Das Highlight jedes Aluminium-Zylinderblockkonzepts ist präzise Definition Anforderungsprofil. Das Hauptstrukturelement jedes Konzepts ist die Arbeitsfläche des Zylinders. Da es bei Verwendung herkömmlicher Aluminium-Gusswerkstoffe nicht möglich ist, die Reibungs- und Verschleißeigenschaften ausreichend zu realisieren, wird für diese Anwendung ein geeignetes Verfahren gewählt, das sowohl hinsichtlich der Lebensdauer der Laufflächen der Zylinder, als auch in der Fertigung optimal ist sowie wirtschaftlich.
Große Unterschiede bestehen wie immer in den Konzepten der Arbeitsflächen von Benzin und Dieselmotoren. Während die Entwicklung von Aluminium-Laufflächen bei Ottomotoren sehr weit fortgeschritten ist und das ALUSIL®-Verfahren im Motorenbau weit verbreitet ist, hat es sich bei Dieselmotoren noch nicht durchsetzen können. Aus diesem Grund werden Grauguss-Zylinderlaufbuchsen immer noch routinemäßig in Dieselmotoren verwendet. Die Entwicklung von Arbeitsflächen geht derzeit in die Richtung, diese Flächen mit Eisen zu beschichten. Dies geschieht entweder durch thermisches Spritzen (Plasmabeschichtung) oder durch Lichtbogendrahtspritzen oder durch PVD. Diese neuen Methoden werden in den nachfolgenden Kapiteln ausführlicher behandelt.
Überblick über verschiedene Arbeitsflächentechnologien
Bild 3
ALUSIL® Zylinderlaufflächen
Beim ALUSIL®-Verfahren wird der gesamte Zylinderblock aus einer übereutektischen Aluminium-Silizium-Legierung hergestellt. Eine solche übereutektische Legierung zeichnet sich durch einen erhöhten Siliziumgehalt aus; Die am häufigsten verwendete ALUSIL®-Legierung (AISi17Cu4Mg) hat einen Siliziumgehalt von 17 %.
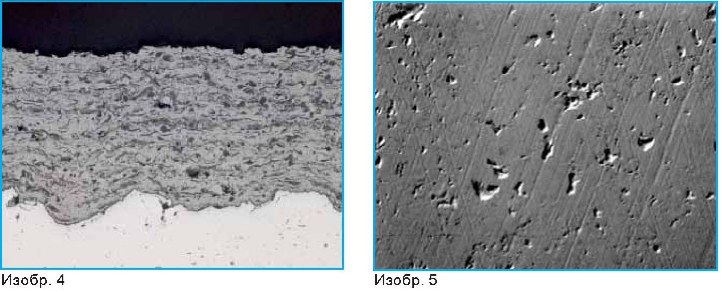
Im Gegensatz zur übereutektischen Legierung enthält die eutektische Aluminium-Silizium-Legierung nur 12–13 % Silizium. Mit einem solchen Anteil an Silizium wird der Sättigungsgrad von Aluminium erreicht. Ein höherer Siliziumanteil führt beim Erstarren der Schmelze zur Bildung primärer Siliziumkristalle. Das bedeutet, dass jener Teil des Siliziums, der aufgrund der Sättigung von Aluminium mit Silizium keine Verbindung mit Aluminium eingehen kann, auskristallisiert und sich zwischen der (gesättigten) Aluminium-Silizium-Legierung ablagert (Eutektikum). Zur Erleichterung der Kristallisation wird Silizium in die Schmelze gegeben eine kleine Menge Phosphor. Siliziumkristalle wachsen um einen heterogenen Aluminiumphosphidkern herum. Die Größe von Siliziumkristallen liegt im Bereich von 20 bis 70 µm. Diese primären Siliziumkristalle bilden, richtig verarbeitet und geöffnet, ohne zusätzliche Verstärkung eine verschleißfeste Innenfläche des Zylinders für den Kolben und Kolbenringe. Bild 1: Die Rede ist von Aufnahmen mit transparenter Folie 1 - hier ist die fertige AShZI®-Arbeitsfläche des Zylinders vergrößert dargestellt (mechanisches Schleifen zum Öffnen). Deutlich sichtbar sind offene Kristalle, die konvex im Aluminium-Kristallgitter liegen. Siliziumkristalle werden größer, je länger der Erstarrungsprozess dauert. Durch die unterschiedlichen Abkühlraten im Zylinderblock bilden sich im unteren Teil der Zylinder etwas größere Siliziumkristalle als im oberen Teil, was bedingt durch Design-Merkmale, kühlt schneller ab. Bild 2 zeigt ein 3D-Rauheitsmuster eines fertigen.
 |
Bild 1 |
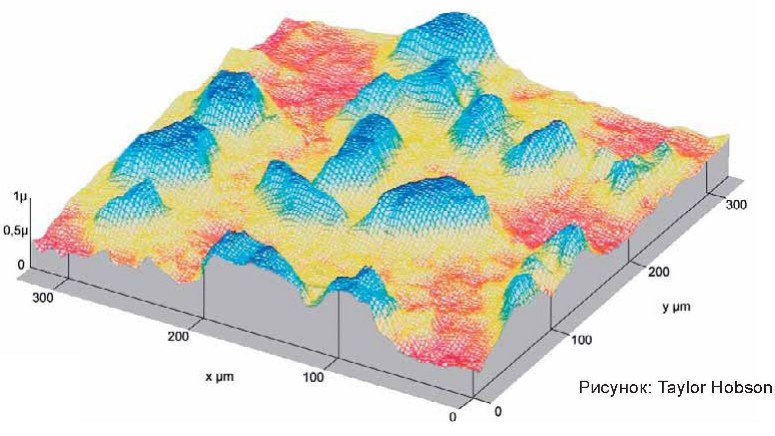 |
Bild 2 |
0axfilm ist eine dünne transparente Folie zur direkten Abbildung von Oberflächenstrukturen.
Bild 3 zeigt die strukturellen Unterschiede zwischen untereutektischen, eutektischen und übereutektischen Aluminium-Silizium-Legierungen
Aufgrund der homogenen Verteilung des Primärsiliziums im gesamten Gussstück werden insgesamt schlechtere Spanungseigenschaften und kürzere Standzeiten als bei Standard-Aluminiumlegierungen erzielt. Eine geringere Schnittgeschwindigkeit erhöht auch die Verarbeitungszeit, was sich negativ auf den Produktionszyklus des Releases auswirkt.
Dieses Problem während der Bearbeitung können durch den Einsatz von mit Diamanten bestückten Schneidwerkzeugen (PKD) gelöst werden. Lediglich zum Bohren von Löchern in Vollmaterial und zum Gewindeschneiden gibt es keine mit Diamanten bestückten Werkzeuge.
Die Bearbeitung von Zylinderlaufflächen wird ausführlich ab Kapitel 3.3 „Bearbeitung von Aluminium-Zylinderlaufflächen“ beschrieben.
Bilder 3
a) eutektisch

b) untereutektisch mit körniger Struktur

c) untereutektisch mit verbesserter Struktur

d) übereutektisch

Gleitflächen von LOKASIL®-Zylindern
Beim LOKASIL®-Verfahren wird eine Standard-Spritzgusslegierung (z. B. AISi9Cu3) im Bereich der Zylinderlaufflächen lokal mit Silizium angereichert. Dies wird durch hochporöse, zylindrisch geformte Siliziumpartikel erreicht, die in die Form eingelegt und im Squeeze-Casting-Verfahren unter hohem Druck in den Zylinderblock gegossen werden (siehe auch Kapitel „2.2.5. Pressen“). Unter hohem Druck (900-1000 bar) wird eine Aluminiumlegierung während des Gießprozesses durch die Poren von Silizium-Formpartikeln (Preform) gepresst (infiltriert).
Erforderlich für die Verstärkung Arbeitsfläche Zylindersiliziumkristalle befinden sich daher nur im Bereich der Arbeitsflächen der Zylinder. Diese lokale Siliziumanreicherung führt zu Oberflächeneigenschaften, die denen von ALUSIL®-MeTOfly entsprechen. Durch den geringeren Siliziumanteil in der Aluminiumlegierung erhält man Zylinderblöcke, die im Gegensatz zum ALUSIL-Verfahren sehr gut bis zu den Zylinderlaufflächen bearbeitet sind. Bild 1 zeigt einen Ausschnitt eines nach dem LOKASIL®-Verfahren hergestellten Zylinderblocks bei 20-facher bzw. 50-facher Vergrößerung unter dem Mikroskop. Die Anreicherung mit Silizium ist im Bereich der Laufflächen der Zylinder deutlich sichtbar (dunkler Bereich).
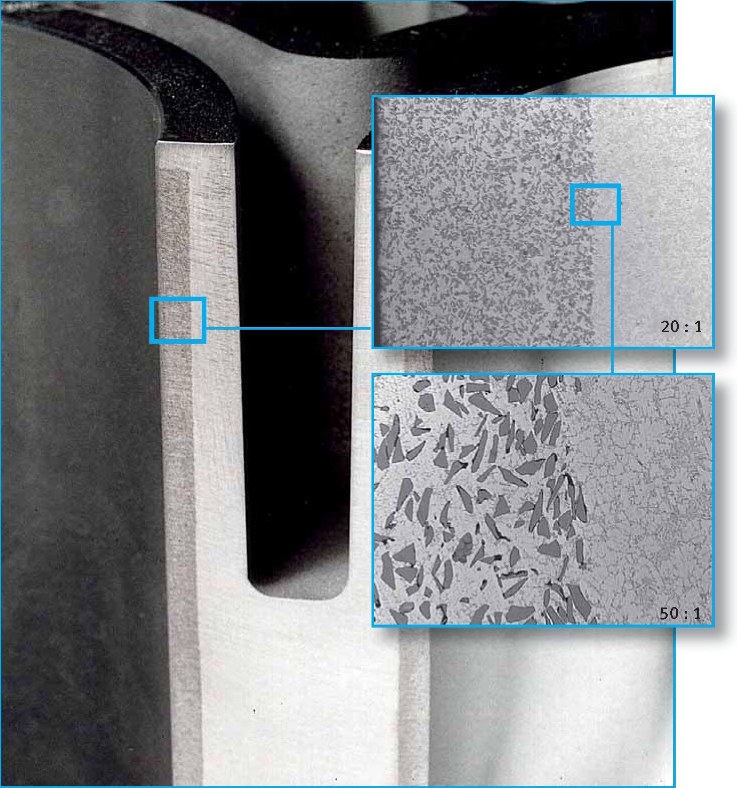 |
Bild 1 |
Silizium-Preforms (Abb. 2) sind in zwei Ausführungen erhältlich verschiedene Versionen. Es wird unterschieden zwischen LOKASIL®-! und LOKASIL®-!!. Beide Versionen werden zunächst in einem Ofen gebrannt, bevor sie in den Zylinderblock gegossen werden. Dabei brennt der organische Harzbinder aus und aktiviert den anorganischen Binder, der die Siliziumkristalle bis zum Gussteil bindet.
Die fertige Materialkombination enthält nach dem Eingießen in den Zylinderblock mit LOKASIL®-! etwa 5-7 % Fasern und 15 % Silizium. Mit LOKASIL®-!! - das sind 25 % Silizium und genau 1 % anorganisches Bindemittel. Silizium-Partikelgrößen für LOKASIL®-! Bereich von 30 bis 70 |JM, mit LOKASIL-II - von 30 bis 120 |JM. Bild 3 zeigt die LOKASIL®-!-Struktur vergrößert unter dem Mikroskop. Die Fasern zwischen den Siliziumkristallen sind deutlich sichtbar. Bild 4 zeigt den Aufbau von LOKASIL®-!!.
 |
Bild 2 |
Laufflächen von mit Titannitrid beschichteten Zylindern
Ein relativ neues, noch nicht in Serie eingesetztes Verfahren ist die Beschichtung der Laufflächen von Zylindern mit Titannitrid (TiN) oder Titan-Aluminium-Nitrid (TiAIN). Um die gewünschte Verschleißfestigkeit zu erreichen, werden die gehonten Aluminium-Zylinderlaufflächen mit dem PVD-Verfahren ("Physical Vapour Deposition": physikalische Trennung der Gasphase) beschichtet. Die Dicke der Beschichtung ist relativ dünn, so dass das Honbild der Beschichtung erhalten bleibt. Verhältnismäßig hohe Kosten Und unzureichende Zuverlässigkeit Prozesse stehen einer breiten Anwendung dieser Methode jedoch entgegen.
