afërsisht 97% të rërës, humbjet e këtij qarkullimi janë derdhjet dhe skanimi i fraksionit të imët, i cili kryhet për të shmangur pluhurosjen. Përveç kësaj, përdoret depozitimi në ciklonet e pluhurit gjatë kalimit të gazrave të shkarkimit nga myku dhe djegia e mëpasshme e gazrave të shkarkimit. Për lidhjet me ngjyra dhe me ngjyra përdoren të njëjtat pajisje, të cilat për shkak të thjeshtësisë së tyre mund të bëhen në punëtori të zakonshme mekanike.
Teknologjia e hedhjes së modeleve të gazifikuara u shfaq në gjysmën e dytë të shekullit të kaluar së bashku me procese të tilla si formimi me vakum, derdhja e vazhdueshme, derdhja me presion të ulët, derdhja me impuls dhe teknologji të tjera moderne shkritore. Ato kërkohen gjerësisht në industritë e ndërtimit të makinerive.
Në veçanti, LGM përdoret në SHBA dhe Kinë, përdoret gjerësisht në bimët e Përgjithshme motorët, Ford Motors, Fiat si pjesë e linjave gjysmë automatike dhe automatike. Tani në botë, sipas ekspertëve, ~ 1.4% e sasisë totale të derdhjes prodhohet duke përdorur modele shkumë polistireni - më shumë se 1 milion ton / vit, sipas parashikimeve, në të ardhmen e afërt kjo teknologji do të marrë deri në 20% të casting botëror. Sidoqoftë, në Rusi, LGM është ende një metodë e re dhe "premtuese" e hedhjes. Për shembull, në vitin 2005, 0.1% e derdhjeve u prodhuan duke përdorur këtë metodë.
Ndërkohë, aplikimi i teknologjisë LGM ka dëshmuar efikasitetin e saj të lartë në të gjithë botën. Një ulje e konsiderueshme e kostove për njësi është për shkak të faktorëve të mëposhtëm.
Para së gjithash, kjo është një ulje e kostos për shkak të materialeve të përdorura. Kjo kursen të paktën 100 dollarë për ton derdhje, dhe vendosja e derdhjeve në të gjithë vëllimin e kontejnerit kursen ngarkesën metalike dhe energjinë elektrike.
Intensiteti i punës i operacioneve të përfundimit zvogëlohet me 1,020% për të vetmen dhe 60% për prodhimin masiv.
Është shumë e dobishme të përdoret kjo teknologji kur derdhen tufa të derdhjeve komplekse nga çeliqe rezistente ndaj konsumit, për shembull, vida për makinat e prodhimit të tullave, dalta, çekiçët dhe pjesët e dërrmuesve, për shkak të një ulje të konsiderueshme të kostos së përpunimit të tyre. Ata gjithashtu derdhnin rrota, dhëmbëza, strehë, pajisje sanitare, koka cilindrash dhe blloqe motorësh benzinë dhe naftë, derdhje artistike, parku dhe të tjera pa kufizime.
Metoda e re bëri të mundur lehtësimin e motorit, i bërë sipas teknologjisë tradicionale, me 5 kg. Thjeshtësia dhe aksesueshmëria e pajisjeve e bën të lehtë vendosjen e zonave për modele të gazifikuara në farke, zona të trajtimit të nxehtësisë, riparime dhe punishte të tjera.
4 .1.1 Përparësitëqë hedhNgagazifikuarmodele
Përparësitë kryesore të kësaj metode janë mundësia e marrjes së derdhjeve me cilësi të lartë me një ulje të ndjeshme të intensitetit të punës dhe kostos së procesit.
Thelbi i kësaj metode të derdhjes është si më poshtë. Modeli i pjesës, i bërë më parë me shkumë, është i mbuluar me rërë. Metali i lëngshëm derdhet në kallëp, duke e kthyer stiroporin në gaz.
Në këtë rast, metali zëvendëson modelin e shkumës dhe merr formën e modelit. Teknologjia e derdhjes në modelet e gazifikuara nuk kërkon prodhimin e kallëpeve, dhe kjo bën të mundur prodhimin e derdhjeve të vetme me një kosto të ulët.
Kjo teknologji lejon përdorimin e metaleve të ndryshme për derdhje: bronzi, gize, çeliku, bronzi, alumini. Meqenëse modelet EPS nuk janë të kufizuara as në madhësi, as në formë, teknologjia e hedhjes së modeleve të gazifikuara përdoret për derdhjet e çdo mase.
Kjo metodë e derdhjes zvogëlon koston e pajisjeve dhe materialeve, zvogëlon numrin e operacioneve teknologjike dhe redukton mbetjet e prodhimit.
Për më tepër, cilësia e modelit të prodhuar ju lejon të ulni koston e përfundimit dhe madje ta braktisni atë.
Shpesh, derdhja në modelet e gazifikuara prodhon derdhje të sakta dhe komplekse, të cilat ndonjëherë janë të pamundura për t'u marrë në mënyra të tjera.
Kjo është arsyeja pse kjo metodë është shumë efektive për prodhimin e produkteve të ndryshme inxhinierike, për shembull, gypave të hyrjes dhe daljes, kokave dhe blloqeve të cilindrave të motorëve të automobilave (Fig. 6).
Figura 7 - tubat e hyrjes dhe daljes, kokat dhe blloqet e cilindrave të motorëve të automobilave.
4.1.2 Aplikimi i LGM
Përdorimi i LGM është një mënyrë e lirë për të kaluar në teknologjinë e prodhimit të produkteve me intensitet shkencor të teknologjisë së lartë. Përdorimi i teknologjive efikase të derdhjes lejon, për shembull, ndërtuesit gjermanë të makinerive të eksportojnë deri në 27% të derdhjeve duke importuar xehe dhe metal, përfshirë nga Rusia.
Më poshtë është përllogaritja e kostove për organizimin e një dyqani derdhjeje për modelet e gazifikuara, të përpiluara në bazë të rekomandimeve të specialistëve të Institutit FTIMS.
4.1.3 Kostoja e organizimit të një fonderie LGM
Një punëtori e tillë lejon hedhjen e çdo pjese, pesha maksimale e pjesës së derdhur është e kufizuar vetëm nga vëllimi i furrave dhe dërrasave, trashësia e murit nuk është e kufizuar, për shembull, prodhimi i makinerive shumëtonëshe. Cilësia e sipërfaqes sigurohet nga bojëra zjarrduruese nga materiale jo të mangëta.
Masa e metalit të lëngshëm të kërkuar, për shembull, për të marrë 2,500 ton në vit derdhje, korrespondon me treguesin për teknologjitë tradicionale të derdhjes (në rastin e LGM, rendimenti është më i lartë me 10-20%), prandaj:
¦ koeficienti i derdhjeve të përshtatshme - 0.96,
¦ rreth 1 pjesë e pjesës së prodhuar humbet nga sprutat, fitimet dhe mbetjet në lugë,
¦ vëllimi i prodhimit 5000 ton/vit, përkatësisht 416.7 ton/muaj; 17.4 ton/ditë, duke përfshirë mbetjet e veta metalike të kthyeshme, të rishkrirë.
Për pjesët që peshojnë nga 0,2 deri në 20 kilogramë, përdoren furra të tipit IST-0,5, me dy kanaçe, kur punoni të paktën 2 ndërrime në ditë. Produktiviteti i ndërrimit të një furre të tillë është mesatarisht 3,5-4,0 ton / ndërrim - 7-8 ton / ditë. Numri minimal i furrave do të jetë 3 copë.
Teknologjia LGM supozon praninë e të paktën 2 seksioneve / seminareve:
¦ model, i cili mund të vendoset në katin e dytë, pasi dendësia e modeleve është rreth 26 kg/cu. m,
¦ derdhja dhe derdhja.
Faqja e modelit ka fusha:
¦ shkumëzimi paraprak dhe ruajtja e polistirenit të zgjeruar;
¦ montimi dhe fryrja e kallëpeve;
¦ kallëpe për sinterim;
¦ ruajtja dhe montimi i modeleve në "shkurre";
¦ lyerje dhe tharje modelesh dhe "shkurresh";
¦ ruajtja e modeleve të gatshme për mbushje.
