Punctul culminant al fiecărui concept de bloc cilindric din aluminiu este definiție precisă profilul cerințelor. Principalul element structural al fiecărui concept este suprafața de lucru a cilindrului. Deoarece nu este posibil să se realizeze suficient proprietățile de frecare și uzură atunci când se utilizează materiale de turnare convenționale din aluminiu, pentru această aplicație este selectată o metodă adecvată, optimă atât în ceea ce privește durata de viață a suprafețelor de lucru ale cilindrilor, cât și în fabricație, precum cat si din punct de vedere economic.
Mari diferențe există, ca întotdeauna, în conceptele de suprafețe de lucru ale benzinei și motoare diesel. Deși dezvoltarea suprafețelor de rulare din aluminiu la motoarele pe benzină a progresat foarte mult și metoda ALUSIL® este utilizată pe scară largă în fabricarea motoarelor, încă nu a reușit să-și facă loc în motoarele diesel. Din acest motiv, căptușelile cilindrilor din fontă gri sunt încă utilizate de rutină la motoarele diesel. Dezvoltarea suprafetelor de lucru este in prezent in directia acoperirii acestor suprafete cu fier. Acest lucru se realizează fie prin pulverizare termică (acoperire cu plasmă), fie prin pulverizare cu fir cu arc, fie prin PVD. Aceste noi metode sunt tratate mai detaliat în capitolele următoare.
Prezentare generală a diferitelor tehnologii ale suprafețelor de lucru
Poza 3
Suprafețele de alunecare ale cilindrului ALUSIL®
Prin metoda ALUSIL®, întregul bloc cilindric este realizat dintr-un aliaj hipereutectic aluminiu-siliciu. Un astfel de aliaj hipereutectic se caracterizează printr-un conținut crescut de siliciu; cel mai des utilizat aliaj ALUSIL® (AISi17Cu4Mg) are un conținut de siliciu de 17%.
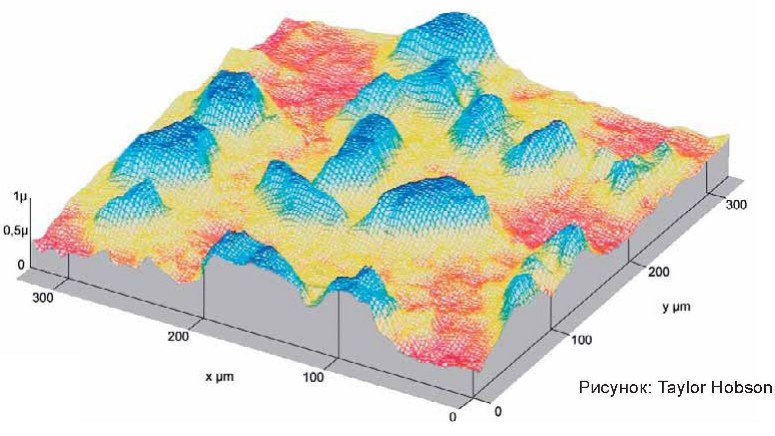
Spre deosebire de aliajul hipereutectic, aliajul eutectic aluminiu-siliciu conține doar 12-13% siliciu. Cu o astfel de fracție de siliciu, se atinge gradul de saturație al aluminiului. O proporție mai mare de siliciu duce la formarea de cristale primare de siliciu atunci când topitura se solidifică. Aceasta înseamnă că acea parte a siliciului, care, din cauza saturației aluminiului cu siliciu, nu poate intra într-o combinație cu aluminiul, cristalizează și se depune printre aliajul (saturat) aluminiu-siliciu (eutectic). Pentru a facilita cristalizarea siliciului în topitură se adaugă o cantitate mică de fosfor. Cristalele de siliciu cresc în jurul unui nucleu heterogen de fosfură de aluminiu. Dimensiunea cristalelor de siliciu este în intervalul de la 20 la 70 |jm. Aceste cristale primare de siliciu, prelucrate și deschise corespunzător, fără armături suplimentare, formează o suprafață interioară rezistentă la uzură a cilindrului pentru piston și inele de piston. Imaginea 1: Vorbim despre filmarea cu o peliculă transparentă 1 - aici este prezentată suprafața de lucru finisată a cilindrului AShZI® cu mărire (slefuire mecanică pentru deschidere). Cristalele deschise sunt clar vizibile, situate convex în rețeaua cristalină de aluminiu. Cristalele de siliciu cresc cu cât durează mai mult procesul de solidificare. Datorită vitezei de răcire diferite în blocul cilindrilor, în partea inferioară a cilindrilor se formează cristale de siliciu ceva mai mari decât în partea superioară, care, datorită caracteristici de proiectare, se raceste mai repede. Imaginea 2 prezintă un model de rugozitate 3D al unuia finit.
 |
Poza 1 |
 |
Poza 2 |
0axfilm este o peliculă subțire transparentă pentru imagistica directă a structurilor de suprafață.
Imaginea 3 arată diferențele structurale dintre aliajele hipoeutectice, eutectice și hipereutectice aluminiu-siliciu
Datorită distribuției omogene a siliciului primar pe tot parcursul turnării, se obțin proprietăți generale mai slabe de tăiere a așchiilor și o durată de viață mai scurtă a sculei decât aliajele standard de aluminiu. O viteză de tăiere mai mică crește, de asemenea, timpul de procesare, ceea ce afectează negativ ciclul de producție al eliberarii.
Această problemăîn timpul prelucrării poate fi rezolvată prin folosirea sculelor de tăiere (PKD) echipate cu diamante. Doar pentru a face gauri in material solid si pentru filetare, nu exista scule echipate cu diamante.
Prelucrarea suprafetelor de alunecare a cilindrilor este descrisa in detaliu incepand de la capitolul 3.3 intitulat „Prelucrarea suprafetelor de alunecare a cilindrilor din aluminiu”.
Poze 3
a) eutectic

b) hipoeutectic cu structură granulară

c) hipoeutectic cu structură îmbunătăţită

d) hipereutectic

Suprafețele de alunecare ale cilindrilor LOKASIL®
Cu metoda LOKASIL®, un aliaj standard de turnare prin injecție (de exemplu AISi9Cu3) este îmbogățit local cu siliciu în zona suprafețelor de alunecare a cilindrului. Acest lucru se realizează prin intermediul particulelor de siliciu de formă cilindrică foarte poroasă, care sunt introduse în matriță și sunt turnate în blocul cilindrului la presiune înaltă folosind metoda Squeeze Casting (vezi și capitolul "2.2.5. Presare"). Sub presiune mare (900-1000 bar) aliajul de aluminiu în timpul procesului de turnare este presat (infiltrat) prin porii particulelor sub formă de siliciu (Preform).
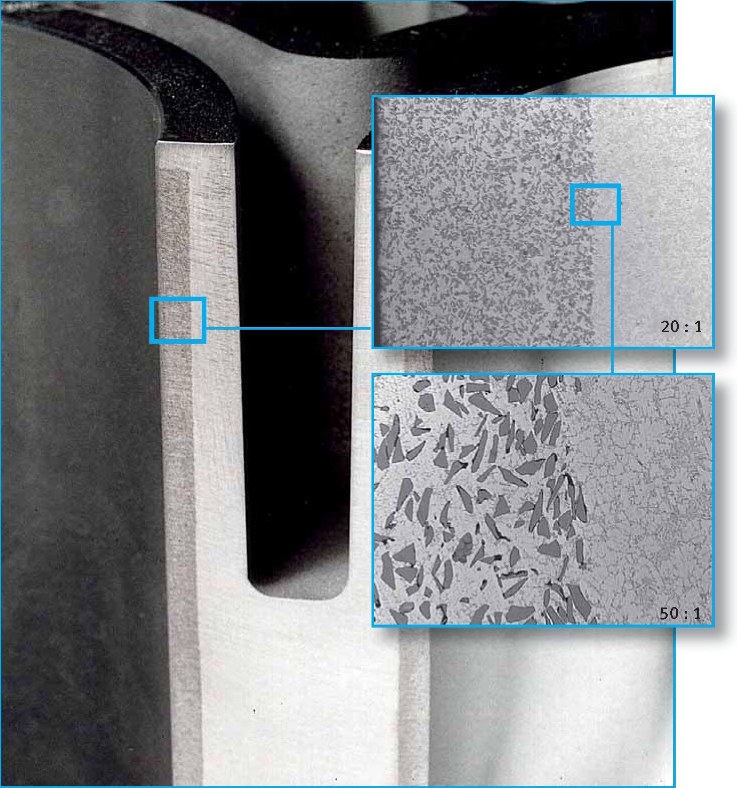
Necesar pentru întărire suprafata de lucru cristalele de siliciu din cilindru sunt, prin urmare, numai în zona suprafețelor de lucru ale cilindrilor. Această îmbogățire locală cu siliciu are ca rezultat proprietăți de suprafață echivalente cu cele ale ALUSIL®-MeTOfly. Datorită proporției mai mici de siliciu din aliajul de aluminiu, se obțin blocuri de cilindri care, spre deosebire de metoda ALUSIL, sunt foarte bine prelucrate până la suprafețele de alunecare ale cilindrului. Imaginea 1 prezintă o secțiune a unui bloc cilindric produs prin metoda LOKASIL® la o mărire de 20x sau 50x la microscop. Îmbogățirea cu siliciu este clar vizibilă în zona suprafețelor de lucru ale cilindrilor (zona mai întunecată).
 |
Poza 1 |
Preformele de siliciu (Fig. 2) sunt disponibile în două versiuni diferite. Se face o distincție între LOKASIL®-! și LOKASIL®-!!. Ambele versiuni sunt mai întâi arse într-un cuptor înainte de a fi turnate în blocul cilindrilor. Aceasta arde liantul de rășină organică și activează liantul anorganic, care leagă cristalele de siliciu până la turnare.
Combinația finită de materiale conține, după turnarea în blocul cilindri cu LOKASIL®-! aproximativ 5-7% fibre și 15% siliciu. Cu LOKASIL®-!! - acesta este 25% siliciu și exact 1% liant anorganic. Dimensiunile particulelor de siliciu pentru LOKASIL®-! interval de la 30 la 70 |JM, cu LOKASIL-II - de la 30 la 120 |jm. Imaginea 3 prezintă structura LOKASIL®-! mărită la microscop. Fibrele dintre cristalele de siliciu sunt clar vizibile. Imaginea 4 arată structura LOKASIL®-!!.
 |
Poza 2 |
Suprafețele de lucru ale cilindrilor acoperite cu nitrură de titan
O metodă relativ nouă, nefolosită încă în producția de masă, este acoperirea suprafețelor de lucru ale cilindrilor cu nitrură de titan (TiN) sau nitrură de titan și aluminiu (TiAIN). Pentru a obține rezistența dorită la uzură, suprafețele de alunecare ale cilindrului de aluminiu șlefuit sunt acoperite cu metoda PVD ("Physical Vapor Deposition": separarea fizică a fazei gazoase). Grosimea stratului de acoperire este relativ subțire, astfel încât modelul de șlefuire al acoperirii rămâne. Relativ costuri ridicateȘi fiabilitate insuficientă procesele stau în calea aplicării pe scară largă a acestei metode.
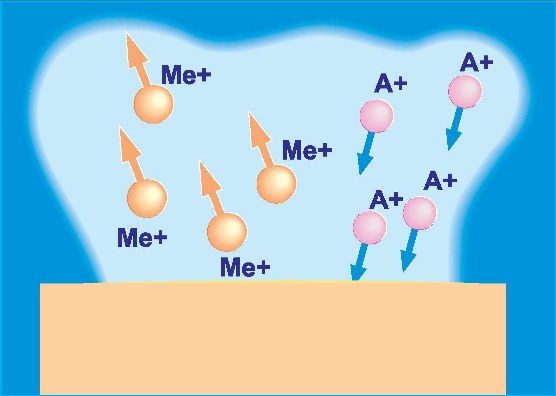
Când se utilizează metoda PVD, materialul donor existent sub formă solidă este evaporat în vid. Acest lucru se întâmplă fie prin bombardament ionic, fie sub formă de arc electric. Figura 5 arată schematic modul în care ionii de gaz argon ionizat scot particule minuscule din materialul donor. Particulele de metal vaporizate sau eliminate se deplasează în orbite balistice prin camera de vid sau sunt depuse pe suprafețe acoperite. Durata procesului de acoperire determină grosimea necesară a acoperirii. Dacă în camera PVD sunt introduse gaze de reacție precum oxigen, azot sau hidrocarburi, se pot separa și oxizi, nitruri sau carburi.
 |
Poza 5 |
Suprafețele de alunecare ale cilindrului nichelat
Pentru a obține rezistența necesară la uzură, suprafețele de alunecare ale cilindrilor au fost acoperite în trecut cu un strat de dispersie de nichel și carbură de siliciu: Ni-SiC), care a fost galvanizat pe suprafața de alunecare fin prelucrată a cilindrului. Ambele concepte Galnikal® și Nikasil® au devenit cunoscute ca nume de marcă. Grosimea medie a stratului de nichel este de la 10 la 50 |jm. Pentru a îmbunătăți rezistența la uzură, în acest strat sunt integrate faze dure de carbură de siliciu (7-10% din volum). Granulația carbură de siliciu integrată este de 1-3 rm. Aliajele de aluminiu avantajoase, cum ar fi Silumin® (de ex. AISi9Cu3) sunt potrivite ca material de bază pentru blocul cilindri. Figura 2 prezintă o secțiune mărită printr-o suprafață de lucru placată cu nichel a unui cilindru sub microscop.
Datorită grosimii neuniforme a stratului de nichel care apare în timpul galvanizării, suprafețele de alunecare ale cilindrilor după placarea cu nichel trebuie netezite prin șlefuire convențională și structurate. În comparație cu un manșon din fontă gri, stratul de nichel este relativ neted și nu are nervuri de grafit unde Ulei lubrifiant. Operația finală de șlefuire este deosebit de importantă pentru crearea canalelor de distribuție a uleiului și optimizarea volumului de ulei rămas pe suprafața de rulare a cilindrului.
Acoperirile cu nichel necesită o investiție mare în instalații de galvanizare și dispozitive de decontaminare a substanțelor toxice din băile de pretratare.
Nu în ultimul rând, îndepărtarea zgurii de nichel rezultate are un impact negativ asupra costurilor de producție. Placarea cu nichel și-a găsit aplicație în principal în producția de serie a motoarelor cu un singur cilindru. Blocurile multicilindri, dimpotrivă, sunt utilizate în producția de masă numai în cazuri izolate. Au existat probleme de fabricație cu porozitatea fontei pe suprafața cilindrului, ceea ce a dus la separarea stratului. Probleme au apărut și în trecut cu funcționarea frecventă pe distanțe scurte, în legătură cu combustibilii sulfuri. Pentru motoarele care, sau nu au ajuns lor Temperatura de Operare, sau rar atinsă, funcționarea pe tronsoane scurte a dus la formarea condensului, care, împreună cu sulful format din ardere, a dus la formarea acidului sulfuros. Acești produse de ardere acide au dus la coroziune, la separarea stratului menționată mai sus și, în cele din urmă, la respingerea suprafețelor cilindrilor nichelat în producția de serie a motoarelor de autoturisme.
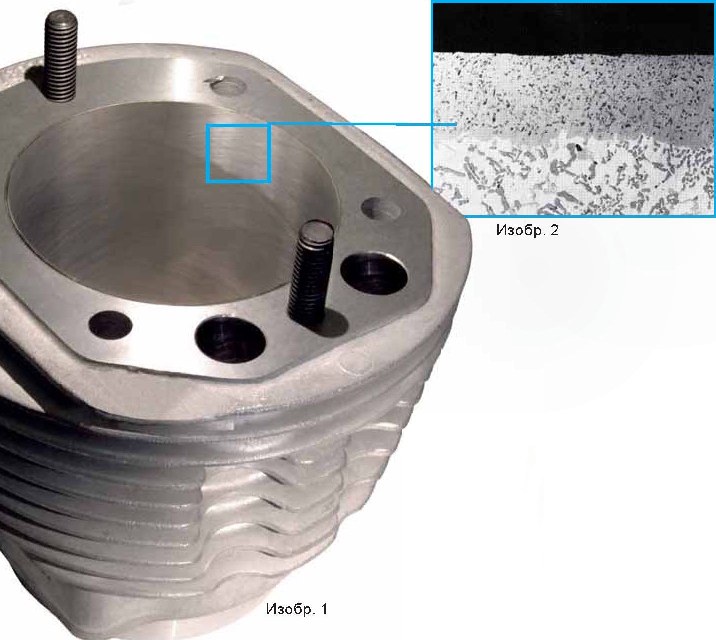
Spre deosebire de ALUSiL®-MeTO, recondiționarea alezajelor cilindrilor în timpul unei revizii medii sau majore - inclusiv o nouă placare cu nichel - este posibilă doar cu mare efort și dificultate. Din cauza lipsei de întreprinderi speciale adecvate, acest lucru este greu de fezabil în practică. Imaginea 1 prezintă un cilindru al motorului pentru motociclete cu aripioare din aluminiu acoperit cu Galnikal®.
Straturi de pulverizare cu plasmă pe bază de fier
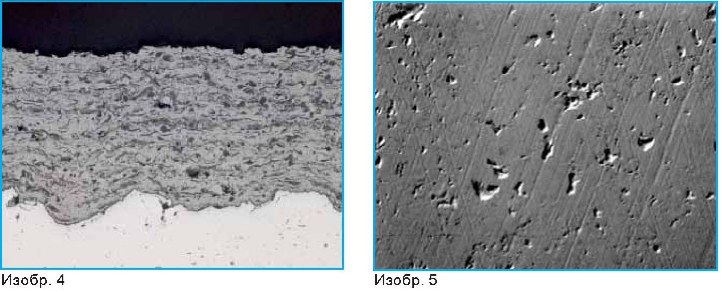
Această metodă a fost folosită în serie de câțiva ani. În timpul acoperirii cu plasmă, un arc electric este aprins într-o torță cu plasmă. Gazul de plasmă furnizat (hidrogen sau argon) este ionizat într-o stare de plasmă și părăsește duza arzătorului cu de mare viteză. Cu ajutorul unui gaz purtător, materialul de acoperire (de exemplu, în compoziția de 50% oțel aliat și 50% molibden) este aplicat sub formă de pulbere într-un fascicul de plasmă cu o temperatură de 15000-20000 ° C. Materialul de acoperire este topit și pulverizat în stare lichidă cu o viteză de 80 până la 100 m/ pe suprafața de acoperit. Dacă este necesar, materialele ceramice pot fi integrate suplimentar în stratul de pulverizare cu plasmă de fier. Procesul are loc la presiunea atmosferică. Imaginea 3 prezintă o schemă a procesului de acoperire.
Grosimea stratului obtinuta prin acoperirea cu plasma este de 0,18-0,22 mm. Acoperirea este finisată prin șlefuire. Grosimea stratului rămasă după șlefuire este de aproximativ 0,11-0,13 mm.
Imaginea 4 prezintă o secțiune mărită microscopic a suprafeței de lucru a unui cilindru acoperit cu plasmă. Imaginea 5 prezintă o suprafață de lucru mărită a suprafeței de lucru prelucrate finisate a cilindrului. Depresiunile din suprafața de lucru rezultate din stratul poros de plasmă sunt clar recunoscute. Uleiul de motor poate fi depus în adâncituri, ceea ce îmbunătățește proprietățile de frecare și uzură ale suprafeței de lucru.
Datorită acoperirii cu plasmă, durata de viață a motorului crește, iar datorită consumului mai mic de combustibil și ulei, emisii nocive. Datorită grosimii reduse a stratului de acoperire cu plasmă, se pot realiza distanțe și mai mici între cilindri în raport cu căptușele cilindrilor din fontă, ceea ce are un efect pozitiv asupra lungimii structurale a motorului.
Aliarea cu laser a suprafețelor de lucru ale cilindrilor
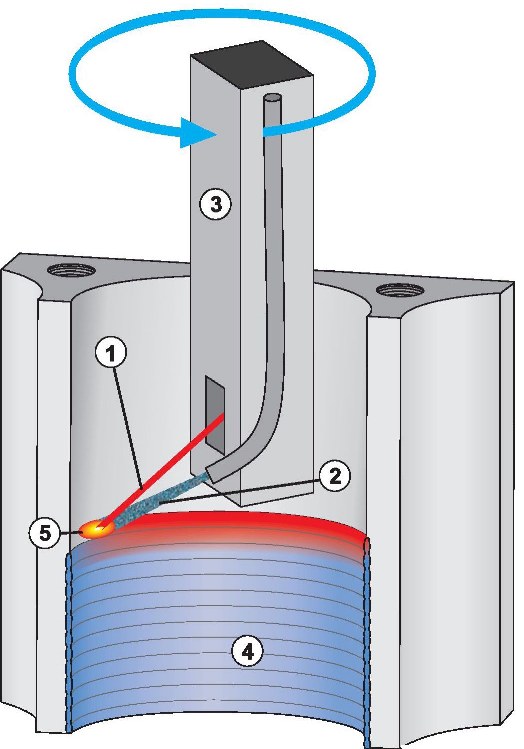
Poza 1
1. Fascicul laser
2. Jet de pulbere
3. Dispozitiv optic laser rotativ
4. Strat de aliaj
5. Zona de reflux
Aliarea cu laser este o altă metodă de armare cu siliciu a suprafețelor de lucru ale cilindrilor. În timpul alierei cu laser, suprafața de lucru a unui bloc cilindric dintr-un aliaj standard de aluminiu-siliciu (de exemplu AISi9Cu3) al blocului cilindric este topită și aliată metalurgic printr-o alimentare paralelă cu pulbere (siliciu, etc.) folosind un dispozitiv optic laser rotativ. (Fig. 1). În acest fel, în zona suprafeței interioare a cilindrului se obține un strat subțire cu o fază solidă foarte fin separată (în principal siliciu). Alezajul cilindrului după alierea cu laser trebuie totuși șlefuit, iar particulele de siliciu trebuie să fie expuse. Deoarece dimensiunile particulelor sunt mici (în câțiva cm), deschiderea cristalelor de siliciu integrate se realizează în mod convenabil prin gravare chimică. Procesul de expunere a gravării chimice este descris în detaliu în capitolul „3.6.2. Diverse metode de expunere la siliciu”.
Manșoane din fontă gri Manșoane din fontă gri umede
Acest tip designul este astăzi doar relativ rar utilizat la motoarele pentru autoturisme. Motivul pentru aceasta este comportamentul diferit de dilatare termică a blocului cilindric din aluminiu și a căptușelii cilindrilor din fontă gri. Acest lucru necesită în special menținerea unor toleranțe strânse de-a lungul lungimii căptușei cilindrului în timpul producției, pentru a evita cu siguranță problemele cu etanșarea chiulasei (conform cu această problemă vezi și capitolul „2.3.1. Tipuri diferite proiecte de blocuri de cilindri).