Beim PVD-Verfahren wird das in fester Form vorliegende Spendermaterial im Vakuum verdampft. Dies geschieht entweder durch Ionenbeschuss oder in Form eines Lichtbogens. Abbildung 5 zeigt schematisch, wie ionisierte Argongasionen winzige Partikel aus dem Spendermaterial herausschlagen. Verdampfte oder herausgeschlagene Metallpartikel bewegen sich in ballistischen Bahnen durch die Vakuumkammer oder lagern sich auf beschichteten Oberflächen ab. Die Dauer des Beschichtungsprozesses bestimmt die erforderliche Schichtdicke. Werden Reaktionsgase wie Sauerstoff, Stickstoff oder Kohlenwasserstoffe in die PVD-Kammer eingeleitet, können auch Oxide, Nitride oder Carbide abgeschieden werden.
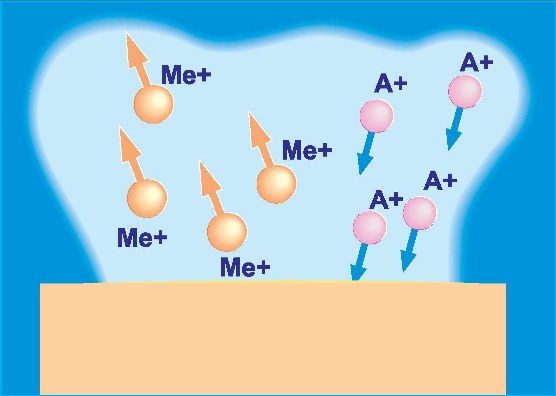 |
Bild 5 |
Vernickelte Zylinderlaufflächen
Um die erforderliche Verschleißfestigkeit zu erreichen, wurden die Laufflächen von Zylindern in der Vergangenheit mit einer Dispersionsschicht aus Nickel und Siliziumcarbid (Ni-SiC) beschichtet, die auf die feinbearbeitete Lauffläche des Zylinders galvanisch aufgebracht wurde. Beide Konzepte Galnikal® und Nikasil® wurden als Markennamen bekannt. Die durchschnittliche Dicke der Nickelschicht beträgt 10 bis 50 µm. Zur Verbesserung der Verschleißfestigkeit sind in diese Schicht Hartphasen aus Siliziumkarbid (7-10 Vol.-%) integriert. Die Korngröße des integrierten Siliziumcarbids beträgt 1-3 rm. Als Grundwerkstoff für den Zylinderblock eignen sich vorteilhafte Aluminiumlegierungen wie Silumin® (z. B. AISi9Cu3). Abbildung 2 zeigt einen vergrößerten Schnitt durch eine vernickelte Arbeitsfläche eines Zylinders unter einem Mikroskop.
Aufgrund der beim Galvanisieren entstehenden ungleichmäßigen Dicke der Nickelschicht müssen die Gleitflächen der Zylinder nach dem Vernickeln durch herkömmliches Honen geglättet und strukturiert werden. Im Vergleich zu einer Graugusshülse ist die Nickelschicht vergleichsweise glatt und weist an keiner Stelle Graphitadern auf Schmieröl. Der abschließende Honvorgang ist besonders wichtig, um Ölverteilungskanäle zu schaffen und die verbleibende Ölmenge auf der Zylinderlauffläche zu optimieren.
Nickelbeschichtungen erfordern eine große Investition in Verzinkungsanlagen und Geräte zur Dekontaminierung von toxischen Substanzen in Vorbehandlungsbädern.
Nicht zuletzt wirkt sich die Entfernung der entstehenden Nickelschlacken negativ auf die Produktionskosten aus. Die Vernickelung hat vor allem in der Serienproduktion von Einzylindermotoren Anwendung gefunden. Mehrzylinderblöcke hingegen werden nur vereinzelt in der Großserie eingesetzt. Es gab Herstellungsprobleme mit der Porosität des Gusseisens auf der Oberfläche des Zylinders, was zum Ablösen der Schicht führte. Auch bei häufigem Kurzstreckenbetrieb in Verbindung mit schwefelhaltigen Kraftstoffen traten in der Vergangenheit Probleme auf. Für Motoren, die ihre erreichten oder nicht erreichten Betriebstemperatur, oder selten erreicht, führte der Betrieb in kurzen Abschnitten zur Bildung von Kondensat, das zusammen mit dem bei der Verbrennung entstehenden Schwefel zur Bildung von schwefliger Säure führte. Diese sauren Verbrennungsprodukte führten zu Korrosion, zur erwähnten Schichtablösung und schließlich zum Ausschluss von vernickelten Zylinderlaufflächen in der Serienfertigung von Pkw-Motoren.
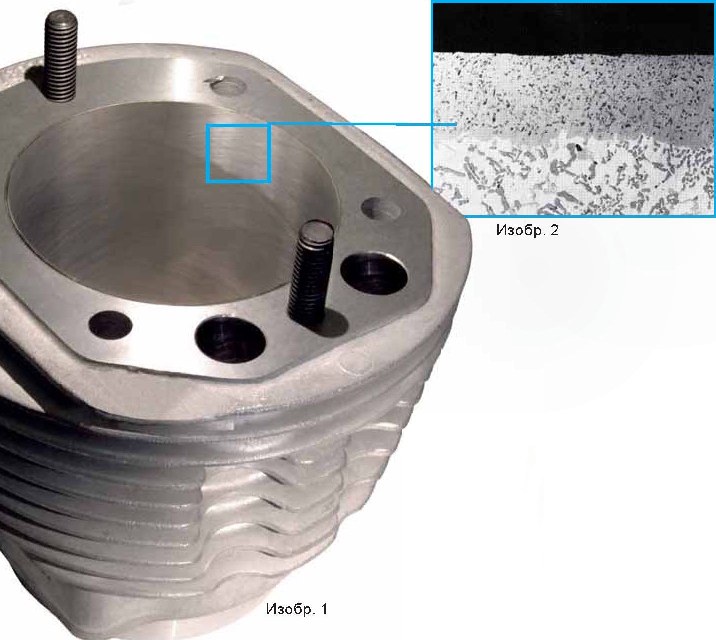
Im Gegensatz zu ALUSiL®-MeTO ist die Aufarbeitung von Zylinderlaufbahnen bei einer mittleren oder großen Überholung – inklusive Neuvernickelung – nur mit großem Aufwand möglich. Mangels geeigneter Spezialunternehmen ist dies in der Praxis kaum umsetzbar. Bild 1 zeigt einen mit Galnikal® beschichteten gerippten Motorradmotorzylinder aus Aluminium.
Plasmaspritzschichten auf Eisenbasis
Dieses Verfahren wird seit mehreren Jahren in Serie eingesetzt. Beim Plasmabeschichten wird im Plasmabrenner ein Lichtbogen gezündet. Das zugeführte Plasmagas (Wasserstoff oder Argon) wird in einen Plasmazustand ionisiert und verlässt die Brennerdüse mit schnelle Geschwindigkeit. Mittels eines Trägergases wird das Beschichtungsmaterial (z. B. in der Zusammensetzung aus 50 % legiertem Stahl und 50 % Molybdän) als Pulver in einem Plasmastrahl mit einer Temperatur von 15000–20000 °C aufgebracht. Das Beschichtungsmaterial wird aufgeschmolzen und in flüssigem Zustand mit einer Geschwindigkeit von 80 bis 100 m/ auf die zu beschichtende Oberfläche gesprüht. Bei Bedarf können zusätzlich keramische Werkstoffe in die Eisen-Plasmaspritzschicht integriert werden. Der Prozess findet bei Atmosphärendruck statt. Bild 3 zeigt schematisch den Beschichtungsprozess.
Die durch Plasmabeschichtung erzielte Schichtdicke beträgt 0,18–0,22 mm. Die Beschichtung wird durch Honen fertiggestellt. Die nach dem Honen verbleibende Schichtdicke beträgt ca. 0,11 - 0,13 mm.
Bild 4 zeigt einen mikroskopisch vergrößerten Ausschnitt der Arbeitsfläche eines plasmabeschichteten Zylinders. Bild 5 zeigt eine vergrößerte Arbeitsfläche der fertig bearbeiteten Arbeitsfläche des Zylinders. Deutlich erkennbar sind Vertiefungen in der Arbeitsfläche, die durch die poröse Plasmaschicht entstehen. In den Vertiefungen kann sich Motoröl ablagern, was die Reibungs- und Verschleißeigenschaften der Lauffläche verbessert.
Durch die Plasmabeschichtung wird die Lebensdauer des Motors erhöht und durch den geringeren Kraftstoff- und Ölverbrauch die schädliche Emissionen. Durch die geringe Dicke der Plasmabeschichtungsschicht können im Vergleich zu Grauguss-Zylinderlaufbuchsen noch kleinere Abstände zwischen den Zylindern realisiert werden, was sich positiv auf die Baulänge des Motors auswirkt.
Laserlegieren von Arbeitsflächen von Zylindern
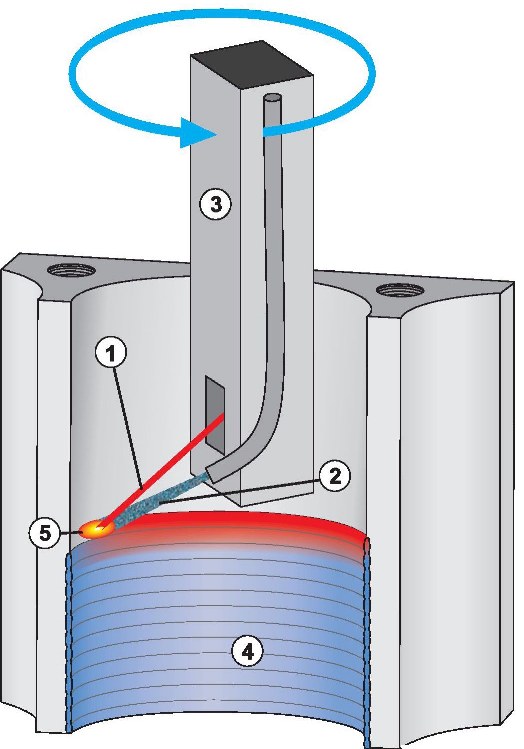
Bild 1
1. Laserstrahl
2. Pulverstrahl
3. Rotierendes optisches Lasergerät
4. Legierungsschicht
5. Reflow-Zone
Laserlegieren ist ein weiteres Verfahren zur Siliziumverstärkung der Laufflächen von Zylindern. Beim Laserlegieren wird die Arbeitsfläche eines Zylinderblocks aus einer Standard-Aluminium-Silizium-Legierung (z. B. AISi9Cu3) des Zylinderblocks durch paralleles Zuführen von Pulver (Silizium etc.) mittels einer rotierenden Laseroptik aufgeschmolzen und metallurgisch legiert (Abb. 1). Auf diese Weise wird im Bereich der Innenfläche des Zylinders eine dünne Schicht mit sehr fein abgeschiedener fester Phase (hauptsächlich Silizium) erhalten. Zylinderbohrungen nach dem Laserlegieren müssen noch gehont und die Siliziumpartikel freigelegt werden. Da die Partikelgrößen klein sind (im Bereich von wenigen cm), erfolgt das Öffnen der integrierten Siliziumkristalle zweckmäßigerweise durch chemisches Ätzen. Der Prozess der chemischen Ätzbelichtung ist ausführlich im Kapitel „3.6.2. Verschiedene Methoden der Siliziumbelichtung“ beschrieben.
Graugusshülsen Nasse Graugusshülsen
Dieser Typ Design wird heute nur noch relativ selten bei Pkw-Motoren eingesetzt. Grund dafür ist das unterschiedliche Wärmeausdehnungsverhalten des Aluminium-Zylinderblocks und der Grauguss-Zylinderlaufbuchse. Dies erfordert insbesondere die Einhaltung enger Toleranzen entlang der Länge der Zylinderlaufbuchse bei der Fertigung, um Probleme mit der Abdichtung des Zylinderkopfes (gem dieses Problem siehe auch Kapitel „2.3.1. Verschiedene Arten Ausführungen von Zylinderblöcken).