Seksioni i derdhjes dhe derdhjes duhet të ketë seksionet e mëposhtme:
¦ montimi dhe derdhja e modeleve në kontejnerë,
¦ mbush,
¦ ftohje,
¦ heqja e pjesëve nga kontejnerët dhe derdhja e rërës,
¦ ruajtja, përgatitja dhe rigjenerimi i rërës shkritore,
¦ neutralizimi i gazeve dhe pluhurit,
¦ prerja, pastrimi dhe ruajtja e derdhjeve,
¦ përgatitja dhe ruajtja e tarifës,
¦ platformat e furrës,
¦ sistemet e qarkullimit të ujit (nëse është e nevojshme)
5 . Aanalizadyteknologjive
Dokumente të ngjashme
Karakteristikat teknike të makinës KAMAZ-6522. Rregullat për çmontimin dhe montimin e një motori makine; zbulim defekte të mundshme dhe mënyrat për t'i eliminuar ato. të ftohtë dhe vrapim i nxehtë motorri. Njohja me teknologjinë e rivendosjes së kokës së cilindrit.
prezantim, shtuar 09/02/2014
Përshkrimi i mekanizmit dhe specifikimet Motori ZMZ 4063. Procedura për kryerjen e veprimeve të çmontimit-montimit të bllokut të cilindrit dhe kokës së bllokut. Procesi teknologjik i riparimit të kokës dhe bllokut të cilindrit të motorit. Diagnostifikimi i motorit.
tezë, shtuar 07/12/2012
Përshkrimi i veçorive të projektimit të bllokut të cilindrit të motorit VAZ-2112, llojet e konsumit dhe defektet kryesore. Operacione teknologjike për restaurimin e vrimave dhe predhave në bllokun e cilindrit me përbërje ngjitëse. Restaurimi i fijeve në vrimat e bllokut.
punim afatshkurtër, shtuar 07/08/2014
dukuritë fizike, duke shkaktuar shfaqjen e llojeve kryesore të konsumimit të sipërfaqeve të punës të bllokut të cilindrit. Defektet kryesore të bllokut të cilindrit të motorit ZMZ-24D. Restaurimi i çarjeve me saldim me hark argon, vrima dhe guaska me kompozime ngjitëse.
punim afatshkurtër, shtuar 07/03/2011
Studimi i thelbit të ciklit të punës. Karakteristikë e alternimit të ciklit në motorët ZIL-130 dhe ZMZ-24. Përshkrimi i rregullimit të bllokut të cilindrit të motorit KamAZ dhe mekanizmave për mbylljen e veshjeve të cilindrave kundër rrjedhjes së lëngjeve dhe gazeve. Pajisja me termostat ZIL-130.
test, shtuar 05/31/2010
Karakteristikat e projektimit kokat e cilindrit në një makinë. Karakteristikat teknologjike dhe vetitë e lidhjeve D20 dhe D21. Heqja dhe instalimi i kokës së cilindrit në një makinë VAZ. Çmontim, montim, inspektim gjendje teknike, detaje riparimi.
punim afatshkurtër, shtuar 11/10/2010
Teknologjitë e përdorura për riparimin e cilindrave dhe veshjeve motorët e automobilave. Veçori dhe veçoritë teknologjike Honing me majë të sheshtë si përfundimi përfundimtar gjatë përpunimit të cilindrave të motorit duke përdorur mjete speciale.
test, shtuar 03/05/2015
Kushtet e funksionimit të pjesës dhe një listë e defekteve të mundshme. Arsyetimi i rrugës së rikuperimit dhe zhvillimi i hartës. Llogaritja e mënyrave të ekzekutimit të operacioneve teknologjike. Vlerësimi i mirëmbajtjes së pjesës dhe treguesve tekniko-ekonomikë të teknologjisë së zhvilluar.
punim afatshkurtër, shtuar 27.06.2011
Llogaritja termike e motorit, vëllimet karakteristike të cilindrit. Parametrat e gjendjes së gazit më parë valvulat e marrjes. Treguesit e motorit. Përcaktimi i masave të pjesëve lëvizëse të mekanizmit të fiksimit. Karakteristikë e ngarkesës së motorit.
punim afatshkurtër, shtuar 01/07/2014
Kinematika dhe dinamika e motorit me djegie të brendshme, duke sjellë masat e pjesëve të mekanizmit të fiksimit. Llogaritja e pistonit, unazës dhe gishtit të një motori me benzinë. Dizajni i kokës së pistonit të shufrës lidhëse të një motori benzine. Llogaritja e mëngës dhe kunjit të kokës së cilindrit të motorit me djegie të brendshme.
1.1 Përshkrimi i pjesës
1.2 Analiza e kushteve të punës
1.4.1 Gize gri
1.4.2 Lidhjet e aluminit
2. Teknologjia e prodhimit
2.2.1 Nxjerrja e boksitit
2.2.3. Bazat e elektrolizës së shkrirjeve të kriolitit-aluminit
2.3 Derdhja e rërës
3.1 Plakja dhe forcimi
4. Përpunimi
4.1 Vendosja e pikave bazë
Konkluzioni për punën e bërë
1. Analiza e pjesës së projektuar dhe kushteve të saj të punës
1.1 Përshkrimi i pjesës
Blloku i cilindrit është një pjesë e derdhur që shërben si bazë për një motor me djegie të brendshme. Koka e bllokut është ngjitur në pjesën e sipërme të tij, pjesa e poshtme është pjesë e karterit, ka sipërfaqe mbajtëse për instalimin e boshtit të gungës.
Blloku i cilindrit (ose karteri) merr ngarkesa nga pjesët rrotulluese dhe lëvizëse përkthimore. Motorët më të zakonshëm me katër cilindra në linjë zakonisht kanë një bllok të derdhur nga hekuri gri, më rrallë alumini, blloku është paraqitur në figurën 1. Në këtë rast, veshjet e cilindrave derdhen në një pjesë me bllokun, duke formuar një xhaketë ftohëse midis veshjeve dhe mureve të jashtme. Blloku i cilindrit ka vrima në pjesën e poshtme - të ashtuquajturat. shtretër për predha mbajtëse të boshtit të gungës. Shtretërit përpunohen në pajisje speciale me saktësi të lartë.
Vetë cilindrat mund të jenë pjesë e një derdhjeje (blloku pa mëngë), ose mund të kenë veshje të veçanta të zëvendësueshme, të cilat mund të jenë "të lagura" ose "të thata", kjo tregohet në mënyrë skematike në Figurën 2.
Mëngët e thata më së shpeshti shtypen në trupin e bllokut, dhe mëngët e lagura mbyllen gjithashtu me unaza të bëra nga materiale të ndryshme si goma ose bakri. Heqja e nxehtësisë përmes mëngëve në ftohës varet nga vetitë e materialit të mëngës dhe trashësia e tij (sa më e lartë të jetë përçueshmëria termike e materialit dhe sa më të holla të jenë muret e mëngës, aq më mirë shpërndarja e nxehtësisë).
Përdorimi i cilindrave të rreshtuar, nga njëra anë, rrit paksa koston e motorit dhe komplikon montimin e tij, por nga ana tjetër, thjeshton riparimin e bllokut, pasi në këtë rast mjafton të zëvendësohen astarët dhe grup pistoni.
Në të njëjtën kohë, për blloqet pa mëngë, kur pasqyra e cilindrit është e veshur, ajo duhet të mërzitet dhe të mprehet, gjë që e ndërlikon ndjeshëm riparimin, pasi kërkohet çmontimi pothuajse i plotë i motorit. Për më tepër, kërkesa shumë të larta bëhen për cilësinë e materialit dhe teknologjinë e derdhjes për blloqet pa predha.
Figura 2 - Paraqitja skematike e seksionit të blloqeve të ndryshme
Rreth çdo cilindri bëhen vrima me fileto për bulonat e kokës si në figurën 3. Vrimat e filetuara nuk lidhen drejtpërdrejt me mëngën (gjë që zvogëlon deformimin e mëngës kur shtrëngohen bulonat e kokës. Një deformim i lehtë i mëngëve gjatë shtrëngimit ende shfaqet, por zakonisht nuk kalon 0,010-0,015 mm, megjithëse mund të rritet ndjeshëm nëse bulonat e kokës shtrëngohen shumë.
Figura 3 - Vrima për bulonat e kokës së cilindrit: 1 - brazdë; 2 - deformim në mungesë të një zakoni
Sipërfaqet e punës të cilindrave dhe astarve, të cilat quhen pasqyra e cilindrit, janë të përpunuara me saktësi të lartë dhe kanë një pastërti shumë të lartë. Ndonjëherë një mikroreliev i veçantë aplikohet në pasqyrën e cilindrit, lartësia e të cilit është fraksione mikrometrash. Një sipërfaqe e tillë ruan mirë vajin dhe ndihmon në uljen e fërkimit të sipërfaqes anësore të pistonit dhe unazave në pasqyrën e cilindrit.
Pasqyra e cilindrit Pasqyra e cilindrit është në kontakt të vazhdueshëm me pistonin dhe lubrifikohet nga vaji i motorit, i cili spërkatet nga elementët rrotullues të mekanizmit të fiksimit. Vetitë e larta teknologjike të metalit dhe cilësia e përpunimit të tij përcaktojnë rezistencën e kërkuar të sipërfaqes.
Xhaketa ftohëse Xhaketa ftohëse është projektuar për të hequr nxehtësinë nga muret e cilindrit dhe nga koka e motorit. Qëllimi i një sistemi të ftohjes së ujit të motorit nuk është vetëm heqja e nxehtësisë nga muret e cilindrit, por edhe ruajtja e temperaturës së funksionimit të projektuar.
Strehimi i boshtit të gungës Në kaviljen e bllokut të cilindrit ka vende për fiksimin e elementeve të tillë si gjeneratori, kompresori i ajrit të kondicionuar, kllapat e montimit, pompa e drejtimit të drejtimit, etj. Strehimi i boshtit me gunga mund të derdhet me bllokun e cilindrit në një strehë të vetme , ose mund të ngjitet në të me bulona. Një tigan vaji është ngjitur në pjesën e poshtme të karterit të bllokut, i cili është krijuar për të ruajtur vajin e motorit. Paleta është bërë zakonisht prej çeliku ose aliazh alumini.