Căptușeli de cilindri din fontă
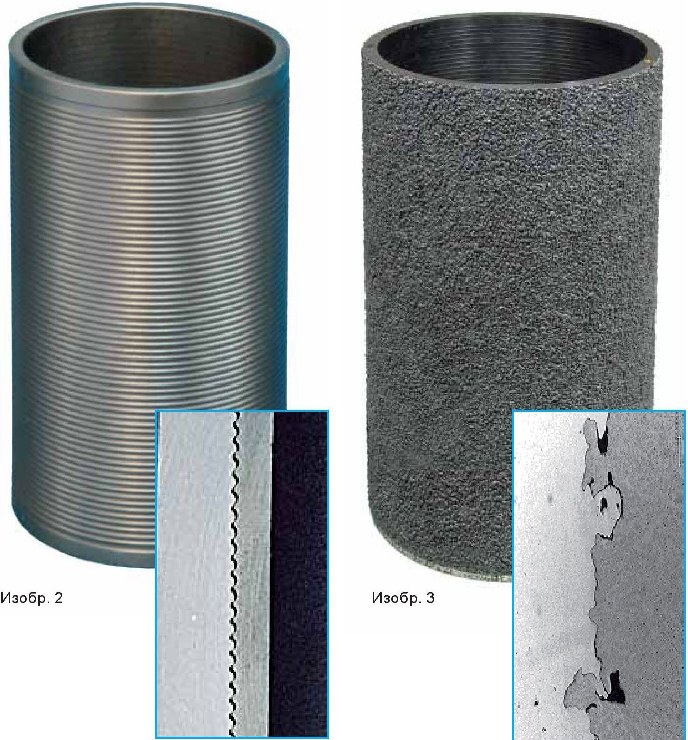
Acest concept combină în mare măsură avantajele de greutate ale materialului aluminiu și lipsa de probleme ale proprietăților de alunecare ale suprafețelor de alunecare ale cilindrilor din fontă cenușie. Fabricat, cel mai adesea, prin metoda avantajoasă de turnare prin injecție (design Open-Deck). Când este fabricat prin turnare prin injecție, se obțin spații relativ mici între manșon și turnarea înconjurătoare și, de asemenea, în general, performanță bună conductivitate termică. Sunt folosite diferite metode pentru a asigura o fixare strânsă a manșonului din fontă gri în bloc. Cea mai simplă metodă este de a produce cu caneluri pe diametrul exterior (fig. 2). În ciuda metodei de turnare prin injecție utilizată, totuși, pot apărea probleme cu legătura mecanică și astfel cu potrivirea strânsă a manșonului în bloc. Motivul pentru aceasta este golurile de aer rămase, deși foarte mici, între manșon și blocul de aluminiu. Prin urmare, au trecut la utilizarea așa-numitelor manșoane de turnare brute (Fig. 3). Datorită exteriorului puternic brăzdat suprafata exterioara la turnare, se produce o adevărată ciupire a manșonului cu materialul blocului
Îmbunătățiri suplimentare - deși cu prețul a mai mult costuri ridicate- Aduce Alfining sau Plasma Coating Carcaselor înainte de turnare. În Alfining, mânecile sunt mai întâi acoperite cu aluminiu într-o baie de aluminiu pur. Acest lucru are ca rezultat o legătură internă specială, metalurgică, între aluminiu și manșonul din fontă gri. La aceasta metoda Aceasta este o metodă de pregătire a turnării relativ costisitoare. Prin urmare, am schimbat - când a fost necesar - pentru a ne asigura că mânecile din fontă gri sunt mai întâi cu Partea exterioară rugos prin sablare și apoi acoperit cu un strat de plasmă de aluminiu pulverizat. Spre deosebire de Alfining, încă nu există nicio legătură metalurgică între fonta gri și aluminiu.
Straturile de aluminiu depuse în acest fel pe căptușeli, când sunt turnate în blocul cilindrilor, din nou se topesc puțin și sunt mai bine conectate la materialul blocului în comparație cu căptușelile fără un strat de aluminiu. Problemele de comunicare care pot apărea în anumite condiții pot fi reduse sau evitate în acest fel.
Manșoane din aluminiu turnat (ALUSIL®, Silitec®)
Pe lângă producția de blocuri monolitice de la ALUSIL, este posibilă și fabricarea blocurilor de cilindri cu căptușeli de aluminiu turnate cu un conținut ridicat de siliciu (ALUSIL®, Silitec®). Îmbogățirea cu siliciu necesară pentru întărirea cilindrului există cu această metodă numai în zona suprafeței de lucru a cilindrului. Restul blocului de cilindri este realizat dintr-un aliaj standard de aluminiu-siliciu (ex. AISi9Cu3).
Pulverizare compactă a manșoanelor turnabile
Aici vorbim despre o metodă relativ nouă de fabricare a manșoanelor din aluminiu cu conținut ridicat de siliciu (Silitec). Materialul de manșon necesar pentru turnare este produs prin așa-numitul proces de pulverizare compactă. Din motive de simplitate și claritate, termenul Silitec® este folosit în textul următor. Aici, într-o cameră, topitura de aluminiu este atomizată foarte fin cu ajutorul gazului de atomizare (azot), și astfel, strat cu strat formează o piesă de prelucrat (Fig. 1). Forma conului de pulverizare determină forma finală a semifabricatului. În principiu, această metodă face posibilă fabricarea conductelor, șaibelor, tijelor sau foilor direct într-un singur flux de lucru. În ceea ce privește tehnica de fabricație, pulverizarea compactă se situează între sinterizare și turnarea clasică cu matriță.Față de materialele de turnare convenționale, pare posibilă, ca și în cazul sinterizării, să se producă materiale cu o compoziție neobișnuită. Conținutul de siliciu cu această metodă poate ajunge până la 25%. Se obţine o structură foarte fină cu o distribuţie omogenă a elementelor şi fazelor şi oportunități bune modelarea.
În acest fel, materia primă obținută sub formă de șurub este prelucrată prin extrudare continuă în țevi, care sunt apoi tăiate în bucăți și utilizate ca piese turnate pentru blocul cilindrilor (Fig. 3). Pentru îmbunătățirea conexiunii, înainte de turnare, suprafața exterioară a manșoanelor este rugoasă prin metoda jetului. Mai mult decât metoda rapida turnare prin injecție.
Cilindrii sunt prelucrați în același mod ca și alte suprafețe de alunecare ale cilindrilor din aluminiu-siliciu. Cristalele de siliciu sunt foarte subțire distribuite în structură și au o dimensiune de 4 - 10 rm (Fig. 2). Datorită dimensiunilor foarte mici ale particulelor, deschiderea cristalelor de siliciu în timpul prelucrării finale a suprafețelor de lucru ale cilindrilor prezintă cerinte speciale. Pentru blocurile cilindrice produse prin această metodă, prin urmare, în producția de serie se utilizează în principal deschiderea prin tratare cu sodă caustică.
Căutare text integral:
Acasă > Cursuri >Industrie, producție
1.1 Descrierea piesei
1.2 Analiza conditiilor de munca
1.4 Materiale pentru fabricație
1.4.1 Fontă gri
1.4.2 Aliaje de aluminiu
2. Tehnologia de fabricație
2.2.1 Exploatarea bauxitei
2.2.2 Obținerea aluminei din minereuri
2.2.3. Fundamentele electrolizei topituri de criolit-alumină
2.3 Turnarea cu nisip
3.1 Îmbătrânire și întărire
4. Prelucrare
4.1 Stabilirea punctelor de bază
Concluzie asupra muncii depuse
1. Analiza piesei proiectate și a condițiilor de lucru ale acesteia
1.1 Descrierea piesei
Bloc cilindric - parte turnată, servește ca bază a motorului combustie interna. Capul blocului este atașat la partea superioară, partea inferioară face parte din carter, are suprafețe de rezemare pentru instalarea arborelui cotit.
Blocul cilindrilor (sau carterul) preia sarcini de la piesele rotative și în mișcare translațională. Cel mai comun inline motoare cu patru cilindri au de obicei un bloc turnat din fier aliat cenușiu, mai rar - aluminiu, blocul este prezentat în Figura 1. În acest caz, căptușele cilindrilor sunt turnate dintr-o singură bucată cu blocul, formând o manta de răcire între căptușeli și pereții exteriori . Blocul cilindric are găuri în partea inferioară - așa-numitele. paturi pentru carcasele lagărelor arborelui cotit. Paturile sunt prelucrate cu echipamente speciale de precizie cu mare precizie.
Cilindrii pot face parte dintr-o turnare (bloc necăptușit) sau pot avea căptușeli separate, care pot fi „umede” sau „uscate”, așa cum se arată schematic în Figura 2.
Căptușelile uscate sunt presate cel mai adesea în corpul blocului, iar căptușelile umede sunt sigilate suplimentar cu inele din diverse materiale precum cauciucul sau cuprul. Eliminarea căldurii prin manșoane către lichidul de răcire depinde de proprietățile materialului manșonului și de grosimea acestuia (cu cât conductivitatea termică a materialului este mai mare și cu cât pereții manșonului sunt mai subțiri, cu atât disiparea căldurii este mai bună).
Utilizarea cilindrilor căptușiți, pe de o parte, crește ușor costul motorului și complică asamblarea acestuia, dar, pe de altă parte, simplifică repararea blocului, deoarece în acest caz este suficient să înlocuiți căptușele și căptușele. grup de pistoane.
În același timp, pentru blocurile fără manșon, atunci când oglinda cilindrului este uzată, aceasta trebuie să fie plictisită și șlefuită, ceea ce complică semnificativ reparația, deoarece o practică obligatorie. demontare completa motor. În plus, se impun cerințe foarte mari la calitatea materialului și a tehnologiei de turnare pentru blocurile fără coajă.
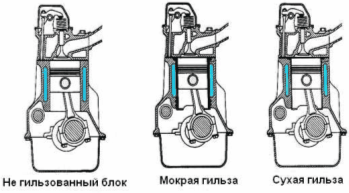
Figura 2 - Reprezentarea schematică a secțiunii blocurilor de diverse
În jurul fiecărui cilindru se fac găuri filetate pentru șuruburile cu cap ca în Figura 3. Găurile filetate nu se conectează direct la manșon (ceea ce reduce deformarea manșonului atunci când șuruburile cu cap sunt strânse. O ușoară deformare a manșonelor în timpul strângerii încă). apare, dar de obicei nu depășește 0,010-0,015 mm, deși poate crește semnificativ dacă șuruburile capului sunt strânse excesiv.

Figura 3 - Orificii pentru șuruburile chiulasei: 1 - canelura; 2 - deformare in absenta unei caneluri
Suprafețele de lucru ale cilindrilor și căptușelilor, care se numesc oglinda cilindrului, sunt prelucrate cu mare precizie și au o puritate foarte ridicată. Uneori se aplică un microrelief special pe oglinda cilindrului, a cărui înălțime este de fracțiuni de micrometri. O astfel de suprafață reține bine uleiul și ajută la reducerea frecării suprafeței laterale a pistonului și a inelelor de pe oglinda cilindrului.
Oglinda cilindrului Oglinda cilindrului este în contact constant cu pistonul și este lubrifiată cu ulei de motor, care este pulverizat de elementele rotative ale mecanismului manivelei. Proprietățile tehnologice înalte ale metalului și calitatea prelucrării acestuia determină rezistența necesară a suprafeței.
Manta de răcire Mantaua de răcire este proiectată pentru a elimina căldura de pe pereții cilindrilor și de pe capul motorului. Scopul unui sistem de răcire cu apă a motorului este nu numai de a elimina căldura de pe pereții cilindrului, ci și de a menține temperatura de funcționare proiectată.
Carcasa arborelui cotit Pe carterul blocului cilindri există locuri pentru fixarea unor elemente precum un generator, un compresor de aer condiționat, suporturi de montare, o pompă de servodirecție etc. Carcasa arborelui cotit poate fi turnată cu blocul de cilindri într-o singură carcasă. , sau poate fi atașat la el cu șuruburi. O baia de ulei este atașată la partea inferioară a carterului blocului, care este proiectată pentru depozitare ulei de motor. Paletul este de obicei fabricat din oțel sau aliaj de aluminiu.
1.2 Analiza conditiilor de munca
Cilindrul motorului este proiectat să direcționeze mișcarea alternativă a pistonului, să absoarbă energia eliberată în timpul arderii combustibilului, să absoarbă și să elimine căldura din camera de ardere la lichidul de răcire, precum și să atașeze arborele cotit în acest scop, canale pentru lubrifiere. iar racirea se fac in blocul cilindrilor. Paturile pentru fixarea arborelui cotit sunt realizate în carterul blocului cilindrilor. De aici rezultă că carterul blocului este supus:
Impactul presiunii gazului;
Forțele gazelor care sunt percepute conexiuni filetate chiulasele și lagărele arborelui cotit;
forțele interne de inerție (forțe de încovoiere) rezultate din forțele de inerție în timpul rotației și oscilației;
forțe interne de torsiune (forțe de răsucire) între cilindrii individuali;
cuplul arborelui cotit și, ca urmare, forțele de reacție ale suporturilor motorului;
forțe libere și momente de inerție, ca urmare a forțelor de inerție în timpul vibrațiilor, care sunt percepute de suporturile motorului;
Forțele de frecare laterale care decurg din mișcarea pistonului;
Sarcinile de încovoiere de la forțele de presiune a gazului și forțele de inerție transmise prin biele de la pistoane, de la arborele cotit, sarcinile sunt transferate la rulmenții principali ai arborelui cotit și se îndoaie blocul;
Frecarea cu elementele pistonului (provoacă uzură mecanică);
Căldură(provoacă arderea și coroziunea metalului) În cazul în care blocul cilindrului este din aliaj de aluminiu, oglinda cilindrului este realizată într-o inserție specială din fontă (manșon);
Deformarea elastică a blocului sau arborelui duce la curbura axelor patului și a gâturilor arborelui cotit. În acest caz, apare uzura, neuniformă de-a lungul lățimii gâtului;
Sarcina transmisă de la căptușeli către pat, cu curbura periodică a axelor, duce la uzura suprafețelor patului în sine (această situație este tipică, de exemplu, pentru rulmenții de biele). arbori lungi cu un număr mic de suporturi (de exemplu, un arbore cu patru rulmenți al unui motor cu șase cilindri în linie);
1.3 Compilarea cerințelor detaliate
După analizarea condițiilor de funcționare ale carterului, în paragraful anterior, se pot prezenta cerințe pentru proprietățile blocului cilindric al unui motor cu ardere internă, și anume:
Rigiditatea este o caracteristică foarte importantă a blocului, care determină deformarea elastică a blocului sub acțiunea diverse forțe. Când motorul este pornit arbore cotit suferă sarcini de încovoiere de la forțele de presiune a gazului și forțe de inerție transmise prin biele de la pistoane. De la arborele cotit, sarcinile sunt transferate la rulmenții principali ai arborelui cotit și îndoiți blocul. Cu o rigiditate insuficientă, acest lucru poate duce la uzura accelerată a rulmenților și la defecțiunea motorului. Rigiditatea la încovoiere a blocului crește de obicei odată cu creșterea distanței de la planul de despărțire al rulmentului principal la planul de separare inferior al blocului și al baii de ulei, așa cum se arată în Figura 4, precum și cu creșterea lățimii blocului și a grosimii peretelui. Acest lucru este important în special pentru motoarele cu mai mulți cilindri în linie (cu 5-6 cilindri).
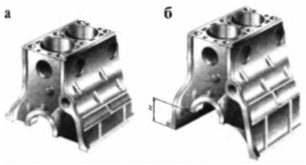
Figura 4 - Creșterea rigidității carterului (a) prin creșterea mărimii H (b)
alinierea orificiilor tuturor paturilor blocului;
aceeași dimensiune (diametru) pentru toate paturile (cu excepția modelelor speciale);
perpendicularitatea axelor paturilor și cilindrilor;
Paralelismul axelor patului arborilor auxiliari și cu came (dacă sunt instalate în bloc) cu axa patului arborelui cotit;
Practica arată că toate abaterile de la perpendicularitate și paralelism nu trebuie să depășească jumătate din spațiul de lucru al pieselor. Cu un spațiu de 0,04 + 0,06 mm, aceasta nu este mai mare de 0,02 + 0,03 mm.
1.4 Materiale pentru fabricație
Carterul este una dintre cele mai grele părți ale întregii mașini. Și ocupă locul cel mai critic pentru dinamica condusului: locul deasupra punții față. Prin urmare, aici se încearcă să exploateze pe deplin potențialul de reducere a masei. Fonta cenușie, care a fost folosită ca material pentru carter de zeci de ani, este din ce în ce mai mult înlocuită în motoarele pe benzină și diesel cu aliaje de aluminiu. Acest lucru permite obținerea unei reduceri semnificative a greutății. Dar, avantajul în masă nu este singura diferență care apare la prelucrarea și utilizarea unui material diferit. Acustica, proprietățile anticorozive, cerințele de procesare a producției și volumele de servicii se schimbă, de asemenea.
1.4.1 Fontă gri
Fonta este un aliaj de fier cu mai mult de 2% carbon și mai mult de 1,5% siliciu. Fonta cenușie conține carbon în exces sub formă de grafit. Pentru carterurile bloc ale motoarelor diesel a fost și este folosită fontă cu grafit lamelar, care și-a primit numele de la locația grafitului din el. Alți constituenți ai aliajului sunt manganul, sulful și fosforul în cantități foarte mici. Fonta a fost oferită de la bun început ca material pentru carterurile bloc. motoare de serie, deoarece acest material nu este scump, este pur și simplu procesat și are proprietățile necesare. Aliajele ușoare nu au putut îndeplini aceste cerințe mult timp. Producătorii de automobile folosesc fontă de grafit fulgi pentru motoarele lor datorită proprietăților sale deosebit de favorabile. Și anume:
conductivitate termică bună;
proprietăți bune de rezistență;
prelucrare simplă;
proprietăți bune de turnare;
amortizare foarte buna.
Amortizarea remarcabilă este una dintre proprietăți distinctive fontă cu grafit lamelar. Înseamnă capacitatea de a percepe vibrațiile și de a le amortiza datorită frecării interne. Datorită acestui fapt, vibrațiile și caracteristicile acustice ale motorului sunt îmbunătățite semnificativ. proprietăți bune, rezistența și prelucrarea ușoară fac ca carterul din fontă gri să fie competitiv astăzi. Datorită rezistenței lor ridicate, motoarele M pe benzină și motoarele diesel sunt fabricate și astăzi cu carter din fontă gri. Creșterea cerințelor pentru greutatea motorului autoturismîn viitor doar aliajele uşoare vor putea satisface.
1.4.2 Aliaje de aluminiu
Carterurile din aliaj de aluminiu sunt încă relativ noi doar pentru motoarele diesel. Densitatea aliajelor de aluminiu este de aproximativ o treime în comparație cu fonta cenușie. Cu toate acestea, acest lucru nu înseamnă că avantajul în masă are același raport, deoarece datorită rezistenței mai mici, un astfel de carter bloc trebuie făcut mai masiv. Alte proprietăți ale aliajelor de aluminiu:
conductivitate termică bună;
rezistență chimică bună;
proprietăți bune de rezistență;
prelucrare simplă.
Aluminiul pur nu este potrivit pentru turnarea unui carter, deoarece nu are proprietăți de rezistență suficient de bune. Spre deosebire de fonta cenușie, principalele componente de aliere sunt adăugate aici în cantități relativ mari.
Aliajele sunt împărțite în patru grupe, în funcție de aditivul de aliere predominant. Acești aditivi:
siliciu (Si);
cupru (Ci);
magneziu (Md);
Pentru carterurile bloc din aluminiu se folosesc exclusiv aliajele AlSi. Sunt îmbunătățite cu mici adaosuri de cupru sau magneziu. Siliciul are un efect pozitiv asupra rezistenței aliajului. Dacă componenta este mai mare de 12%, atunci prelucrare specială se poate obține o duritate foarte mare a suprafeței, deși tăierea devine mai dificilă. În regiunea de 12% au loc proprietăți de turnare remarcabile. Adăugarea de cupru (2-4%) poate îmbunătăți proprietățile de turnare ale aliajului dacă conținutul de siliciu este mai mic de 12%. Un mic adaos de magneziu (0,2-0,5%) crește semnificativ valorile rezistenței. Pentru motoarele pe benzină și diesel se folosește aliajul de aluminiu AISi7MgCuO.5. După cum se poate observa din denumirea AISi7MgCuO.5, acest aliaj conține 7% siliciu și 0,5% cupru. Are o rezistență dinamică ridicată. Alții proprietăți pozitive au proprietăți bune de turnare și ductilitate. Adevărat, nu permite obținerea unei suprafețe suficient de rezistente la uzură, care este necesară pentru oglinda cilindrului. Prin urmare, carterurile din AISI7MgCuO,5 vor trebui realizate cu căptușe de cilindru.
Cercetătorii progresivi se gândesc să folosească un material și mai ușor - aliajul de magneziu. Au fost construite motoare prototip, în care căptușele metalice ale cilindrilor au fost instalate în blocuri de plastic ușoare, deși aceste motoare s-au dovedit a fi teribil de zgomotoase.
1.4.3 Date tabelare privind materialele
Mai jos voi da o comparație tabelară a 2 grade de fontă (SCH25 și SCH35), 2 grade de aluminiu (AL2 și AL4) și un grad de aliaj de mangan (ML4) din care se pot realiza piese turnate de carter.
Tabelul 1 - Clasificare
|
Material |
Nume |
Aplicarea materialelor |
|
Fontă gri |
pentru fabricarea pieselor turnate |
|
|
Fontă gri |
pentru fabricarea pieselor turnate |
|
|
Aliaj de turnare de aluminiu |
pentru fabricarea pieselor cu sarcină mică; aliajul este foarte rezistent |
|
|
Aliaj de turnare de aluminiu |
pentru fabricarea pieselor de încărcare medie și grea; aliajul este foarte rezistent |
|
|
Aliaj de turnare de magneziu |
părți ale motoarelor și altor unități care funcționează în condiții de rezistență ridicată la coroziune, statice și sarcini dinamice; temperatura limita de functionare: 150°C - pe termen lung, 250°C - pe termen scurt |
Masa 2 - Compoziție chimicăîn % material SCH25 și SCH35
Tabelul 3 - Compoziția chimică în % din materialul AL2
|
impurităţi |
|||||||||
Tabelul 4 - Compoziția chimică în % din materialul AL4
|
impurităţi |
|||||||||||
Tabelul 5 - Compoziția chimică în % din materialul ML4
|
impurităţi |
||||||||||
|
altele 0,1; total 0,5 |
Tabelul 6 - Proprietăți mecanice la T=20 o C
|
ST |
5 |
Duritatea Brinell |
||
|
HB 10 -1 = 156 - 260 |
||||
|
HB 10 -1 = 179 - 290 |
||||
|
HB 10 -1 = 50 - 75 |
Tabelul 7 - Proprietățile fizice ale materialului SCH25 și SCH 35
|
Material |
||||||
|
W/(m grade) |
J/(kg grade) |
|||||
Tabel 8 - Proprietăți fizice ale materialului AL2 și AL4
|
Material |
||||||
|
W/(m grade) |
J/(kg grade) |
|||||
Tabel 9 - Proprietăți fizice ale materialului ML4
Denumiri:
HB - duritate Brinell, [MPa]
T - Temperatura la care au fost obținute aceste proprietăți, [deg]
E - Modulul de elasticitate de primul fel, [MPa]
- Coeficientul de dilatare termică (liniară) (interval 20 o - T),
- Coeficient de conductivitate termică (capacitatea termică a materialului), [W/(m grade)]
- Densitatea materialului, [kg/m3]
C - Capacitate termică specifică a materialului (interval 20 o - T), [J / (kg grade)]
R - Rezistivitate electrică, [Ohm m]
Concluzie: Pentru carterul meu din aluminiu voi folosi doar aliaje AlSi, si anume AL4. Sunt îmbunătățite cu mici adaosuri de cupru sau magneziu. Siliciul are un efect pozitiv asupra rezistenței aliajului. Dacă componenta este mai mare de 12%, atunci se poate obține o duritate foarte mare a suprafeței prin prelucrare specială, deși tăierea va fi complicată. În regiunea de 12% au loc proprietăți de turnare remarcabile. Adăugarea de cupru (2-4%) poate îmbunătăți proprietățile de turnare ale aliajului dacă conținutul de siliciu este mai mic de 12%. Un mic adaos de magneziu (0,2-0,5%) crește semnificativ valorile rezistenței dinamice. Alte proprietăți pozitive sunt proprietăți bune de turnare și ductilitate. Adevărat, nu permite obținerea unei suprafețe suficient de rezistente la uzură, care este necesară pentru oglinda cilindrului. Prin urmare, carterurile bloc de la AL4 vor trebui realizate cu căptușe de cilindri.
2. Tehnologia de fabricație
2.1 Schema tehnologică de producție
2.2 Descrierea fiecărei etape tehnologice
2.2.1 Exploatarea bauxitei
Numai rocile bogate în alumină (Al 2 O 3) și aflate în mase mari pe suprafața pământului pot servi drept minereuri de aluminiu. Aceste roci includ bauxite, nefeline - (Na, K) 2 O 2 O 3 - 2 SiO 2, alunite - (Na, K) 2 SO 4 - Al 2 (SO 4) 3 - 4Al (OH) 3 și caolini (argile), spate de câmp (ortoclază) - K 2 OּAl 2 O 3 ּ6SiO 2.
Principalul minereu pentru producerea aluminiului este bauxita. Bauxita este cel mai important minereu de aluminiu. Bauxita reprezintă cea mai mare parte a producției mondiale de alumină. Bauxita este o rocă complexă, de aluminiu în care se află sub formă de hidroxizi diaspori și boehmite (oxizi monohidratați), gibbsite sau hidrargilit (oxid trihidrat). Alături de hidroxizi, o parte din aluminiu poate fi găsită în bauxite sub formă de corindon, caolinit și alte minerale.