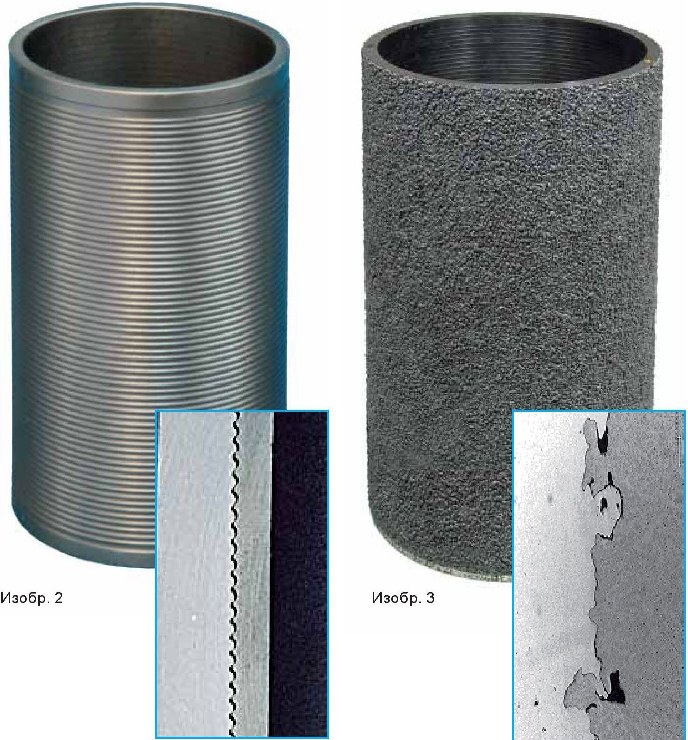
Zylinderlaufbuchsen aus Gusseisen
Dieses Konzept vereint weitgehend die Gewichtsvorteile des Werkstoffs Aluminium und die Problemfreiheit der Gleiteigenschaften der Laufflächen von Graugusszylindern. Hergestellt meist im vorteilhaften Spritzgussverfahren (Open-Deck-Design). Bei der Herstellung durch Spritzgießen ergeben sich relativ kleine Spalte zwischen der Hülse und dem umgebenden Gussteil und im Allgemeinen auch gute Leistung Wärmeleitfähigkeit. Um einen festen Sitz der Graugusshülse im Block zu gewährleisten, werden verschiedene Methoden angewendet. Am einfachsten ist die Fertigung mit Nuten am Außendurchmesser (Bild 2). Trotz des verwendeten Spritzgussverfahrens kann es jedoch zu Problemen mit der mechanischen Verbindung und damit mit dem festen Sitz der Hülse im Block kommen. Grund dafür sind die verbleibenden, wenn auch sehr kleinen, Luftspalte zwischen der Hülse und dem Aluminiumblock. Daher wurde auf die Verwendung sogenannter Rohgusshülsen umgestellt (Bild 3). Aufgrund der stark gefurchten Außenseite äußere Oberfläche Beim Gießen kommt es zu einem echten Einklemmen der Hülse mit dem Material des Blocks
Weitere Verbesserung - allerdings auf Kosten von mehr hohe Kosten- Bringt Alfining oder Plasmabeschichtung von Gehäusen vor dem Gießen. Beim Alfining werden die Hülsen zunächst in einem Reinaluminiumbad mit Aluminium beschichtet. Dadurch entsteht eine besondere innere, metallurgische Verbindung zwischen dem Aluminium und der Graugusshülse. Bei diese Methode Dies ist ein relativ kostspieliges Herstellungsverfahren für das Gussteil. Deshalb haben wir – wenn nötig – darauf geachtet, dass die Hülsen aus Grauguss zuerst mit sind Außenseite durch Strahlen aufgeraut und anschließend mit einer gespritzten Aluminium-Plasmaschicht überzogen. Im Gegensatz zum Alfining besteht noch keine metallurgische Verbindung zwischen Grauguss und Aluminium.
Die so auf den Laufbuchsen abgeschiedenen Aluminiumschichten schmelzen beim Eingießen in den Zylinderblock wieder etwas auf und verbinden sich im Vergleich zu Laufbuchsen ohne Aluminiumbeschichtung besser mit dem Material des Blocks. Unter bestimmten Bedingungen auftretende Kommunikationsprobleme können so reduziert bzw. vermieden werden.
Aluminiumgusshülsen (ALUSIL®, Silitec®)
Neben der Herstellung von monolithischen Zylinderblöcken aus ALUSIL ist auch die Herstellung von Zylinderblöcken mit gegossenen Aluminiumlaufbuchsen mit hohem Siliziumanteil (ALUSIL®, Silitec®) möglich. Die für die Verstärkung des Zylinders notwendige Anreicherung mit Silizium ist bei diesem Verfahren nur im Bereich der Lauffläche des Zylinders vorhanden. Der Rest des Zylinderblocks besteht aus einer Standard-Aluminium-Silizium-Legierung (z. B. AISi9Cu3).
Kompaktes Besprühen von gießbaren Muffen
Wir sprechen hier von einem relativ neuen Verfahren zur Herstellung von Aluminiumhülsen mit hohem Siliziumanteil (Silitec). Das zum Gießen benötigte Hülsenmaterial wird im sogenannten Kompaktspritzverfahren hergestellt. Der Einfachheit und Klarheit halber wird im Folgenden der Begriff Silitec® verwendet. Dabei wird in einer Kammer die Aluminiumschmelze mit Hilfe von Zerstäubungsgas (Stickstoff) sehr fein zerstäubt und bildet so Schicht für Schicht ein Werkstück (Bild 1). Die Form des Sprühkegels bestimmt die endgültige Form des Halbzeugs. Prinzipiell ermöglicht dieses Verfahren die Herstellung von Rohren, Scheiben, Stäben oder Blechen direkt in einem Arbeitsgang. Das Kompaktspritzen liegt fertigungstechnisch zwischen dem Sintern und dem klassischen Formguss, wobei es im Vergleich zu konventionellen Gusswerkstoffen ähnlich wie beim Sintern möglich erscheint, Werkstoffe ungewöhnlicher Zusammensetzung herzustellen. Der Siliziumgehalt kann bei diesem Verfahren bis zu 25 % erreichen. Es wird ein sehr feines Gefüge mit einer homogenen Verteilung von Elementen und Phasen erhalten gute Möglichkeiten Gestaltung.
Das so in Form eines Bolzens gewonnene Rohmaterial wird durch kontinuierliche Extrusion zu Rohren verarbeitet, die anschließend in Stücke gesägt und als Gussteile für den Zylinderblock verwendet werden (Bild 3). Zur Verbesserung der Verbindung wird die Außenfläche der Muffen vor dem Vergießen im Strahlverfahren aufgeraut. Mehr als schnelle Methode Spritzguss.
Zylinder werden wie andere Aluminium-Silizium-Zylinderlaufflächen bearbeitet. Siliziumkristalle sind sehr dünn in der Struktur verteilt und haben eine Größe von 4 - 10 rm (Abb. 2). Aufgrund der sehr kleinen Partikelgrößen stellt sich die Öffnung von Siliziumkristallen bei der Endbearbeitung der Arbeitsflächen der Zylinder dar besondere Anforderungen. Für nach diesem Verfahren hergestellte Zylinderblöcke wird daher in der Serienproduktion hauptsächlich das Öffnen durch Behandlung mit Natronlauge verwendet.
Volltextsuche:
Startseite > Studienleistungen >Industrie, Produktion
1.1 Teilebeschreibung
1.2 Analyse der Arbeitsbedingungen
1.4 Materialien für die Herstellung
1.4.1 Grauguss
1.4.2 Aluminiumlegierungen
2. Fertigungstechnologie
2.2.1 Bauxitabbau
2.2.2 Gewinnung von Tonerde aus Erzen
2.2.3. Grundlagen der Elektrolyse von Kryolith-Tonerde-Schmelzen
2.3 Sandguss
3.1 Alterung und Härtung
4. Bearbeitung
4.1 Basispunkte setzen
Fazit zur geleisteten Arbeit
1. Analyse des konstruierten Teils und seiner Arbeitsbedingungen
1.1 Teilebeschreibung
Zylinderblock - Gussteil, dient als Basis des Motors Verbrennungs. Der Kopf des Blocks ist an seinem oberen Teil befestigt, der untere Teil ist Teil des Kurbelgehäuses und hat Lagerflächen zum Einbau der Kurbelwelle.
Der Zylinderblock (oder das Kurbelgehäuse) nimmt Lasten von rotierenden und sich translatorisch bewegenden Teilen auf. Die häufigste Inline Vierzylindermotoren haben normalerweise einen Block aus graulegiertem Eisen, seltener aus Aluminium, der Block ist in Abbildung 1 dargestellt. In diesem Fall sind die Zylinderlaufbuchsen in einem Stück mit dem Block gegossen und bilden einen Kühlmantel zwischen den Laufbuchsen und den Außenwänden . Der Zylinderblock hat Löcher im unteren Teil - die sogenannten. Betten für Kurbelwellenlagerschalen. Betten werden auf speziellen Präzisionsgeräten mit hoher Präzision bearbeitet.
Zylinder können Teil eines Gussstücks sein (unausgekleideter Block) oder separate Verschleißauskleidungen haben, die „nass“ oder „trocken“ sein können, wie schematisch in Abbildung 2 gezeigt.
Trockene Liner werden meistens in den Blockkörper gepresst und nasse Liner zusätzlich mit Ringen aus abgedichtet Verschiedene Materialien wie Gummi oder Kupfer. Die Wärmeabfuhr durch die Hülsen an das Kühlmittel hängt von den Eigenschaften des Materials der Hülse und ihrer Dicke ab (je höher die Wärmeleitfähigkeit des Materials und je dünner die Wände der Hülse, desto besser die Wärmeableitung).
Die Verwendung von ausgekleideten Zylindern erhöht einerseits geringfügig die Kosten des Motors und erschwert seine Montage, vereinfacht andererseits jedoch die Reparatur des Blocks, da es in diesem Fall ausreicht, die Laufbuchsen und die auszutauschen Kolbengruppe.
Gleichzeitig muss bei nicht ummantelten Blöcken, wenn der Zylinderspiegel abgenutzt ist, gebohrt und gehont werden, was die Reparatur erheblich erschwert, da eine obligatorische Praxis komplette Demontage Motor. Zudem werden bei ungeschälten Blöcken sehr hohe Anforderungen an die Materialqualität und Gießtechnik gestellt.
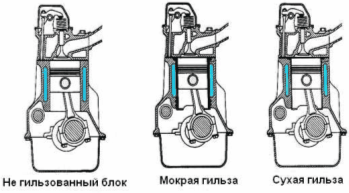
Abbildung 2 - Schematische Darstellung des Abschnitts von Blöcken verschiedener
Um jeden Zylinder herum sind Gewindebohrungen für die Kopfschrauben wie in Abbildung 3 angebracht. Die Gewindebohrungen sind nicht direkt mit der Hülse verbunden (was die Verformung der Hülse beim Anziehen der Kopfschrauben verringert. Eine leichte Verformung der Hülsen während des Anziehens ist immer noch vorhanden erscheint, überschreitet aber normalerweise nicht 0,010-0,015 mm, obwohl es erheblich zunehmen kann, wenn die Kopfschrauben zu fest angezogen werden.

Abbildung 3 - Löcher für die Schrauben des Zylinderkopfs: 1 - Nut; 2 - Verformung ohne Nut
Die Arbeitsflächen von Zylindern und Laufbuchsen, die als Zylinderspiegel bezeichnet werden, sind hochpräzise bearbeitet und weisen eine sehr hohe Reinheit auf. Manchmal wird auf den Spiegel des Zylinders ein spezielles Mikrorelief aufgebracht, dessen Höhe Bruchteile von Mikrometern beträgt. Eine solche Oberfläche hält Öl gut zurück und trägt dazu bei, die Reibung der Seitenfläche des Kolbens und der Ringe am Zylinderspiegel zu verringern.
Zylinderspiegel Der Zylinderspiegel steht in ständigem Kontakt mit dem Kolben und wird durch Motoröl geschmiert, das von den rotierenden Elementen des Kurbeltriebs versprüht wird. Die hohen technologischen Eigenschaften des Metalls und die Qualität seiner Verarbeitung bestimmen den erforderlichen Oberflächenwiderstand.
Kühlmantel Der Kühlmantel dient dazu, Wärme von den Zylinderwänden und vom Motorkopf abzuführen. Der Zweck eines Motorwasserkühlsystems besteht nicht nur darin, Wärme von den Zylinderwänden abzuführen, sondern auch die Auslegungsbetriebstemperatur aufrechtzuerhalten.
Kurbelwellengehäuse Am Kurbelgehäuse des Zylinderblocks befinden sich Befestigungspunkte für Elemente wie einen Generator, einen Klimakompressor, Montagehalterungen, eine Servolenkungspumpe usw. Das Kurbelwellengehäuse kann mit dem Zylinderblock in einem einzigen Gehäuse gegossen werden , oder es kann mit Schrauben daran befestigt werden. Am Boden des Blockkurbelgehäuses ist eine Ölwanne angebracht, die zur Aufbewahrung vorgesehen ist Motoröl. Die Palette besteht normalerweise aus Stahl oder einer Aluminiumlegierung.