1.2 Analiza e kushteve të punës
Cilindri i motorit është krijuar për të drejtuar lëvizjen reciproke të pistonit, thithjen e energjisë së lëshuar gjatë djegies së karburantit, thithjen dhe largimin e nxehtësisë nga dhoma e djegies në ftohës, si dhe për të lidhur boshtin e gungës në këtë fund, kanalet për lubrifikimin dhe ftohja bëhen në bllokun e cilindrit. Shtretërit për fiksimin e boshtit të gungës bëhen në kaviljen e bllokut të cilindrit. Nga kjo rrjedh se kartera e bllokut i nënshtrohet:
· Ndikimi i presionit të gazeve;
· Forcat e ndikimit të gazeve që perceptohen nga lidhjet e gdhendura të një koke të bllokut të cilindrave dhe kushinetave të një boshti me gunga;
forcat e brendshme të inercisë (forcat e përkuljes), të cilat janë rezultat i forcave të inercisë gjatë rrotullimit dhe lëkundjes;
forcat e brendshme të rrotullimit (forcat përdredhëse) ndërmjet cilindrave individualë;
Çift rrotullimi i boshtit të gungës dhe, si rezultat, forcat e reagimit të motorit montohen;
forcat e lira dhe momentet e inercisë, si rezultat i forcave të inercisë gjatë dridhjeve, të cilat perceptohen nga montimet e motorit;
· Forcat anësore të fërkimit që lindin nga lëvizja e pistonit;
· Ngarkesat e lakimit nga forcat e presionit të gazit dhe forcat e inercisë të transmetuara përmes shufrave lidhës nga pistonët, nga boshti me gunga, ngarkesat transferohen në kushinetat kryesore të boshtit të gungës dhe përkulin bllokun;
Fërkimi me elementët e pistonit (shkakton konsum mekanik);
Temperatura e lartë (shkakton djegie dhe gërryerje të metalit) Në rast se blloku i cilindrit është prej aliazh alumini, pasqyra e cilindrit bëhet në një futje të veçantë prej gize (mëngë);
Deformimi elastik i bllokut ose boshtit çon në lakimin e boshteve të shtretërve dhe qafës së boshtit të gungës. Në këtë rast, veshja shfaqet, e pabarabartë përgjatë gjerësisë së qafës;
Ngarkesa e transmetuar nga rreshtat në shtrat, me lakim periodik të akseve, çon në konsumimin e vetë sipërfaqeve të shtretërve (kjo situatë është tipike, për shembull, për kushinetat lidhëse të shufrave të boshteve të gjata me një numër të vogël mbështetësish ( për shembull, një bosht me katër mbajtës të një motori me gjashtë cilindra në linjë);
1.3 Përpilimi i kërkesave për detaje
Pas analizimit të kushteve të funksionimit të karterit, në paragrafin e mëparshëm, është e mundur të parashtrohen kërkesa për vetitë e bllokut të cilindrit të një motori me djegie të brendshme, përkatësisht:
Ngurtësia është e lartë karakteristikë e rëndësishme bllok, i cili përcakton deformimin elastik të bllokut nën veprimin e forcave të ndryshme. Gjatë funksionimit të motorit, boshti me gunga përjeton ngarkesa përkulëse nga forcat e presionit të gazit dhe forcat e inercisë të transmetuara përmes shufrave lidhëse nga pistonët. Nga boshti me gunga, ngarkesat transferohen në kushinetat kryesore të boshtit të gungës dhe përkulin bllokun. Me ngurtësi të pamjaftueshme, kjo mund të çojë në konsumim të përshpejtuar të kushinetave dhe dështim të motorit. Ngurtësia e përkuljes së bllokut zakonisht rritet me rritjen e distancës nga rrafshi kryesor ndarës i mbajtësit në rrafshin e poshtëm ndarës të bllokut dhe enës së vajit siç tregohet në figurën 4, si dhe me rritjen e gjerësisë së bllokut, trashësisë së murit. Kjo është veçanërisht e rëndësishme për motorët me shumë cilindra në linjë (me 5-6 cilindra).
Figura 4 - Rritja e ngurtësisë së karterit (a) duke rritur madhësinë H (b)
· rreshtimi i hapjeve të të gjithë shtretërve të bllokut;
e njëjta madhësi (diametër) e të gjithë shtretërve (me përjashtim të modeleve speciale);
pinguliteti i akseve të shtretërve dhe cilindrave;
Paralelizmi i boshteve të shtretërve të ndihmës dhe bosht me gunga(nëse janë të instaluara në bllok) boshtet e shtretërve të boshtit të gungës;
· Praktika tregon se të gjitha devijimet nga pinguliteti dhe paralelizmi nuk duhet të kalojnë gjysmën e hapësirës së punës të pjesëve. Me një hendek prej 0,04 + 0,06 mm, kjo nuk është më shumë se 0,02 + 0,03 mm.
1.4 Materialet për prodhim
Karteri është një nga pjesët më të rënda të të gjithë makinës. Dhe zë vendin më kritik për dinamikën e drejtimit: vendin mbi boshtin e përparmë. Prandaj, pikërisht këtu bëhen përpjekje për të shfrytëzuar plotësisht potencialin për reduktim masiv. Gize gri, e cila është përdorur si material karter për dekada, po zëvendësohet gjithnjë e më shumë në motorët me benzinë dhe naftë nga lidhjet e aluminit. Kjo lejon që të arrihet një reduktim i ndjeshëm i peshës. Por, avantazhi në masë nuk është i vetmi ndryshim, që zhvillohet gjatë përpunimit dhe aplikimit të një materiali tjetër. Akustika, vetitë kundër korrozionit, kërkesat e përpunimit të prodhimit dhe vëllimet e shërbimit po ndryshojnë gjithashtu.
1.4.1 Gize gri
Gize është një aliazh hekuri me më shumë se 2% karbon dhe më shumë se 1,5% silic. Gize gri përmban karbon të tepërt në formën e grafitit. Për karterat e bllokut të motorëve me naftë është përdorur dhe përdoret gize me grafit lamelar, i cili e ka marrë emrin nga vendndodhja e grafitit në të. Përbërës të tjerë të aliazhit janë mangani, squfuri dhe fosfori në sasi shumë të vogla. Që në fillim, gize u propozua si një material për karterat e bllokut të motorëve serialë, pasi ky material nuk është i shtrenjtë, ai thjesht përpunohet dhe ka vetitë e nevojshme. Lidhjet e lehta nuk mund t'i plotësonin këto kërkesa për një kohë të gjatë. Prodhuesit e automjeteve përdorin gize grafit për motorët e tyre për shkak të vetive të tij veçanërisht të favorshme. Gjegjësisht:
Përçueshmëri e mirë termike
· veti të mira të forcës;
përpunim i thjeshtë;
· veti të mira derdhjeje;
amortizimi shumë i mirë.
Amortizimi i jashtëzakonshëm është një nga shenjat dalluese të gizës së grafitit. Do të thotë aftësia për të perceptuar dridhjet dhe për t'i lagur ato për shkak të fërkimit të brendshëm. Për shkak të kësaj, dridhjet dhe karakteristikat akustike të motorit janë përmirësuar ndjeshëm. Karakteristikat e mira, forca dhe përpunimi i lehtë e bëjnë karterin prej gize të hirtë konkurruese sot. Për shkak të forcës së tyre të lartë, motorët me benzinë M dhe motorët me naftë prodhohen ende sot me kartera prej gize gri. Kërkesat në rritje për masën e motorit në një makinë pasagjerësh në të ardhmen do të jenë në gjendje të plotësojnë vetëm lidhjet e lehta.
1.4.2 Lidhjet e aluminit
Karterat e aliazhit të aluminit janë ende relativisht të reja vetëm për motorët me naftë. Dendësia e lidhjeve të aluminit është rreth një e treta në krahasim me gize gri. Megjithatë, kjo nuk do të thotë se përparësia në masë ka të njëjtin raport, sepse për shkak të forcës më të ulët, një karter i tillë blloku duhet të bëhet më masiv. Vetitë e tjera të lidhjeve të aluminit:
Përçueshmëri e mirë termike
rezistencë e mirë kimike;
Karakteristikat e mira të forcës
përpunimi i thjeshtë.
Alumini i pastër nuk është i përshtatshëm për derdhjen e karterit, sepse nuk ka veti mjaft të mira të forcës. Në kontrast me gize gri, përbërësit kryesorë të lidhjes shtohen këtu në sasi relativisht të mëdha.
Lidhjet ndahen në katër grupe, në varësi të aditivit aliazh mbizotërues. Këto aditivë:
silikon (Si);
bakër (Cu);
magnez (Md);
Zinku (Zn).