Aluminiul este conținut în ele sub formă de hidroxizi Al (OH), AlOOH, corindon Al 2 O 3 și caolinit Al 2 O 3 ּ2SiO 2 ּ2H 2 O. Compoziția chimică a bauxitelor este complexă: 28-70% alumină; 0,5-20% silice; 2-50% oxid de fier; 0,1-10% oxid de titan. Recent, nefelinele și alunitele au fost folosite ca minereu. Nefelina (KּNa 2 OּAl 2 O 3 ּ2SiO 2) este o parte a rocilor apatite-nefeline (pe Peninsula Kola).
Cel mai important este depozitul de bauxită Severouralsk din regiunea Sverdlovsk. Bauxite Severouralsk - diasporă-boehmit și diasporă; cea mai mare parte a acestora se caracterizează printr-un conținut ridicat de A1 2 O 3 (52-54%) și un conținut scăzut de silice (3-5%); conţinutul de Fe 2 O 3 în aceste bauxite este de 21-28%. Bauxita este extrasă în subteran (mina) de la o adâncime de până la 700 m. Conținutul de monoxid de carbon (IV) -COa din bauxita extrasă (2,5-3,5%) și sulf (aproximativ 1%) este ridicat, ceea ce reduce calitatea acestora. . Unele dintre zăcăminte sunt situate în zone greu de dezvoltat și nu sunt adecvate pentru o exploatare mai eficientă în cariere deschise.
O serie de zăcăminte de bauxită de tip boehmite-diaspore au fost descoperite în Uralii de Sud din regiunea Chelyabinsk și regiunea Bashkir. Bauxitele din Uralul de Sud se caracterizează printr-un conținut ridicat de silice și monoxid de carbon (IV), precum și printr-o duritate ridicată. De asemenea, sunt exploatate în subteran. Bauxitele extrase conțin, în medie, % (în greutate): А1 2 O 3 50-53; Si025-10 şi Fe20321-22.
2.2.2 Obținerea aluminei din minereuri
Alumina se obține în trei moduri: alcalin, acid și electrolitic. Cel mai răspândit are o metodă alcalină (metoda lui K. I. Bayer, dezvoltată în Rusia la sfârșitul secolului înainte de ultimul și folosită pentru prelucrarea bauxitelor de calitate superioară cu o cantitate mică (până la 5-6%) de silice). De atunci implementare tehnică a fost îmbunătățit semnificativ. Schema de producere a aluminei prin metoda Bayer este prezentată în Figura 5.
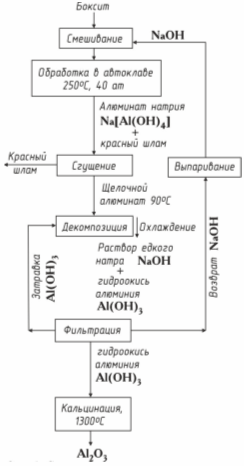
Figura 5 - Schema producerii aluminei prin metoda Bayer
Esența metodei constă în faptul că soluțiile de aluminiu se descompun rapid atunci când se introduce hidroxid de aluminiu în ele, iar soluția rămasă din descompunere după evaporarea ei în condiții de amestecare intensivă la 169-170 ° C poate dizolva din nou alumina conținută în bauxite. Această metodă constă din următoarele operații principale:
1). Prepararea bauxitei, care constă în zdrobirea și măcinarea acesteia în mori; morile sunt alimentate cu bauxită, alcalii caustice și o cantitate mică de var, ceea ce îmbunătățește eliberarea de Al 2 O 3 ; pulpa rezultată este alimentată pentru levigare;
2). Leșierea bauxitei (recent, blocurile de autoclave de formă rotundă folosite până acum au fost parțial înlocuite cu autoclave tubulare, în care leșierea are loc la temperaturi de 230-250 ° C (500-520 K), care constă în descompunerea sa chimică din interacțiunea cu o soluție apoasă de alcali; Hidrații de oxid de aluminiu, atunci când interacționează cu alcalii, intră în soluție sub formă de aluminat de sodiu:
AlOOH+NaOH→NaAlO2+H2O
Al(OH)3 +NaOH→NaAl02 +2H20;
Si02 +2NaOH→Na2Si03 +H20;
în soluție, aluminatul de sodiu și silicatul de sodiu formează un aluminosilicat de sodiu insolubil; oxizii de titan și fier trec în reziduul insolubil, dând reziduului o culoare roșie; acest reziduu se numește noroi roșu. După terminarea dizolvării, aluminatul de sodiu rezultat este diluat cu o soluţie apoasă de alcali în timp ce temperatura scade cu 100°C;
3). Separarea soluției de aluminat din noroi roșu, realizată de obicei prin spălare în agenți de îngroșare speciali; ca urmare, noroiul roșu se depune, iar soluția de aluminat este drenată și apoi filtrată (clarificată). În cantități limitate, nămolul este folosit, de exemplu, ca aditiv pentru ciment. În funcție de gradul de bauxită, 0,6-1,0 tone de noroi roșu (reziduu uscat) la 1 tonă de alumină obținută;
4). Descompunerea soluției de aluminat. Se filtrează și se pompează în recipiente mari cu agitatoare (descompunetoare). Hidroxidul de aluminiu Al(OH)3 este extras dintr-o soluţie suprasaturată după răcire la 60°C (330 K) şi agitare constantă. Deoarece acest proces se desfășoară lent și neuniform, iar formarea și creșterea cristalelor de hidroxid de aluminiu sunt de mare importanță în prelucrarea sa ulterioară, se adaugă o cantitate mare de hidroxid solid la descompozitori - semințe:
Na20Al203 +4H20→Al(OH)3+2NaOH;
5). Alocarea hidroxidului de aluminiu și clasificarea acestuia; acest lucru se întâmplă în hidrocicloane și filtre cu vid, unde un precipitat care conține 50-60% particule de Al(OH) este separat din soluția de aluminat. O parte semnificativă a hidroxidului este returnată în procesul de descompunere sub formă de material sămânță, care rămâne în circulație în cantități nemodificate. Rezidu după spălare apa merge pentru calcinare; filtratul este, de asemenea, readus în circulație (după concentrare în evaporatoare - pentru leșierea de noi bauxite);
6). Deshidratarea hidroxidului de aluminiu (calcinare); este operațiunea finală a producției de alumină; se desfășoară în cuptoare tubulare rotative, iar mai recent și în cuptoare cu mișcare turbulentă a materialului la o temperatură de 1150-1300 circa C; hidroxid de aluminiu brut, care trece printr-un cuptor rotativ, uscat și deshidratat; atunci când sunt încălzite, următoarele transformări structurale au loc secvenţial:
Al(OH) 3 → AlOOH → γ-Al 2 O 3 → α-Al 2 O 3
Alumina calcinată finală conține 30-50% α-Al 2 O 3 (corindon), restul este γ-Al 2 O 3 . Această metodă extrage 85-87% din toată alumina produsă. Oxidul de aluminiu rezultat este un compus chimic puternic cu un punct de topire de 2050 o C.
2.2.3 Fundamentele electrolizei topiturii criolit-alumină
Electroliza topiturii criolit-alumină este principala metodă de obținere a aluminiului, deși unele aliaje de aluminiu sunt obținute prin metoda electrotermală.
Primele electrolizoare industriale au fost pentru curenți de până la 0,6 kA și în următorii 100 de ani au crescut la 300 kA. Cu toate acestea, acest lucru nu a adus schimbări semnificative la elementele de bază ale procesului de fabricație.
Schema generala producția de aluminiu este prezentată în Figura 5. Unitatea principală este celula electrolitică. Electrolitul este o topitură de criolit cu un ușor exces de fluorură de aluminiu, în care se dizolvă alumina. Procesul este realizat la concentrații variabile de alumină de la aproximativ 1 până la 8% (greutate). De sus, un anod de carbon este coborât în baie, parțial scufundat în electrolit. Există două tipuri principale de anozi de sacrificiu: autocoapți și precoapți. Primii folosesc căldura de electroliză pentru prăjirea masei anodului, care constă dintr-un amestec de cocs de umplutură și un liant, smoală. Anozii copți sunt un amestec precopt de cocs și liant de smoală.
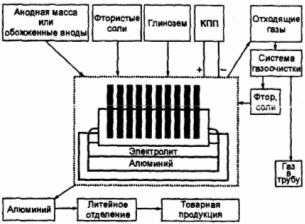
Figura 6 - Schema producției de aluminiu din alumină.
Aluminiul topit la temperatura de electroliză (950 - 960°C) este mai greu decât electrolitul și se află pe partea inferioară a electrolizorului. Topiturile de criolit-alumină sunt foarte agresive, care pot fi rezistate de materiale carbonice și unele noi. Din acestea, este realizată căptușeala interioară a electrolizatorului.
Pentru a converti AC în DC pornit fabrici moderne Se folosesc redresoare cu semiconductori cu o tensiune de 850V și un raport de conversie de 98,5%, instalate într-o stație de conversie cu siliciu (KPP). Un redresor oferă un curent de până la 63 kA. Numărul de astfel de unități depinde de puterea curentului necesară, deoarece toate sunt conectate în paralel.
Procesul care are loc în electrolizor constă în descompunerea electrolitică a aluminei dizolvate în electrolit. Aluminiul este eliberat pe un catod de aluminiu lichid, care este turnat periodic folosind o oală cu vid și trimis la departamentul de turnătorie pentru turnare sau un mixer, unde, în funcție de scopul ulterioar al metalului, aliaje cu siliciu, magneziu, mangan, cupru. sunt pregătite sau se realizează rafinarea. La anod, carbonul este oxidat de oxigenul eliberat. Gazul anod de evacuare este un amestec de CO2 și CO.
Electrolizatoarele sunt de obicei echipate cu adăposturi care elimină gazele de eșapament și un sistem de curățare. Acest lucru reduce eliberarea Substanțe dăunătoareîn atmosferă. Procesul tehnologic presupune ca adapostul sa fie sigilat ermetic pentru a asigura aspirarea gazului in colector cu ajutorul ventilatoarelor. Gazele îndepărtate din electrolizoare sunt dominate de dioxid de carbon (majoritatea monoxidului de carbon este post-ars fie deasupra electrolitului, fie în arzătoare speciale după clopotul de colectare a gazelor), azot, oxigen, fluoruri gazoase și solide și particule de praf de alumină. Sunt utilizate diverse scheme tehnologice pentru a le elimina și a le readuce în proces.
Electrolizoarele moderne sunt echipate cu un sistem automat de alimentare cu alumină (AAF) cu o perioadă de încărcare de 10-30 min.
Reacția globală care are loc în electrolizor poate fi reprezentată prin ecuație
Astfel, teoretic, procesul de electroliză consumă alumină și carbon anodic, precum și energia electrică necesară nu numai pentru implementarea procesului electrolitic - descompunerea aluminei, ci și pentru menținerea unei temperaturi ridicate de funcționare. În practică, se consumă și o anumită cantitate de săruri de fluor, care se evaporă și sunt absorbite în căptușeală. Cantitatea de materii prime pentru obținerea a 1 tonă de aluminiu este prezentată în Tabelul 10:
Tabelul 10 - Cantitatea de materii prime pentru obtinerea a 1 tona de aluminiu
Producția de aluminiu este unul dintre procesele cele mai consumatoare de energie, astfel încât topitoriile de aluminiu sunt construite aproape de sursele de energie.
Toate materialele furnizate pentru electroliză trebuie să aibă o cantitate minimă de impurități mai electropozitive decât aluminiul (fier, siliciu, cupru etc.), deoarece aceste impurități sunt aproape complet transformate în metal în timpul electrolizei.
2.2.4 Producția electrotermală a aliajelor aluminiu-siliciu
Este imposibil să se obțină aluminiu pur prin reducerea directă a oxidului său. Procesele carbotermale necesită temperaturi ridicate (aproximativ 2000°C) pentru a reduce alumina, iar în absența componentelor care formează aliaje, metalul se leagă de carbon, dând carbură de aluminiu (A1 4 C 3). Se știe că carbura de aluminiu și aluminiul sunt solubile unul în celălalt și formează amestecuri foarte refractare. În plus, Al 4 C 3 se dizolvă în Al 2 O 3, prin urmare, ca urmare a reducerii oxidului de aluminiu cu carbon, se obțin amestecuri de aluminiu, carbură și oxid având puncte de topire ridicate. De obicei, nu este posibilă eliberarea unei astfel de mase din cuptor. Chiar dacă acest lucru se poate face, costul separării va fi mare.
În țara noastră, pentru prima dată în lume, a fost dezvoltată și implementată la scară industrială o metodă de producere a silicoaluminiului (aliaje aluminiu-siliciu) cu indicatori tehnico-economici suficient de înalți.
Schema tehnologică generală pentru producerea aliajelor aluminiu-siliciu este prezentată în Figura 7. Ca materie primă, pe lângă caolini (Al 2 O 3 × 2 SiO 2 × 2H 2 O), cianite (Al 2 O 3 × SiO 2 ), distensilimanite ( Al 2 O 3 × SiO 2) și bauxite cu conținut scăzut de fier.
Aliajul după topirea electrică este furnizat pentru purificarea de impurități nemetalice. Pentru a face acest lucru, este furnizat un flux, constând dintr-un amestec de criolit și clorură de sodiu, care udă aceste impurități și le „colectează”. Silicoaluminiul rafinat are o compoziție medie (%): A1 - 61; Si - 36; Fe - 1,7; Ti - 0,6; Zr - 0,5; Ca - 0,7. Acest aliaj nu este potrivit pentru producerea de silumin și necesită purificare din fier. Cea mai comună metodă de purificare este manganul, care formează compuși intermetalici refractari cu fierul.
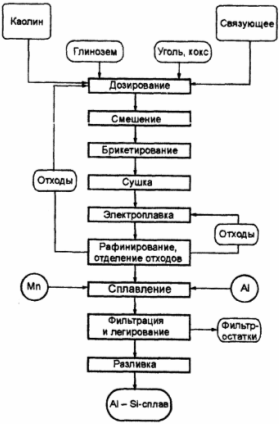
Figura 7 - Schema generala de productie a aliajelor aluminiu-siliciu
Aliajul rezultat este diluat cu aluminiu electrolitic tehnic sau aluminiu secundar până la o compoziție corespunzătoare diferitelor grade de silumin și turnat în lingouri.
Avantajele acestei metode de obținere a siluminului față de aliarea aluminiului electrolitic cu siliciu cristalin sunt următoarele: putere mare o singură unitate - cuptoarele moderne au o capacitate de 22,5 MB×A, care este de aproximativ 30 de ori mai mare decât capacitatea celulei electrolitice cu 160 kA și, în consecință, o scădere a traficului de marfă, o scădere a costurilor de capital și a costurilor cu forța de muncă; utilizarea de materii prime cu un modul scăzut de siliciu, ale căror rezerve sunt destul de mari în natură.
Teoretic, aluminiul pur poate fi izolat dintr-un aliaj de aluminiu-siliciu prin diferite metode. Cu toate acestea, din cauza complexității hardware-ului și a designului tehnologic din industrie, aceste metode nu sunt implementate în prezent.
2.3 Turnarea cu nisip
Această metodă de turnare este foarte diversă și este folosită pentru a produce piese turnate de aproape orice configurație din cele mai cunoscute aliaje de turnare. În prezent, aproximativ 80% din toate turnările din greutate sunt produse prin turnare cu nisip. Procesul tehnologic de producere a pieselor turnate în această metodă de turnare este divers în ceea ce privește nivelul de mecanizare (în special în fabricarea matrițelor și miezurilor de turnare), variind de la muncă manuală până la complexe automate de turnare și turnare cu circuit electronic management. Esența procesului constă în fabricarea pieselor turnate prin turnarea liberă a metalului topit într-o matriță de nisip. După solidificarea și răcirea turnării, aceasta este eliminată cu distrugerea simultană a matriței. Cu toate acestea, turnarea cu nisip are un dezavantaj major, piesele turnate nu au dimensiuni mecanice exacte, este necesar să se acorde o toleranță pentru prelucrare și contracție.
În ceea ce privește precizia, turnarea cu nisip poate produce piese turnate cu o rugozitate a suprafeței Ra = 80–10 și cu o precizie corespunzătoare claselor 14–17 și mai grosiere. În același timp, dacă matrița este realizată dintr-un amestec convențional nisip-argilă, atunci rugozitatea suprafeței turnării este în intervalul Rа 80 - Rа 40. Atunci când se utilizează amestecuri nisip-ulei, rugozitatea piesei turnate este în intervalul Rа 80 - Rа 20, iar la utilizarea amestecurilor de crom-magnezit poate ajunge Ra 20 - Ra 5.0.
Pentru fabricarea matrițelor de nisip se folosesc amestecuri de turnare și miez, preparate din nisipuri de cuarț și argilă (GOST 2138-74), argile de turnare (GOST 3226-76), lianți și materiale auxiliare. Execuția cavităților în piese turnate se realizează cu ajutorul miezurilor realizate în principal din cutii de miez fierbinți (220-300 ° C). În acest scop, se folosește nisip de cuarț placat sau un amestec de nisip cu o rășină termorezistabilă și un catalizator. Pentru fabricarea tijelor, sunt utilizate pe scară largă mașini și instalații de sablare cu o singură poziție, precum și instalații cu mai multe poziții carusel. Tijele supuse uscării sunt realizate la mașini de scuturat, suflat și împușcat nisip sau manual din amestecuri de ulei (4GU, C) sau lianți solubili în apă. Timpul de uscare (de la 3 la 12 ore) depinde de masa și dimensiunea tijei și este de obicei determinat empiric. Temperatura de uscare este setată în funcție de natura liantului: pentru lianții de ulei 250-280 °C, iar pentru lianții solubili în apă 160-200 °C. Pentru fabricarea tijelor mari masive se folosesc din ce în ce mai mult amestecurile de întărire la rece (CTS) sau amestecurile lichide de autoîntărire (LSS). Amestecurile de întărire la rece conțin rășini sintetice ca liant, iar catalizatorul de întărire la rece este de obicei acid ortofosforic. Amestecurile YCS conțin un surfactant care promovează formarea spumei.
Tijele sunt conectate în noduri prin lipire sau prin turnarea topiturii de aluminiu în găuri speciale din părțile emblematice. Contracția aliajului în timpul răcirii asigură rezistența necesară îmbinării.
Umplerea lină a matrițelor de turnare fără impacturi și turbulențe este asigurată prin utilizarea sistemelor de închidere în expansiune cu raportul ariilor secțiunii transversale ale elementelor principale Fst: Fshp: Fpit 1:2:3; 1:2:4; 1:3:6, respectiv, pentru alimentarea inferioară, cu fante sau pe mai multe niveluri de metal în cavitatea matriței. Rata de ridicare a metalului în cavitatea matriței nu trebuie să depășească 4,5/6, unde 6 este grosimea predominantă a pereților turnării, vezi Fig. Viteza minima ridicarea metalului în formă (cm / s) este determinată de formula lui A. A. Lebedev Vmin = 3 / §.
Tipul de sistem de închidere este ales ținând cont de dimensiunile turnării, de complexitatea configurației sale și de amplasarea în matriță. Turnarea matrițelor pentru turnări de configurație complexă de înălțime mică se realizează, de regulă, cu ajutorul sistemelor de închidere inferioare. Cu o înălțime mare a piesei turnate și pereți subțiri, este de preferat să folosiți sisteme de blocare cu fante verticale sau combinate. Matrite pentru turnare de dimensiuni mici pot fi turnate prin sistemele superioare de gating. În acest caz, înălțimea crustei metalice care cade în cavitatea matriței nu trebuie să depășească 80 mm.
Pentru a reduce viteza topiturii la intrarea în cavitatea matriței și pentru a separa mai bine filmele de oxid și incluziunile de zgură suspendate în aceasta, în sistemele de închidere se introduc rezistențe hidraulice suplimentare - se instalează sau se toarnă prin granulare ochiuri (metalice sau fibră de sticlă). filtre.
Sprue (alimentatoarele), de regulă, sunt aduse în secțiuni subțiri (pereți) de piese turnate dispersate de-a lungul perimetrului, ținând cont de comoditatea și separarea lor ulterioară în timpul procesării. Furnizarea de metal a unităților masive este inacceptabilă, deoarece provoacă formarea de cavități de contracție, macro-slăbire și „eșecuri” de contracție pe suprafața pieselor turnate din ele. În secțiune transversală, canalele de poartă au cel mai adesea o formă dreptunghiulară, cu o dimensiune laterală largă de 15-20 mm și o latură îngustă de 5-7 mm.
Aliajul AL4 cu un interval îngust de cristalizare este predispus la formarea de cavități de contracție concentrate în unitățile termice ale pieselor turnate. Pentru a scoate aceste cochilii din piese turnate, instalarea de profituri masive este utilizată pe scară largă. Pentru piese turnate cu pereți subțiri (4-5 mm) și mici, masa profitului este de 2-3 ori mai mare decât masa pieselor turnate, pentru piese turnate cu pereți groși, de până la 1,5 ori. Înălțimea profitului se alege în funcție de înălțimea turnării. Cu o înălțime mai mică de 150 mm, înălțimea profitului Nprib este luată egală cu înălțimea turnării Notl. Pentru piese turnate superioare, raportul Nprib/Notl este considerat egal cu 0,3-0,5. Raportul dintre înălțimea profitului și grosimea acestuia este în medie de 2-3. Nai aplicare mai mare la turnarea aliajelor de aluminiu, se găsesc profituri superioare deschise ale unei secțiuni rotunde sau ovale; profiturile laterale în cele mai multe cazuri sunt realizate închise. Pentru a crește eficiența profiturilor, acestea sunt izolate, umplute cu metal fierbinte, completate. Încălzirea se realizează de obicei printr-un autocolant pe suprafața formei de foi de azbest, urmată de uscare cu o flacără de gaz.
Umplerea matrițelor de nisip cu metal se realizează din oale căptușite cu material refractar. Înainte de a umple cu metal, oalele proaspăt căptușite sunt uscate și calcinate la 780–800°C pentru a îndepărta umezeala. Temperatura topiturii înainte de turnare se menține la nivelul de 720-780 °C. Formele pentru piese turnate cu pereți subțiri sunt umplute cu topituri încălzite la 730-750°C, iar pentru piese turnate cu pereți groși până la 700-720°C.
Posibile defecte la piese turnate, cauze si masuri pentru eliminarea acestora.
Subumplere și dormit. Format din fluxuri de metal necontopite care se solidifică înainte ca matrița să fie umplută. Motive posibile: metal rece, alimentatoare cu secțiune mică.Cavitățile de contracție sunt cavități interne închise în piese turnate cu o suprafață ruptă. Apar din cauza contracției aliajelor, nutriție insuficientă. Eliminați cu ajutorul profiturilor.
Fisurile fierbinți în piese turnate apar în timpul cristalizării și contracției metalului în timpul tranziției de la o stare lichidă la o stare solidă la o temperatură apropiată de temperatura solidului. Tendința aliajului de a forma fisuri la cald crește în prezența incluziunilor nemetalice, gaze, sulf și alte impurități. Se produce crăpare la cald picături ascuțite grosimi de perete, colțuri ascuțite, proeminențe. Temperaturile ridicate de turnare cresc, de asemenea, probabilitatea de fisurare la cald. Pentru a preveni formarea fisurilor la cald în piese turnate, este necesar să se asigure răcirea simultană a părților groase și subțiri ale pieselor turnate; crește flexibilitatea matrițelor de turnare; dacă este posibil, reduceți temperatura de turnare a aliajului.
Burnt-on este un strat greu de îndepărtat de turnare sau nisip de miez, sudat pe turnare. Apare atunci când amestecul are o rezistență la foc insuficientă sau o temperatură prea mare a metalului.
Coji de nisip sunt cavități din corpul de turnare umplute cu nisip. Apare atunci când rezistența nisipului de turnare este insuficientă.
Carcasele de gaz sunt cavități de turnare rotunjite cu o suprafață netedă oxidată. Ele apar la umiditate ridicată și permeabilitate scăzută la gaz a formei.
Oblic. Apare din cauza centrarii incorecte.
Avantaje:
Configurare 1…6 grupe de dificultate.
Abilitatea de a mecaniza producția.
Piese turnate ieftine.