1.2 Analyse der Arbeitsbedingungen
Der Motorzylinder ist so konstruiert, dass er die Hin- und Herbewegung des Kolbens leitet, die bei der Kraftstoffverbrennung freigesetzte Energie absorbiert, Wärme aus der Brennkammer in das Kühlmittel aufnimmt und abführt sowie die Kurbelwelle zu diesem Zweck mit Schmierkanälen verbindet und Kühlung erfolgen im Zylinderblock. Im Kurbelgehäuse des Zylinderblocks sind Betten zur Befestigung der Kurbelwelle angebracht. Daraus folgt, dass das Blockkurbelgehäuse folgenden Belastungen ausgesetzt ist:
Die Auswirkungen des Gasdrucks;
Die wahrgenommenen Kräfte der Gase Gewindeverbindungen Zylinderköpfe und Kurbelwellenlager;
innere Trägheitskräfte (Biegekräfte) resultierend aus Trägheitskräften bei Rotation und Oszillation;
innere Torsionskräfte (Verdrehkräfte) zwischen den einzelnen Zylindern;
Drehmoment der Kurbelwelle und dadurch die Reaktionskräfte der Motorlager;
freie Kräfte und Trägheitsmomente infolge von Trägheitskräften bei Schwingungen, die von den Motorlagern wahrgenommen werden;
Seitliche Reibungskräfte, die durch die Bewegung des Kolbens entstehen;
Biegebelastungen durch Gasdruckkräfte und Trägheitskräfte, die über die Pleuel von den Kolben und von der Kurbelwelle übertragen werden, die Belastungen werden auf die Hauptlager der Kurbelwelle übertragen und biegen den Block;
Reibung mit Kolbenelementen (verursacht mechanischen Verschleiß);
Hohe Temperatur(verursacht Verbrennung und Korrosion des Metalls) Falls der Zylinderblock aus einer Aluminiumlegierung besteht, wird der Zylinderspiegel in einem speziellen Gusseiseneinsatz (Hülse) hergestellt;
Eine elastische Verformung des Blocks oder der Welle führt zur Krümmung der Achsen der Betten und der Hälse der Kurbelwelle. In diesem Fall tritt eine Abnutzung auf, die entlang der Breite des Halses ungleichmäßig ist;
Die von den Buchsen auf das Bett übertragene Last führt bei periodischer Krümmung der Achsen zu Verschleiß an den Oberflächen der Betten selbst (diese Situation ist beispielsweise typisch für Pleuellager lange Wellen mit einer geringen Anzahl von Stützen (z. B. einer vierfach gelagerten Welle eines Reihensechszylindermotors);
1.3 Zusammenstellung von Detailanforderungen
Nach der Analyse der Betriebsbedingungen des Kurbelgehäuses im vorherigen Absatz können Anforderungen an die Eigenschaften des Zylinderblocks eines Verbrennungsmotors gestellt werden, nämlich:
Steifigkeit ist eine sehr wichtige Eigenschaft des Blocks, die die elastische Verformung des Blocks unter Einwirkung von bestimmt verschiedene Kräfte. Wenn der Motor läuft Kurbelwelle erfährt Biegebelastungen durch Gasdruckkräfte und Trägheitskräfte, die über die Pleuel von den Kolben übertragen werden. Von der Kurbelwelle werden Lasten auf die Hauptlager der Kurbelwelle übertragen und biegen den Block. Bei ungenügender Steifigkeit kann dies zu beschleunigtem Lagerverschleiß und Motorschaden führen. Die Biegesteifigkeit des Blocks steigt üblicherweise mit zunehmendem Abstand von der Hauptlagertrennebene zur unteren Blocktrennebene und der Ölwanne, wie in Bild 4 dargestellt, sowie mit zunehmender Blockbreite und Wandstärke. Dies ist besonders wichtig für Reihen-Mehrzylindermotoren (mit 5-6 Zylindern).
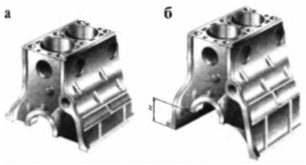
Abbildung 4 - Erhöhung der Steifigkeit des Kurbelgehäuses (a) durch Vergrößerung der Größe H (b)
Ausrichtung der Löcher aller Betten des Blocks;
gleiche Größe (Durchmesser) aller Betten (mit Ausnahme von Sonderanfertigungen);
Rechtwinkligkeit der Achsen von Betten und Zylindern;
Parallelität der Achsen der Betten der Hilfs- und Nockenwellen (falls sie im Block eingebaut sind) zur Achse der Betten der Kurbelwelle;
Die Praxis zeigt, dass alle Abweichungen von Rechtwinkligkeit und Parallelität den halben Arbeitsabstand der Teile nicht überschreiten sollten. Bei einem Spalt von 0,04 + 0,06 mm sind das nicht mehr als 0,02 + 0,03 mm.
1.4 Materialien für die Herstellung
Das Kurbelgehäuse ist eines der schwersten Teile des gesamten Autos. Und es nimmt den fahrdynamisch kritischsten Platz ein: den Platz über der Vorderachse. Daher wird gerade hier versucht, das Potenzial zur Massenreduktion voll auszuschöpfen. Der seit Jahrzehnten als Kurbelgehäusewerkstoff verwendete Grauguss wird in Otto- und Dieselmotoren zunehmend durch Aluminiumlegierungen ersetzt. Dadurch kann eine erhebliche Gewichtsreduzierung erzielt werden. Der Massevorteil ist aber nicht der einzige Unterschied, der sich bei der Verarbeitung und Verwendung eines anderen Materials ergibt. Auch Akustik, Korrosionsschutzeigenschaften, Anforderungen an die Produktionsabläufe und Servicevolumina ändern sich.
1.4.1 Grauguss
Gusseisen ist eine Eisenlegierung mit mehr als 2 % Kohlenstoff und mehr als 1,5 % Silizium. Grauguss enthält überschüssigen Kohlenstoff in Form von Graphit. Für Blockkurbelgehäuse von Dieselmotoren wurde und wird Gusseisen mit Lamellengraphit verwendet, das seinen Namen von der Lage des Graphits darin erhielt. Weitere Bestandteile der Legierung sind Mangan, Schwefel und Phosphor in sehr geringen Mengen. Gusseisen wurde von Anfang an als Werkstoff für Blockkurbelgehäuse angeboten. Serienmotoren, da dieses Material nicht teuer ist, wird es einfach verarbeitet und hat die notwendigen Eigenschaften. Leichtmetalle konnten diese Anforderungen lange nicht erfüllen. Aufgrund seiner besonders günstigen Eigenschaften verwenden Automobilhersteller Gusseisen mit Lamellengraphit für ihre Motoren. Nämlich:
gute Wärmeleitfähigkeit;
gute Festigkeitseigenschaften;
einfache Bearbeitung;
gute Gießeigenschaften;
sehr gute Dämpfung.
Hervorragende Dämpfung ist eine davon charakteristische Eigenschaften Gusseisen mit Lamellengraphit. Es bedeutet die Fähigkeit, Schwingungen wahrzunehmen und durch innere Reibung zu dämpfen. Dadurch werden die Vibrations- und Akustikeigenschaften des Motors deutlich verbessert. gute Eigenschaften, Festigkeit und einfache Verarbeitung machen das Grauguss-Kurbelgehäuse heute konkurrenzfähig. M Benzinmotoren und Dieselmotoren werden aufgrund ihrer hohen Festigkeit auch heute noch mit Grauguss-Kurbelgehäusen gefertigt. Steigende Anforderungen an das Motorgewicht Personenkraftwagen In Zukunft werden nur noch Leichtmetalle überzeugen können.
1.4.2 Aluminiumlegierungen
Kurbelgehäuse aus Aluminiumlegierungen sind nur für Dieselmotoren noch relativ neu. Die Dichte von Aluminiumlegierungen beträgt etwa ein Drittel im Vergleich zu Grauguss. Das bedeutet aber nicht, dass der Massevorteil im gleichen Verhältnis steht, denn aufgrund der geringeren Festigkeit muss ein solches Blockkurbelgehäuse massiver ausgeführt werden.Weitere Eigenschaften von Aluminiumlegierungen:
gute Wärmeleitfähigkeit;
gute chemische Beständigkeit;
gute Festigkeitseigenschaften;
einfache Bearbeitung.
Reines Aluminium ist zum Gießen eines Kurbelgehäuses nicht geeignet, da es keine ausreichend guten Festigkeitseigenschaften aufweist. Im Gegensatz zum Grauguss werden hier die Hauptlegierungsbestandteile in relativ großen Mengen zugesetzt.
Legierungen werden je nach vorherrschendem Legierungszusatz in vier Gruppen eingeteilt. Diese Zusätze:
Silizium (Si);
Kupfer (Ci);
Magnesium (Md);
Für Aluminium-Blockkurbelgehäuse werden ausschließlich AlSi-Legierungen verwendet. Sie werden durch kleine Zusätze von Kupfer oder Magnesium verbessert. Silizium wirkt sich positiv auf die Festigkeit der Legierung aus. Wenn die Komponente größer als 12 % ist, dann spezielle Verarbeitung Es kann eine sehr hohe Oberflächenhärte erreicht werden, obwohl das Schneiden schwieriger wird. Im Bereich von 12 % liegen hervorragende Gießeigenschaften vor. Die Zugabe von Kupfer (2-4 %) kann die Gießeigenschaften der Legierung verbessern, wenn der Siliziumgehalt weniger als 12 % beträgt. Eine geringe Zugabe von Magnesium (0,2-0,5%) erhöht die Festigkeitswerte deutlich. Für Benzin- und Dieselmotoren wird die Aluminiumlegierung AISi7MgCuO.5 verwendet. Wie aus der Bezeichnung AISi7MgCuO.5 ersichtlich, enthält diese Legierung 7 % Silizium und 0,5 % Kupfer. Es hat eine hohe dynamische Festigkeit. Andere positive Eigenschaften sind gute Gießeigenschaften und Duktilität. Allerdings lässt sich damit keine ausreichend verschleißfeste Oberfläche erzielen, die für den Zylinderspiegel erforderlich ist. Daher müssen Kurbelgehäuse aus AISI7MgCuO,5 mit Zylinderlaufbuchsen gefertigt werden.
Fortschrittliche Forscher denken darüber nach, ein noch leichteres Material zu verwenden - eine Magnesiumlegierung. Es wurden Prototypmotoren gebaut, bei denen Metallzylinderlaufbuchsen in leichte Kunststoffblöcke eingebaut wurden, obwohl sich diese Motoren als furchtbar laut herausstellten.
1.4.3 Tabellenangaben zu Werkstoffen
Im Folgenden werde ich einen tabellarischen Vergleich von 2 Gusseisensorten (SCH25 und SCH35), 2 Aluminiumsorten (AL2 und AL4) und einer Manganlegierungssorte (ML4) geben, aus denen Kurbelgehäusegussteile hergestellt werden können.