Për karterat e bllokut të aluminit, aliazhet AlSi përdoren ekskluzivisht. Ato përmirësohen me shtesa të vogla të bakrit ose magnezit. Siliconi ka një efekt pozitiv në forcën e aliazhit. Nëse komponenti është më shumë se 12%, atëherë një fortësi shumë e lartë e sipërfaqes mund të merret me përpunim special, megjithëse prerja do të jetë e ndërlikuar. Në rajonin prej 12%, ndodhin veti të jashtëzakonshme derdhjeje. Shtimi i bakrit (2-4%) mund të përmirësojë vetitë e derdhjes së aliazhit nëse përmbajtja e silikonit është më pak se 12%. Një shtim i vogël i magnezit (0,2-0,5%) rrit ndjeshëm vlerat e forcës. Për motorët me benzinë dhe naftë, përdoret aliazh alumini AISi7MgCuO.5. Siç mund të shihet nga emërtimi AISi7MgCuO.5, kjo aliazh përmban 7% silic dhe 0,5% bakër. Ka forcë të lartë dinamike. Veti të tjera pozitive janë vetitë e mira të derdhjes dhe duktiliteti. Vërtetë, nuk lejon të arrihet një sipërfaqe mjaftueshëm rezistente ndaj konsumit, e cila është e nevojshme për pasqyrën e cilindrit. Prandaj, karterët e bërë nga AISI7MgCuO,5 do të duhet të bëhen me astar cilindrash.
Studiuesit progresivë po mendojnë të përdorin një material edhe më të lehtë - aliazh magnezi. U ndërtuan motorë prototip, në të cilët u instaluan veshjet e cilindrave metalikë në blloqe plastike të lehta, megjithëse këta motorë doli të ishin jashtëzakonisht të zhurmshëm.
1.4.3 Të dhëna tabelare për materialet
Më poshtë do të jap një krahasim tabelor të 2 klasave të gize (SCH25 dhe SCH35), 2 klasave të aluminit (AL2 dhe AL4) dhe një klasë të aliazhit të manganit (ML4) nga të cilat mund të bëhen derdhjet e karterit.
Tabela 1 - Klasifikimi
| Materiali | Emri | Aplikimi i materialeve |
| MF25 | Gize gri | për prodhimin e kallëpeve |
| MF35 | Gize gri | për prodhimin e kallëpeve |
| AL2 | Aliazh i derdhjes së aluminit | për prodhimin e pjesëve me ngarkesë të ulët; aliazh është shumë rezistent |
| AL4 | Aliazh i derdhjes së aluminit | për prodhimin e pjesëve me ngarkesë të mesme dhe të rëndë; aliazh është shumë rezistent |
| ML4 | Aliazh i derdhjes së magnezit | pjesë të motorëve dhe njësive të tjera që funksionojnë në kushte të rezistencës së lartë ndaj korrozionit, ngarkesave statike dhe dinamike; kufiri i temperaturës së funksionimit: 150°C - afatgjatë, 250°C - afatshkurtër |
Tabela 2 - Përbërja kimike në % e materialit SCH25 dhe SCH35
Tabela 3 - Përbërja kimike në % e materialit AL2
Tabela 5 - Përbërja kimike në % e materialit ML4
| Fe | Si | Mn | Ni | Al | Cu | Zr | Bëhuni | mg | Zn | papastërtitë |
| deri në 0.06 | deri në 0.25 | 0.15 - 0.5 | deri në 0.01 | 5 - 7 | deri në 0.1 | deri në 0.002 | deri në 0.002 | 88.4 - 92.85 | 2 - 3.5 | tjetër 0.1; gjithsej 0.5 |
Tabela 6 - Vetitë mekanike në T=20 o C
| S në | S T | 5 | Fortësia e Brinelit |
|
| MPa | MPa | % | MPa | |
| MF25 | 250 | HB 10 -1 = 156 - 260 | ||
| MF35 | 350 | HB 10 -1 = 179 - 290 | ||
| AL2 | 160-170 | 80-90 | 5 | HB 10 -1 = 55 |
| AL2 | 190 | 120 | 1.8 | |
| AL4 | 260 | 200 | 4 | HB 10 -1 = 70 |
| AL4 | 290 | 160 | 2 | |
| ML4 | 250-255 | 85-115 | 6-9 | HB 10 -1 = 50 - 75 |
Tabela 7 - Vetitë fizike të materialit SCH25 dhe SCH 35
Tabela 8 - Vetitë fizike të materialit AL2 dhe AL4
Tabela 9 - Vetitë fizike të materialit ML4
Emërtimet:
HB - Fortësia e Brinelit, [MPa]
T - Temperatura në të cilën janë marrë këto veti, [deg]
E - Moduli i elasticitetit të llojit të parë, [MPa]
a - Koeficienti i zgjerimit termik (linear) (varg 20 o - T),
l - Koeficienti i përçueshmërisë termike (kapaciteti i nxehtësisë së materialit), [W/(m deg)]
r - Dendësia e materialit, [kg / m 3]
C - Kapaciteti specifik termik i materialit (varg 20 o - T), [J / (kg deg)]
R - Rezistenca elektrike, [Ohm m]
Përfundim: Për karterin tim prej alumini, do të përdor vetëm lidhjet AlSi, përkatësisht AL4. Ato përmirësohen me shtesa të vogla të bakrit ose magnezit. Siliconi ka një efekt pozitiv në forcën e aliazhit. Nëse komponenti është më shumë se 12%, atëherë një fortësi shumë e lartë e sipërfaqes mund të merret me përpunim special, megjithëse prerja do të jetë e ndërlikuar. Në rajonin prej 12%, ndodhin veti të jashtëzakonshme derdhjeje. Shtimi i bakrit (2-4%) mund të përmirësojë vetitë e derdhjes së aliazhit nëse përmbajtja e silikonit është më pak se 12%. Një shtim i vogël i magnezit (0,2-0,5%) rrit ndjeshëm vlerat e forcës dinamike. Veti të tjera pozitive janë vetitë e mira të derdhjes dhe duktiliteti. Vërtetë, nuk lejon të arrihet një sipërfaqe mjaftueshëm rezistente ndaj konsumit, e cila është e nevojshme për pasqyrën e cilindrit. Prandaj, karterat e bllokut nga AL4 do të duhet të bëhen me veshje cilindrash.
2. Teknologjia e prodhimit
2.1 Skema teknologjike e prodhimit

2.2 Përshkrimi i çdo hapi teknologjik
2.2.1 Nxjerrja e boksitit
Vetëm shkëmbinjtë e pasur me alumin (Al 2 O 3) dhe të shtrirë në masa të mëdha në sipërfaqen e tokës mund të shërbejnë si xehe alumini. Këta shkëmbinj përfshijnë boksitet, nefelinat - (Na, K) 2 OּAl 2 O 3 ּ2SiO 2, alunitet - (Na, K) 2 SO 4 ּAl 2 (SO 4) 3 ּ4Al (OH) 3 dhe kaolinat (argjilat), spar. (ortoklas) - K 2 OּAl 2 O 3 ּ6SiO 2.
Xeherori kryesor për prodhimin e aluminit është boksiti. Boksiti është minerali më i rëndësishëm i aluminit. Boksiti përbën pjesën më të madhe të prodhimit të aluminit në botë. Boksiti është një shkëmb kompleks, alumini në të cilin është në formën e hidroksideve të diasporës dhe boehmitit (oksidet monohidrate), gibsitit ose hidrorgilitit (oksidi trihidrat). Së bashku me hidroksidet, një pjesë e aluminit mund të gjendet në boksite në formën e korundit, kaolinitit dhe mineraleve të tjera.
Alumini përmbahet në to në formën e hidroksideve Al (OH), AlOOH, korundit Al 2 O 3 dhe kaolinitit Al 2 O 3 ּ2SiO 2 ּ2H 2 O. Përbërja kimike e boksiteve është komplekse: 28-70% alumin; 0,5-20% silicë; 2-50% oksid hekuri; 0,1-10% oksid titani. Kohët e fundit, nefelinat dhe alunitet janë përdorur si xehe. Nefelina (KּNa 2 OּAl 2 O 3 ּ2SiO 2) është pjesë e shkëmbinjve apatit-nefelinë (në gadishullin Kola).
Më e rëndësishmja është depozitimi i boksitit Severouralsk në rajonin e Sverdlovsk. Boksitet Severouralsk - diaspore-boehmite dhe diaspore; pjesa më e madhe e tyre karakterizohet nga një përmbajtje e lartë e A1 2 O 3 (52-54%) dhe një përmbajtje e ulët e silicës (3-5%); përmbajtja e Fe 2 O 3 në këto boksite është 21-28%. Boksiti nxirret nën tokë (miniera) nga thellësia deri në 700 m Përmbajtja e monoksidit të karbonit (IV) -COa në boksitin e minuar (2,5-3,5%) dhe squfurit (rreth 1%) është e lartë, gjë që ul cilësinë e tyre. . Disa nga depozitat ndodhen në zona që janë të vështira për t'u zhvilluar dhe janë të papërshtatshme për miniera më efikase në gropa.
Një numër depozitimesh boksiti të llojit boehmit-diaspore janë zbuluar në Uralet Jugore në rajonin Chelyabinsk dhe rajonin e Bashkir. Boksitet e Uralit të Jugut karakterizohen nga një përmbajtje e lartë e silicës dhe monoksidit të karbonit (IV), si dhe nga fortësia e lartë. Ato janë minuar edhe nën tokë. Boksitet e minuara përmbajnë mesatarisht % (në peshë): А1 2 O 3 50-53; SiO 2 5-10 dhe Fe 2 O 3 21-22.