Posibilitatea de a produce piese turnate de masă mare.
Piesele turnate sunt realizate din toate aliajele de turnare, cu excepția celor refractare.
Defecte:
Condiții sanitare proaste.
Rugozitate mare a suprafeței.
Grosimea peretelui > 3mm.
Probabilitatea apariției defectelor este mai mare decât în cazul altor metode de turnare.
Adecvarea și domeniul de aplicare
Această metodă de turnare este fezabilă din punct de vedere economic pentru orice tip de producție, pentru piese de orice masă, configurație, dimensiuni, pentru producerea pieselor turnate din aproape toate aliajele de turnare. Această metodă de turnare este cea principală pentru producția de piese turnate din fontă și oțel în diferite ramuri ale ingineriei. Și pentru fabricarea de piese turnate masive, de dimensiuni mari, aceasta este singura metodă de turnare. Această metodă de turnare impune anumite restricții asupra grosimii peretelui pieselor turnate fabricate.
3. Îmbunătățirea proprietăților mecanice
3.1 Îmbătrânire și întărire
Pentru aliajul AL4 sunt recomandate două moduri de tratament termic. Mod T1: maturare la temperatura de 175±5°C timp de 5-17 ore, racire in aer. Mod T6: intarire - incalzire la temperatura de 535±5°C timp de 2-6 ore, racire in apa la 20-100°C + invechire la 175±5°C timp de 10-15 ore, racire in aer.
Un studiu microscopic electronic al structurii aliajului AL4 a arătat că îmbătrânirea aliajului stins la o temperatură de 175°C timp de 10 ore este însoțită de precipitarea unei faze β’ metastabile și a unei cantități mari de particule de siliciu distribuite uniform în boabele soluției solide.
În acest caz, încălzirea preliminară, pe termen scurt, la temperatură înaltă, în prima etapă a îmbătrânirii, încetinește procesul de precipitare a siliciului. Acest lucru se poate datora unei scăderi a numărului de locuri libere care au rămas în timpul stingerii și sunt necesare pentru localizarea atomilor de siliciu înainte de izolarea acestuia.
Încălzirea în prima etapă contribuie la distribuția uniformă a precipitatelor sub formă de ac din faza β" metastabilă la mai mult temperaturi scăzute si conduce la o rafinare a structurii obtinuta in urma incalzirii in a doua etapa la temperatura de 160°C.
Microstructura aliajului în stare turnată: soluție α-solidă, siliciu, care face parte din eutectica α + Si, în prezența impurităților de fier, faza AlSiFeMn, cu conținut scăzut de mangan, faza Al 5 FeSi. Particulele fine ale fazei de Mg 2 Si pot fi observate folosind un optic (microscop) numai într-un aliaj răcit foarte lent în timpul cristalizării.Tratamentul termic duce la o oarecare coagulare a siliciului, dizolvarea fazei de întărire Mg 2Si; fazele care conțin fier nu nu se modifică.în unele zone se observă topirea eutecticului α + Si, care cristalizează sub formă de granulaţie fină în timpul precipitaţiilor secundare.
4. Prelucrare
Tehnologie prelucrare bloc presupune:
Alinierea orificiilor tuturor paturilor blocului;
Aceeași dimensiune (diametru) pentru toate paturile (cu excepția modelelor speciale);
Perpendicularitatea axelor paturilor și cilindrilor;
Paralelismul planului conectorului bloc cu capul și axa patului;
Paralelismul axelor patului arborilor auxiliari și cu came (dacă sunt instalate în bloc) cu axa patului arborelui cotit.
Practica arată că toate abaterile de la perpendicularitate și paralelism nu trebuie să depășească jumătate din spațiul de lucru al pieselor. Cu un spațiu de 0,04 + 0,06 mm, aceasta nu este mai mare de 0,02 + 0,03 mm.
4.1 Stabilirea punctelor de bază
Suprafața de bază sau punctele de bază ale piesei sunt suprafețele și punctele prin care piesa este orientată față de unealta de tăiere în timpul prelucrării. Este clar că atât în turnătorie, cât și în atelierul de mașini, măsurarea și prelucrarea pieselor turnate de precizie trebuie efectuate relativ la aceleași baze.
Uneori, suprafața brută de turnare este luată ca bază, dar în unele cazuri suprafața prelucrată a piesei poate servi și ca bază primară. În acest din urmă caz, pentru o evaluare obiectivă a pieselor turnate produse din turnătorie, este mai convenabil să se creeze această bază primară în turnătorie, efectuând prelucrarea necesară a suprafeței de bază.
Producția în serie implică procesarea unor loturi mari de piese, deci inexactitate în configurare proces tehnologic prelucrarea poate duce la respingerea unui număr mare de piese turnate din cauza alocațiilor de turnare extrem de limitate.
4.2 Obținerea rulmenților arborelui cotit (patul arborelui cotit) și montarea manșoanelor
Cu ajutorul suprafețelor de bază obținute anterior pe o mașină de găurit orizontal, am obținut găuri coaxiale pentru toate paturile arborelui cotit.
Paturile din bloc sunt formate folosind capace de lagăr principal, ale căror șuruburi sunt strânse cu un anumit moment înainte de prelucrare. Forma și dimensiunea găurilor de pat după prelucrare depind de obicei într-o oarecare măsură de cuplul de strângere al șuruburilor. Prin urmare, la asamblarea motorului, urmați recomandările producătorului. Capacele lagărelor sunt de obicei strânse cu șuruburi cu un diametru de 10 + 12 mm, rareori mai mult. Capacele lagărelor principale sunt neapărat centrate pe bloc, ceea ce asigură forma necesară patului după strângerea șuruburilor (fără deformare, ovalitate și conicitate). Acest lucru se realizează în diferite moduri, care sunt prezentate în Figura - 8. Cea mai comună centrare pe suprafețele laterale (opțiunile a și b), ca fiind cea mai ușor de fabricat, deși această metodă nu oferă o geometrie ideală a patului. Destul de des, centrarea mai precisă, dar complexă se găsește și folosind bucșe instalate în găurile blocului și capacelor (opțiunea c). Centrarea capacului cu doi știfturi este rar folosită (opțiunea d).

Figura - 8. Metode de atașare a capacelor lagărului principal al arborelui cotit la carter
Deoarece blocul meu de carter este turnat din aliaj de aluminiu-siliciu, acesta va avea un design „bloc de aluminiu cu manșoane uscate”.
În prima etapă, pentru a determina dimensiunile și configurația căptușilor și fabricarea acestora, se face o măsurare detaliată a blocului cilindric.
Apoi, pe o mașină de alezat specializată, găurile cilindrilor au fost forate pentru instalarea căptușelilor. Apoi, poziția blocului pe mașină este verificată de-a lungul planului superior - în mod ideal, este paralel cu partea de jos și poate fi luată și ca bază. Uneori merg și mai departe: la căutarea centrului (axa cilindrului), verifică cu indicatorul poziția peretelui cilindrului vertical în două direcții - transversal și longitudinal. Prin urmare, au pus blocul în planul inferior și l-au ales, acordând de-a lungul părții superioare a cilindrului. Totodată, ca bază tehnologică sunt folosite orificiile lagărelor principale ale blocului, ceea ce a asigurat respectarea strictă a perpendicularității axei orificiilor cilindrului față de axa arborelui cotit.
Garniturile au fost instalate în găurile forate cu o interferență de 0,07-0,08 mm, astfel încât selecțiile de pe căptușeli pentru contragreutățile arborelui cotit să coincidă cu selecțiile corespunzătoare ale blocului cilindri.
După instalarea manșoanelor, acestea au fost găurite la dimensiunea nominală (ținând cont de alocația pentru șlefuire 0,06-0,08 mm), tăierea capetelor și teșirea de intrare.
Operația de finisare - șlefuirea a fost efectuată pe o mașină de șlefuit. Slefuirea s-a efectuat în trei etape: slefuire brută, slefuire fină (ambele cu pietre ceramice) și periere cu perii din fibre de nailon armate cu carburi de siliciu.
Concluzie asupra muncii depuse
În munca mea de curs, a fost dezvoltată o tehnologie end-to-end pentru producerea unui bloc cilindric pentru motor cu ardere internă. În care am descris blocul cilindri în sine și am analizat condițiile de funcționare a acestuia. Apoi a formulat cerințele pentru bloc motorși a ales materialul pentru fabricație (AL 4).
După ce am analizat și selectat materialul, am alcătuit o tehnologie de fabricație pentru bloc. Pentru ea, am făcut o schemă tehnologică a etapelor producției sale și le-am descris. În descrierea etapelor tehnologice, scriu în detaliu despre modul în care se produce materialul ales pentru bloc, și anume, extracția bauxitei, prelucrarea aluminei, topirea aluminiului din aceasta și producerea lingourilor finite. compozitia dorita si cu fizica ceruta si proprietăți mecanice. Materialul rezultat este folosit pentru fabricarea de piese turnate bloc ICE prin turnare în forme de nisip. Această metodă a fost aleasă de mine deoarece este fezabilă din punct de vedere economic pentru orice tip de producție, pentru piese de orice greutate, configurație, dimensiuni, pentru producerea pieselor turnate din aproape toate aliajele de turnare. După primirea pieselor turnate bloc, acestea sunt rafinate termic și mecanic până la piesa finită pentru asamblarea motorului cu ardere internă.
Lista literaturii folosite
Kolodin E. A., Sverdlin V. A., Svoboda R. V. Producția de anozi coapți ai electrolizoarelor din aluminiu. - M.: Metalurgie, 1980, - 84 p.
Dalsky A.N., Arutyunova I.A., Tehnologia materialelor structurale, Manual. – M.: Mashinostroenie 1985. – 450 p.
Ghidul metalurgist pentru metale neferoase „Producția aluminiului”.
Terentiev V.G., Shkolnikov R.M., Grinberg I.S., Chernykh A.E., Zelberg B.I., Chalykh V.I. „Producția de aluminiu”, 1998.
Borisoglevsky Yu.V., Galevsky G.V., Kulagin N.M., Mintsis M.Ya., Siratzutdinov G.A., „Metalurgia aluminiului”. Moscova: Metalurgie, 1999.
Matyunin V.M. Karpman M.G., Fetisov G.P. Știința materialelor și tehnologia metalelor, 2002.
D. Parfyonov „Prelucrarea metalelor neferoase: lupta contradicțiilor” - publicarea Centrului analitic „Metalurgia națională” 2004.
A.E. Reparație motor Khrulev mașini străine 1999.
cicluri motor. Primii muncitori cicluri apar în... 15 mm prin diametrul gaurii 9,5...
Reconstrucția secțiunii motoare a MU PATP-7 din Omsk
Munca de licenta >> Industrie, productieÎmbunătățirea managementului și planificarii producție la toate nivelurile; - ... analitic pentru ciclu urmat de... știfturi pe coperta frontală bloc cilindrii motor. Între pernă și... cazul crăpăturilor, așchiilor, prin cochilii și alte defecte...
Proiectarea unei întreprinderi auto cu o dezvoltare detaliată a secțiunii agregate
Lucrări de curs>> TransportÎntreținere și reparații auto ciclu sunt determinate de formulele: ; (2.5) ... și managementul reparațiilor producție. Tabelul 3.1 Lista... pentru dezasamblarea capului bloc cilindrii motor OWG2953, container... trebuie să aibă prin ventilatie naturala. ...
bord motor ardere internă L21/31
Curs >> TransportAntivibratoare. bloc- pat... motor: Număr cilindrii i = 8 diametru cilindru D = 21 cm Cursa S = 31 cm Presiune maximă ciclu... poate duce la prin arderea pistonului (... și cu producție injectoare de viteza medie motoare. În cele mai multe...
Bloc cilindric ca turnare; scop: baza motorului cu ardere internă. Cunoașterea caracteristicilor dezvoltării tehnologiei pentru producerea blocului cilindric al motorului Kamaz-740. Caracteristici generale ale schemei tehnologice de producere a unei piese.
Trimiteți-vă munca bună în baza de cunoștințe este simplu. Utilizați formularul de mai jos
Studenții, studenții absolvenți, tinerii oameni de știință care folosesc baza de cunoștințe în studiile și munca lor vă vor fi foarte recunoscători.
postat pe http://www.allbest.ru/
" DezvoltareȘiîmbunătăţiretehnologiiproducțiebloccilindriimotorKamaz-740"
ÎNdirijarea
Blocul de cilindri poate fi numit baza oricărui motor. Capul blocului, unitățile, cutia de viteze sunt atașate la acesta, iar în interior sunt amplasate grup de pistoaneȘi mecanism manivelă. Evident, fiecare dintre aceste noduri este sub sarcină, ceea ce înseamnă că asupra blocului acţionează forţe mari, variabile ca mărime şi direcţie.
Și pentru a le rezista, blocul trebuie să fie suficient de rigid, adică. nu se deformează sub influența acestor forțe. Cilindrii înșiși din blocul cilindri pot fi fie parte din turnarea blocului cilindri, fie pot fi bucșe separate înlocuibile, care pot fi „umede” sau „uscate”. Pe lângă partea care formează motorul, blocul cilindrilor transportă funcții suplimentare, cum ar fi baza sistemului de lubrifiere - prin orificiile din blocul cilindrilor, uleiul sub presiune este furnizat punctelor de lubrifiere, iar în motoare răcire cu lichid baza sistemului de răcire este prin orificii similare lichidul circulă prin blocul cilindrilor.
Scopul studiului: studierea tehnologiei de producție a blocului cilindri.
Obiectul de studiu: tehnologia de proces pentru producerea unui bloc cilindric.
Subiect de studiu: tehnologia de producție a blocului cilindri.
Obiectivele cercetării:
1. Studiați literatura științifică pe această temă.
2. Descrieți articolul.
3. Analizați condițiile de funcționare ale blocului cilindri.
4. Întocmește cerințele pentru piesele blocului cilindric.
5. Analizați ce materiale sunt necesare pentru realizarea blocului cilindri.
6. Descrieți fiecare etapă tehnologică în producția unei piese.
7. Determinați tipul de producție al piesei
8. Întocmește o schemă tehnologică de producție.
1 . TteoreticanalizăbloccilindruȘiconditiia luimuncă
1.1 DescriereDetalii
Blocul cilindrilor este o piesă turnată care servește drept bază pentru un motor cu ardere internă. Capul blocului este atașat la partea superioară, partea inferioară face parte din carter, are suprafețe de rezemare pentru instalarea arborelui cotit.
Blocul cilindrilor (sau carterul) preia sarcini de la piesele rotative și în mișcare translațională. Cele mai comune motoare cu patru cilindri în linie au, de obicei, un bloc turnat din aliaj de fier gri, mai rar din aluminiu, blocul este prezentat în Figura 1. În acest caz, căptușele cilindrilor sunt turnate dintr-o singură bucată cu blocul, formând un cămașă de răcire între căptușeli și pereții exteriori. Blocul cilindrilor are găuri în partea inferioară - adică. paturi pentru carcasele lagărelor arborelui cotit. Paturile sunt prelucrate cu echipamente speciale de precizie cu mare precizie.
Figura 1 - Bloc cilindric Kamaz-740
Cilindrii înșiși pot face parte dintr-o turnare (bloc fără căptușeală) sau pot avea căptușeli înlocuibile separate, care pot fi „umede” sau „uscate”. Manșoanele uscate sunt presate cel mai adesea în corpul blocului, iar manșoanele umede sunt sigilate suplimentar cu inele din diverse materiale, cum ar fi cauciucul sau cupru. Eliminarea căldurii prin manșoane către lichidul de răcire depinde de proprietățile materialului manșonului și de grosimea acestuia (cu cât conductivitatea termică a materialului este mai mare și cu cât pereții manșonului sunt mai subțiri, cu atât disiparea căldurii este mai bună).
Utilizarea cilindrilor căptușiți crește ușor costul motorului și complică asamblarea acestuia, dar simplifică repararea blocului, deoarece în acest caz este suficient să înlocuiți căptușele și grupul de piston.
În același timp, pentru blocurile fără manșon, atunci când oglinda cilindrului este uzată, aceasta trebuie să fie plictisită și șlefuită, ceea ce complică semnificativ reparația, deoarece este necesară demontarea aproape completă a motorului. În plus, se pun cerințe foarte mari pentru blocurile fără coajă în ceea ce privește calitatea materialului și tehnologia de turnare.
În jurul fiecărui cilindru există găuri filetate pentru șuruburile de fixare a capului blocului. Orificiile filetate nu sunt conectate direct la manșon (ceea ce reduce deformarea manșonului la strângerea șuruburilor capului. O ușoară deformare a manșonelor în timpul strângerii apare în continuare, dar de obicei nu depășește 0,010-0,015 mm, deși poate crește semnificativ dacă șuruburile capului sunt strânse excesiv.
Suprafețele de lucru ale cilindrilor și căptușelilor, care se numesc oglinda cilindrului, sunt prelucrate cu mare precizie și au o puritate foarte ridicată. Uneori se aplică un microrelief special pe oglinda cilindrului, a cărui înălțime este de fracțiuni de micrometri. O astfel de suprafață reține bine uleiul și ajută la reducerea frecării suprafeței laterale a pistonului și a inelelor de pe oglinda cilindrului.
Oglinda cilindrului este în contact constant cu pistonul și este lubrifiată cu ulei de motor, care este pulverizat de elementele rotative ale mecanismului manivelei. Proprietățile tehnologice înalte ale metalului și calitatea prelucrării acestuia determină rezistența necesară a suprafeței.
Mantaua de răcire este proiectată pentru a elimina căldura de pe pereții cilindrilor și de pe capul motorului. Scopul unui sistem de răcire cu apă a motorului este nu numai de a elimina căldura de pe pereții cilindrului, ci și de a menține temperatura de funcționare proiectată.
Pe carterul blocului cilindri există locuri pentru fixarea unor elemente precum un generator, un compresor de aer condiționat, suporturi de montare, o pompă de servodirecție etc. Carterul arborelui cotit poate fi turnat cu un bloc cilindri într-o singură carcasă sau poate fi fixat pe el. O baia de ulei este atașată la partea inferioară a carterului blocului, care este proiectată pentru a stoca uleiul de motor. Paletul este de obicei fabricat din oțel sau aliaj de aluminiu.
1.2 Analiză conditii muncă bloc cilindru
Cilindrul motorului este proiectat pentru a fi îndreptat înapoi mișcare înainte piston, percepția energiei eliberate în timpul arderii combustibilului, perceperea și îndepărtarea căldurii din camera de ardere la lichidul de răcire, precum și pentru fixarea arborelui cotit în acest scop, în blocul cilindrilor sunt realizate canale pentru lubrifiere și răcire. Paturile pentru fixarea arborelui cotit sunt realizate în carterul blocului cilindrilor. De aici rezultă că carterul blocului este supus:
Impactul presiunii gazului;
Forța de impact a gazelor care sunt percepute de îmbinările filetate ale chiulasei și lagărelor arborelui cotit;
Forțe inerțiale interne (forțe de încovoiere) rezultate din forțele inerțiale în timpul rotației și oscilației;
Forțe interne de torsiune (forțe de răsucire) între cilindrii individuali;
Cuplul arborelui cotit și, ca urmare, forța de reacție a suporturilor motorului;
Forțe libere și momente de inerție, ca urmare a forțelor de inerție în timpul vibrațiilor, care sunt percepute de suporturile motorului;
Forțele de frecare laterale care decurg din mișcarea pistonului;
Sarcinile de încovoiere de la forțele de presiune a gazului și forțele de inerție transmise prin biele de la pistoane, de la arborele cotit, sarcinile sunt transferate la rulmenții principali ai arborelui cotit și se îndoaie blocul;
Frecarea cu elementele pistonului (provoacă uzură mecanică);
Temperaturi ridicate (provoacă arderea și coroziunea metalului).
În cazul în care blocul cilindrilor este din aliaj de aluminiu, oglinda cilindrului este realizată într-o inserție specială din fontă (manșon).
Deformarile elastice ale blocului sau arborelui conduc la curbura axelor patului si a gaturilor arborelui cotit. În acest caz, apare uzura, neuniformă de-a lungul lățimii gâtului;
Sarcina transmisă de la căptușeli către pat, cu curbura periodică a axelor, duce la uzura suprafețelor patului în sine (această situație este tipică, de exemplu, pentru rulmenții de biele a arborilor lungi cu un număr mic de suporturi ( de exemplu, un arbore cu patru rulmenți a unui motor cu șase cilindri în linie);
1.3 Redactarea cerințe La Detalii bloc cilindru
După ce au studiat condițiile de funcționare ale carterului, este posibil să se prezinte cerințe pentru proprietățile blocului cilindric al unui motor cu ardere internă, și anume:
Rigiditatea este o caracteristică a blocului care determină deformarea elastică a blocului sub acțiunea diferitelor forțe. În timpul funcționării motorului, arborele cotit suferă sarcini de încovoiere de la forțele de presiune a gazului și forțele de inerție transmise prin biele de la pistoane. De la arborele cotit, sarcinile sunt transferate la rulmenții principali ai arborelui cotit și îndoiți blocul. Cu o rigiditate insuficientă, acest lucru poate duce la uzura accelerată a rulmenților și la defecțiunea motorului. Rigiditatea la încovoiere a blocului crește de obicei odată cu creșterea distanței de la planul de despărțire al rulmentului principal la planul de despărțire inferior al blocului și al baii de ulei, așa cum se arată în Figura 2, precum și cu creșterea lățimii blocului și a grosimii peretelui. Acest lucru este important în special pentru motoarele cu mai mulți cilindri în linie (cu 5-6 cilindri).
Figura 2 - Creșterea rigidității carterului (a) prin creșterea mărimii H (b)
Toleranta deschiderilor tuturor paturilor blocului;
Aceeași dimensiune (diametru) pentru toate paturile (cu excepția modelelor speciale);
Perpendicularitatea axelor paturilor și cilindrilor;
Paralelismul planului conectorului bloc cu capul și axa patului;
Paralelismul axelor patului arborilor auxiliari și cu came (dacă sunt instalate în bloc) cu axa patului arborelui cotit;
Abaterile de la perpendicularitate și paralelism nu trebuie să depășească jumătate din spațiul de lucru al pieselor. Cu un spațiu de 0,04 + 0,06 mm, aceasta nu este mai mare de 0,02 + 0,03 mm.
1.4 materiale Pentru de fabricație bloc cilindru
Carterul este una dintre cele mai grele părți ale întregii mașini și ocupă locul cel mai critic pentru dinamica de conducere: locul de deasupra punții față. Prin urmare, aici se încearcă să exploateze pe deplin potențialul de reducere a masei. Fonta cenușie, care a fost folosită ca material pentru carter de zeci de ani, este din ce în ce mai mult înlocuită atât la motoarele pe benzină, cât și la motoarele diesel cu aliaje de aluminiu. Acest lucru permite obținerea unei reduceri semnificative a greutății.
1.4.1 Fontă gri
Fonta este un aliaj de fier cu mai mult de 2% carbon și mai mult de 1,5% siliciu. Fonta cenușie conține carbon în exces sub formă de grafit. Pentru carterurile bloc ale motoarelor diesel a fost și este folosită fontă cu grafit lamelar, care și-a primit numele de la locația grafitului din el. Alți constituenți ai aliajului sunt manganul, sulful și fosforul în cantități foarte mici.
De la bun început, fonta a fost propusă ca material pentru blocurile de carter ale motoarelor în serie, deoarece acest material nu este scump, este pur și simplu procesat și are proprietățile necesare. Aliajele ușoare nu au putut îndeplini aceste cerințe mult timp. Producătorii de automobile folosesc fontă cu fulgi de grafit pentru motoarele lor datorită proprietăților sale deosebit de favorabile, și anume:
Conductivitate termică bună;
Proprietăți bune de rezistență;
Prelucrare simplă;
Proprietăți bune de turnare;
Amortizare foarte bună.
Amortizarea remarcabilă este unul dintre caracteristicile fontei de grafit fulgi. Înseamnă capacitatea de a percepe vibrațiile și de a le amortiza datorită frecării interne. Datorită acestui fapt, vibrațiile și caracteristicile acustice ale motorului sunt îmbunătățite semnificativ.
Proprietățile bune, rezistența și prelucrarea ușoară fac ca carterul din fontă gri să fie competitiv astăzi. Datorită rezistenței mari, motoare pe benzină iar motoarele diesel sunt fabricate și astăzi cu carter din fontă gri. Creșterea cerințelor pentru masa motorului într-o mașină de pasageri în viitor va putea îndeplini doar aliajele ușoare.