Tabelle 1 – Klassifizierung
|
Material |
Name |
Anwendung von Materialien |
|
Grauguss |
zur Herstellung von Gussteilen |
|
|
Grauguss |
zur Herstellung von Gussteilen |
|
|
Aluminium-Gusslegierung |
zur Herstellung von Teilen mit geringer Belastung; Legierung ist sehr widerstandsfähig |
|
|
Aluminium-Gusslegierung |
zur Herstellung von Teilen mittlerer und schwerer Belastung; Legierung ist sehr widerstandsfähig |
|
|
Magnesium-Gusslegierung |
Teile von Motoren und anderen Einheiten, die unter Bedingungen hoher Korrosionsbeständigkeit, statischer und dynamische Belastungen; Grenzbetriebstemperatur: 150°C - langfristig, 250°C - kurzzeitig |
Tabelle 2 - Chemische Zusammensetzung in % Material SCH25 und SCH35
Tabelle 3 – Chemische Zusammensetzung in % des AL2-Materials
|
Verunreinigungen |
|||||||||
Tabelle 4 – Chemische Zusammensetzung in % des AL4-Materials
|
Verunreinigungen |
|||||||||||
Tabelle 5 – Chemische Zusammensetzung in % des ML4-Materials
|
Verunreinigungen |
||||||||||
|
andere 0,1; insgesamt 0,5 |
Tabelle 6 – Mechanische Eigenschaften bei T=20 o C
|
ST |
5 |
Brinellhärte |
||
|
HP 10 -1 = 156 - 260 |
||||
|
HP 10 -1 = 179 - 290 |
||||
|
HB 10 -1 = 50 - 75 |
Tabelle 7 – Physikalische Eigenschaften des Materials SCH25 und SCH 35
|
Material |
||||||
|
W/(m Grad) |
J/(kg Grad) |
|||||
Tabelle 8 – Physikalische Eigenschaften des Materials AL2 und AL4
|
Material |
||||||
|
W/(m Grad) |
J/(kg Grad) |
|||||
Tabelle 9 – Physikalische Eigenschaften des Materials ML4
Bezeichnungen:
HB - Brinellhärte, [MPa]
T - Temperatur, bei der diese Eigenschaften erhalten wurden, [Grad]
E - Elastizitätsmodul erster Art, [MPa]
- Wärmeausdehnungskoeffizient (linear) (Bereich 20 o - T),
- Wärmeleitzahl (Wärmekapazität des Materials), [W/(m deg)]
- Materialdichte, [kg/m3]
C - Spezifische Wärmekapazität des Materials (Bereich 20 o - T), [J / (kg deg)]
R - Elektrischer Widerstand, [Ohm m]
Fazit: Für mein Alu-Kurbelgehäuse werde ich ausschließlich AlSi-Legierungen verwenden, nämlich AL4. Sie werden durch kleine Zusätze von Kupfer oder Magnesium verbessert. Silizium wirkt sich positiv auf die Festigkeit der Legierung aus. Wenn der Anteil mehr als 12 % beträgt, kann durch eine spezielle Bearbeitung eine sehr hohe Oberflächenhärte erreicht werden, obwohl das Schneiden kompliziert ist. Im Bereich von 12 % liegen hervorragende Gießeigenschaften vor. Die Zugabe von Kupfer (2-4 %) kann die Gießeigenschaften der Legierung verbessern, wenn der Siliziumgehalt weniger als 12 % beträgt. Eine kleine Zugabe von Magnesium (0,2-0,5%) erhöht die Werte der dynamischen Festigkeit erheblich. Weitere positive Eigenschaften sind gute Gießeigenschaften und Duktilität. Allerdings lässt sich damit keine ausreichend verschleißfeste Oberfläche erzielen, die für den Zylinderspiegel erforderlich ist. Daher müssen Blockkurbelgehäuse ab AL4 mit Zylinderlaufbuchsen gefertigt werden.
2. Fertigungstechnologie
2.1 Technologisches Produktionsschema
2.2 Beschreibung der einzelnen technologischen Schritte
2.2.1 Bauxitabbau
Als Aluminiumerze können nur Gesteine dienen, die reich an Tonerde (Al 2 O 3 ) sind und in großen Massen auf der Erdoberfläche liegen. Zu diesen Gesteinen gehören Bauxite, Nepheline – (Na, K) 2 OּAl 2 O 3 ּ2SiO 2 , Alunite – (Na, K) 2 SO 4 ּAl 2 (SO 4) 3 ּ4Al (OH) 3 und Kaoline (Ton), Feldspat (Orthoklas) - K 2 OּAl 2 O 3 ּ6SiO 2.
Das wichtigste Erz zur Herstellung von Aluminium ist Bauxit. Bauxit ist das wichtigste Aluminiumerz. Bauxit macht den Großteil der weltweiten Aluminiumoxidproduktion aus. Bauxit ist ein komplexes Gestein, in dem Aluminium in Form von Diasporhydroxiden und Böhmit (Monohydratoxid), Gibbsit oder Hydrargillit (Trihydratoxid) vorliegt. Neben Hydroxiden findet sich in Bauxiten ein Teil des Aluminiums in Form von Korund, Kaolinit und anderen Mineralien.
Aluminium ist in ihnen in Form von Hydroxiden Al (OH), AlOOH, Korund Al 2 O 3 und Kaolinit Al 2 O 3 · 2SiO 2 · 2H 2 O enthalten. Die chemische Zusammensetzung von Bauxiten ist komplex: 28-70% Aluminiumoxid; 0,5–20 % Siliziumdioxid; 2-50 % Eisenoxid; 0,1–10 % Titanoxid. In letzter Zeit wurden Nepheline und Alunite als Erz verwendet. Nephelin (KּNa 2 OּAl 2 O 3 ּ2SiO 2) ist ein Teil des Apatit-Nephelin-Gesteins (auf der Kola-Halbinsel).
Die wichtigste ist die Bauxitlagerstätte Severouralsk in der Region Swerdlowsk. Severouralsk-Bauxite - Diaspor-Böhmit und Diaspor; der Großteil von ihnen zeichnet sich durch einen hohen Gehalt an Al 2 O 3 (52-54%) und einen niedrigen Gehalt an Kieselsäure (3-5%) aus; der Gehalt an Fe 2 O 3 in diesen Bauxiten beträgt 21-28 %. Bauxit wird unterirdisch (Mine) aus einer Tiefe von bis zu 700 m abgebaut.Der Gehalt an Kohlenmonoxid (IV) -COa im abgebauten Bauxit (2,5-3,5%) und Schwefel (ca. 1%) ist hoch, was seine Qualität mindert . Einige der Lagerstätten befinden sich in schwer erschließbaren Gebieten, die für einen effizienteren Tagebau nicht geeignet sind.
Im südlichen Ural in der Region Tscheljabinsk und der Region Baschkiren wurden eine Reihe von Bauxitvorkommen vom Typ Böhmit-Diaspor entdeckt. Südural-Bauxite zeichnen sich durch einen hohen Gehalt an Kieselsäure und Kohlenmonoxid (IV) sowie durch eine hohe Härte aus. Sie werden auch unter Tage abgebaut. Abgebaute Bauxite enthalten im Durchschnitt % (nach Gewicht): À1 2 O 3 50-53; SiO 2 5-10 und Fe 2 O 3 21-22.
2.2.2 Gewinnung von Tonerde aus Erzen
Aluminiumoxid wird auf drei Arten gewonnen: alkalisch, sauer und elektrolytisch. Am weitesten verbreitet hat eine alkalische Methode (die Methode von K. I. Bayer, die Ende des vorletzten Jahrhunderts in Russland entwickelt und zur Verarbeitung hochwertiger Bauxite mit einer geringen Menge (bis zu 5-6%) Kieselsäure verwendet wurde). Seitdem technische Umsetzung es wurde deutlich verbessert. Das Schema zur Herstellung von Aluminiumoxid nach dem Bayer-Verfahren ist in Abbildung 5 dargestellt.
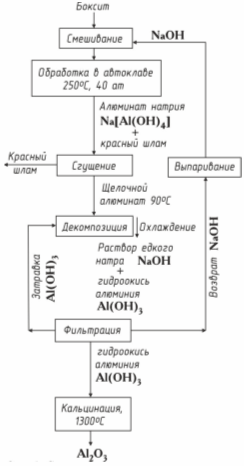
Abbildung 5 - Schema der Herstellung von Aluminiumoxid nach dem Bayer-Verfahren
Das Wesentliche des Verfahrens liegt in der Tatsache, dass sich Aluminiumlösungen schnell zersetzen, wenn Aluminiumhydroxid in sie eingeführt wird, und die nach ihrer Zersetzung verbleibende Lösung unter Bedingungen intensiven Mischens bei 169-170 ° C das in Bauxiten enthaltene Aluminiumoxid wieder auflösen kann. Diese Methode besteht aus den folgenden Hauptoperationen:
1). Herstellung von Bauxit, das darin besteht, es in Mühlen zu zerkleinern und zu mahlen; die Mühlen werden mit Bauxit, Ätzalkali und etwas Kalk versorgt, der die Freisetzung von Al 2 O 3 verbessert; der resultierende Zellstoff wird zum Auslaugen zugeführt;
2). Bauxitauslaugung (in letzter Zeit wurden die bisher verwendeten rundförmigen Autoklavenblöcke teilweise durch Rohrautoklaven ersetzt, bei denen die Auslaugung bei Temperaturen von 230–250 ° C (500–520 K) erfolgt, die bei ihrer chemischen Zersetzung aus Wechselwirkung mit besteht eine wässrige Alkalilösung; Aluminiumoxidhydrate gehen bei Wechselwirkung mit Alkali in Form von Natriumaluminat in Lösung:
AlOOH + NaOH → NaAlO 2 + H 2 O
Al(OH) 3 + NaOH → NaAlO 2 + 2 H 2 O;
SiO 2 + 2 NaOH → Na 2 SiO 3 + H 2 O;
in Lösung bilden Natriumaluminat und Natriumsilikat ein unlösliches Natriumaluminosilikat; Titan- und Eisenoxide gehen in den unlöslichen Rückstand über und verleihen dem Rückstand eine rote Farbe; dieser Rückstand wird Rotschlamm genannt. Nach Beendigung der Auflösung wird das resultierende Natriumaluminat mit einer wässrigen Alkalilösung verdünnt, während die Temperatur um 100°C gesenkt wird;
3). Abtrennung der Aluminatlösung vom Rotschlamm, meist durch Waschen in speziellen Verdickungsmitteln; dadurch setzt sich der Rotschlamm ab und die Aluminatlösung wird abgelassen und anschließend filtriert (geklärt). In begrenzten Mengen wird der Schlamm beispielsweise als Zementzusatz verwendet. Je nach Bauxitqualität werden 0,6-1,0 Tonnen Rotschlamm (Trockenrückstand) pro 1 Tonne Tonerde gewonnen;
4). Zersetzung der Aluminatlösung. Es wird gefiltert und in große Behälter mit Rührwerken (Zersetzern) gepumpt. Aluminiumhydroxid Al(OH) 3 wird aus einer übersättigten Lösung beim Abkühlen auf 60°C (330 K) und konstantem Rühren extrahiert. Da dieser Prozess langsam und ungleichmäßig abläuft und die Bildung und das Wachstum von Aluminiumhydroxidkristallen bei seiner weiteren Verarbeitung von großer Bedeutung sind, wird den Zersetzern - Keimen eine große Menge festes Hydroxid zugesetzt:
Na 2 O-Al 2 O 3 + 4 H 2 O → Al(OH) 3 + 2 NaOH;
5). Zuordnung von Aluminiumhydroxid und seine Klassifizierung; dies geschieht in Hydrozyklonen und Vakuumfiltern, wo ein Niederschlag mit 50–60 % Al(OH)-Partikeln von der Aluminatlösung abgetrennt wird. Ein erheblicher Teil des Hydroxids wird als Impfmaterial in den Zersetzungsprozess zurückgeführt, das in unveränderter Menge im Kreislauf verbleibt. Rückstände nach dem Waschen Wasser geht zum Kalzinieren; das Filtrat wird ebenfalls in den Kreislauf zurückgeführt (nach Konzentration in Verdampfern - zum Auslaugen neuer Bauxite);
6). Dehydratisierung von Aluminiumhydroxid (Kalzinierung); es ist der letzte Vorgang der Tonerdeproduktion; sie wird in Drehrohröfen und neuerdings auch in Öfen mit turbulenter Bewegung des Materials bei einer Temperatur von 1150–1300 etwa C durchgeführt; rohes Aluminiumhydroxid, durch einen Drehrohrofen geführt, getrocknet und entwässert; Beim Erhitzen treten nacheinander die folgenden Strukturumwandlungen auf:
Al(OH) 3 → AlOOH → γ-Al 2 O 3 → α-Al 2 O 3
Das fertig kalzinierte Aluminiumoxid enthält 30–50 % α-Al 2 O 3 (Korund), der Rest ist γ-Al 2 O 3 . Dieses Verfahren extrahiert 85-87 % des gesamten produzierten Aluminiumoxids. Das resultierende Aluminiumoxid ist eine starke chemische Verbindung mit einem Schmelzpunkt von 2050 o C.
2.2.3 Grundlagen der Elektrolyse von Kryolith-Tonerde-Schmelzen
Die Elektrolyse von Kryolith-Aluminiumoxid-Schmelzen ist das Hauptverfahren zur Gewinnung von Aluminium, obwohl einige Aluminiumlegierungen durch elektrothermische Verfahren gewonnen werden.
Die ersten industriellen Elektrolyseure waren für Ströme bis 0,6 kA ausgelegt und wurden in den nächsten 100 Jahren auf 300 kA gesteigert. Dies brachte jedoch keine wesentlichen Änderungen an den Grundlagen des Herstellungsprozesses.
Allgemeines Schema Die Aluminiumproduktion ist in Abbildung 5 dargestellt. Die Haupteinheit ist die Elektrolysezelle. Der Elektrolyt ist eine Kryolithschmelze mit einem leichten Überschuss an Aluminiumfluorid, in der Tonerde gelöst ist. Das Verfahren wird bei variablen Aluminiumoxidkonzentrationen von etwa 1 bis 8 % (Gew.) durchgeführt. Von oben wird eine Kohlenstoffanode in das Bad abgesenkt, die teilweise in den Elektrolyten eingetaucht ist. Es gibt zwei Haupttypen von Opferanoden: selbstgebacken und vorgebacken. Erstere nutzen die Elektrolysewärme zum Rösten der Anodenmasse, die aus einer Mischung von Füllkoks und einem Bindemittel, Pech, besteht. Gebackene Anoden sind eine vorgebackene Mischung aus Koks und Pechbindemittel.