2.2.2 Marrja e aluminit nga xehet
Alumini fitohet në tre mënyra: alkaline, acide dhe elektrolitike. Më e zakonshme është metoda alkaline (metoda e K. I. Bayer, e zhvilluar në Rusi në fund të shekullit të kaluar dhe e përdorur për përpunimin e boksitit të cilësisë së lartë me një sasi të vogël (deri në 5-6%) silicë). Që atëherë, performanca e tij teknike është përmirësuar ndjeshëm. Skema për prodhimin e aluminit me metodën Bayer është paraqitur në Figurën 5.
Figura 5 - Skema e prodhimit të aluminit me metodën Bayer
Thelbi i metodës qëndron në faktin se tretësirat e aluminit dekompozohen shpejt kur hidroksidi i aluminit futet në to, dhe zgjidhja e mbetur nga dekompozimi pas avullimit të saj në kushte të përzierjes intensive në 169-170 ° C mund të shpërndajë përsëri aluminin e përmbajtur në boksite. Kjo metodë përbëhet nga operacionet kryesore të mëposhtme:
1). Përgatitja e boksitit, që konsiston në shtypjen dhe bluarjen e tij në mullinj; mullinjtë furnizohen me boksit, alkali kaustik dhe një sasi të vogël gëlqereje, e cila përmirëson çlirimin e Al 2 O 3; pulpa që rezulton ushqehet për shpëlarje;
2). Shpëlarja e boksitit (kohët e fundit, blloqet e autoklavës në formë të rrumbullakët të përdorur deri më tani janë zëvendësuar pjesërisht nga autoklava tubulare, në të cilat shpëlarja ndodh në temperaturat 230-250 ° C (500-520 K), që konsiston në dekompozimin e tij kimik nga ndërveprimi me një zgjidhje ujore e alkalit; Hidratet e oksidit të aluminit, kur bashkëveprojnë me alkalin, hyjnë në tretësirë në formën e aluminatit të natriumit:
AlOOH+NaOH→NaAlO 2 +H 2 O
Al(OH) 3 +NaOH→NaAlO2 +2H2O;
SiO2 +2NaOH→Na2SiO3 +H2O;
në tretësirë, aluminati i natriumit dhe silikati i natriumit formojnë një aluminosilikat natriumi të patretshëm; oksidet e titanit dhe hekurit kalojnë në mbetjen e patretshme, duke i dhënë mbetjes një ngjyrë të kuqe; kjo mbetje quhet baltë e kuqe. Pas përfundimit të tretjes, aluminati i natriumit që rezulton hollohet me një tretësirë ujore të alkalit duke ulur temperaturën me 100°C;
3). Ndarja e tretësirës së aluminit nga balta e kuqe, zakonisht kryhet duke larë në trashës të veçantë; si rezultat i kësaj, balta e kuqe vendoset dhe tretësira e aluminit kullohet dhe më pas filtrohet (sqarohet). Në sasi të kufizuara, llumi përdoret, për shembull, si një shtesë në çimento. Në varësi të shkallës së boksitit, përftohet 0,6-1,0 ton baltë e kuqe (mbetje e thatë) për 1 ton alumin;
4). Zbërthimi i tretësirës së aluminit. Filtrohet dhe derdhet në enë të mëdha me trazues (dekompozues). Hidroksidi i aluminit Al(OH) 3 nxirret nga një tretësirë e mbingopur pas ftohjes në 60°C (330 K) dhe përzierjes së vazhdueshme. Meqenëse ky proces vazhdon ngadalë dhe në mënyrë të pabarabartë, dhe formimi dhe rritja e kristaleve të hidroksidit të aluminit kanë një rëndësi të madhe në përpunimin e tij të mëtejshëm, një sasi e madhe hidroksidi i ngurtë shtohet në dekompozuesit - farat:
Na 2 OּAl 2 O 3 +4H 2 O→Al(OH) 3 +2NaOH;
5). Përcaktimi i hidroksidit të aluminit dhe klasifikimi i tij; kjo ndodh në hidrociklone dhe filtra vakum, ku një precipitat që përmban 50-60% grimca Al(OH) ndahet nga tretësira e aluminit. Një pjesë e konsiderueshme e hidroksidit kthehet në procesin e dekompozimit si material farë, i cili mbetet në qarkullim në sasi të pandryshuara. Mbetja pas larjes me ujë shkon në kalcinim; filtrati gjithashtu kthehet në qarkullim (pas koncentrimit në avullues - për shpëlarje të boksiteve të rinj);
6). Dehidratimi i hidroksidit të aluminit (kalcinimi); është operacioni përfundimtar i prodhimit të aluminit; realizohet në furra rrotulluese me tuba, e së fundmi edhe në furra me lëvizje turbulente të materialit në temperaturë 1150-1300 rreth C; hidroksid i papërpunuar i aluminit, që kalon nëpër një furrë rrotulluese, i tharë dhe i dehidratuar; kur nxehet, transformimet strukturore të mëposhtme ndodhin në mënyrë sekuenciale:
Al(OH) 3 →AlOOH→ γ-Al 2 O 3 → α-Al 2 O 3
Alumini përfundimtar i kalcinuar përmban 30-50% α-Al 2 O 3 (korund), pjesa tjetër është γ-Al 2 O 3 . Kjo metodë nxjerr 85-87% të gjithë aluminit të prodhuar. Oksidi i aluminit që rezulton është një përbërje kimike e fortë me një pikë shkrirjeje prej 2050 o C.
2.2.3 Bazat e elektrolizës së shkrirjeve të kriolit-aluminit
Elektroliza e shkrirjeve të kriolit-aluminit është metoda kryesore për përftimin e aluminit, megjithëse disa lidhje alumini fitohen me metodën elektrotermale.
Elektrolizatorët e parë industrialë ishin për rryma deri në 0,6 kA dhe gjatë 100 viteve të ardhshme u rrit në 300 kA. Megjithatë, kjo nuk solli ndryshime të rëndësishme në bazat e procesit të prodhimit.
Skema e përgjithshme e prodhimit të aluminit është paraqitur në figurën 5. Njësia kryesore është qeliza elektrolitike. Elektroliti është një shkrirje krioliti me një tepricë të lehtë të fluorit të aluminit, në të cilin alumini është tretur. Procesi kryhet në përqendrime të ndryshueshme të aluminit nga rreth 1 deri në 8% (peshë). Nga lart, një anodë karboni ulet në banjë, pjesërisht e zhytur në elektrolit. Ekzistojnë dy lloje kryesore të anodave sakrifikuese: të vetëpjekura dhe të parapjekura. Të parët përdorin nxehtësinë e elektrolizës për pjekjen e masës së anodës, e cila përbëhet nga një përzierje e koksit mbushës dhe një lidhësi, katrani. Anodat e pjekura janë një përzierje e para-pjekur e koksit dhe lidhësit të katranit.
Figura 6 - Skema e prodhimit të aluminit nga alumini.
Alumini i shkrirë në temperaturën e elektrolizës (950–960°C) është më i rëndë se elektroliti dhe ndodhet në fund të elektrolizuesit. Shkrirjet e kriolit-aluminit janë shumë agresive, të cilave mund t'i rezistojnë karbonat dhe disa materiale të reja. Prej tyre është bërë rreshtimi i brendshëm i elektrolizerit.
Për konvertim rrymë alternative Në fabrikat moderne, ndreqësit gjysmëpërçues me një tension prej 850 V dhe një faktor konvertimi prej 98.5% përdoren në një rrymë konstante në fabrikat moderne, të instaluar në një nënstacion konvertues silikoni (CPP). Një njësi ndreqës jep një rrymë deri në 63 kA. Numri i njësive të tilla varet nga forca aktuale e kërkuar, pasi ato janë të gjitha të lidhura paralelisht.
Procesi që zhvillohet në elektrolizer konsiston në dekompozimin elektrolitik të aluminit të tretur në elektrolit. Alumini lëshohet në një katodë të lëngshme alumini, e cila derdhet periodikisht duke përdorur një lugë vakum dhe dërgohet në departamentin e shkritores për derdhje ose një mikser, ku, në varësi të qëllimit të mëtejshëm të metalit, aliazhet me silikon, magnez, mangan, bakër. përgatiten ose kryhet rafinimi. Në anodë, karboni oksidohet nga oksigjeni i lëshuar. Gazi i anodës së shkarkimit është një përzierje e CO 2 dhe CO.
Elektrolizatorët zakonisht janë të pajisur me streha që largojnë gazrat e shkarkimit dhe një sistem pastrimi. Kjo zvogëlon lëshimin e substancave të dëmshme në atmosferë. Procesi teknologjik kërkon që streha të mbyllet hermetikisht për të siguruar thithjen e gazit në kolektor duke përdorur ventilatorë. Gazrat e hequr nga elektrolizuesit dominohen nga dioksidi i karbonit (shumica e monoksidit të karbonit digjet më pas ose sipër elektrolitit ose në djegës të veçantë pas ziles së grumbullimit të gazit), azoti, oksigjeni, fluoridet e gazta dhe të ngurta dhe grimcat e pluhurit të aluminit. Për heqjen e tyre dhe kthimin në proces përdoren skema të ndryshme teknologjike.
Elektrolizatorët modernë janë të pajisur me një sistem automatik furnizimi me alumin (AAF) me një periudhë ngarkimi 10-30 min.