1.4.2 Aliaje de aluminiu
Carterurile din aliaj de aluminiu sunt încă relativ noi și sunt folosite doar pentru motoarele diesel.
Densitatea aliajelor de aluminiu este de aproximativ o treime în comparație cu fonta cenușie. Dar avantajul în masă are același raport, deoarece datorită rezistenței mai mici, un astfel de carter bloc trebuie făcut mai masiv. Alte proprietăți ale aliajelor de aluminiu:
Conductivitate termică bună;
Prelucrare simplă.
Aluminiul pur nu este potrivit pentru turnarea unui carter, deoarece nu are proprietăți de rezistență suficient de bune. Spre deosebire de fonta cenușie, principalele componente de aliere sunt adăugate aici în cantități relativ mari.
Aliajele sunt împărțite în patru grupe, în funcție de aditivul de aliere predominant. Acești aditivi:
Siliciu (Si);
Cupru (Cu);
magneziu (Md);
Pentru carterurile bloc din aluminiu se folosesc exclusiv aliajele AlSi. Sunt îmbunătățite cu mici adaosuri de cupru sau magneziu.
Siliciul are un efect pozitiv asupra rezistenței aliajului. Dacă componenta este mai mare de 12%, atunci se poate obține o duritate foarte mare a suprafeței prin prelucrare specială, deși tăierea va fi complicată. În regiunea de 12% au loc proprietăți de turnare remarcabile.
Adăugarea de cupru (2-4%) poate îmbunătăți proprietățile de turnare ale aliajului dacă conținutul de siliciu este mai mic de 12%.
Un mic adaos de magneziu (0,2-0,5%) crește semnificativ valorile rezistenței.
Pentru motoarele pe benzină și diesel se folosește aliajul de aluminiu AISi7MgCuO.5. După cum se poate observa din denumirea AISi7MgCuO.5, acest aliaj conține 7% siliciu și 0,5% cupru.
Are o rezistență dinamică ridicată. Alte proprietăți pozitive sunt proprietăți bune de turnare și ductilitate. Adevărat, nu permite obținerea unei suprafețe suficient de rezistente la uzură, care este necesară pentru oglinda cilindrului. Prin urmare, blocul de carter din AISI7MgCuO,5 va trebui realizat cu căptușe de cilindru.
Cercetătorii progresivi se gândesc să folosească un material și mai ușor - aliajul de magneziu. Au fost construite motoare prototip, în care căptușele metalice ale cilindrilor au fost instalate în blocuri de plastic ușoare, deși aceste motoare s-au dovedit a fi teribil de zgomotoase.
Astfel, pentru carterul din aluminiu al motorului este necesar să se utilizeze numai aliaje AlSi, și anume AL4. Sunt îmbunătățite cu mici adaosuri de cupru sau magneziu. Siliciul are un efect pozitiv asupra rezistenței aliajului. Dacă componenta este mai mare de 12%, atunci se poate obține o duritate foarte mare a suprafeței prin prelucrare specială, deși tăierea va fi complicată. În regiunea de 12% au loc proprietăți de turnare remarcabile.
Adăugarea de cupru (2-4%) poate îmbunătăți proprietățile de turnare ale aliajului dacă conținutul de siliciu este mai mic de 12%. Un mic adaos de magneziu (0,2-0,5%) crește semnificativ valorile rezistenței dinamice. Alte proprietăți pozitive sunt proprietăți bune de turnare și ductilitate. Adevărat, nu permite obținerea unei suprafețe suficient de rezistente la uzură, care este necesară pentru oglinda cilindrului. Prin urmare, blocul de carter de la AL4 va trebui realizat cu căptușe de cilindri.
1.4.3 Analiza materialului
Blocul din fontă este cel mai rigid, ceea ce înseamnă că, în egală măsură, rezistă la cel mai mare grad de forță și este cel mai puțin sensibil la supraîncălzire. Capacitatea termică a fontei este de aproximativ jumătate față de cea a aluminiului, ceea ce înseamnă că un motor cu un bloc din fontă se încălzește mai repede la temperatura de funcționare. Fonta este însă foarte grea (de 2,7 ori mai grea decât aluminiul), predispusă la coroziune, iar conductivitatea sa termică este de aproximativ 4 ori mai mică decât cea a aluminiului, astfel că motorul cu carter din fontă are un sistem de răcire mai intens.
Blocurile cilindrice din aluminiu sunt mai ușoare și mai reci mai bine, dar în acest caz există o problemă cu materialul din care sunt realizați direct pereții cilindrilor. Dacă pistoanele unui motor cu un astfel de bloc sunt din fontă sau oțel, atunci pereții cilindrilor de aluminiu vor uza foarte repede. Dacă pistoanele sunt fabricate din aluminiu moale, atunci pur și simplu se vor „prinde” de pereți, iar motorul se va bloca instantaneu. Densitatea aliajelor de aluminiu este de aproximativ o treime în comparație cu fonta cenușie. Dar avantajul în masă are același raport, deoarece datorită rezistenței mai mici, un astfel de carter bloc trebuie făcut mai masiv. Alte proprietăți ale aliajelor de aluminiu:
Conductivitate termică bună;
Rezistență chimică bună;
Proprietăți bune de rezistență;
Prelucrare simplă.
Proprietățile mecanice sunt prezentate în tabelul 1:
Tabelul 1 - proprietățile mecanice ale materialelor
S in - Limită de rezistență pe termen scurt, MPa
S T - Limita de proporționalitate, MPa
HB - duritate Brinell, MPa
Concluzie: acest capitol analizeaza materialele din care este realizat blocul cilindri. Blocul cilindrilor motorului Kamaz-740 este fabricat din fontă, deoarece fonta rezistă la cel mai înalt grad de forță și este cel mai puțin sensibilă la supraîncălzire. Capacitatea termică a fontei este de aproximativ jumătate față de cea a aluminiului, ceea ce înseamnă că un motor cu un bloc din fontă se încălzește mai repede la temperatura de funcționare.
2 . RdezvoltaretehnologiiproducțieDetalii
2.1 TehnologicsistemproducțieDetalii
blokcilindrutehnologicuysistemmA
Figura 3 - schema tehnologică de producție
2.2 Domeniuproducție
Producția în furnal, producția de fontă prin topit prin reducere a minereurilor de fier sau a concentratelor de minereu de fier în furnalele înalte. Producția furnalelor este o ramură a metalurgiei feroase.
Materiile prime (încărcătura) în producția furnalelor sunt: minereu de fier, minereu de mangan, sinter, pelete, precum și combustibil și fluxuri. Sinterul prin flux (peste 90%), care conține 50-60% Fe cu o bazicitate de 1,1-1,3, a primit o aplicare largă în sarcina furnalelor; se extinde utilizarea peletelor fluxate. Cele mai importante proprietăți Materiale de încărcare care conțin fier, care determină indicatorii tehnici și economici ai topirii în furnal: conținutul de fier, compoziția ganguei, cantitatea de impurități nocive, precum și distribuția dimensiunii particulelor, rezistența și reducbilitatea. Topirea câștigă popularitate odată cu înlocuirea unei părți a cocsului cu combustibil gazos, lichid sau solid suflat în vatra unui furnal. Calcarul, uneori dolomita, este folosit ca fluxuri.
Principalele tipuri de fontă topită în furnalele sunt: fontă brută utilizată pentru producția de oțel în unitățile producătoare de oțel; turnătorie, mergând pentru turnare de fier; fonte speciale. Produse secundare: gazul de furnal cu putere calorică de 3,6-4,6 MJ/m3 (850-1100 kcal/m3) după desprăfuire este utilizat pentru încălzirea suflului în aerotermele, precum și în centralele de cazane din fabrici, cuptoare de cocs, plante de sinter si altele.ateliere; zgura de furnal este folosită în principal în industrie materiale de construcții; praful de ardere scos din cuptor și captat de sistemul de curățare a gazelor, care conține 30-50% Fe, este reîntors în sarcina furnalelor după aglomerarea prealabilă a acestuia (în principal prin aglomerare).
Furnalul Figura 4 reprezintă un cuptor cu ax rotund; căptușit cu zidărie refractară (partea superioară cu cărămizi de argilă, partea inferioară - în principal cu blocuri de carbon). Pentru a preveni căldura zidăriei și a proteja carcasa cuptorului de temperaturi ridicate, se folosesc frigidere în care circulă apa. Carcasa cuptorului și dispozitivul superior sunt susținute de coloane montate pe fundație.
Încărcătura este alimentată în partea superioară a cuptorului prin skip, mai rar prin transportoare cu bandă. Skips-urile sunt descărcate în cuptor printr-o pâlnie de primire și un dispozitiv de încărcare instalat în partea de sus. Aerul (suflarea) de la suflante este furnizat cuptorului prin încălzitoare cu aer (în care este încălzit până la 1000-1200°C) și dispozitive de tuiere instalate în jurul circumferinței focarului. Prin tuyere se injectează și combustibil suplimentar (gaz natural, păcură sau praf de cărbune).
Produsele de topire sunt evacuate în oalele de fier și de zgură prin orificiile de robinet situate în partea inferioară a vetrei. Gazul superior format în cuptor este evacuat prin orificiile de evacuare a gazului situate în cupola cuptorului.
Distanța dintre axa găurii de robinet din fontă și marginea inferioară a conului mare de încărcare în stare coborâtă se numește înălțimea utilă a furnalului, iar volumul corespunzător este volumul efectiv al furnalului. Furnale puternice volum util 2000-3000 m3 și sunt printre cele mai mari din lume. Directivele din cel de-al 9-lea Plan cincinal prevăd construcția de furnale cu un volum de 5.000 mc.
Funcționarea unui furnal începe cu suflarea acestuia. În acest caz, vatra și umerii sunt încărcate cu cocs, iar arborele este încărcat cu așa-numita sarcină de suflare. O suflare încălzită (cantitate redusă) este furnizată cuptorului complet încărcat, cocsul se aprinde și începe scăderea materialelor. Prima eliberare de fontă și zgură se efectuează după 12-24 de ore, după care cantitatea de suflare și încărcarea cu minereu (raportul dintre masa de minereu și masa de cocs din furaj) cresc treptat și câteva zile după suflare, furnalul atinge productivitatea normală.
Figura 4 - Furnal ShPD-39
Funcționarea continuă (campania) a unui furnal de la suflare la suflare (se oprește la revizuire) durează 5-6, iar în unele cazuri 8-10 ani sau mai mult, timp în care cuptorul se oprește de 1-2 ori pentru așa-numitul reparatie medie pentru a înlocui zidăria uzată a minei. Topirea fontei pe cuptoare puternice într-o singură campanie ajunge la 5-8 milioane de tone de fontă și mai mult.
Controlul funcționării (funcționării) unui furnal constă în reglarea (în funcție de calitatea materiilor prime și a tipului de fontă care se topește) a compoziției încărcăturii, cantității, temperaturii și umidității suflului, ca precum și cantitatea de alimentare sau secvența de încărcare a componentelor individuale ale încărcăturii și nivelul încărcăturii. Progresul furnalului este controlat instrumente de masura, înregistrând principalii parametri de încărcare, explozie, gaz de vârf, temperatura zidăriei cuptorului la diferite orizonturi.
Distribuție câștigată topindu-se cu suflare specii suplimentare combustibil, îmbogățirea exploziei cu oxigen și lucru cu tensiune arterială crescută gaze de ardere. Odată cu creșterea presiunii în partea superioară, scăderea de presiune între partea de jos și de sus a furnalului scade; aceasta duce la o coborâre mai uniformă a încărcăturii, se îmbunătățește lucrări de restaurare Ilustrații pentru articolul cu tema „Producerea domeniului”. gaze, reduce eliminarea prafului.
Producția domeniului este caracterizată un grad înalt automatizare. Pe un furnal modern, toate operațiunile de alimentare cu sarcină sunt efectuate automat: un set de componente de încărcare cu cernerea finelor, cântărirea, transportul până sus și încărcarea în cuptor conform unui program dat. Nivelul optim de încărcare și distribuția materialelor de încărcare în partea de sus, presiunea de top a gazului, consumul de apă pentru răcire, temperatura și umiditatea suflarii, precum și conținutul de oxigen și debitul sunt menținute automat. gaz natural. Comutarea încălzitoarelor de aer și controlul modului de încălzire a acestora este automatizată. Analizoarele automate asigură înregistrarea continuă a compoziției de top a gazului și a exploziei. Sistemele automate de control pentru alimentarea cu explozie și gaze naturale sunt introduse conform consumul total, si pentru tuyere individuale.
Noile furnale sunt echipate cu sisteme centralizate de control și management care asigură media indicatorilor instrumentelor și calculul indicatorilor complecși ai funcționării cuptorului. Se lucrează la automatizarea integrată a producției de furnal, inclusiv controlul asistat de calculator al regimului termic al furnalului.
2.3 Secundar topire
Cuptorul cu cupolă este un cuptor cu arbore, a cărui bază este o carcasă metalică sudată 1, căptușită din interior cu cărămizi refractare 2. Spațiul dintre carcasă și căptușeală este umplut cu nisip de cuarț uscat 3. În partea superioară a Cuptorul cu cupole există o fereastră de încărcare 4. Partea arborelui cupolei situată sub fereastra de încărcare este căptușită cu cărămizi goale din fontă 5, care o protejează de distrugere la încărcarea încărcăturii 7.
Încărcați cupola Figura 4 folosind un palan sau o macara cu braț. Top parte cupola se termină cu un parascântei 6.
Figura 4-Cupola
Pentru a menține arderea în cupolă prin deschideri speciale 8, numite tuyere, este furnizat aer (blast), pompat de un ventilator. Fonta topită curge în josul focarului 9, situat în partea inferioară a arborelui, printr-un orificiu special și un jgheab în rezervorul de stocare 10. La începutul lucrărilor, un strat de cocs de 500–1500 mm înălțime este încărcat în cupolă și a dat foc. Acest strat de cocs se numește cap inactiv. Apoi, capul de cocs de lucru, fluxul și prima porțiune a încărcăturii metalice sunt încărcate pe capul inactiv. După încărcarea materialelor, aerul necesar arderii combustibilului este furnizat prin tuyere. În cureaua de topire, fonta și zgura sunt topite și curg în vatra cupola. Gazele rezultate, care se ridică, încălzesc amestecul de metal și combustibilul și apoi intră în țeavă. Pe măsură ce cocsul arde și fonta se topește, sarcina încărcată în cupolă se scufundă și noi porțiuni din materialele de încărcare sunt încărcate în locul ei. În timpul procesului de topire, fierul lichid se acumulează în vatra cupolei. Zgura plutește la suprafața fontei și este evacuată periodic prin gaura de zgură. Fonta acumulată este drenată prin orificiul de robinet de-a lungul jgheabului într-un acumulator special și apoi în oală. Cupole de productivitate 0,5--30 tone de fier pe oră.
Pentru a Siguranța privind incendiile si protectie impotriva poluarii zonei inconjuratoare, cupolele sunt dotate cu parascantei, care sunt si colectoare de praf.
2.4 Casting Detalii De ceară pierdută modele
Pentru această parte, vom alege turnarea de investiții.
Se foloseste in cazurile de fabricare a pieselor de inalta precizie (de exemplu palete de turbina etc.) Este realizat din material cu punct de topire redus: parafina, stearina etc. model exact produse și sistem de trecere. Compoziția model P50S50, constând din 50% stearina și 50% parafină, a găsit cea mai largă aplicație; compozițiile de sare mai puțin predispuse la deformare sunt utilizate pentru produsele de dimensiuni mari. Apoi modelul este scufundat într-o suspensie lichidă bazată pe un liant și o umplutură refractară. Ca liant, se utilizează silicat de etil hidrolizat de clasele ETS 32 și ETS 40, hidroliza se efectuează într-o soluție de acid, apă și un solvent (alcool, acetonă). În prezent, solurile de silice care nu necesită hidroliză în condiții de atelier și sunt prietenoase cu mediul și-au găsit aplicații în LVM. Ca umplutură refractară se folosesc următoarele: electrocorindon, distensilimanit, cuarț etc. Pe blocul model (model și LPS) se aplică o suspensie și se stropește, astfel încât se aplică 6 până la 10 straturi. Cu fiecare strat ulterior, fracțiunea de cereale a stropirii se modifică pentru a forma o suprafață densă a matriței de coajă. Uscarea fiecărui strat durează cel puțin o jumătate de oră; pentru a accelera procesul, se folosesc dulapuri speciale de uscare, în care este pompat gaz amoniac. O compoziție model este topită din învelișul format: în apă, într-o compoziție model, prin ardere, abur presiune ridicata. După uscare și topire, blocul este calcinat la o temperatură de aproximativ 1000 pentru a îndepărta substanțele capabile să formeze gaze din forma cochiliei. După aceea, cojile merg la umplutură. Înainte de turnare, blocurile sunt încălzite în cuptoare până la 1000. Blocul încălzit este instalat în cuptor, iar metalul încălzit este turnat în carcasă. Blocul umplut este răcit într-un termostat sau în aer. Când blocul este complet răcit, este trimis pentru knockout. Prin lovituri de ciocan pe cupa de gating, ceramica este batuta, apoi se face o bucata de LPS. Astfel, obtinem o turnare.
Avantajele acestei metode sunt: posibilitatea de fabricare a pieselor din aliaje care nu pot fi prelucrate; obtinerea de piese turnate cu precizie dimensionala de pana la 11 - 13 calitate si rugozitate a suprafetei Ra 2,5 - 1,25 microni, care in unele cazuri elimina taierea; posibilitatea de a obţine noduri de maşină care, când metode convenționale turnarea ar trebui să fie asamblată din piese separate. Turnarea cu investiții este utilizată în condițiile producției unice (experimentale), în serie și în masă.
În virtutea cheltuiala mare metal și costul ridicat al procesului LVM este utilizat numai pentru piesele critice.
Procesul de turnare cu investiții se bazează pe următorul principiu de bază:
* O copie sau model al produsului final este realizat din material fuzibil.
* Acest model este inconjurat de o masa ceramica care se intareste si formeaza o forma.
* In timpul incalzirii (calcinarii) ulterioare a matritei, modelul de turnare este topit si indepartat.
* Apoi, metalul este turnat în cavitatea lăsată în locul cerii îndepărtate, care reproduce cu exactitate modelul de turnare original.
2.5 Lăcătuș-mecanic tratament
Frezare (frezare) - prelucrarea materialelor prin tăiere cu o freză.
Cuțitul efectuează mișcare de rotație, iar piesa de prelucrat - predominant mișcare de translație.
În procesul de frezare sunt implicate două obiecte - o freză și o piesă de prelucrat. Golul este partea viitoare.
ÎN acest caz deoarece avem nevoie de găuri de găurit, folosim frezare.
Figura 6 - Echipament pentru frezare VB 182 M
Finisarea blocului cilindric - frezarea suprafeței exterioare, găurire și găuri.
Pentru a asigura acuratețea, blocurile sunt procesate într-un număr minim de resetări. Procesul este complet automatizat (Figura 6) - programul de control al mașinii dă comenzi secvențiale robotului.
Din procesul de finisare a chiulasei, o persoană este exclusă.
După frezare, piesele sunt trimise la magazine.
Concluzie: în acest capitol, a fost dezvoltată o tehnologie pentru producerea unui bloc de cilindri pentru motorul Kamaz-740, care constă din patru etape principale:
1. Producerea domeniului
2. Topire secundară
3. Turnare de investiții
4. Lăcătuș și prelucrări mecanice.
3. DESPREdefinițietipproducțiebloccilindriimotorKMZ-740
eu. Proces de producție bloc de fontă cilindrii vor fi împărțiți în proces de furnal, proces de turnare de investiții, montator-prelucrare.
Procesul de producere a furnalului în fabricarea unui bloc cilindric:
Furnizarea buncărului cu materiale de încărcare
Alimentarea încărcăturii în partea superioară a unui furnal
explozie fierbinte
Turnare fontă
Turnarea zgurii
1) Operațiunea de alimentare cu materiale de încărcare a buncărului - 15 locuri de muncă
2) Operația de alimentare a încărcăturii în partea superioară a furnalului - 6 locuri de muncă
3) Operațiunea de alimentare cu suflare fierbinte - 3 locuri de muncă
4) Operatie turnare fonta - 9 locuri de munca
5) Operatie de turnare a zgurii - 5 locuri de munca
Operații - 5
Locuri de muncă - 38
KZO 5/38=0,13 - producție de masă
Volumul de producție pe schimb este egal cu: 12136t.
II. Proces de turnare cu investiții
Realizarea modelelor
Asamblare formular
Calcinare
Completare formular
Curățare turnare
făcut praf
1) Operațiune de fabricație a modelelor - 4 locuri de muncă
2) Operațiune de asamblare matriță - 5 locuri de muncă
3) Operațiunea calcinare - 2 locuri de muncă
4) Operatie de umplere - 2 locuri de munca
5) Operatie de curatare turnare - 3 locuri de munca
6) Operațiune knockout - 3 locuri de muncă
Operațiuni - 6
Locuri de munca - 19
KZO 6/19=0,3 - producție de masă
Volumul de producție pe schimb este egal cu: 163 buc.
III. Lăcătuș și prelucrare mecanică
Lăcătuș și prelucrare mecanică la mașină
Frezarea suprafeței exterioare prin frezare la capăt
Găurirea găurilor necesare prin frezare la capăt
Alezarea găurilor existente cu frezare la capăt
1) Operarea prelucrării metalelor și prelucrărilor mecanice la mașină - 2 locuri de muncă
2) Operațiune de frezare a suprafeței exterioare prin frezare finală - 1 loc de muncă
3) Operația de găurire a găurilor necesare prin frezare finală - 1 loc de muncă
4) Alezarea găurilor existente prin frezare - 1 loc de muncă
Operații - 4
Locuri de munca - 5
KZO 4/5= 0,8 - producție de masă.
Volumul de producție pe schimb este egal cu: 53 buc.
Valorile coeficienților de fixare a operațiunilor procesului de furnal, procesului de turnare, prelucrarea metalelor corespund productie in masa prin urmare, producția de bloc cilindri se referă la producția de masă.
3 . 1 DezvoltarecerințeLafabricabilitateadeseneproduse
3 .1 .1 CerințefabricabilitateadeseneturnatDetalii
1. La elaborarea designului unei piese turnate, este necesară îndepărtarea nestingherită a modelului din matriță. Acest lucru este asigurat prin numirea unor pante adecvate, care sunt dispuse pe pereții turnatelor, perpendicular pe planul conectorului. Un model fără curenți rupe forma atunci când este îndepărtat.
2. Turnarea trebuie să aibă o grosime uniformă a peretelui, să evite acumularea locală de metal, așa-numitele puncte fierbinți sau noduri termice. Nodul termic este un loc de acumulare locală de metal, care rămâne fierbinte mai mult timp, iar formarea friabilității de contracție și a cochiliilor este mai probabilă. De asemenea, grosimea peretelui afectează masa produsului finit. Cu toate acestea, o scădere a grosimii elementelor structurale ale turnării este permisă numai în anumite limite, limitate de condițiile de rezistență, proprietățile de turnare ale aliajelor și capacitățile metodei de turnare alese.
3. Turnarea nu trebuie să aibă colțuri ascuțite și tranziții ascuțite de la pereți groși la pereți subțiri. Pereții aflați în unghi unul față de celălalt, precum și pereții de diferite grosimi, ar trebui să fie împerecheați cu tranziții netede. Acest lucru creează condiții pentru o răcire mai uniformă a turnării, reduce tensiunile reziduale și previne deformarea și fisurile. Pentru turnarea din fontă gri se recomandă următoarele raze: 1, 2, 3, 5, 8, 10, 16, 20, 25, 32, 40 mm.
4. Proiectarea turnării trebuie să fie astfel încât numărul de miezuri din matriță să fie minim. Acest lucru simplifică fabricarea și asamblarea matriței. Pentru fabricarea blocului cilindrilor sunt necesare 2 tije.
5. Asigurarea rugozitatii minime a suprafetelor de turnare, pentru reducerea volumului de lucru la prelucrarea piesei. Rugozitatea minimă a suprafeței în turnarea prin investiție este Rz = 80...40 µm.
6. Turnarea trebuie să aibă gradul maxim precizie, pentru a reduce cantitatea de lucru la prelucrarea piesei. La turnarea pe modele de investiții, precizia de turnare este mai grosieră decât calitatea 14..16.