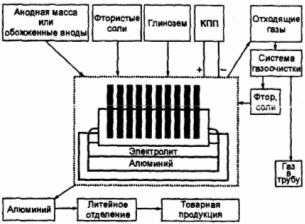
Abbildung 6 – Schema der Aluminiumherstellung aus Tonerde.
Geschmolzenes Aluminium ist bei Elektrolysetemperatur (950 - 960°C) schwerer als der Elektrolyt und befindet sich am Boden des Elektrolyseurs. Kryolith-Tonerde-Schmelzen sind sehr aggressiv, denen kohlenstoffhaltige und einige neue Materialien widerstehen können. Aus diesen besteht die Innenverkleidung des Elektrolyseurs.
Um AC in DC umzuwandeln moderne Fabriken Zum Einsatz kommen Halbleitergleichrichter mit einer Spannung von 850 V und einem Wandlungsverhältnis von 98,5 %, eingebaut in einer Silizium-Umspannstation (KPP). Eine Gleichrichtereinheit liefert einen Strom von bis zu 63 kA. Die Anzahl solcher Einheiten hängt von der erforderlichen Stromstärke ab, da sie alle parallel geschaltet sind.
Der im Elektrolyseur ablaufende Prozess besteht in der elektrolytischen Zersetzung von im Elektrolyten gelöster Tonerde. Aluminium wird auf einer flüssigen Aluminiumkathode freigesetzt, die periodisch mit einer Vakuumpfanne ausgegossen und zum Gießen in die Gießerei oder einen Mischer geschickt wird, wo je nach weiterem Verwendungszweck des Metalls mit Silizium, Magnesium, Mangan, Kupfer legiert wird hergestellt oder veredelt werden. An der Anode wird Kohlenstoff durch den freigesetzten Sauerstoff oxidiert. Anodenabgas ist ein Gemisch aus CO 2 und CO.
Elektrolyseure sind normalerweise mit Schutzräumen ausgestattet, die Abgase und ein Reinigungssystem entfernen. Dadurch wird die Freisetzung reduziert Schadstoffe in Atmosphäre. Der technologische Prozess erfordert, dass der Shelter hermetisch abgedichtet ist, um das Ansaugen von Gas in den Kollektor mit Hilfe von Ventilatoren zu gewährleisten. Die aus den Elektrolyseuren entnommenen Gase werden von Kohlendioxid (das meiste Kohlenmonoxid wird entweder über dem Elektrolyten oder in speziellen Brennern nach der Gassammelglocke nachverbrannt), Stickstoff, Sauerstoff, gasförmigen und festen Fluoriden und Tonerdestaubpartikeln dominiert. Um sie zu entfernen und in den Prozess zurückzuführen, werden verschiedene technologische Schemata verwendet.
Moderne Elektrolyseure sind mit einem automatischen Tonerdeversorgungssystem (AAF) mit einer Ladezeit von 10–30 min ausgestattet.
Die im Elektrolyseur ablaufende Gesamtreaktion kann durch die Gleichung dargestellt werden
Somit verbraucht der Elektrolyseprozess theoretisch Aluminiumoxid und Anodenkohle sowie die elektrische Energie, die nicht nur für die Durchführung des Elektrolyseprozesses erforderlich ist - die Zersetzung von Aluminiumoxid, sondern auch für die Aufrechterhaltung einer hohen Betriebstemperatur. In der Praxis wird auch eine gewisse Menge an Fluoridsalzen verbraucht, die verdunsten und in die Auskleidung aufgenommen werden. Die Menge an Rohstoffen zur Gewinnung von 1 Tonne Aluminium ist in Tabelle 10 dargestellt:
Tabelle 10 - Die Menge an Rohstoffen zur Gewinnung von 1 Tonne Aluminium
Die Aluminiumherstellung ist einer der energieintensivsten Prozesse, daher werden Aluminiumhütten in der Nähe von Energiequellen gebaut.
Alle der Elektrolyse zugeführten Materialien müssen eine Mindestmenge an Verunreinigungen aufweisen, die elektropositiver als Aluminium sind (Eisen, Silizium, Kupfer usw.), da diese Verunreinigungen während der Elektrolyse fast vollständig in Metall umgewandelt werden.
2.2.4 Elektrothermische Herstellung von Aluminium-Silizium-Legierungen
Es ist unmöglich, reines Aluminium durch direkte Reduktion seines Oxids zu erhalten. Carbothermische Prozesse erfordern hohe Temperaturen (ca. 2000 °C), um Aluminiumoxid zu reduzieren, und in Abwesenheit von legierungsbildenden Komponenten bindet das Metall an Kohlenstoff und ergibt Aluminiumcarbid (Al 4 C 3). Es ist bekannt, dass Aluminiumcarbid und Aluminium ineinander löslich sind und sehr feuerfeste Mischungen bilden. Außerdem löst sich Al 4 C 3 in Al 2 O 3 auf, daher werden durch die Reduktion von Aluminiumoxid mit Kohlenstoff Gemische aus Aluminium, Carbid und Oxid mit hohen Schmelzpunkten erhalten. Es ist normalerweise nicht möglich, eine solche Masse aus dem Ofen zu lösen. Selbst wenn dies möglich ist, werden die Kosten der Trennung hoch sein.
In unserem Land wurde zum ersten Mal weltweit ein Verfahren zur Herstellung von Siliziumaluminium (Aluminium-Silizium-Legierungen) entwickelt und im industriellen Maßstab mit ausreichend hohen technischen und wirtschaftlichen Indikatoren umgesetzt.
Das allgemeine technologische Schema zur Herstellung von Aluminium-Silizium-Legierungen ist in Abbildung 7 dargestellt. Als Ausgangsmaterial werden neben Kaolinen (Al 2 O 3 × 2 SiO 2 × 2H 2 O) Kyanite (Al 2 O 3 × SiO 2 ), Distensillimanite ( Al 2 O 3 × SiO 2 ) und eisenarme Bauxite.
Die Legierung wird nach dem Elektroschmelzen zur Reinigung von nichtmetallischen Verunreinigungen zugeführt. Dazu wird ein Flussmittel zugeführt, bestehend aus einer Mischung aus Kryolith und Natriumchlorid, das diese Verunreinigungen benetzt und „sammelt“. Raffiniertes Siliciumaluminium hat eine durchschnittliche Zusammensetzung (%): A1 - 61; Si-36; Fe - 1,7; Ti - 0,6; Zr - 0,5; Ca - 0,7. Diese Legierung ist für die Herstellung von Silumin nicht geeignet und muss von Eisen gereinigt werden. Die gebräuchlichste Reinigungsmethode ist Mangan, das mit Eisen feuerfeste intermetallische Verbindungen bildet.
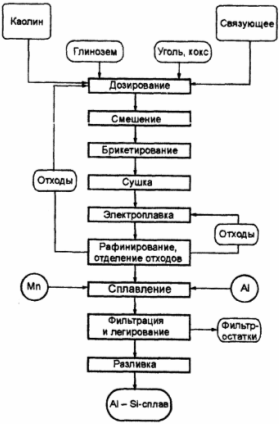
Abbildung 7 - Allgemeines Schema zur Herstellung von Aluminium-Silizium-Legierungen
Die resultierende Legierung wird mit technischem Elektrolytaluminium oder Sekundäraluminium auf eine Zusammensetzung verdünnt, die verschiedenen Siluminqualitäten entspricht, und zu Barren gegossen.
Die Vorteile dieses Verfahrens zur Gewinnung von Silumin gegenüber dem Legieren von Elektrolytaluminium mit kristallinem Silizium sind folgende: große Macht Einzeleinheit - moderne Öfen haben eine Kapazität von 22,5 MB × A, was etwa 30-mal höher ist als die Kapazität der Elektrolysezelle um 160 kA, und folglich eine Verringerung des Güterverkehrs, eine Verringerung der Kapitalkosten und der Arbeitskosten; die Verwendung von Rohstoffen mit niedrigem Siliziummodul, deren Reserven in der Natur recht groß sind.
Reines Aluminium kann theoretisch durch verschiedene Verfahren aus einer Aluminium-Silicium-Legierung isoliert werden. Aufgrund der Komplexität der Hardware und des technologischen Designs in der Industrie werden diese Methoden jedoch derzeit nicht implementiert.
2.3 Sandguss
Dieses Gießverfahren ist sehr vielfältig und dient zur Herstellung von Gussteilen nahezu beliebiger Gestalt aus den meisten bekannten Gusslegierungen. Derzeit werden ca. 80 % aller Gussteile nach Gewicht im Sandgussverfahren hergestellt. Der technologische Prozess zur Herstellung von Gussstücken bei diesem Gießverfahren ist hinsichtlich des Mechanisierungsgrads (insbesondere bei der Herstellung von Gießformen und -kernen) vielfältig und reicht von Handarbeit bis hin zu automatisierten Form- und Gießkomplexen mit elektronische Schaltung Management. Das Wesen des Verfahrens liegt in der Herstellung von Gussteilen durch freies Gießen von geschmolzenem Metall in eine Sandform. Nach dem Erstarren und Abkühlen des Gussstückes wird dieses unter gleichzeitiger Zerstörung der Form ausgeschlagen. Der Sandguss hat jedoch einen großen Nachteil, die Gussteile haben keine genauen mechanischen Abmessungen, es ist notwendig, eine Toleranz für die Bearbeitung und Schrumpfung zu geben.
Was die Genauigkeit anbelangt, kann Sandguss Gussteile mit einer Oberflächenrauheit von Ra = 80–10 und mit einer Genauigkeit herstellen, die den Klassen 14–17 und gröber entspricht. Wenn die Form gleichzeitig aus einer herkömmlichen Sand-Ton-Mischung hergestellt wird, liegt die Oberflächenrauheit des Gussstücks im Bereich von R 80 - R 40. Bei Verwendung von Sand-Öl-Mischungen ist die Rauheit der Gussstücke in im Bereich von Ra 80 - Ra 20, und bei Verwendung von Chrom-Magnesit-Mischungen können Ra 20 - Ra 5,0 erreicht werden.
Zur Herstellung von Sandformen werden Form- und Kernmischungen verwendet, die aus Quarz- und Tonsanden (GOST 2138-74), Formmassen (GOST 3226-76), Bindemitteln und Hilfsstoffen hergestellt werden. Die Herstellung von Hohlräumen in Gussstücken erfolgt mit Hilfe von Kernen, die hauptsächlich aus heißen (220-300 ° C) Kernkästen hergestellt werden. Zu diesem Zweck wird plattierter Quarzsand oder eine Mischung aus Sand mit einem duroplastischen Harz und einem Katalysator verwendet. Für die Herstellung von Stäben werden häufig Sandstrahlmaschinen und -anlagen mit einer Position sowie Mehrpositions-Karussellanlagen verwendet. Die der Trocknung unterzogenen Stäbe werden auf Schüttel-, Sandblas- und Sandschießmaschinen oder manuell aus Mischungen von Öl (4GU, C) oder wasserlöslichen Bindemitteln hergestellt. Die Trocknungszeit (3 bis 12 Stunden) hängt von der Masse und Größe des Stabes ab und wird üblicherweise empirisch ermittelt. Die Trocknungstemperatur wird je nach Art des Bindemittels eingestellt: bei Ölbindemitteln 250-280 °C, bei wasserlöslichen Bindemitteln 160-200 °C. Zur Herstellung großer Massivstäbe werden zunehmend kalthärtende Mischungen (CTS) oder flüssige selbsthärtende Mischungen (LSS) verwendet. Kalthärtende Mischungen enthalten Kunstharze als Bindemittel und in der Regel einen Kalthärtekatalysator Orthophosphorsäure. YCS-Mischungen enthalten ein Tensid, das die Schaumbildung fördert.
Die Stangen werden durch Kleben oder durch Gießen von Aluminiumschmelzen in spezielle Löcher in den ikonischen Teilen zu Knoten verbunden. Die Schwindung der Legierung beim Abkühlen sorgt für die notwendige Festigkeit der Verbindung.
Ein reibungsloses Füllen von Gießformen ohne Stöße und Turbulenzen wird durch den Einsatz von expandierenden Angusssystemen mit dem Verhältnis der Querschnittsflächen der Hauptelemente Fst: Fshp: Fpit 1:2:3; 1:2:4; 1:3:6 jeweils für die untere, geschlitzte oder mehrstöckige Metallzuführung in den Formhohlraum. Die Steiggeschwindigkeit des Metalls im Formhohlraum sollte 4,5/6 nicht überschreiten, wobei 6 die vorherrschende Dicke der Gussteilwände ist, siehe Abb. Mindestgeschwindigkeit Der Anstieg des Metalls in Form (cm / s) wird durch die Formel von A. A. Lebedev Vmin = 3 / § bestimmt.