Reagimi i përgjithshëm që ndodh në elektrolizer mund të përfaqësohet nga ekuacioni
Kështu, teorikisht, procesi i elektrolizës konsumon aluminin dhe karbonin e anodës, si dhe energjinë elektrike të nevojshme jo vetëm për zbatimin e procesit elektrolitik - dekompozimin e aluminit, por edhe për ruajtjen e një temperature të lartë operimi. Në praktikë, konsumohet edhe një sasi e caktuar kripërash fluori, të cilat avullohen dhe përthithen në shtresë. Sasia e lëndëve të para për marrjen e 1 ton alumini është paraqitur në tabelën 10:
Tabela 10 - Sasia e lëndëve të para për marrjen e 1 ton alumini
Prodhimi i aluminit është një nga proceset më intensive të energjisë, kështu që shkritoret e aluminit ndërtohen afër burimeve të energjisë.
Të gjitha materialet e furnizuara për elektrolizë duhet të kenë një sasi minimale papastërtish më elektropozitive se alumini (hekur, silikon, bakër, etj.), pasi këto papastërti shndërrohen pothuajse plotësisht në metal gjatë elektrolizës.
2.2.4 Prodhimi elektrotermik i lidhjeve alumin-silikon
Është e pamundur të merret alumini i pastër nga reduktimi i drejtpërdrejtë i oksidit të tij. Proceset karbotermale kërkojnë temperatura të larta (rreth 2000°C) për të reduktuar aluminin dhe në mungesë të përbërësve që formojnë aliazh, metali lidhet me karbonin, duke dhënë karabit alumini (A1 4 C 3). Dihet se karbidi i aluminit dhe alumini janë të tretshëm në njëri-tjetrin dhe formojnë përzierje shumë zjarrduruese. Përveç kësaj, A1 4 C 3 tretet në A1 2 O 3, prandaj, si rezultat i zvogëlimit të oksidit të aluminit me karbonin, përftohen përzierje të aluminit, karbitit dhe oksidit me pika të larta shkrirjeje. Zakonisht nuk është e mundur të lëshohet një masë e tillë nga furra. Edhe nëse kjo mund të bëhet, kostoja e ndarjes do të jetë e lartë.
Në vendin tonë, për herë të parë në botë, është zhvilluar dhe zbatuar në shkallë industriale një metodë për prodhimin e silikoaluminit (lidhjeve alumin-silikon) me tregues mjaftueshëm të lartë tekniko-ekonomik.
Skema e përgjithshme teknologjike për prodhimin e lidhjeve alumin-silikon është paraqitur në figurën 7. Si lëndë ushqyese, përveç kaolinës (Al 2 O 3 × 2 SiO 2 × 2H 2 O), edhe kianitet (Al 2 O 3 × SiO 2 ), distensillimanite (Al 2 O 3 × SiO 2) dhe boksite me pak hekur.
Lidhja pas shkrirjes elektrike furnizohet për pastrim nga papastërtitë jometalike. Për ta bërë këtë, furnizohet një fluks, i përbërë nga një përzierje e kriolitit dhe klorurit të natriumit, i cili i lag këto papastërti dhe i "mbledh". Silikoalumini i rafinuar ka një përbërje mesatare (%): A1 - 61; Si - 36; Fe - 1,7; Ti - 0,6; Zr - 0,5; Ca - 0,7. Kjo aliazh nuk është i përshtatshëm për prodhimin e siluminit dhe kërkon pastrim nga hekuri. Metoda më e zakonshme e pastrimit është mangani, i cili formon komponime ndërmetalike zjarrduruese me hekurin.
Figura 7 - Skema e përgjithshme për prodhimin e lidhjeve alumin-silikon
Lidhja që rezulton hollohet me alumin teknik elektrolitik ose alumin sekondar në një përbërje që korrespondon me klasa të ndryshme të siluminit dhe hidhet në shufra.
Përparësitë e kësaj metode të marrjes së siluminit ndaj shkrirjes së aluminit elektrolitik me silikon kristalor janë si më poshtë: fuqia e lartë e një njësie të vetme - furrat moderne kanë një fuqi prej 22,5 MB × A, që është rreth 30 herë më e lartë se fuqia e një qeliza elektrolitike me 160 kA, dhe, rrjedhimisht, një ulje e fluksit të ngarkesave, ulje e kostove kapitale dhe kostove të punës; përdorimi i lëndëve të para me një modul të ulët silikoni, rezervat e të cilave janë mjaft të mëdha në natyrë.
Teorikisht, alumini i pastër mund të izolohet nga një aliazh alumini-silikoni me metoda të ndryshme. Megjithatë, për shkak të kompleksitetit të harduerit dhe dizajnit teknologjik në industri, këto metoda aktualisht nuk zbatohen.
2.3 Derdhja e rërës
Kjo metodë e derdhjes është shumë e larmishme dhe përdoret për prodhimin e derdhjeve të pothuajse çdo konfigurimi nga aliazhet më të njohura të derdhjes. Aktualisht, rreth 80% e të gjitha derdhjeve sipas peshës prodhohen nga derdhja e rërës. Procesi teknologjik për prodhimin e kallëpeve në këtë metodë të derdhjes është i larmishëm për sa i përket nivelit të mekanizimit (veçanërisht në prodhimin e kallëpeve dhe bërthamave të derdhjes), duke filluar nga puna manuale deri tek komplekset e automatizuara të derdhjes dhe derdhjes me një qark kontrolli elektronik. Thelbi i procesit qëndron në prodhimin e derdhjeve me derdhje të lirë të metalit të shkrirë në një kallëp rëre. Pas ngurtësimit dhe ftohjes së derdhjes, ajo rrëzohet me shkatërrimin e njëkohshëm të mykut. Sidoqoftë, derdhja e rërës ka një pengesë të madhe, derdhjet nuk kanë dimensione të sakta mekanike, është e nevojshme të jepet një leje për përpunimin dhe tkurrjen.
Për sa i përket saktësisë, derdhja me rërë mund të prodhojë derdhje me një vrazhdësi sipërfaqësore prej Ra = 80-10 dhe me një saktësi që korrespondon me notat 14-17 dhe më të trashë. Në të njëjtën kohë, nëse kallëpi është bërë nga një përzierje konvencionale rërë-argjilore, atëherë vrazhdësia e sipërfaqes së derdhjes është në intervalin Rа 80 - Rа 40. Kur përdoren përzierjet e vajit rërë, vrazhdësia e derdhjeve është në diapazoni i Rа 80 - Rа 20, dhe kur përdoren përzierjet krom-magnezit mund të arrijnë Ra 20 - Ra 5.0.
Për prodhimin e kallëpeve të rërës, përdoren përzierjet e formimit dhe bërthamës, të përgatitura nga rëra kuarci dhe balte (GOST 2138-74), argjilat e derdhur (GOST 3226-76), lidhësit dhe materialet ndihmëse. Ekzekutimi i zgavrave në aktrime kryhet me ndihmën e bërthamave të bëra kryesisht nga kuti bërthamore të nxehta (220-300 ° C). Për këtë qëllim, përdoret rërë e veshur me kuarc ose një përzierje rëre me një rrëshirë termofikse dhe një katalizator. Për prodhimin e shufrave, përdoren gjerësisht makineritë dhe instalimet për spërkatje me një pozicion, si dhe instalimet me shumë pozicione karusele. Shufrat që i nënshtrohen tharjes bëhen në makineri tundëse, fryrëse rëre dhe gjuajtëse me rërë ose me dorë nga përzierje vaji (4GU, C) ose lidhës të tretshëm në ujë. Kohëzgjatja e tharjes (nga 3 deri në 12 orë) varet nga masa dhe madhësia e shufrës dhe zakonisht përcaktohet në mënyrë empirike. Temperatura e tharjes vendoset në varësi të natyrës së lidhësit: për lidhësit e vajit 250-280 °C dhe për lidhësit e tretshëm në ujë 160-200 °C. Për prodhimin e shufrave të mëdha masive, përdoren gjithnjë e më shumë përzierjet e ngurtësimit të ftohtë (CTS) ose përzierjet e lëngshme vetë-forcuese (LSS). Përzierjet e ngurtësimit të ftohtë përmbajnë rrëshira sintetike si lidhës, dhe acidi ortofosforik zakonisht shërben si një katalizator ngurtësues i ftohtë. Përzierjet YCS përmbajnë një surfaktant që nxit formimin e shkumës.
Shufrat lidhen në nyje duke ngjitur ose duke derdhur shkrirjet e aluminit në vrima të veçanta në pjesët ikonike. Tkurrja e aliazhit gjatë ftohjes siguron forcën e nevojshme të bashkimit.
Mbushja e qetë e kallëpeve të derdhjes pa ndikime dhe turbulenca sigurohet nga përdorimi i sistemeve të portave zgjeruese me raportin e sipërfaqeve të prerjeve tërthore të elementeve kryesore Fst: Fshp: Fpit 1:2:3; 1:2:4; 1:3:6, respektivisht, për furnizimin më të ulët, të çarë ose me shumë nivele të metalit në zgavrën e kallëpit. Shpejtësia e ngritjes së metalit në zgavrën e kallëpit nuk duhet të kalojë 4,5/6, ku 6 është trashësia mbizotëruese e murit të derdhjes, cm Shpejtësia minimale e ngritjes së metalit në kallëp (cm/s) përcaktohet nga formula e A. A. Lebedev.