7. La proiectarea pieselor turnate, trebuie aplicat principiul solidificării direcționale a turnării. Solidificarea direcțională contribuie la producerea de piese turnate dense de înaltă calitate, fără defecte de contracție.
3.1.2 Cerințe privind fabricabilitatea prelucrării metalelor și prelucrarea mecanică
1. Ascuțirea sau înlocuirea în timp util a sculelor de tăiere pentru a reduce erorile de prelucrare cauzate de uzura dimensională a sculei și, ca urmare, pentru a reduce defectele produsului. Raza maximă admisă de tocire a dinților tăietorului este p = 30…40 µm.
2. Utilizarea mașinilor de înaltă precizie pentru a reduce erorile de procesare cauzate de configurarea mașinii.
3. Implicarea ajustatorilor de înaltă calificare, de care acuratețea prelucrării va depinde de primirea automată a mărimii pe o mașină preconfigurată. Atracția mecanicilor din categoria a 5-a.
4. Utilizarea frezării în sus și în jos, în care frezarea se efectuează cu direcții opuse de mișcare ale frezei și piesa de prelucrat fiind prelucrată în punctul de contact al acestora. Cu frezarea cu tăiere în sus, procesul de tăiere este mai calm, deoarece grosimea tăieturii crește fără probleme, prin urmare, sarcina pe mașină crește treptat.
5. Alegerea metodei de procesare rațională, pentru a reduce timpul mașinii. Se realizează prin: creșterea numărului de piese prelucrate simultan; creșterea frezelor care lucrează simultan.
6. Utilizarea frezelor din carbură, care asigură o fixare mai rigidă a arborelui sau axului, este mai productivă decât frezarea cu freze cilindrice.
7. Utilizarea șlefuirii în loc de suprafinisare, în timp ce productivitatea este de 2-4 ori mai mare decât suprafinisarea datorită Mai mult bari și presiuni mari. Cilindrii sunt șlefuiți până la o rugozitate de 0,32 microni. Numărul de rotații în timpul șlefuirii este de 250-350 rpm.
3.1.3 Cerințe de fabricabilitate pentru procesul de furnal
1. Utilizarea cocsului cu rezistență mecanică ridicată în stare fierbinte, datorită prezenței cocsului în partea inferioară a încărcăturii, care percepe sarcini grele din coloana de încărcare.
2. Lipsa conținutului de fracții mici și mari în cocs. Cocsul de furnal ar trebui să aibă dimensiuni de bulgări de cel puțin 25-40 mm și de cel mult 80 mm.
3. Utilizarea cocsului cu porozitate mare, cu cât porozitatea este mai mare, cu atât arderea cocsului este mai intensă. Porozitatea variază între 35 - 50% din volumul întregii piese.
5. Asigurarea fluctuatiilor minime ale umiditatii in cocs, pentru a asigura cele specificate regim termic cuptoare, la încărcarea cocsului în greutate. Conținutul de umiditate în cocs în timpul călirii uscate nu depășește 1%.
6. Utilizarea minereului de fier cu un conținut ridicat de fier (50-60%), pentru îmbunătățirea productivității și economiei cuptorului.
7. Utilizarea fluxurilor pentru scăderea temperaturii de topire a rocii sterile, zgura cenușă de cocs și obținerea unei zguri lichide cu capacitate mare de absorbție a sulfului. Dolomita, calcarul și varul sunt folosite ca fluxuri în raportul 1,0:(3,5-3,6):(0,5-0,6).
8. Utilizarea exploziei cu încălzire ridicată pentru a reduce consumul de cocs. Odată cu creșterea temperaturii de explozie de la 1000 la 1200 °C, consumul de cocs scade cu 4,5%.
9. Automatizarea distribuției de explozie și gaze naturale, în timp ce productivitatea cuptoarelor crește cu 2--4%, iar consumul de cocs scade cu 1--3%.
10. Creșterea presiunii gazului la vârf până la 0,18 MN*m pentru a îmbunătăți condițiile de reducere a fierului, a reduce consumul de cocs și a reduce îndepărtarea prafului de furnal.
Concluzie: în această secțiune au fost formulate principalele cerințe de fabricabilitate pentru trei procese de producere a unei chiulase KMZ din fontă specială gri și anume, cerințele pentru o piesă obținută prin turnare cu investiții, cerințele pentru procesul de prelucrare a metalelor. a unei piese obținute prin turnare și cerințele pentru procesul de furnal de turnare a lingourilor din fontă cenușie.
Tot în această secțiune a fost calculat și coeficientul de consolidare a operațiunilor care corespund producției de masă, prin urmare, producția unui bloc cilindric se referă la producția de masă.
4. Îmbunătățirea tehnologiei de producție a blocului cilindri
În lucrările anterioare, la fabricarea blocului cilindric al motorului Kamaz-740 a fost utilizată tehnologia de turnare cu investiții, dar în procesul de modernizare, turnarea a fost înlocuită. mod vechi, despre metoda de turnare pe modele din spumă gazeificată.
Turnarea pe modele gazificate este una dintre cele mai recente și moderne tehnologii promițătoare, permițând reducerea semnificativă a costurilor produselor finite ale întreprinderilor de construcții de mașini.
4 .1 Casting De gazificată modele
Pentru a crește profitabilitatea oricărei producții, rezerva principală este găsirea unui înlocuitor fiabil, simplu și performant pentru tehnologia învechită folosită în întreprindere.
Relativ recent, tehnologia turnării gazeificate, sau pe scurt LGM, care a apărut în Rusia, îndeplinește aceste criterii în cea mai mare măsură, dacă vorbim de producția de turnătorie.
În tehnologia de turnare cu spumă, crearea unui model de turnare înseamnă jumătatea turnării în sine. Materialul din care este realizat modelul de turnare este spuma de polistiren. Același material este utilizat pentru fabricarea ambalajelor, a veselei de unică folosință, precum și pentru izolarea termică la izolarea pereților exteriori ai clădirilor.
Politirolul expandat se referă la spume solide, care în chimia fizică sunt definite ca o dispersie de gaz într-un solid sau, mai precis, un sistem dispersat cu film celular. În cazul tehnologiei LGM, polistirenul servește ca matrice, iar gazul este dispersat („zdrobit” și „dispersat”).
Matricea de spumă este realizată pentru o serie de modele turnate prin suflarea granulelor de polistiren în matrițe ușoare de aluminiu care nu sunt greu de fabricat, adesea multi-loc, urmată de spumarea granulelor atunci când matrițele sunt încălzite.
Pentru turnări unice și mari (uneori cântărind până la câteva tone), modelele sunt tăiate din plăci de polistiren expandat cu sârmă de nicrom încălzită sau un tăietor, conform șabloanelor.
Modelul și turnarea obținută din acesta sunt foarte precise. Pentru frezare se folosesc echipamente speciale, care vor fi discutate mai jos. În timpul procesului de turnare, metalul topit, din cauza temperaturii ridicate, evaporă materialul model și îl înlocuiește.
Acesta este tocmai principiul principal al tehnologiei de turnare a modelelor gazeificate, care îi determină numele conform terminologiei acceptate în producția de turnătorie și o face unică. Metoda utilizată în mod tradițional de obținere a piesei turnate are o operațiune preliminară de îndepărtare a modelului înainte de turnare. Aceasta duce, în primul rând, la o scădere a productivității procesului, iar în al doilea rând, la o scădere a calității pieselor obținute.
În LGM, modelul rămâne în formă, iar acesta este „secretul” preciziei turnărilor rezultate, deoarece turnarea are loc în nisipul imobil din jur. Din motive de siguranță și pentru a îmbunătăți condițiile de lucru, gazele sunt pompate dintr-un recipient cu o matriță - un vid este menținut la aproximativ jumătate de atmosferă.
Pentru piese turnate unice (moare de dimensiuni mari pentru caroserii de automobile etc.), se folosesc canale tubulare de evacuare a gazului cu aprinderea gazului care iese din ele din distrugerea termică a modelelor, care transformă aproape complet acest gaz prin ardere în dioxid de carbon și vapor de apă.
Piesele turnate model sunt produse în zone speciale cu echipamente de autoclave. Sunt utilizate diverse opțiuni de spumare, cele speciale permit reducerea timpului de sinterizare a modelelor la 1,52 minute. cu grosimea peretelui obţinută din modele în turnarea ulterioară de 5..10 mm şi mai sus.
Pentru producția în serie sunt furnizate mașini semiautomate, ciclul de producție al modelelor pe care este de aproximativ 23 de minute. și care sunt, de asemenea, potrivite pentru producția de ambalaje modelate, ambalaje ușoare, panouri decorative, izolatoare fonice și termice cu blocare de capăt.
Un atelier de turnare a produselor folosind tehnologia LGM are de obicei următoarele secțiuni: modelare, turnare, topire, curățare.
Au aproximativ aceeași suprafață și sunt dotate cu echipamente relativ simple. Întreaga turnare constă în umplerea cu nisip uscat cu vibrarea recipientului până la un minut.
În același timp, nu este nevoie să folosiți mașini masive de înaltă precizie pentru presarea, agitarea și dispozitivele de asamblare a matrițelor care sunt caracteristice tipurilor tradiționale de turnare. Accentul a fost mutat pe producția de modele cu o densitate de material de 2.527 kg/cu. m, deoarece calitatea modelului determină în principal calitatea turnării.
După turnarea metalului și îndepărtarea turnării finite din matrița destructabilă, nisipul este răcit din nou. Pentru a face acest lucru, utilizați un flux pneumatic. Reutilizarea găsește aproximativ 97% din nisip, pierderile din această cifră de afaceri sunt scurgeri și cernerea fracției fine, care se realizează pentru a evita prăfuirea. În plus, se utilizează depunerea în cicloane a prafului în timpul trecerii gazelor de eșapament din matriță și arderea ulterioară a gazelor de eșapament. Pentru aliajele feroase și neferoase se folosesc aceleași echipamente care, datorită simplității, pot fi realizate în ateliere mecanice obișnuite.
Tehnologia de turnare cu model gazeificat a apărut în a doua jumătate a secolului trecut, împreună cu procese precum formarea în vid, turnarea continuă, turnarea la joasă presiune, turnarea prin impuls și alte tehnologii moderne de turnătorie. Sunt solicitate pe scară largă în industriile de construcție de mașini.
În special, LGM este folosit în SUA și China, este utilizat pe scară largă în plante General motoare, Ford Motors, Fiat ca parte a liniilor semi-automate și automate. Acum, în lume, conform experților, ~ 1,4% din cantitatea totală de turnare este produsă folosind modele de spumă de polistiren - mai mult de 1 milion de tone / an, conform previziunilor, în viitorul apropiat această tehnologie va dura până la 20% din turnarea lumii. În Rusia însă, LGM este încă o metodă de turnare nouă și „promițătoare”. De exemplu, în 2005, 0,1% din piese turnate au fost produse prin această metodă.
Între timp, aplicarea tehnologiei LGM și-a dovedit eficiența ridicată în întreaga lume. O reducere semnificativă a costurilor unitare se datorează următorilor factori.
În primul rând, aceasta este o reducere a costurilor datorită materialelor folosite. Acest lucru economisește cel puțin 100 USD pe tonă de turnare, iar plasarea pieselor turnate în întregul volum al containerului economisește încărcătura metalică și electricitate.
Intensitatea forței de muncă a operațiunilor de finisare este redusă cu 1.020% pentru producția unică și 60% pentru producția de masă.
Este foarte avantajos să se folosească această tehnologie la turnarea loturilor de piese turnate complexe din oțeluri rezistente la uzură, de exemplu, șuruburi pentru mașini de cărămidă, dalte, ciocane și piese de concasor, datorită unei reduceri semnificative a costului de prelucrare a acestora. De asemenea, au turnat roți, pinioane, carcase, obiecte sanitare, chiulase și blocuri de motoare pe benzină și diesel, turnări artistice, park și alte fără restricții.
Noua metodă a făcut posibil ca motorul să fie mai ușor, realizat conform tehnologiei tradiționale, cu 5 kg. Simplitatea și accesibilitatea echipamentului facilitează amplasarea zonelor pentru modele gazeificate la forje, zone de tratament termic, reparații și alte ateliere.
4 .1.1 AvantajeturnareDegazificatămodele
Principalele avantaje ale acestei metode sunt posibilitatea de a obține piese turnate de înaltă calitate cu o reducere semnificativă a intensității muncii și a costului procesului.
Esența acestei metode de turnare este următoarea. Modelul piesei, anterior din spumă, este acoperit cu nisip. Metalul lichid este turnat în matriță, transformând polistirenul într-un gaz.
În acest caz, metalul înlocuiește modelul din spumă și ia forma modelului. Tehnologia turnării pe modele gazeificate nu necesită fabricarea de matrițe, iar acest lucru face posibilă producerea de piese turnate unice la un cost redus.
Această tehnologie permite utilizarea diferitelor metale pentru turnare: bronz, fontă, oțel, alamă, aluminiu. Deoarece modelele EPS nu sunt limitate nici ca dimensiune, nici ca formă, tehnologia de turnare cu model gazeificat este utilizată pentru turnarea de orice masă.
Această metodă de turnare reduce costurile echipamentelor și materialelor, reduce numărul de operațiuni tehnologice și reduce deșeurile de producție.
Mai mult, calitatea modelului fabricat vă permite să reduceți costul finisării și chiar să îl abandonați.
Adesea, turnarea pe modele gazificate produce turnări precise și complexe, care uneori sunt imposibil de obținut în alte moduri.
De aceea, această metodă este foarte eficientă pentru fabricarea diferitelor produse de inginerie, de exemplu, țevi de admisie și ieșire, capete și blocuri de cilindri ale motoarelor de automobile (Fig. 6).
Figura 7 - țevi de admisie și de evacuare, capete și blocuri de cilindri ale motoarelor de automobile.
4.1.2 Aplicarea LGM
Utilizarea LGM este o modalitate ieftină de a trece la tehnologia de fabricare a produselor de înaltă tehnologie, cu știință intensivă. Utilizarea tehnologiilor eficiente de turnare permite, de exemplu, constructorilor germani de mașini să exporte până la 27% din piese turnate importând minereu și metal, inclusiv din Rusia.
Mai jos este calculul costurilor pentru organizarea unui atelier de turnare pentru modele gazeificate, întocmit pe baza recomandărilor de la specialiștii Institutului FTIMS.
4.1.3 Costul organizării unei turnătorii LGM
Un astfel de atelier permite turnarea oricăror piese, greutatea maximă a piesei turnate este limitată doar de volumul cuptoarelor și oalelor, grosimea peretelui nu este limitată, de exemplu, producția de matrițe de mai multe tone. Calitatea suprafetei este asigurata de vopsele refractare din materiale nedeficiente.
Masa metalului lichid necesar, de exemplu, pentru a obține 2.500 de tone pe an de piese turnate, corespunde indicatorului pentru tehnologiile tradiționale de turnare (în cazul LGM, randamentul este mai mare cu 10-20%), prin urmare:
¦ coeficientul de turnare adecvate - 0,96,
¦ aproximativ 1 parte din piesa fabricată se pierde pe spruce, profituri și reziduuri în oală,
¦ volum producţie 5.000 tone/an, respectiv 416,7 tone/lună; 17,4 tone/zi, inclusiv deșeuri metalice proprii returnabile, retopite.
Pentru piesele cu o greutate de la 0,2 la 20 de kilograme, se folosesc cuptoare de tip IST-0,5, cu două creuzete, când se lucrează cel puțin 2 schimburi pe zi. Productivitatea în schimburi a unui astfel de cuptor este în medie de 3,5-4,0 tone / tură - 7-8 tone / zi. Numărul minim de cuptoare va fi de 3 bucăți.
Tehnologia LGM presupune prezența a cel puțin 2 secțiuni/ateliere:
¦ model, care poate fi amplasat la etajul doi, deoarece densitatea modelelor este de aproximativ 26 kg/cu. m,
¦ turnare si turnare.
Site-ul model are zone:
¦ prespumarea si depozitarea polistirenului expandat;
¦ asamblare si suflare matrite;
¦ matrite de sinterizare;
¦ depozitarea si asamblarea modelelor in "tufe";
¦ vopsit şi uscare modele şi „tufe”;
¦ depozitarea modelelor gata de umplere.
Secțiunea de turnare și turnare ar trebui să aibă următoarele secțiuni:
¦ asamblarea si turnarea modelelor in containere,
¦ umple,
¦ răcire,
¦ îndepărtarea pieselor din containere și turnarea nisipului,
¦ depozitarea, pregătirea și regenerarea nisipului de turnătorie,
¦ neutralizarea gazelor și a prafului,
¦ tăierea, curățarea și depozitarea pieselor turnate,
¦ pregătirea și depozitarea încărcăturii,
¦ platforme cuptor,
¦ sisteme de circulație a apei (dacă este necesar)
5 . AanalizăDouătehnologii
Documente similare
Caracteristicile tehnice ale mașinii KAMAZ-6522. Reguli pentru dezasamblarea și asamblarea unui motor de mașină; detectare eventualele defecteși modalități de a le elimina. rece și rulare la cald motor. Cunoașterea tehnologiei de restaurare a chiulasei.
prezentare, adaugat 09.02.2014
Descrierea mecanismului și specificații Motor ZMZ 4063. Procedura de efectuare a operaţiilor de demontare-montare a blocului cilindrilor şi a blocului. Procesul tehnologic de reparare a capului și blocului cilindrilor motorului. Diagnosticarea motorului.
teză, adăugată 07.12.2012
Descrierea caracteristicilor de proiectare ale blocului de cilindri al motorului VAZ-2112, tipurile de uzură și principalele defecte. Operații tehnologice de refacere a găurilor și a carcasei din blocul cilindric cu compoziții adezive. Refacerea filetelor în găurile blocului.
lucrare de termen, adăugată 07.08.2014
fenomene fizice, provocând apariția principalelor tipuri de uzură a suprafețelor de lucru ale blocului cilindrilor. Principalele defecte ale blocului de cilindri al motorului ZMZ-24D. Refacerea fisurilor prin sudare cu argon-arc, găuri și cochilii cu compoziții adezive.
lucrare de termen, adăugată 07.03.2011
Studierea esenței ciclului de lucru. Caracteristica alternantei ciclului la motoarele ZIL-130 si ZMZ-24. Descrierea aranjamentului blocului de cilindri al motorului KamAZ și a mecanismelor de etanșare a căptușelilor cilindrilor împotriva scurgerilor de lichide și gaze. Dispozitiv termostat ZIL-130.
test, adaugat 31.05.2010
Caracteristici de design chiulasele unei mașini. Caracteristici tehnologiceși proprietățile aliajelor D20 și D21. Demontarea și instalarea chiulasei pe o mașină VAZ. Demontare, montare, verificare stare tehnica, detalii reparatii.
lucrare de termen, adăugată 11.10.2010
Tehnologii utilizate pentru repararea cilindrilor și căptușelilor motoare de automobile. Caracteristică și caracteristici tehnologiceșlefuirea cu vârf plat ca finisare finală la prelucrarea cilindrilor motorului cu unelte speciale.
test, adaugat 03.05.2015
Condițiile de funcționare ale piesei și o listă a posibilelor defecte. Justificarea traseului de recuperare și elaborarea hărții. Calculul modurilor de executare a operaţiilor tehnologice. Evaluarea menținabilității piesei și a indicatorilor tehnici și economici ai tehnologiei dezvoltate.
lucrare de termen, adăugată 27.06.2011
Calculul termic al motorului, volumele caracteristice ale cilindrilor. Parametrii stării gazului înainte supapele de admisie. Indicatoare de motor. Determinarea maselor pieselor mobile ale mecanismului manivelei. Caracteristica de sarcină a motorului.
lucrare de termen, adăugată 01/07/2014
Cinematica și dinamica motorului cu ardere internă, aducând masele pieselor mecanismului manivelă. Calculul pistonului, inelului și degetului unui motor pe benzină. Designul capului pistonului bielei unui motor pe benzină. Calculul manșonului și știftului chiulasei motorului cu ardere internă.
1.1 Descrierea piesei
1.2 Analiza conditiilor de munca
1.4.1 Fontă gri
1.4.2 Aliaje de aluminiu
2. Tehnologia de fabricație
2.2.1 Exploatarea bauxitei
2.2.3. Fundamentele electrolizei topituri de criolit-alumină
2.3 Turnarea cu nisip
3.1 Îmbătrânire și întărire
4. Prelucrare
4.1 Stabilirea punctelor de bază
Concluzie asupra muncii depuse
1. Analiza piesei proiectate și a condițiilor de lucru ale acesteia
1.1 Descrierea piesei
Blocul cilindrilor este o piesă turnată care servește drept bază pentru un motor cu ardere internă. Capul blocului este atașat la partea superioară, partea inferioară face parte din carter, are suprafețe de rezemare pentru instalarea arborelui cotit.
Blocul cilindrilor (sau carterul) preia sarcini de la piesele rotative și în mișcare translațională. Cele mai comune motoare cu patru cilindri în linie au, de obicei, un bloc turnat din aliaj de fier gri, mai rar din aluminiu, blocul este prezentat în Figura 1. În acest caz, căptușele cilindrilor sunt turnate dintr-o singură bucată cu blocul, formând un cămașă de răcire între căptușeli și pereții exteriori. Blocul cilindric are găuri în partea inferioară - așa-numitele. paturi pentru carcasele lagărelor arborelui cotit. Paturile sunt prelucrate cu echipamente speciale de precizie cu mare precizie.
Cilindrii înșiși pot face parte dintr-o turnare (bloc fără manșon) sau pot avea căptușeli înlocuibile separate, care pot fi „umede” sau „uscate”, acest lucru este prezentat schematic în Figura 2.
Manșoanele uscate sunt presate cel mai adesea în corpul blocului, iar manșoanele umede sunt sigilate suplimentar cu inele din diverse materiale, cum ar fi cauciucul sau cupru. Eliminarea căldurii prin manșoane către lichidul de răcire depinde de proprietățile materialului manșonului și de grosimea acestuia (cu cât conductivitatea termică a materialului este mai mare și cu cât pereții manșonului sunt mai subțiri, cu atât disiparea căldurii este mai bună).
Utilizarea cilindrilor căptușiți, pe de o parte, crește ușor costul motorului și complică asamblarea acestuia, dar, pe de altă parte, simplifică repararea blocului, deoarece în acest caz este suficient să înlocuiți căptușele și căptușele. grup de pistoane.
În același timp, pentru blocurile fără manșon, atunci când oglinda cilindrului este uzată, aceasta trebuie să fie plictisită și șlefuită, ceea ce complică semnificativ reparația, deoarece este necesară demontarea aproape completă a motorului. În plus, se impun cerințe foarte mari la calitatea materialului și a tehnologiei de turnare pentru blocurile fără coajă.
Figura 2 - Reprezentarea schematică a secțiunii blocurilor de diverse
În jurul fiecărui cilindru se fac găuri filetate pentru șuruburile cu cap ca în Figura 3. Găurile filetate nu se conectează direct la manșon (ceea ce reduce deformarea manșonului atunci când șuruburile cu cap sunt strânse. O ușoară deformare a manșonelor în timpul strângerii încă). apare, dar de obicei nu depășește 0,010-0,015 mm, deși poate crește semnificativ dacă șuruburile capului sunt strânse excesiv.
Figura 3 - Orificii pentru șuruburile chiulasei: 1 - canelura; 2 - deformare in absenta unei caneluri
Suprafețele de lucru ale cilindrilor și căptușelilor, care se numesc oglinda cilindrului, sunt prelucrate cu mare precizie și au o puritate foarte ridicată. Uneori se aplică un microrelief special pe oglinda cilindrului, a cărui înălțime este de fracțiuni de micrometri. O astfel de suprafață reține bine uleiul și ajută la reducerea frecării suprafeței laterale a pistonului și a inelelor de pe oglinda cilindrului.
Oglinda cilindrului Oglinda cilindrului este în contact constant cu pistonul și este lubrifiată cu ulei de motor, care este pulverizat de elementele rotative ale mecanismului manivelei. Proprietățile tehnologice înalte ale metalului și calitatea prelucrării acestuia determină rezistența necesară a suprafeței.
Manta de răcire Mantaua de răcire este proiectată pentru a elimina căldura de pe pereții cilindrilor și de pe capul motorului. Scopul unui sistem de răcire cu apă a motorului este nu numai de a elimina căldura de pe pereții cilindrului, ci și de a menține temperatura de funcționare proiectată.