Die Art des Angusssystems wird unter Berücksichtigung der Abmessungen des Gussstücks, der Komplexität seiner Konfiguration und der Position in der Form ausgewählt. Das Gießen von Formen für Gussstücke mit komplexer Konfiguration und geringer Höhe erfolgt in der Regel mit Hilfe von unteren Angusssystemen. Bei großen Gusshöhen und dünnen Wandstärken sind vertikal geschlitzte oder kombinierte Angusssysteme vorzuziehen. Formen für Gussteile kleiner Größe können durch die oberen Angusssysteme gegossen werden. In diesem Fall sollte die Höhe des in den Formhohlraum fallenden Metallschorfs 80 mm nicht überschreiten.
Um die Geschwindigkeit der Schmelze am Eingang des Formhohlraums zu verringern und die darin schwebenden Oxidfilme und Schlackeneinschlüsse besser abzutrennen, werden zusätzliche hydraulische Widerstände in die Angusssysteme eingeführt - Netze (Metall oder Glasfaser) werden installiert oder durch Granulat gegossen Filter.
Angüsse (Feeder) werden in der Regel zu dünnen Abschnitten (Wänden) von entlang des Umfangs verteilten Gussteilen gebracht, wobei die Bequemlichkeit und ihre anschließende Trennung während der Verarbeitung berücksichtigt werden. Die Zufuhr von Metall zu massiven Einheiten ist nicht akzeptabel, da dies die Bildung von Lunkern, Makrolockerungen und Schwindungs-„Fehlern“ auf der Oberfläche der Gussstücke in ihnen verursacht. Im Querschnitt haben Torkanäle meistens eine rechteckige Form mit einer breiten Seitengröße von 15–20 mm und einer schmalen Seite von 5–7 mm.
Die Legierung AL4 mit einem engen Kristallisationsintervall neigt zur Bildung konzentrierter Lunker in den thermischen Einheiten von Gussteilen. Um diese Schalen aus den Gussteilen zu bringen, ist die Installation von massiven Gewinnen weit verbreitet. Bei dünnwandigen (4-5 mm) und kleinen Gussteilen ist die Gewinnmasse 2-3 mal höher als die Gussmasse, bei dickwandigen Gussteilen bis zu 1,5 mal. Die Höhe des Gewinns wird abhängig von der Höhe des Wurfes gewählt. Bei einer Höhe von weniger als 150 mm wird die Höhe des Gewinns Nprib gleich der Höhe des Gussstücks Notl genommen. Für höhere Gussteile wird das Verhältnis Nprib/Notl mit 0,3–0,5 angenommen. Das Verhältnis zwischen der Höhe des Gewinns und seiner Dicke beträgt im Durchschnitt 2-3. Nein größere Anwendung Beim Gießen von Aluminiumlegierungen werden obere offene Gewinne mit rundem oder ovalem Querschnitt gefunden. Seitengewinne werden in den meisten Fällen geschlossen gemacht. Um die Effizienz der Gewinne zu steigern, werden sie isoliert, mit heißem Metall gefüllt und nachgefüllt. Die Erwärmung erfolgt in der Regel durch einen Aufkleber auf der Oberfläche der Formplatte aus Asbest, gefolgt von einer Trocknung mit einer Gasflamme.
Das Füllen von Sandformen mit Metall erfolgt aus Pfannen, die mit feuerfestem Material ausgekleidet sind. Vor dem Befüllen mit Metall werden frisch ausgekleidete Pfannen getrocknet und bei 780–800 °C kalziniert, um Feuchtigkeit zu entfernen. Die Temperatur der Schmelze vor dem Gießen wird auf einem Niveau von 720–780 °C gehalten. Formen für dünnwandige Gussstücke werden mit 730-750°C heißer Schmelze gefüllt, für dickwandige Gussstücke mit 700-720°C.
Mögliche Gussfehler, Ursachen und Maßnahmen zu deren Beseitigung.
Unterfüllung und Schlafen. Gebildet aus unvermischten Metallströmen, die erstarren, bevor die Form gefüllt wird. Mögliche Gründe: Kaltmetall, Speiser mit kleinen Querschnitten Lunker sind geschlossene innere Hohlräume in Gussstücken mit einer zerrissenen Oberfläche. Treten aufgrund von Schrumpfung von Legierungen, unzureichender Ernährung auf. Beseitigen Sie mit Hilfe von Gewinnen.
Heißrisse in Gussteilen entstehen während der Kristallisation und Schwindung des Metalls beim Übergang vom flüssigen in den festen Zustand bei einer Temperatur nahe der Solidustemperatur. Die Neigung der Legierung zur Bildung von Heißrissen nimmt in Gegenwart von nichtmetallischen Einschlüssen, Gasen, Schwefel und anderen Verunreinigungen zu. Heißrisse werden verursacht scharfe Tropfen Wandstärken, scharfe Ecken, Vorsprünge. Hohe Gießtemperaturen erhöhen auch die Wahrscheinlichkeit von Heißrissen. Um die Bildung von Heißrissen in Gussstücken zu verhindern, ist es notwendig, eine gleichzeitige Kühlung der dicken und dünnen Teile der Gussstücke sicherzustellen; Erhöhung der Flexibilität von Gießformen; Reduzieren Sie wenn möglich die Gießtemperatur der Legierung.
Eingebrannt ist eine schwer zu entfernende Form- oder Kernsandschicht, die mit dem Gussstück verschweißt ist. Tritt auf, wenn die Feuerbeständigkeit der Mischung unzureichend ist oder die Temperatur des Metalls zu hoch ist.
Sandschalen sind mit Sand gefüllte Hohlräume im Gusskörper. Tritt auf, wenn die Festigkeit des Formsandes nicht ausreicht.
Gasschalen sind abgerundete Gusshohlräume mit einer glatten oxidierten Oberfläche. Sie treten bei hoher Luftfeuchtigkeit und geringer Gasdurchlässigkeit der Form auf.
Schräg. Tritt aufgrund falscher Zentrierung auf.
Vorteile:
Konfiguration 1…6 Schwierigkeitsgruppen.
Fähigkeit zur Mechanisierung der Produktion.
Günstige Gussteile.
Möglichkeit der Herstellung großer Massengussteile.
Gussstücke werden aus allen Gusslegierungen hergestellt, außer aus feuerfesten.
Mängel:
Schlechte sanitäre Bedingungen.
Große Oberflächenrauhigkeit.
Wandstärke > 3mm.
Die Fehlerwahrscheinlichkeit ist größer als bei anderen Gießverfahren.
Angemessenheit und Umfang
Dieses Gießverfahren ist für jede Fertigungsart, für Teile beliebiger Masse, Gestalt, Abmessung, zur Herstellung von Gussstücken aus nahezu allen Gusslegierungen wirtschaftlich durchführbar. Dieses Gießverfahren ist das wichtigste für die Herstellung von Gusseisen- und Stahlgussteilen in verschiedenen Bereichen des Maschinenbaus. Und für die Herstellung massiver, großformatiger Gussteile ist dies das einzige Gießverfahren. Dieses Gießverfahren erlegt der Wandstärke der hergestellten Gußteile bestimmte Beschränkungen auf.
3. Verbesserung der mechanischen Eigenschaften
3.1 Alterung und Härtung
Für die AL4-Legierung werden zwei Arten der Wärmebehandlung empfohlen. Modus T1: Alterung bei einer Temperatur von 175±5°C für 5-17 Stunden, Abkühlung an der Luft. Modus T6: Härten - Erhitzen bei einer Temperatur von 535±5°C für 2-6 Stunden, Abkühlen in Wasser bei 20-100°C + Altern bei 175±5°C für 10-15 Stunden, Abkühlen an der Luft.
Eine elektronenmikroskopische Untersuchung der Struktur der AL4-Legierung zeigte, dass die Alterung der abgeschreckten Legierung bei einer Temperatur von 175 °C für 10 h von der Ausscheidung einer metastabilen β'-Phase und einer großen Menge gleichmäßig darin verteilter Siliziumpartikel begleitet wird die Körner der festen Lösung.
In diesem Fall verlangsamt eine vorläufige kurzzeitige Hochtemperaturerwärmung in der ersten Alterungsstufe sozusagen den Prozess der Siliziumausscheidung. Dies kann auf eine Verringerung der Anzahl von Leerstellen zurückzuführen sein, die während des Abschreckens zurückblieben und für die Lokalisierung von Siliziumatomen vor ihrer Isolierung erforderlich sind.
Das Erhitzen in der ersten Stufe trägt zur gleichmäßigen Verteilung der nadelförmigen Ausscheidungen der metastabilen β"-Phase bei mehr niedrige Temperaturen und führt zu einer Verfeinerung der nach dem Erhitzen in der zweiten Stufe bei einer Temperatur von 160°C erhaltenen Struktur.
Das Gefüge der Legierung im Gusszustand: α-Mischkristall, Silizium, das Bestandteil des α + Si-Eutektikums ist, bei Vorhandensein von Eisenverunreinigungen die AlSiFeMn-Phase, bei geringem Mangangehalt die Al 5 FeSi-Phase. Feine Partikel der Mg 2 Si-Phase können mit einem optischen (Mikroskop) nur in einer während der Kristallisation sehr langsam abgekühlten Legierung beobachtet werden Wärmebehandlung führt zu einer gewissen Koagulation von Silizium, Auflösung der festigenden Mg 2 Si-Phase, eisenhaltige Phasen tun dies nicht ändern, es wird bereichsweise ein Aufschmelzen des Eutektikums α + Si beobachtet, das bei der Sekundärausscheidung feinkörnig auskristallisiert.
4. Bearbeitung
Technologie Bearbeitung Block setzt voraus:
Die Ausrichtung der Löcher aller Betten des Blocks;
Gleiche Größe (Durchmesser) aller Betten (mit Ausnahme von Sonderanfertigungen);
Rechtwinkligkeit der Achsen von Betten und Zylindern;
Parallelität der Ebene des Blockverbinders mit dem Kopf und der Achse der Betten;
Die Parallelität der Achsen der Betten der Hilfs- und Nockenwellen (falls sie im Block eingebaut sind) zur Achse der Betten der Kurbelwelle.
Die Praxis zeigt, dass alle Abweichungen von Rechtwinkligkeit und Parallelität den halben Arbeitsabstand der Teile nicht überschreiten sollten. Bei einem Spalt von 0,04 + 0,06 mm sind das nicht mehr als 0,02 + 0,03 mm.
4.1 Basispunkte setzen
Die Basisfläche oder Basispunkte auf dem Teil sind die Flächen und Punkte, an denen das Teil während der Bearbeitung relativ zum Schneidwerkzeug orientiert ist. Es ist klar, dass sowohl in der Gießerei als auch in der Maschinenwerkstatt die Messung und Bearbeitung von Präzisionsgussteilen relativ zu den gleichen Grundlagen durchgeführt werden muss.
Manchmal wird die rohe Gussoberfläche als Basis genommen, aber in einigen Fällen kann auch die bearbeitete Oberfläche des Teils als primäre Basis dienen. Im letzteren Fall ist es für eine objektive Beurteilung der in der Gießerei hergestellten Gussteile günstiger, diesen Primärsockel in der Gießerei herzustellen, indem die erforderliche Bearbeitung der Sockeloberfläche durchgeführt wird.
Bei der Serienfertigung werden große Chargen von Teilen verarbeitet, was zu Ungenauigkeiten beim Einrichten führt technologischer Prozess Die spanabhebende Bearbeitung kann aufgrund extrem begrenzter Gusszugaben zur Ablehnung einer großen Anzahl von Gussstücken führen.
4.2 Beschaffung der Kurbelwellenhauptlager (Kurbelwellenbett) und Einbau der Hülsen
Mit Hilfe zuvor gewonnener Grundflächen auf einer Horizontalbohrmaschine erhielten wir koaxiale Bohrungen für alle Kurbelwellenbetten.