Lloji i sistemit të portave zgjidhet duke marrë parasysh dimensionet e derdhjes, kompleksitetin e konfigurimit të tij dhe vendndodhjen në kallëp. Derdhja e kallëpeve për derdhjet me konfigurim kompleks me lartësi të vogël kryhet, si rregull, me ndihmën e sistemeve të portave më të ulëta. Me një lartësi të madhe derdhjesh dhe mure të hollë, preferohet përdorimi i sistemeve të portave me vrima vertikale ose të kombinuara. Kallëpet për kallëp të përmasave të vogla mund të derdhen përmes sistemeve të portave të sipërme. Në këtë rast, lartësia e koresë metalike që bie në zgavrën e mykut nuk duhet të kalojë 80 mm.
Për të zvogëluar shpejtësinë e shkrirjes në hyrje të zgavrës së mykut dhe për të ndarë më mirë filmat e oksidit dhe përfshirjet e skorjeve të pezulluara në të, rezistenca hidraulike shtesë futen në sistemet e portave - rrjetat (metal ose tekstil me fije qelqi) instalohen ose derdhen përmes grimcave. filtra.
Sprehat (ushqyesit), si rregull, sillen në seksione (mure) të holla të derdhjeve të shpërndara përgjatë perimetrit, duke marrë parasysh komoditetin dhe ndarjen e tyre të mëvonshme gjatë përpunimit. Furnizimi me metal në njësi masive është i papranueshëm, pasi shkakton formimin e zgavrave të tkurrjes, makro-lirimit dhe "dështimet" e tkurrjes në sipërfaqen e derdhjeve në to. Në seksion kryq, kanalet e portës më së shpeshti kanë një formë drejtkëndore me një madhësi anësore të gjerë 15-20 mm dhe një anë të ngushtë 5-7 mm.
Aliazh AL4 me një interval të ngushtë kristalizimi është i prirur për formimin e zgavrave të përqendruara tkurrjes në njësitë termike të derdhjeve. Për të nxjerrë këto guaska nga derdhjet, përdoret gjerësisht instalimi i fitimeve masive. Për derdhjet me mure të hollë (4-5 mm) dhe të vogla, masa e fitimit është 2-3 herë më e lartë se masa e derdhjeve, për derdhjet me mure të trasha, deri në 1,5 herë. Lartësia e fitimit zgjidhet në varësi të lartësisë së derdhjes. Me lartësi më të vogël se 150 mm, lartësia e fitimit Nprib merret e barabartë me lartësinë e derdhjes Notl. Për derdhjet më të larta, raporti Nprib/Notl merret i barabartë me 0,3-0,5. Raporti midis lartësisë së fitimit dhe trashësisë së tij është mesatarisht 2-3. Aplikimi më i madh gjatë derdhjes së lidhjeve të aluminit, gjenden fitimet e sipërme të hapura të një seksioni të rrumbullakët ose ovale; fitimet anësore në shumicën e rasteve bëhen të mbyllura. Për të rritur efikasitetin e fitimeve, ato izolohen, mbushen me metal të nxehtë, mbushen. Ngrohja zakonisht kryhet nga një ngjitës në sipërfaqen e formës së asbestit, e ndjekur nga tharja me një flakë gazi.
Mbushja e kallëpeve të rërës me metal kryhet nga lugë të veshura me material zjarrdurues. Përpara se të mbushen me metal, lugët e sapo veshura thahen dhe kalcinohen në 780–800°C për të hequr lagështinë. Temperatura e shkrirjes para derdhjes mbahet në nivelin 720-780 °C. Kallëpet për derdhjet me mure të hollë mbushen me shkrirje të ngrohura në 730-750°C dhe për derdhjet me mure të trasha deri në 700-720°C.
Defekte të mundshme në derdhjet, shkaqet dhe masat për eliminimin e tyre.
· Mbushja e pamjaftueshme dhe saldimi. Formohet nga rrjedhat metalike të pa shkrirë që ngurtësohen përpara se të mbushet kallëpi. Shkaqet e mundshme: metal i ftohtë, ushqyes me seksion të vogël Kavitetet e tkurrjes janë zgavra të brendshme të mbyllura në kallëp me sipërfaqe të grisur. Ndodhin për shkak të tkurrjes së lidhjeve, ushqimit të pamjaftueshëm. Eliminoni me ndihmën e fitimeve.
· Çarjet e nxehta në derdhjet ndodhin në procesin e kristalizimit dhe tkurrjes së metalit gjatë kalimit nga një gjendje e lëngshme në një gjendje të ngurtë në një temperaturë afër temperaturës solidus. Tendenca e aliazhit për të formuar çarje të nxehta rritet në prani të përfshirjeve jometalike, gazrave, squfurit dhe papastërtive të tjera. Formimi i çarjeve të nxehta shkaktohet nga ndryshime të mprehta në trashësinë e murit, qoshet e mprehta, pjesët e zgjatura. Temperaturat e larta të derdhjes rrisin gjithashtu mundësinë e plasaritjes së nxehtë. Për të parandaluar formimin e çarjeve të nxehta në derdhjet, është e nevojshme të sigurohet ftohja e njëkohshme e pjesëve të trasha dhe të holla të derdhjeve; rritja e fleksibilitetit të kallëpeve të derdhjes; nëse është e mundur, zvogëloni temperaturën e derdhjes së aliazhit.
· Djegia - një shtresë e vështirë për t'u hequr me rërë formuese ose bërthamore, e ngjitur në derdhje. Ndodh kur ka rezistencë të pamjaftueshme ndaj zjarrit të përzierjes ose një temperaturë shumë të lartë të metalit.
· Predha rëre - zgavra në trupin e derdhjes, të mbushura me rërë. Ndodh kur forca e rërës së derdhur është e pamjaftueshme.
· Predha gazi - zgavra derdhjeje të një forme të rrumbullakosur me një sipërfaqe të lëmuar të oksiduar. Ato ndodhin në lagështi të lartë dhe përshkueshmëri të ulët të gazit të formës.
· Deformoj. Ndodh për shkak të përqendrimit të gabuar.
Përparësitë:
· Konfigurimi 1…6 grupe vështirësish.
· Aftësia për të mekanizuar prodhimin.
· Liria e prodhimit të kallëpeve.
· Mundësia e prodhimit të derdhjeve me peshë të madhe.
Derdhjet bëhen nga të gjitha lidhjet e derdhjes, përveç atyre refraktare.
Të metat:
· Kushtet e këqija sanitare.
Vrazhdësi e madhe e sipërfaqes.
· Trashësia e murit > 3mm.
· Probabiliteti i defekteve është më i madh se me metodat e tjera të derdhjes.
Përshtatshmëria dhe shtrirja
Kjo metodë e derdhjes është ekonomikisht e realizueshme për çdo lloj prodhimi, për pjesë të çdo mase, konfigurimi, dimensioni, për prodhimin e derdhjeve nga pothuajse të gjitha lidhjet e derdhjes. Kjo metodë e derdhjes është ajo kryesore për prodhimin e derdhjeve prej gize dhe çeliku në degë të ndryshme të inxhinierisë. Dhe për prodhimin e kallëpeve masive, me përmasa të mëdha, kjo është metoda e vetme e derdhjes. Kjo metodë derdhja imponon kufizime të caktuara në trashësinë e murit të derdhjeve të prodhuara.
3. Përmirësimi i vetive mekanike
3.1 Plakja dhe forcimi
Për aliazhin AL4, rekomandohen dy mënyra të trajtimit të nxehtësisë. Modaliteti T1: vjetërimi në temperaturë 175±5°C për 5-17 orë, duke u ftohur në ajër. Modaliteti T6: forcim - ngrohje në temperaturën 535±5°C për 2-6 orë, ftohje në ujë në 20-100°C + vjetrim në 175±5°C për 10-15 orë, ftohje në ajër.
Një studim mikroskopik elektronik i strukturës së aliazhit AL4 tregoi se plakja e lidhjes së shuar në një temperaturë prej 175°C për 10 orë shoqërohet me precipitimin e një faze β' metastabile dhe një sasi të madhe grimcash silikoni të shpërndara në mënyrë uniforme në kokrrat e tretësirës së ngurtë.
Në këtë rast, ngrohja paraprake afatshkurtër me temperaturë të lartë në fazën e parë të plakjes, si të thuash, ngadalëson procesin e reshjeve të silikonit. Kjo mund të jetë për shkak të një ulje të numrit të vendeve të lira që kanë mbetur gjatë shuarjes dhe janë të nevojshme për lokalizimin e atomeve të silikonit përpara izolimit të tij.
Ngrohja në fazën e parë kontribuon në shpërndarjen uniforme të precipitateve acikulare të fazës β'-metastabile në temperatura më të ulëta dhe çon në një përsosje të strukturës së marrë pas ngrohjes në fazën e dytë në një temperaturë prej 160°C.
Mikrostruktura e aliazhit në gjendje derdhje: α-solucion i ngurtë, silic, i cili bën pjesë në eutektikën α + Si, në prani të papastërtive të hekurit, faza AlSiFeMn, me përmbajtje të ulët mangani, faza Al 5 FeSi. Grimcat e imëta të fazës Mg 2 Si mund të vërehen duke përdorur një optik (mikroskop) vetëm në një aliazh të ftohur shumë ngadalë gjatë kristalizimit. Trajtimi termik çon në njëfarë koagulimi të silikonit, shpërbërjen e fazës forcuese Mg 2 Si; fazat që përmbajnë hekur bëjnë nuk ndryshon.në disa zona vërehet shkrirja e eutektike α + Si, e cila kristalizohet në formë kokrrizore të imët gjatë reshjeve dytësore.