Carcasa arborelui cotit Pe carterul blocului cilindri există locuri pentru fixarea unor elemente precum un generator, un compresor de aer condiționat, suporturi de montare, o pompă de servodirecție etc. Carcasa arborelui cotit poate fi turnată cu blocul de cilindri într-o singură carcasă. , sau poate fi atașat la el cu șuruburi. O baia de ulei este atașată la partea inferioară a carterului blocului, care este proiectată pentru a stoca uleiul de motor. Paletul este de obicei fabricat din oțel sau aliaj de aluminiu.
1.2 Analiza conditiilor de munca
Cilindrul motorului este proiectat să direcționeze mișcarea alternativă a pistonului, să absoarbă energia eliberată în timpul arderii combustibilului, să absoarbă și să elimine căldura din camera de ardere la lichidul de răcire, precum și să atașeze arborele cotit în acest scop, canale pentru lubrifiere. iar racirea se fac in blocul cilindrilor. Paturile pentru fixarea arborelui cotit sunt realizate în carterul blocului cilindrilor. De aici rezultă că carterul blocului este supus:
· Influența presiunii gazelor;
· Forțele de influență ale gazelor care sunt percepute prin sculptarea conexiunilor unui cap al blocului de cilindri și a lagărelor unui arbore cotit;
forțele interne de inerție (forțe de încovoiere), care sunt rezultatul forțelor de inerție în timpul rotației și oscilației;
forțe interne de torsiune (forțe de răsucire) între cilindrii individuali;
Cuplul arborelui cotit și, ca urmare, forțele de reacție ale suporturilor motorului;
forțe libere și momente de inerție, ca urmare a forțelor de inerție în timpul vibrațiilor, care sunt percepute de suporturile motorului;
· Forțele de frecare laterale care decurg din mișcarea pistonului;
· Sarcini de încovoiere din forțele de presiune a gazului și forțele de inerție transmise prin biele de la pistoane, de la arborele cotit, sarcinile sunt transferate la rulmenții principali ai arborelui cotit și se îndoaie blocul;
Frecarea cu elementele pistonului (provoacă uzură mecanică);
Temperatură ridicată (provoacă arderea și coroziunea metalului) În cazul în care blocul cilindrilor este din aliaj de aluminiu, oglinda cilindrului este realizată într-o inserție specială din fontă (manșon);
Deformarea elastică a blocului sau arborelui duce la curbura axelor patului și a gâturilor arborelui cotit. În acest caz, apare uzura, neuniformă de-a lungul lățimii gâtului;
Sarcina transmisă de la căptușeli către pat, cu curbura periodică a axelor, duce la uzura suprafețelor patului în sine (această situație este tipică, de exemplu, pentru rulmenții de biele a arborilor lungi cu un număr mic de suporturi ( de exemplu, un arbore cu patru rulmenți a unui motor cu șase cilindri în linie);
1.3 Compilarea cerințelor detaliate
După analizarea condițiilor de funcționare ale carterului, în paragraful anterior, se pot prezenta cerințe pentru proprietățile blocului cilindric al unui motor cu ardere internă, și anume:
Rigiditatea este foarte mare caracteristică importantă bloc, care determină deformarea elastică a blocului sub acțiunea diferitelor forțe. În timpul funcționării motorului, arborele cotit suferă sarcini de încovoiere de la forțele de presiune a gazului și forțele de inerție transmise prin biele de la pistoane. De la arborele cotit, sarcinile sunt transferate la rulmenții principali ai arborelui cotit și îndoiți blocul. Cu o rigiditate insuficientă, acest lucru poate duce la uzura accelerată a rulmenților și la defecțiunea motorului. Rigiditatea la încovoiere a blocului crește de obicei odată cu creșterea distanței de la planul de despărțire al rulmentului principal la planul de separare inferior al blocului și al baii de ulei, așa cum se arată în Figura 4, precum și cu creșterea lățimii blocului și a grosimii peretelui. Acest lucru este important în special pentru motoarele cu mai mulți cilindri în linie (cu 5-6 cilindri).
Figura 4 - Creșterea rigidității carterului (a) prin creșterea mărimii H (b)
· alinierea deschiderilor tuturor paturilor blocului;
aceeași dimensiune (diametru) pentru toate paturile (cu excepția modelelor speciale);
perpendicularitatea axelor paturilor și cilindrilor;
Paralelismul axelor patului auxiliarului și arbore cu came(dacă sunt instalate în bloc) axele patului arborelui cotit;
· Practica arată că toate abaterile de la perpendicularitate și paralelism nu trebuie să depășească jumătate din spațiul de lucru al pieselor. Cu un spațiu de 0,04 + 0,06 mm, aceasta nu este mai mare de 0,02 + 0,03 mm.
1.4 Materiale pentru fabricație
Carterul este una dintre cele mai grele părți ale întregii mașini. Și ocupă locul cel mai critic pentru dinamica condusului: locul deasupra punții față. Prin urmare, aici se încearcă să exploateze pe deplin potențialul de reducere a masei. Fonta cenușie, care a fost folosită ca material pentru carter de zeci de ani, este din ce în ce mai mult înlocuită în motoarele pe benzină și diesel cu aliaje de aluminiu. Acest lucru permite obținerea unei reduceri semnificative a greutății. Dar, avantajul în masă nu este singura diferenta, care are loc în timpul prelucrării și aplicării unui alt material. Acustica, proprietățile anticorozive, cerințele de procesare a producției și volumele de servicii se schimbă, de asemenea.
1.4.1 Fontă gri
Fonta este un aliaj de fier cu mai mult de 2% carbon și mai mult de 1,5% siliciu. Fonta cenușie conține carbon în exces sub formă de grafit. Pentru carterurile bloc ale motoarelor diesel a fost și este folosită fontă cu grafit lamelar, care și-a primit numele de la locația grafitului din el. Alți constituenți ai aliajului sunt manganul, sulful și fosforul în cantități foarte mici. De la bun început, fonta a fost propusă ca material pentru blocurile de carter ale motoarelor în serie, deoarece acest material nu este scump, este pur și simplu procesat și are proprietățile necesare. Aliajele ușoare nu au putut îndeplini aceste cerințe mult timp. Producătorii de automobile folosesc fontă de grafit fulgi pentru motoarele lor datorită proprietăților sale deosebit de favorabile. Și anume:
Conductivitate termică bună
· proprietăți bune de rezistență;
prelucrare simplă;
· proprietăți bune de turnare;
amortizare foarte buna.
Amortizarea remarcabilă este unul dintre caracteristicile fontei de grafit fulgi. Înseamnă capacitatea de a percepe vibrațiile și de a le amortiza datorită frecării interne. Datorită acestui fapt, vibrațiile și caracteristicile acustice ale motorului sunt îmbunătățite semnificativ. Proprietățile bune, rezistența și prelucrarea ușoară fac ca carterul din fontă gri să fie competitiv astăzi. Datorită rezistenței lor ridicate, motoarele M pe benzină și motoarele diesel sunt fabricate și astăzi cu carter din fontă gri. Creșterea cerințelor pentru masa motorului într-o mașină de pasageri în viitor va putea îndeplini doar aliajele ușoare.
1.4.2 Aliaje de aluminiu
Carterurile din aliaj de aluminiu sunt încă relativ noi doar pentru motoarele diesel. Densitatea aliajelor de aluminiu este de aproximativ o treime în comparație cu fonta cenușie. Cu toate acestea, acest lucru nu înseamnă că avantajul în masă are același raport, deoarece datorită rezistenței mai mici, un astfel de carter bloc trebuie făcut mai masiv. Alte proprietăți ale aliajelor de aluminiu:
Conductivitate termică bună
rezistență chimică bună;
Proprietăți bune de rezistență
prelucrare simplă.
Aluminiul pur nu este potrivit pentru turnarea unui carter, deoarece nu are proprietăți de rezistență suficient de bune. Spre deosebire de fonta cenușie, principalele componente de aliere sunt adăugate aici în cantități relativ mari.
Aliajele sunt împărțite în patru grupe, în funcție de aditivul de aliere predominant. Acești aditivi:
siliciu (Si);
cupru (Ci);
magneziu (Md);
Zinc (Zn).
Pentru carterurile bloc din aluminiu se folosesc exclusiv aliajele AlSi. Sunt îmbunătățite cu mici adaosuri de cupru sau magneziu. Siliciul are un efect pozitiv asupra rezistenței aliajului. Dacă componenta este mai mare de 12%, atunci se poate obține o duritate foarte mare a suprafeței prin prelucrare specială, deși tăierea va fi complicată. În regiunea de 12% au loc proprietăți de turnare remarcabile. Adăugarea de cupru (2-4%) poate îmbunătăți proprietățile de turnare ale aliajului dacă conținutul de siliciu este mai mic de 12%. Un mic adaos de magneziu (0,2-0,5%) crește semnificativ valorile rezistenței. Pentru motoarele pe benzină și diesel se folosește aliajul de aluminiu AISi7MgCuO.5. După cum se poate observa din denumirea AISi7MgCuO.5, acest aliaj conține 7% siliciu și 0,5% cupru. Are o rezistență dinamică ridicată. Alte proprietăți pozitive sunt proprietăți bune de turnare și ductilitate. Adevărat, nu permite obținerea unei suprafețe suficient de rezistente la uzură, care este necesară pentru oglinda cilindrului. Prin urmare, carterurile din AISI7MgCuO,5 vor trebui realizate cu căptușe de cilindru.
Cercetătorii progresivi se gândesc să folosească un material și mai ușor - aliajul de magneziu. Au fost construite motoare prototip, în care căptușele metalice ale cilindrilor au fost instalate în blocuri de plastic ușoare, deși aceste motoare s-au dovedit a fi teribil de zgomotoase.
1.4.3 Date tabelare privind materialele
Mai jos voi da o comparație tabelară a 2 grade de fontă (SCH25 și SCH35), 2 grade de aluminiu (AL2 și AL4) și un grad de aliaj de mangan (ML4) din care se pot realiza piese turnate de carter.
Tabelul 1 - Clasificare
| Material | Nume | Aplicarea materialelor |
| MF25 | Fontă gri | pentru fabricarea pieselor turnate |
| MF35 | Fontă gri | pentru fabricarea pieselor turnate |
| AL2 | Aliaj de turnare de aluminiu | pentru fabricarea pieselor cu sarcină mică; aliajul este foarte rezistent |
| AL4 | Aliaj de turnare de aluminiu | pentru fabricarea pieselor de încărcare medie și grea; aliajul este foarte rezistent |
| ML4 | Aliaj de turnare de magneziu | părți ale motoarelor și ale altor unități care funcționează în condiții de rezistență ridicată la coroziune, sarcini statice și dinamice; temperatura limita de functionare: 150°C - pe termen lung, 250°C - pe termen scurt |
Tabelul 2 - Compoziția chimică în % din materialul SCH25 și SCH35
Tabelul 3 - Compoziția chimică în % din materialul AL2
Tabelul 5 - Compoziția chimică în % din materialul ML4
| Fe | Si | Mn | Ni | Al | Cu | Zr | Fi | mg | Zn | impurităţi |
| până la 0,06 | până la 0,25 | 0.15 - 0.5 | până la 0,01 | 5 - 7 | până la 0,1 | până la 0,002 | până la 0,002 | 88.4 - 92.85 | 2 - 3.5 | altele 0,1; total 0,5 |
Tabelul 6 - Proprietăți mecanice la T=20 o C
| S în | S T | 5 | Duritatea Brinell |
|
| MPa | MPa | % | MPa | |
| MF25 | 250 | HB 10 -1 = 156 - 260 | ||
| MF35 | 350 | HB 10 -1 = 179 - 290 | ||
| AL2 | 160-170 | 80-90 | 5 | HB 10-1 = 55 |
| AL2 | 190 | 120 | 1.8 | |
| AL4 | 260 | 200 | 4 | HB 10 -1 = 70 |
| AL4 | 290 | 160 | 2 | |
| ML4 | 250-255 | 85-115 | 6-9 | HB 10 -1 = 50 - 75 |
Tabelul 7 - Proprietățile fizice ale materialului SCH25 și SCH 35
Tabel 8 - Proprietăți fizice ale materialului AL2 și AL4
Tabel 9 - Proprietăți fizice ale materialului ML4
Denumiri:
HB - duritate Brinell, [MPa]
T - Temperatura la care au fost obținute aceste proprietăți, [deg]
E - Modulul de elasticitate de primul fel, [MPa]
a - Coeficientul de dilatare termică (liniară) (interval 20 o - T),
l - Coeficientul de conductivitate termică (capacitatea termică a materialului), [W/(m grade)]
r - Densitatea materialului, [kg / m 3]
C - Capacitate termică specifică a materialului (interval 20 o - T), [J / (kg grade)]
R - Rezistivitate electrică, [Ohm m]
Concluzie: Pentru carterul meu din aluminiu voi folosi doar aliaje AlSi, si anume AL4. Sunt îmbunătățite cu mici adaosuri de cupru sau magneziu. Siliciul are un efect pozitiv asupra rezistenței aliajului. Dacă componenta este mai mare de 12%, atunci se poate obține o duritate foarte mare a suprafeței prin prelucrare specială, deși tăierea va fi complicată. În regiunea de 12% au loc proprietăți de turnare remarcabile. Adăugarea de cupru (2-4%) poate îmbunătăți proprietățile de turnare ale aliajului dacă conținutul de siliciu este mai mic de 12%. Un mic adaos de magneziu (0,2-0,5%) crește semnificativ valorile rezistenței dinamice. Alte proprietăți pozitive sunt proprietăți bune de turnare și ductilitate. Adevărat, nu permite obținerea unei suprafețe suficient de rezistente la uzură, care este necesară pentru oglinda cilindrului. Prin urmare, carterurile bloc de la AL4 vor trebui realizate cu căptușe de cilindri.
2. Tehnologia de fabricație
2.1 Schema tehnologică de producție

2.2 Descrierea fiecărei etape tehnologice
2.2.1 Exploatarea bauxitei
Numai rocile bogate în alumină (Al 2 O 3) și aflate în mase mari pe suprafața pământului pot servi drept minereuri de aluminiu. Aceste roci includ bauxite, nefeline - (Na, K) 2 O 2 O 3 - 2 SiO 2, alunite - (Na, K) 2 SO 4 - Al 2 (SO 4) 3 - 4Al (OH) 3 și caolini (argile), spate de câmp (ortoclază) - K 2 OּAl 2 O 3 ּ6SiO 2.
Principalul minereu pentru producerea aluminiului este bauxita. Bauxita este cel mai important minereu de aluminiu. Bauxita reprezintă cea mai mare parte a producției mondiale de alumină. Bauxita este o rocă complexă, de aluminiu în care se află sub formă de hidroxizi diaspori și boehmite (oxizi monohidratați), gibbsite sau hidrargilit (oxid trihidrat). Alături de hidroxizi, o parte din aluminiu poate fi găsită în bauxite sub formă de corindon, caolinit și alte minerale.
Aluminiul este conținut în ele sub formă de hidroxizi Al (OH), AlOOH, corindon Al 2 O 3 și caolinit Al 2 O 3 ּ2SiO 2 ּ2H 2 O. Compoziția chimică a bauxitelor este complexă: 28-70% alumină; 0,5-20% silice; 2-50% oxid de fier; 0,1-10% oxid de titan. Recent, nefelinele și alunitele au fost folosite ca minereu. Nefelina (KּNa 2 OּAl 2 O 3 ּ2SiO 2) este o parte a rocilor apatite-nefeline (pe Peninsula Kola).
Cel mai important este depozitul de bauxită Severouralsk din regiunea Sverdlovsk. Bauxite Severouralsk - diasporă-boehmit și diasporă; cea mai mare parte a acestora se caracterizează printr-un conținut ridicat de A1 2 O 3 (52-54%) și un conținut scăzut de silice (3-5%); conţinutul de Fe 2 O 3 în aceste bauxite este de 21-28%. Bauxita este extrasă în subteran (mina) de la o adâncime de până la 700 m. Conținutul de monoxid de carbon (IV) -COa din bauxita extrasă (2,5-3,5%) și sulf (aproximativ 1%) este ridicat, ceea ce reduce calitatea acestora. . Unele dintre zăcăminte sunt situate în zone greu de dezvoltat și nu sunt adecvate pentru o exploatare mai eficientă în cariere deschise.
O serie de zăcăminte de bauxită de tip boehmite-diaspore au fost descoperite în Uralii de Sud din regiunea Chelyabinsk și regiunea Bashkir. Bauxitele din Uralul de Sud se caracterizează printr-un conținut ridicat de silice și monoxid de carbon (IV), precum și printr-o duritate ridicată. De asemenea, sunt exploatate în subteran. Bauxitele extrase conțin, în medie, % (în greutate): А1 2 O 3 50-53; Si025-10 şi Fe20321-22.
2.2.2 Obținerea aluminei din minereuri
Alumina se obține în trei moduri: alcalin, acid și electrolitic. Cea mai comună este metoda alcalină (metoda K. I. Bayer, dezvoltată în Rusia la sfârșitul secolului înainte de ultimul și utilizată pentru prelucrarea bauxitei de calitate superioară cu o cantitate mică (până la 5-6%) de silice). De atunci, performanța sa tehnică a fost îmbunătățită semnificativ. Schema de producere a aluminei prin metoda Bayer este prezentată în Figura 5.
Figura 5 - Schema producerii aluminei prin metoda Bayer
Esența metodei constă în faptul că soluțiile de aluminiu se descompun rapid atunci când se introduce hidroxid de aluminiu în ele, iar soluția rămasă din descompunere după evaporarea ei în condiții de amestecare intensivă la 169-170 ° C poate dizolva din nou alumina conținută în bauxite. Această metodă constă din următoarele operații principale:
1). Prepararea bauxitei, care constă în zdrobirea și măcinarea acesteia în mori; morile sunt alimentate cu bauxită, alcalii caustice și o cantitate mică de var, ceea ce îmbunătățește eliberarea de Al 2 O 3 ; pulpa rezultată este alimentată pentru levigare;
2). Leșierea bauxitei (recent, blocurile de autoclave de formă rotundă folosite până acum au fost parțial înlocuite cu autoclave tubulare, în care leșierea are loc la temperaturi de 230-250 ° C (500-520 K), care constă în descompunerea sa chimică din interacțiunea cu o soluție apoasă de alcali; Hidrații de oxid de aluminiu, atunci când interacționează cu alcalii, intră în soluție sub formă de aluminat de sodiu:
AlOOH+NaOH→NaAlO2+H2O
Al(OH)3 +NaOH→NaAl02 +2H20;
Si02 +2NaOH→Na2Si03 +H20;
în soluție, aluminatul de sodiu și silicatul de sodiu formează un aluminosilicat de sodiu insolubil; oxizii de titan și fier trec în reziduul insolubil, dând reziduului o culoare roșie; acest reziduu se numește noroi roșu. După terminarea dizolvării, aluminatul de sodiu rezultat este diluat cu o soluţie apoasă de alcali în timp ce temperatura scade cu 100°C;
3). Separarea soluției de aluminat din noroi roșu, realizată de obicei prin spălare în agenți de îngroșare speciali; ca urmare, noroiul roșu se depune, iar soluția de aluminat este drenată și apoi filtrată (clarificată). În cantități limitate, nămolul este folosit, de exemplu, ca aditiv pentru ciment. În funcție de gradul de bauxită, 0,6-1,0 tone de noroi roșu (reziduu uscat) la 1 tonă de alumină obținută;
4). Descompunerea soluției de aluminat. Se filtrează și se pompează în recipiente mari cu agitatoare (descompunetoare). Hidroxidul de aluminiu Al(OH)3 este extras dintr-o soluţie suprasaturată după răcire la 60°C (330 K) şi agitare constantă. Deoarece acest proces se desfășoară lent și neuniform, iar formarea și creșterea cristalelor de hidroxid de aluminiu sunt de mare importanță în prelucrarea sa ulterioară, se adaugă o cantitate mare de hidroxid solid la descompozitori - semințe:
Na20Al203 +4H20→Al(OH)3+2NaOH;
5). Alocarea hidroxidului de aluminiu și clasificarea acestuia; acest lucru se întâmplă în hidrocicloane și filtre cu vid, unde un precipitat care conține 50-60% particule de Al(OH) este separat din soluția de aluminat. O parte semnificativă a hidroxidului este returnată în procesul de descompunere sub formă de material sămânță, care rămâne în circulație în cantități nemodificate. Reziduul după spălare cu apă trece la calcinare; filtratul este, de asemenea, readus în circulație (după concentrare în evaporatoare - pentru leșierea de noi bauxite);
6). Deshidratarea hidroxidului de aluminiu (calcinare); este operațiunea finală a producției de alumină; se desfășoară în cuptoare tubulare rotative, iar mai recent și în cuptoare cu mișcare turbulentă a materialului la o temperatură de 1150-1300 circa C; hidroxid de aluminiu brut, care trece printr-un cuptor rotativ, uscat și deshidratat; atunci când sunt încălzite, următoarele transformări structurale au loc secvenţial:
Al(OH) 3 → AlOOH → γ-Al 2 O 3 → α-Al 2 O 3
Alumina calcinată finală conține 30-50% α-Al 2 O 3 (corindon), restul este γ-Al 2 O 3 . Această metodă extrage 85-87% din toată alumina produsă. Oxidul de aluminiu rezultat este un compus chimic puternic cu un punct de topire de 2050 o C.
2.2.3 Fundamentele electrolizei topiturii criolit-alumină
Electroliza topiturii criolit-alumină este principala metodă de obținere a aluminiului, deși unele aliaje de aluminiu sunt obținute prin metoda electrotermală.
Primele electrolizoare industriale au fost pentru curenți de până la 0,6 kA și în următorii 100 de ani au crescut la 300 kA. Cu toate acestea, acest lucru nu a adus schimbări semnificative la elementele de bază ale procesului de fabricație.
Schema generală a producției de aluminiu este prezentată în Figura 5. Unitatea principală este celula electrolitică. Electrolitul este o topitură de criolit cu un ușor exces de fluorură de aluminiu, în care se dizolvă alumina. Procesul este realizat la concentrații variabile de alumină de la aproximativ 1 până la 8% (greutate). De sus, un anod de carbon este coborât în baie, parțial scufundat în electrolit. Există două tipuri principale de anozi de sacrificiu: autocoapți și precoapți. Primii folosesc căldura de electroliză pentru prăjirea masei anodului, care constă dintr-un amestec de cocs de umplutură și un liant, smoală. Anozii copți sunt un amestec precopt de cocs și liant de smoală.
Figura 6 - Schema producției de aluminiu din alumină.
Aluminiul topit la temperatura de electroliză (950–960°C) este mai greu decât electrolitul și se află pe partea inferioară a electrolizorului. Topiturile de criolit-alumină sunt foarte agresive, care pot fi rezistate de materiale carbonice și unele noi. Din acestea, este realizată căptușeala interioară a electrolizatorului.
Pentru conversie curent alternativÎn fabricile moderne, redresoarele cu semiconductori cu o tensiune de 850V și un factor de conversie de 98,5% sunt utilizate în curent constant la fabricile moderne, instalate într-o substație de conversie cu siliciu (CPP). Un redresor oferă un curent de până la 63 kA. Numărul de astfel de unități depinde de puterea curentului necesară, deoarece toate sunt conectate în paralel.
Procesul care are loc în electrolizor constă în descompunerea electrolitică a aluminei dizolvate în electrolit. Aluminiul este eliberat pe un catod de aluminiu lichid, care este turnat periodic folosind o oală cu vid și trimis la departamentul de turnătorie pentru turnare sau un mixer, unde, în funcție de scopul ulterioar al metalului, aliaje cu siliciu, magneziu, mangan, cupru. sunt pregătite sau se realizează rafinarea. La anod, carbonul este oxidat de oxigenul eliberat. Gazul anod de evacuare este un amestec de CO2 și CO.
Electrolizatoarele sunt de obicei echipate cu adăposturi care elimină gazele de eșapament și un sistem de curățare. Acest lucru reduce eliberarea de substanțe nocive în atmosferă. Procesul tehnologic presupune ca adapostul sa fie sigilat ermetic pentru a asigura aspirarea gazului in colector cu ajutorul ventilatoarelor. Gazele îndepărtate din electrolizoare sunt dominate de dioxid de carbon (majoritatea monoxidului de carbon este post-ars fie deasupra electrolitului, fie în arzătoare speciale după clopotul de colectare a gazelor), azot, oxigen, fluoruri gazoase și solide și particule de praf de alumină. Sunt utilizate diverse scheme tehnologice pentru a le elimina și a le readuce în proces.