4. Përpunimi
Teknologjia e përpunimit të bllokut përfshin:
· Koaksialiteti i hapjeve të të gjithë shtretërve të bllokut;
· E njëjta madhësi (diametër) e të gjithë shtretërve (me përjashtim të modeleve speciale);
· Perpendikulariteti i akseve të shtretërve dhe cilindrave;
· Paralelizmi i rrafshit të një lidhësi blloku me një kokë dhe një bosht shtretërish;
· Paralelizmi i boshteve të shtretërve të boshtit ndihmës dhe me gunga (nëse janë instaluar në bllok) me boshtin e shtretërve të boshtit të gungës.
Praktika tregon se të gjitha devijimet nga pinguliteti dhe paralelizmi nuk duhet të kalojnë gjysmën e hapësirës së punës së pjesëve. Me një hendek prej 0,04 + 0,06 mm, kjo nuk është më shumë se 0,02 + 0,03 mm.
4.1 Vendosja e pikave bazë
Sipërfaqja e bazës ose pikat e bazës në pjesë janë sipërfaqet dhe pikat me të cilat orientohet pjesa në lidhje me mjetin prerës gjatë përpunimit. Është e qartë se si në shkritore ashtu edhe në makineri, matja dhe përpunimi i derdhjeve precize duhet të kryhet në lidhje me të njëjtat baza.
Ndonjëherë sipërfaqja e papërpunuar e derdhjes merret si bazë, por në disa raste sipërfaqja e përpunuar e pjesës mund të shërbejë edhe si bazë parësore. Në rastin e fundit, për një vlerësim objektiv të derdhjeve të prodhuara nga shkritorja, është më e përshtatshme të krijohet kjo bazë parësore në shkritore, duke kryer përpunimin e nevojshëm të sipërfaqes së bazës.
Prodhimi serik përfshin përpunimin e grupeve të mëdha të pjesëve, kështu që pasaktësia në vendosjen e procesit teknologjik të përpunimit mund të çojë në refuzimin e një numri të madh të derdhjeve për shkak të lejimeve jashtëzakonisht të kufizuara të derdhjes.
4.2 Marrja e kushinetave kryesore të boshtit të gungës (shtrati i boshtit të gungës) dhe instalimi i mëngëve
Me ndihmën e sipërfaqeve bazë të marra më parë në një makinë të mërzitshme horizontale, ne përftuam vrima koaksiale për të gjitha shtretërit e boshtit të gungës.
Shtretërit në bllok formohen duke përdorur kapele mbajtëse kryesore, bulonat e të cilave shtrëngohen me një moment të caktuar përpara përpunimit. Forma dhe madhësia e vrimave të shtratit pas përpunimit zakonisht varen në një farë mase nga çift rrotullimi i shtrëngimit të bulonave. Prandaj, kur montoni motorin, ndiqni rekomandimet e prodhuesit. Kapakët e kushinetave zakonisht shtrëngohen me bulona me diametër 10 + 12 mm, rrallë më shumë. Kapakët kryesorë të mbajtësve janë domosdoshmërisht të përqendruara në bllok, i cili siguron formën e nevojshme të shtratit pas shtrëngimit të bulonave (pa shtrembërim, ovale dhe konik). Kjo arrihet menyra te ndryshme të cilat janë paraqitur në figurën - 8. Përqendrimi më i zakonshëm në sipërfaqet anësore (opsionet a dhe b), si më i lehtë për t'u prodhuar, megjithëse kjo metodë nuk ofron gjeometrinë ideale të shtratit. Shumë shpesh, përqendrimi më i saktë, por kompleks gjendet gjithashtu duke përdorur tufa të instaluara në vrimat e bllokut dhe mbulesave (opsioni c). Përqendrimi i kapakut me dy kunja përdoret rrallë (opsioni d).
Figura - 8. Metodat për lidhjen e kapakëve kryesorë të kushinetave të boshtit të gungës në kavilje
Meqenëse blloku im i karterit është i derdhur nga aliazh alumini-silikon, ai do të jetë i një dizajni "blloku alumini me mëngë të thata".
Në fazën e parë, për të përcaktuar dimensionet dhe konfigurimin e rreshtave dhe prodhimin e tyre, bëhet një matje e detajuar e bllokut të cilindrit.
Pastaj, në një makinë të specializuar të mërzitjes, vrimat e cilindrit u mërzitën për instalimin e rreshtave. Tjetra, pozicioni i bllokut në makinë kontrollohet përgjatë rrafshit të sipërm - në mënyrë ideale, ai është paralel me pjesën e poshtme dhe gjithashtu mund të merret si bazë. Ndonjëherë ato shkojnë edhe më tej: kur kërkojnë qendrën (boshtin e cilindrit), ata kontrollojnë me tregues pozicionin e murit të cilindrit vertikalisht në dy drejtime - tërthore dhe gjatësore. Prandaj, ata vendosën bllokun në rrafshin e poshtëm dhe e shpuan atë, duke u akorduar përgjatë pjesës së sipërme të cilindrit. Në të njëjtën kohë, vrimat e kushinetave kryesore të bllokut përdoren si një bazë teknologjike, e cila siguroi respektimin e rreptë të pingulitetit të boshtit të vrimave të cilindrit në lidhje me boshtin e boshtit të gungës.
Veshjet u instaluan në vrimat e shpuara me një ndërhyrje prej 0,07-0,08 mm, në mënyrë që zgjedhjet në rreshtat për kundërpeshat e boshtit të gungës përkonin me zgjedhjet përkatëse të bllokut të cilindrit.
Pas instalimit të mëngëve, ato u mërzitën në madhësinë nominale (duke marrë parasysh lejimin për zbutjen 0,06-0,08 mm), duke shkurtuar skajet dhe zgavrën e plumbit.
Operacioni i përfundimit - honimi u krye në një makinë honuese. Honingu u krye në tre faza: honim i ashpër, honim i imët (të dy me gurë qeramikë) dhe furça me furça të bëra nga fibra najloni të përforcuara me karbide silikoni.
Konkluzioni për punën e bërë
Në punën time të kursit, është zhvilluar një teknologji nga fundi në fund për prodhimin e një blloku cilindrash të motorit me djegie të brendshme. Në të cilën përshkrova vetë bllokun e cilindrit dhe analizova kushtet për funksionimin e tij. Më pas ai formuloi kërkesat për bllokun e motorit dhe zgjodhi materialin për prodhim (AL 4).
Pas analizimit dhe përzgjedhjes së materialit, përpilova një teknologji të prodhimit të bllokut. Për të, unë bëra një skemë teknologjike të fazave të prodhimit të saj dhe i përshkrova ato. Në përshkrimin e fazave teknologjike, shkruaj në detaje se si prodhohet materiali që kam zgjedhur për bllokun, përkatësisht nxjerrja e boksitit, përpunimi i aluminit, shkrirja e aluminit prej tij dhe prodhimi i shufrave të përfunduara. përbërjen e dëshiruar dhe me vetitë fizike dhe mekanike të kërkuara. Materiali që rezulton përdoret për prodhimin e derdhjeve të bllokut të motorit duke hedhur në kallëpe rëre. Kjo metodë u zgjodh nga unë sepse është ekonomikisht e realizueshme për çdo lloj prodhimi, për pjesë të çdo peshe, konfigurimi, dimensioni, për prodhimin e derdhjeve nga pothuajse të gjitha lidhjet e derdhjes. Pas marrjes së derdhjeve të bllokut, ato rafinohen termikisht dhe mekanikisht në pjesën e përfunduar për montimin e motorit me djegie të brendshme.
Lista e literaturës së përdorur
1. Kolodin E. A., Sverdlin V. A., Svoboda R. V. Prodhimi i anodave të djegura të elektrolizuesve të aluminit. - M.: Metalurgji, 1980, - 84 f.
2. Dalsky A.N., Arutyunova I.A., Teknologjia e materialeve strukturore, Teksti mësimor. – M.: Mashinostroenie 1985. – 450 f.
3. Udhëzues i metalurgut për metalet me ngjyra “Prodhimi i aluminit”.
4. Terentiev V.G., Shkolnikov R.M., Grinberg I.S., Chernykh A.E., Zelberg B.I., Chalykh V.I. "Prodhimi i aluminit", 1998.
5. Borisoglevskii Yu.V., Galevsky G.V., Kulagin N.M., Mintsis M.Ya., Siratzutdinov G.A., Metalurgjia e Aluminit. Moskë: Metalurgji, 1999.
6. Matyunin V.M. Karpman M.G., Fetisov G.P. Shkenca e Materialeve dhe Teknologjia e Metaleve, 2002.
7. D. Parfenov "Përpunimi i metaleve me ngjyra: lufta e kontradiktave" - botimi i Qendrës Analitike "Metalurgjia Kombëtare" 2004.
8. A.E. Khrulev Riparimi i motorëve të makinave të huaja 1999.