Electrolizoarele moderne sunt echipate cu un sistem automat de alimentare cu alumină (AAF) cu o perioadă de încărcare de 10-30 min.
Reacția globală care are loc în electrolizor poate fi reprezentată prin ecuație
Astfel, teoretic, procesul de electroliză consumă alumină și carbon anodic, precum și energia electrică necesară nu numai pentru implementarea procesului electrolitic - descompunerea aluminei, ci și pentru menținerea unei temperaturi ridicate de funcționare. În practică, se consumă și o anumită cantitate de săruri de fluor, care se evaporă și sunt absorbite în căptușeală. Cantitatea de materii prime pentru obținerea a 1 tonă de aluminiu este prezentată în Tabelul 10:
Tabelul 10 - Cantitatea de materii prime pentru obtinerea a 1 tona de aluminiu
Producția de aluminiu este unul dintre procesele cele mai consumatoare de energie, astfel încât topitoriile de aluminiu sunt construite aproape de sursele de energie.
Toate materialele furnizate pentru electroliză trebuie să aibă o cantitate minimă de impurități mai electropozitive decât aluminiul (fier, siliciu, cupru etc.), deoarece aceste impurități sunt aproape complet transformate în metal în timpul electrolizei.
2.2.4 Producția electrotermală a aliajelor aluminiu-siliciu
Este imposibil să se obțină aluminiu pur prin reducerea directă a oxidului său. Procesele carbotermale necesită temperaturi ridicate (aproximativ 2000°C) pentru a reduce alumina, iar în absența componentelor care formează aliaje, metalul se leagă de carbon, dând carbură de aluminiu (A1 4 C 3). Se știe că carbura de aluminiu și aluminiul sunt solubile unul în celălalt și formează amestecuri foarte refractare. În plus, A1 4 C 3 se dizolvă în A1 2 O 3 , prin urmare, ca urmare a reducerii oxidului de aluminiu cu carbon, se obțin amestecuri de aluminiu, carbură și oxid având puncte de topire ridicate. De obicei, nu este posibilă eliberarea unei astfel de mase din cuptor. Chiar dacă acest lucru se poate face, costul separării va fi mare.
În țara noastră, pentru prima dată în lume, a fost dezvoltată și implementată la scară industrială o metodă de producere a silicoaluminiului (aliaje aluminiu-siliciu) cu indicatori tehnico-economici suficient de înalți.
Schema tehnologică generală pentru producerea aliajelor aluminiu-siliciu este prezentată în Figura 7. Ca materie primă, pe lângă caolini (Al 2 O 3 × 2 SiO 2 × 2H 2 O), cianite (Al 2 O 3 × SiO 2 ), distensilimanite ( Al 2 O 3 × SiO 2) și bauxite cu conținut scăzut de fier.
Aliajul după topirea electrică este furnizat pentru purificarea de impurități nemetalice. Pentru a face acest lucru, este furnizat un flux, constând dintr-un amestec de criolit și clorură de sodiu, care udă aceste impurități și le „colectează”. Silicoaluminiul rafinat are o compoziție medie (%): A1 - 61; Si - 36; Fe - 1,7; Ti - 0,6; Zr - 0,5; Ca - 0,7. Acest aliaj nu este potrivit pentru producerea de silumin și necesită purificare din fier. Cea mai comună metodă de purificare este manganul, care formează compuși intermetalici refractari cu fierul.
Figura 7 - Schema generala de productie a aliajelor aluminiu-siliciu
Aliajul rezultat este diluat cu aluminiu electrolitic tehnic sau aluminiu secundar până la o compoziție corespunzătoare diferitelor grade de silumin și turnat în lingouri.
Avantajele acestei metode de obținere a siluminului față de fuziunea aluminiului electrolitic cu siliciul cristalin sunt următoarele: putere mare a unei singure unități - cuptoarele moderne au o putere de 22,5 MB × A, care este de aproximativ 30 de ori mai mare decât puterea unui celula electrolitică cu 160 kA și, în consecință, o scădere a fluxurilor de marfă, reducerea costurilor de capital și a costurilor forței de muncă; utilizarea de materii prime cu un modul scăzut de siliciu, ale căror rezerve sunt destul de mari în natură.
Teoretic, aluminiul pur poate fi izolat dintr-un aliaj de aluminiu-siliciu prin diferite metode. Cu toate acestea, din cauza complexității hardware-ului și a designului tehnologic din industrie, aceste metode nu sunt implementate în prezent.
2.3 Turnarea cu nisip
Această metodă de turnare este foarte diversă și este folosită pentru a produce piese turnate de aproape orice configurație din cele mai cunoscute aliaje de turnare. În prezent, aproximativ 80% din toate turnările din greutate sunt produse prin turnare cu nisip. Procesul tehnologic de producere a pieselor turnate în această metodă de turnare este divers în ceea ce privește nivelul de mecanizare (în special la fabricarea matrițelor și miezurilor de turnare), variind de la muncă manuală până la complexe automate de turnare și turnare cu circuit de control electronic. Esența procesului constă în fabricarea pieselor turnate prin turnarea liberă a metalului topit într-o matriță de nisip. După solidificarea și răcirea turnării, aceasta este eliminată cu distrugerea simultană a matriței. Cu toate acestea, turnarea cu nisip are un dezavantaj major, piesele turnate nu au dimensiuni mecanice exacte, este necesar să se acorde o toleranță pentru prelucrare și contracție.
În ceea ce privește precizia, turnarea cu nisip poate produce piese turnate cu o rugozitate a suprafeței Ra = 80–10 și cu o precizie corespunzătoare claselor 14–17 și mai grosiere. În același timp, dacă matrița este realizată dintr-un amestec convențional nisip-argilă, atunci rugozitatea suprafeței turnării este în intervalul Rа 80 - Rа 40. Atunci când se utilizează amestecuri nisip-ulei, rugozitatea piesei turnate este în intervalul Rа 80 - Rа 20, iar la utilizarea amestecurilor de crom-magnezit poate ajunge Ra 20 - Ra 5.0.
Pentru fabricarea matrițelor de nisip se folosesc amestecuri de turnare și miez, preparate din nisipuri de cuarț și argilă (GOST 2138-74), argile de turnare (GOST 3226-76), lianți și materiale auxiliare. Execuția cavităților în piese turnate se realizează cu ajutorul miezurilor realizate în principal din cutii de miez fierbinți (220-300 ° C). În acest scop, se folosește nisip de cuarț placat sau un amestec de nisip cu o rășină termorezistabilă și un catalizator. Pentru fabricarea tijelor, sunt utilizate pe scară largă mașini și instalații de sablare cu o singură poziție, precum și instalații cu mai multe poziții carusel. Tijele supuse uscării sunt realizate la mașini de scuturat, suflat și împușcat nisip sau manual din amestecuri de ulei (4GU, C) sau lianți solubili în apă. Durata uscării (de la 3 la 12 ore) depinde de masa și dimensiunea tijei și este de obicei determinată empiric. Temperatura de uscare este setată în funcție de natura liantului: pentru lianții de ulei 250-280 °C, iar pentru lianții solubili în apă 160-200 °C. Pentru fabricarea tijelor mari masive se folosesc din ce în ce mai mult amestecurile de întărire la rece (CTS) sau amestecurile lichide de autoîntărire (LSS). Amestecuri de întărire la rece conțin rășini sintetice ca liant, iar acidul ortofosforic servește de obicei ca catalizator de întărire la rece. Amestecurile YCS conțin un surfactant care promovează formarea spumei.
Tijele sunt conectate în noduri prin lipire sau prin turnarea topiturii de aluminiu în găuri speciale din părțile emblematice. Contracția aliajului în timpul răcirii asigură rezistența necesară îmbinării.
Umplerea lină a matrițelor de turnare fără impacturi și turbulențe este asigurată prin utilizarea sistemelor de închidere în expansiune cu raportul ariilor secțiunii transversale ale elementelor principale Fst: Fshp: Fpit 1:2:3; 1:2:4; 1:3:6, respectiv, pentru alimentarea inferioară, cu fante sau pe mai multe niveluri de metal în cavitatea matriței. Rata de ridicare a metalului în cavitatea matriței nu trebuie să depășească 4,5/6, unde 6 este grosimea predominantă a peretelui turnării, cm. Viteza minimă de ridicare a metalului în matriță (cm/s) este determinată de formula lui A. A. Lebedev .
Tipul de sistem de închidere este ales ținând cont de dimensiunile turnării, de complexitatea configurației sale și de amplasarea în matriță. Turnarea matrițelor pentru turnări de configurație complexă de înălțime mică se realizează, de regulă, cu ajutorul sistemelor de închidere inferioare. Cu o înălțime mare a piesei turnate și pereți subțiri, este de preferat să folosiți sisteme de blocare cu fante verticale sau combinate. Matrite pentru turnare de dimensiuni mici pot fi turnate prin sistemele superioare de gating. În acest caz, înălțimea crustei metalice care cade în cavitatea matriței nu trebuie să depășească 80 mm.
Pentru a reduce viteza topiturii la intrarea în cavitatea matriței și pentru a separa mai bine filmele de oxid și incluziunile de zgură suspendate în aceasta, în sistemele de închidere se introduc rezistențe hidraulice suplimentare - se instalează sau se toarnă prin granulare ochiuri (metalice sau fibră de sticlă). filtre.
Sprue (alimentatoarele), de regulă, sunt aduse în secțiuni subțiri (pereți) de piese turnate dispersate de-a lungul perimetrului, ținând cont de comoditatea și separarea lor ulterioară în timpul procesării. Furnizarea de metal a unităților masive este inacceptabilă, deoarece provoacă formarea de cavități de contracție, macro-slăbire și „eșecuri” de contracție pe suprafața pieselor turnate din ele. În secțiune transversală, canalele de poartă au cel mai adesea o formă dreptunghiulară, cu o dimensiune laterală largă de 15-20 mm și o latură îngustă de 5-7 mm.
Aliajul AL4 cu un interval îngust de cristalizare este predispus la formarea de cavități de contracție concentrate în unitățile termice ale pieselor turnate. Pentru a scoate aceste cochilii din piese turnate, instalarea de profituri masive este utilizată pe scară largă. Pentru piese turnate cu pereți subțiri (4-5 mm) și mici, masa profitului este de 2-3 ori mai mare decât masa pieselor turnate, pentru piese turnate cu pereți groși, de până la 1,5 ori. Înălțimea profitului se alege în funcție de înălțimea turnării. Cu o înălțime mai mică de 150 mm, înălțimea profitului Nprib este luată egală cu înălțimea turnării Notl. Pentru piese turnate superioare, raportul Nprib/Notl este considerat egal cu 0,3-0,5. Raportul dintre înălțimea profitului și grosimea acestuia este în medie de 2-3. Cea mai bună aplicație la turnarea aliajelor de aluminiu, se găsesc profituri superioare deschise ale unei secțiuni rotunde sau ovale; profiturile laterale în cele mai multe cazuri sunt realizate închise. Pentru a crește eficiența profiturilor, acestea sunt izolate, umplute cu metal fierbinte, completate. Încălzirea se realizează de obicei printr-un autocolant pe suprafața formei de foi de azbest, urmată de uscare cu o flacără de gaz.
Umplerea matrițelor de nisip cu metal se realizează din oale căptușite cu material refractar. Înainte de a umple cu metal, oalele proaspăt căptușite sunt uscate și calcinate la 780–800°C pentru a îndepărta umezeala. Temperatura topiturii înainte de turnare se menține la nivelul de 720-780 °C. Formele pentru piese turnate cu pereți subțiri sunt umplute cu topituri încălzite la 730-750°C, iar pentru piese turnate cu pereți groși până la 700-720°C.
Posibile defecte la piese turnate, cauze si masuri pentru eliminarea acestora.
· Umplere insuficientă și lipire. Format din fluxuri de metal necontopite care se solidifică înainte ca matrița să fie umplută. Cauze posibile: metal rece, alimentatoare de secțiune mică.Cavitățile de contracție sunt cavități interne închise în piese turnate cu o suprafață ruptă. Apar din cauza contracției aliajelor, nutriție insuficientă. Eliminați cu ajutorul profiturilor.
· Fisurile fierbinți în piese turnate apar în procesul de cristalizare și contracție a metalului în timpul trecerii de la starea lichidă la starea solidă la o temperatură apropiată de temperatura solidului. Tendința aliajului de a forma fisuri la cald crește în prezența incluziunilor nemetalice, gaze, sulf și alte impurități. Formarea fisurilor fierbinți este cauzată de diferențe puternice de grosime a peretelui, colțuri ascuțite, părți proeminente. Temperaturile ridicate de turnare cresc, de asemenea, probabilitatea de fisurare la cald. Pentru a preveni formarea fisurilor la cald în piese turnate, este necesar să se asigure răcirea simultană a părților groase și subțiri ale pieselor turnate; crește flexibilitatea matrițelor de turnare; dacă este posibil, reduceți temperatura de turnare a aliajului.
· Arsură - un strat greu de îndepărtat de turnare sau nisip de miez, sudat pe piesa turnată. Apare atunci când amestecul are o rezistență la foc insuficientă sau o temperatură prea mare a metalului.
· Cochilii de nisip - cavități din corpul turnării, umplute cu nisip. Apare atunci când rezistența nisipului de turnare este insuficientă.
· Carcase de gaz - cavități de turnare de formă rotunjită cu o suprafață netedă oxidată. Ele apar la umiditate ridicată și permeabilitate scăzută la gaz a formei.
· Urzeală. Apare din cauza centrarii incorecte.
Avantaje:
· Configurare 1…6 grupe de dificultate.
· Abilitatea de a mecaniza producția.
· Ieftinitatea producției de piese turnate.
· Posibilitatea producerii de piese turnate de greutate mare.
Piesele turnate sunt realizate din toate aliajele de turnare, cu excepția celor refractare.
Defecte:
· Condiții sanitare precare.
Rugozitate mare a suprafeței.
· Grosimea peretelui > 3mm.
· Probabilitatea apariției defectelor este mai mare decât în cazul altor metode de turnare.
Adecvarea și domeniul de aplicare
Această metodă de turnare este fezabilă din punct de vedere economic pentru orice tip de producție, pentru piese de orice masă, configurație, dimensiuni, pentru producerea pieselor turnate din aproape toate aliajele de turnare. Această metodă de turnare este cea principală pentru producția de piese turnate din fontă și oțel în diferite ramuri ale ingineriei. Și pentru fabricarea de piese turnate masive, de dimensiuni mari, aceasta este singura metodă de turnare. Aceasta metoda turnarea impune anumite restricţii asupra grosimii peretelui pieselor turnate fabricate.
3. Îmbunătățirea proprietăților mecanice
3.1 Îmbătrânire și întărire
Pentru aliajul AL4 sunt recomandate două moduri de tratament termic. Mod T1: maturare la temperatura de 175±5°C timp de 5-17 ore, racire in aer. Mod T6: intarire - incalzire la temperatura de 535±5°C timp de 2-6 ore, racire in apa la 20-100°C + invechire la 175±5°C timp de 10-15 ore, racire in aer.
Un studiu microscopic electronic al structurii aliajului AL4 a arătat că îmbătrânirea aliajului stins la o temperatură de 175°C timp de 10 ore este însoțită de precipitarea unei faze β’ metastabile și a unei cantități mari de particule de siliciu distribuite uniform în boabele soluției solide.
În acest caz, încălzirea preliminară, pe termen scurt, la temperatură înaltă, în prima etapă a îmbătrânirii, încetinește procesul de precipitare a siliciului. Acest lucru se poate datora unei scăderi a numărului de locuri libere care au rămas în timpul stingerii și sunt necesare pentru localizarea atomilor de siliciu înainte de izolarea acestuia.
Încălzirea în prima etapă contribuie la distribuția uniformă a precipitatelor aciculare ale fazei β’ metastabile la temperaturi mai scăzute și conduce la o rafinare a structurii obținute după încălzirea în a doua etapă la o temperatură de 160°C.
Microstructura aliajului în stare turnată: soluție α-solidă, siliciu, care face parte din eutectica α + Si, în prezența impurităților de fier, faza AlSiFeMn, cu conținut scăzut de mangan, faza Al 5 FeSi. Particulele fine ale fazei de Mg 2 Si pot fi observate folosind un optic (microscop) numai într-un aliaj răcit foarte lent în timpul cristalizării.Tratamentul termic duce la o oarecare coagulare a siliciului, dizolvarea fazei de întărire Mg 2Si; fazele care conțin fier nu nu se modifică.în unele zone se observă topirea eutecticului α + Si, care cristalizează sub formă de granulaţie fină în timpul precipitaţiilor secundare.
4. Prelucrare
Tehnologia de prelucrare a blocurilor presupune:
· Coaxialitatea deschiderilor tuturor paturilor blocului;
· Aceeași dimensiune (diametru) pentru toate paturile (cu excepția modelelor speciale);
· Perpendicularitatea axelor patului și cilindrilor;
· Paralelismul planului unui conector bloc cu un cap și o axă de paturi;
· Paralelizarea axelor patului arborilor auxiliari si cu came (daca sunt instalate in bloc) cu axa patului arborelui cotit.
Practica arată că toate abaterile de la perpendicularitate și paralelism nu trebuie să depășească jumătate din spațiul de lucru al pieselor. Cu un spațiu de 0,04 + 0,06 mm, aceasta nu este mai mare de 0,02 + 0,03 mm.
4.1 Stabilirea punctelor de bază
Suprafața de bază sau punctele de bază ale piesei sunt suprafețele și punctele prin care piesa este orientată față de unealta de tăiere în timpul prelucrării. Este clar că atât în turnătorie, cât și în atelierul de mașini, măsurarea și prelucrarea pieselor turnate de precizie trebuie efectuate relativ la aceleași baze.
Uneori, suprafața brută de turnare este luată ca bază, dar în unele cazuri suprafața prelucrată a piesei poate servi și ca bază primară. În acest din urmă caz, pentru o evaluare obiectivă a pieselor turnate produse din turnătorie, este mai convenabil să se creeze această bază primară în turnătorie, efectuând prelucrarea necesară a suprafeței de bază.
Producția în serie presupune prelucrarea unor loturi mari de piese, astfel încât inexactitatea în configurarea procesului tehnologic de prelucrare poate duce la respingerea unui număr mare de piese turnate din cauza alocațiilor de turnare extrem de limitate.
4.2 Obținerea rulmenților arborelui cotit (patul arborelui cotit) și montarea manșoanelor
Cu ajutorul suprafețelor de bază obținute anterior pe o mașină de găurit orizontal, am obținut găuri coaxiale pentru toate paturile arborelui cotit.
Paturile din bloc sunt formate folosind capace de lagăr principal, ale căror șuruburi sunt strânse cu un anumit moment înainte de prelucrare. Forma și dimensiunea găurilor de pat după prelucrare depind de obicei într-o oarecare măsură de cuplul de strângere al șuruburilor. Prin urmare, la asamblarea motorului, urmați recomandările producătorului. Capacele lagărelor sunt de obicei strânse cu șuruburi cu un diametru de 10 + 12 mm, rareori mai mult. Capacele lagărelor principale sunt neapărat centrate pe bloc, ceea ce asigură forma necesară patului după strângerea șuruburilor (fără deformare, ovalitate și conicitate). Acest lucru este realizat căi diferite care sunt prezentate în Figura - 8. Cea mai comună centrare pe suprafețele laterale (opțiunile a și b), ca fiind cea mai ușor de fabricat, deși această metodă nu oferă geometria ideală a patului. Destul de des, centrarea mai precisă, dar complexă se găsește și folosind bucșe instalate în găurile blocului și capacelor (opțiunea c). Centrarea capacului cu doi știfturi este rar folosită (opțiunea d).
Figura - 8. Metode de atașare a capacelor lagărului principal al arborelui cotit la carter
Deoarece blocul meu de carter este turnat din aliaj de aluminiu-siliciu, acesta va avea un design „bloc de aluminiu cu manșoane uscate”.
În prima etapă, pentru a determina dimensiunile și configurația căptușilor și fabricarea acestora, se face o măsurare detaliată a blocului cilindric.
Apoi, pe o mașină de alezat specializată, găurile cilindrilor au fost forate pentru instalarea căptușelilor. Apoi, poziția blocului pe mașină este verificată de-a lungul planului superior - în mod ideal, este paralel cu partea de jos și poate fi luată și ca bază. Uneori merg și mai departe: la căutarea centrului (axa cilindrului), verifică cu indicatorul poziția peretelui cilindrului vertical în două direcții - transversal și longitudinal. Prin urmare, au pus blocul în planul inferior și l-au ales, acordând de-a lungul părții superioare a cilindrului. Totodată, ca bază tehnologică sunt folosite orificiile lagărelor principale ale blocului, ceea ce a asigurat respectarea strictă a perpendicularității axei orificiilor cilindrului față de axa arborelui cotit.
Garniturile au fost instalate în găurile forate cu o interferență de 0,07-0,08 mm, astfel încât selecțiile de pe căptușeli pentru contragreutățile arborelui cotit să coincidă cu selecțiile corespunzătoare ale blocului cilindri.
După instalarea manșoanelor, acestea au fost găurite la dimensiunea nominală (ținând cont de alocația pentru șlefuire 0,06-0,08 mm), tăierea capetelor și teșirea de intrare.
Operația de finisare - șlefuirea a fost efectuată pe o mașină de șlefuit. Slefuirea s-a efectuat în trei etape: slefuire brută, slefuire fină (ambele cu pietre ceramice) și periere cu perii din fibre de nailon armate cu carburi de siliciu.
Concluzie asupra muncii depuse
În munca mea de curs, a fost dezvoltată o tehnologie end-to-end pentru producerea unui bloc cilindric pentru motor cu ardere internă. În care am descris blocul cilindri în sine și am analizat condițiile de funcționare a acestuia. Apoi a formulat cerințele pentru blocul motor și a ales materialul pentru fabricație (AL 4).
După ce am analizat și selectat materialul, am alcătuit o tehnologie de fabricație pentru bloc. Pentru ea, am făcut o schemă tehnologică a etapelor producției sale și le-am descris. În descrierea etapelor tehnologice, scriu în detaliu despre modul în care se produce materialul pe care l-am ales pentru bloc, și anume, extracția bauxitei, prelucrarea aluminei, topirea aluminiului din aceasta și producerea lingourilor finite de compozitia dorita si cu proprietatile fizice si mecanice cerute. Materialul rezultat este folosit pentru fabricarea pieselor turnate ale blocului motor prin turnare în matrițe de nisip. Această metodă a fost aleasă de mine deoarece este fezabilă din punct de vedere economic pentru orice tip de producție, pentru piese de orice greutate, configurație, dimensiuni, pentru producerea pieselor turnate din aproape toate aliajele de turnare. După primirea pieselor turnate bloc, acestea sunt rafinate termic și mecanic până la piesa finită pentru asamblarea motorului cu ardere internă.
Lista literaturii folosite
1. Kolodin E. A., Sverdlin V. A., Svoboda R. V. Producția de anozi arse ai electrolizoarelor din aluminiu. - M.: Metalurgie, 1980, - 84 p.
2. Dalsky A.N., Arutyunova I.A., Tehnologia materialelor structurale, Manual. – M.: Mashinostroenie 1985. – 450 p.
3. Ghidul metalurgist pentru metale neferoase „Producția aluminiului”.
4. Terentiev V.G., Shkolnikov R.M., Grinberg I.S., Chernykh A.E., Zelberg B.I., Chalykh V.I. „Producția de aluminiu”, 1998.
5. Borisoglevskii Yu.V., Galevsky G.V., Kulagin N.M., Mintsis M.Ya., Siratzutdinov G.A., Metalurgia aluminiului. Moscova: Metalurgie, 1999.
6. Matyunin V.M. Karpman M.G., Fetisov G.P. Știința materialelor și tehnologia metalelor, 2002.
7. D. Parfenov „Prelucrarea metalelor neferoase: lupta contradicțiilor” - publicarea Centrului Analitic „Metalurgia Națională” 2004.
8. A.E. Khrulev Repararea motoarelor de mașini străine 1999.