Die Betten im Block werden mit Hauptlagerdeckeln gebildet, deren Bolzen vor der Bearbeitung mit einem bestimmten Moment angezogen werden. Form und Größe der Bettungslöcher nach der Bearbeitung hängen in der Regel teilweise vom Anzugsmoment der Schrauben ab. Befolgen Sie daher beim Zusammenbau des Motors die Empfehlungen des Herstellers. Lagerdeckel werden in der Regel mit Schrauben mit einem Durchmesser von 10 + 12 mm angezogen, selten mehr. Die Hauptlagerdeckel sind notwendigerweise auf dem Block zentriert, was die notwendige Form des Bettes nach dem Anziehen der Schrauben sicherstellt (keine Verformung, Ovalität und Verjüngung). Dies wird auf verschiedene Arten erreicht, die in Abbildung - 8 dargestellt sind. Die gebräuchlichste Zentrierung an den Seitenflächen (Optionen a und b), da sie am einfachsten herzustellen ist, obwohl dieses Verfahren keine ideale Bettgeometrie bietet. Ziemlich oft wird eine genauere, aber komplexe Zentrierung auch mit Buchsen gefunden, die in den Löchern des Blocks und der Abdeckungen installiert sind (Option c). Die Zentrierung des Deckels mit zwei Stiften wird selten verwendet (Option d).

Abbildung - 8. Verfahren zum Anbringen der Hauptlagerdeckel der Kurbelwelle am Kurbelgehäuse
Da mein Kurbelgehäuseblock aus einer Aluminium-Silizium-Legierung gegossen ist, wird es ein "Aluminiumblock mit trockenen Hülsen" sein.
In der ersten Phase wird zur Bestimmung der Abmessungen und Konfiguration der Laufbuchsen und ihrer Herstellung eine detaillierte Messung des Zylinderblocks durchgeführt.
Dann wurden auf einer Spezialbohrmaschine die Zylinderlöcher für den Einbau von Laufbuchsen gebohrt. Als nächstes wird die Position des Blocks auf der Maschine entlang der oberen Ebene überprüft – idealerweise ist sie parallel zur Unterseite und kann auch als Basis genommen werden. Manchmal gehen sie sogar noch weiter: Bei der Suche nach der Mitte (Achse des Zylinders) überprüfen sie mit dem Indikator die Position der Zylinderwand vertikal in zwei Richtungen - quer und längs. Deshalb legen sie den Block auf die untere Ebene und bohren ihn, wobei sie den oberen Teil des Zylinders abstimmen. Gleichzeitig werden die Löcher der Hauptlager des Blocks als technologische Basis verwendet, die die strikte Einhaltung der Rechtwinkligkeit der Achse der Zylinderlöcher relativ zur Achse der Kurbelwelle gewährleistet.
Die Buchsen wurden in den Bohrungen mit einem Übermaß von 0,07–0,08 mm installiert, so dass die Auswahlen an den Buchsen für die Gegengewichte der Kurbelwelle mit den entsprechenden Auswahlen des Zylinderblocks übereinstimmten.
Nach dem Einbau der Hülsen wurden diese auf das Nennmaß aufgebohrt (unter Berücksichtigung der Honzugabe 0,06-0,08 mm), die Enden und die Einführschräge beschnitten.
Endbearbeitung - Honen wurde auf einer Honmaschine durchgeführt. Das Honen wurde in drei Stufen durchgeführt: Grobhonen, Feinhonen (beide mit Keramiksteinen) und Bürsten mit Bürsten aus mit Siliziumkarbiden verstärkten Nylonfasern.
Fazit zur geleisteten Arbeit
In meiner Studienarbeit wurde eine End-to-End-Technologie zur Herstellung eines Zylinderblocks für Verbrennungsmotoren entwickelt. Darin habe ich den Zylinderblock selbst beschrieben und die Bedingungen für seinen Betrieb analysiert. Dann formulierte er die Anforderungen für Motorblock und wählte das Material für die Herstellung (AL 4).
Nach der Analyse und Auswahl des Materials habe ich eine Fertigungstechnologie für den Block zusammengestellt. Für sie habe ich ein technologisches Schema der Produktionsstufen erstellt und beschrieben. In der Beschreibung der technologischen Schritte schreibe ich ausführlich, wie das von mir für den Block gewählte Material hergestellt wird, nämlich die Gewinnung von Bauxit, die Verarbeitung von Aluminiumoxid, das Schmelzen von Aluminium daraus und die Herstellung von fertigen Barren gewünschte Zusammensetzung und mit den erforderlichen körperlichen und mechanische Eigenschaften. Das resultierende Material wird zur Herstellung von Blockgussteilen verwendet EIS durch Gießen in Sandformen. Dieses Verfahren wurde von mir gewählt, weil es für jede Art der Fertigung, für Teile beliebiger Gewichte, Gestalten, Abmessungen, zur Herstellung von Gussteilen aus fast allen Gusslegierungen wirtschaftlich machbar ist. Nach Erhalt der Blockgussteile werden diese thermisch und mechanisch zum Fertigteil für die Montage des Verbrennungsmotors veredelt.
Verzeichnis der verwendeten Literatur
Kolodin E. A., Sverdlin V. A., Svoboda R. V. Herstellung von Backanoden von Aluminiumelektrolyseuren. - M.: Metallurgie, 1980, - 84 S.
Dalsky A.N., Arutyunova I.A., Technologie von Strukturmaterialien, Lehrbuch. – M.: Mashinostroenie 1985. – 450 S.
Metallurgischer Leitfaden für Nichteisenmetalle "Aluminiumherstellung".
Terentiev V.G., Shkolnikov R.M., Grinberg I.S., Chernykh A.E., Zelberg B.I., Chalykh V.I. "Produktion von Aluminium", 1998.
Borisoglevsky Yu.V., Galevsky G.V., Kulagin N.M., Mintsis M.Ya., Siratzutdinov G.A., "Aluminiummetallurgie". Moskau: Metallurgie, 1999.
Matjunin V. M. Karpman M.G., Fetisov G.P. Materialwissenschaft und Technologie der Metalle, 2002.
D. Parfyonov "Verarbeitung von Nichteisenmetallen: der Kampf der Widersprüche" - die Veröffentlichung des Analysezentrums "National Metallurgy" 2004.
A.E. Khrulev-Motorreparatur ausländische Autos 1999.
Fahrräder Motor. Erste Arbeiter Fahrräder auftreten in ... 15 mm durch Lochdurchmesser 9,5 ...
Rekonstruktion der Motorabteilung von MU PATP-7 in Omsk
Diplomarbeit >> Industrie, ProduktionVerbesserung von Management und Planung Produktion auf allen Ebenen; - ... analytisch für Zyklus gefolgt von ... Nieten an der vorderen Abdeckung Block Zylinder Motor. Zwischen dem Kissen und ... dem Fall von Rissen, Spänen, durch Schalen und andere Defekte ...
Entwurf eines Autounternehmens mit detaillierter Entwicklung des Aggregatabschnitts
Kursarbeit>> TransportAutopflege und Reparaturen Zyklus werden durch die Formeln bestimmt: ; (2.5) ... und Reparaturmanagement Produktion. Tabelle 3.1 Liste... für die Demontage des Kopfes Block Zylinder Motor OWG2953, Behälter ... muss man haben durch natürliche Belüftung. ...
an Bord Motor Verbrennungsmotor L21/31
Kursarbeit >> TransportAntivibratoren. Block- Bett ... Motor: Nummer Zylinder i = 8 Durchmesser Zylinder D = 21 cm Hub S = 31 cm maximaler Druck Zyklus... Kann führen zu durch Kolbenbrand (... und mit Produktion mittelschnelle Injektoren Motoren. Meistens...
Zylinderblock als Guss; Zweck: die Basis des Verbrennungsmotors. Bekanntschaft mit den Merkmalen der Technologieentwicklung zur Herstellung des Zylinderblocks des Kamaz-740-Motors. Allgemeine Merkmale des technologischen Schemas für die Herstellung eines Teils.
Senden Sie Ihre gute Arbeit in die Wissensdatenbank ist einfach. Verwenden Sie das untenstehende Formular
Studenten, Doktoranden, junge Wissenschaftler, die die Wissensbasis in ihrem Studium und ihrer Arbeit nutzen, werden Ihnen sehr dankbar sein.
Veröffentlicht am http://www.allbest.ru/
" EntwicklungUndVerbesserungTechnologienProduktionBlockZylinderMotorKamaz-740"
INhalten
Der Zylinderblock kann als Basis eines jeden Motors bezeichnet werden. Der Kopf des Blocks, Einheiten und Getriebe sind daran befestigt und befinden sich im Inneren Kolbengruppe Und Kurbelmechanismus. Offensichtlich steht jeder dieser Knoten unter Last, was bedeutet, dass auf den Block große Kräfte wirken, die in Größe und Richtung variabel sind.
Und um ihnen zu widerstehen, muss der Block ausreichend steif sein, d.h. sich unter dem Einfluss dieser Kräfte nicht verformen. Die Zylinder selbst im Zylinderblock können entweder Teil des Gussteils des Zylinderblocks sein oder sie können separate austauschbare Buchsen sein, die "nass" oder "trocken" sein können. Neben dem den Motor bildenden Teil trägt der Zylinderblock zusätzliche Funktionen, wie die Grundlage des Schmiersystems - durch die Löcher im Zylinderblock wird unter Druck stehendes Öl zu den Schmierstellen und in Motoren geleitet Flüssigkeitskühlung Die Grundlage des Kühlsystems besteht darin, dass die Flüssigkeit durch ähnliche Löcher durch den Zylinderblock zirkuliert.
Der Zweck der Studie: Untersuchung der Produktionstechnologie des Zylinderblocks.
Studiengegenstand: die Verfahrenstechnik zur Herstellung eines Zylinderblocks.
Studienfach: Produktionstechnik des Zylinderblocks.
Forschungsschwerpunkte:
1. Studieren Sie die wissenschaftliche Literatur zum Thema.
2. Beschreiben Sie den Artikel.
3. Analysieren Sie die Betriebsbedingungen des Zylinderblocks.
4. Erarbeiten Sie die Anforderungen an die Teile des Zylinderblocks.
5. Analysieren Sie, welche Materialien zur Herstellung des Zylinderblocks benötigt werden.
6. Beschreiben Sie jeden technologischen Schritt bei der Herstellung eines Teils.
7. Bestimmen Sie die Produktionsart des Teils
8. Erstellen Sie ein technologisches Produktionsschema.
1 . TtheoretischAnalyseBlockZylinderUndBedingungenseinarbeiten
1.1 BeschreibungEinzelheiten
Der Zylinderblock ist ein Gussteil, das als Basis für einen Verbrennungsmotor dient. Der Kopf des Blocks ist an seinem oberen Teil befestigt, der untere Teil ist Teil des Kurbelgehäuses und hat Lagerflächen zum Einbau der Kurbelwelle.
Der Zylinderblock (oder das Kurbelgehäuse) nimmt Lasten von rotierenden und sich translatorisch bewegenden Teilen auf. Die gebräuchlichsten Reihenvierzylindermotoren haben normalerweise einen aus Grauguss gegossenen Block, seltener aus Aluminium, der Block ist in Bild 1 dargestellt. In diesem Fall sind die Zylinderlaufbuchsen in einem Stück mit dem Block gegossen und bilden einen Kühlmantel zwischen den Linern und den Außenwänden. Der Zylinderblock hat Löcher im unteren Teil - d.h. Betten für Kurbelwellenlagerschalen. Betten werden auf speziellen Präzisionsgeräten mit hoher Präzision bearbeitet.
Abbildung 1 - Kamaz-740-Zylinderblock
Die Zylinder selbst können Teil eines Gussstücks sein (Block ohne Auskleidung) oder separate austauschbare Auskleidungen haben, die "nass" oder "trocken" sein können. Trockenmanschetten werden meist in den Blockkörper eingepresst, Nassmanschetten zusätzlich mit Ringen aus verschiedenen Materialien wie Gummi oder Kupfer abgedichtet. Die Wärmeabfuhr durch die Hülsen an das Kühlmittel hängt von den Eigenschaften des Materials der Hülse und ihrer Dicke ab (je höher die Wärmeleitfähigkeit des Materials und je dünner die Wände der Hülse, desto besser die Wärmeableitung).
Die Verwendung von ausgekleideten Zylindern erhöht die Kosten des Motors geringfügig und verkompliziert seine Montage, vereinfacht jedoch die Reparatur des Blocks, da es in diesem Fall ausreicht, die Laufbuchsen und die Kolbengruppe auszutauschen.
Gleichzeitig muss bei nicht ummantelten Blöcken, wenn der Zylinderspiegel abgenutzt ist, gebohrt und gehont werden, was die Reparatur erheblich erschwert, da eine fast vollständige Demontage des Motors erforderlich ist. Zudem werden an ungeschalte Blöcke sehr hohe Anforderungen hinsichtlich Materialqualität und Gießtechnik gestellt.
Um jeden Zylinder herum befinden sich Gewindebohrungen für die Blockkopf-Befestigungsschrauben. Die Gewindelöcher sind nicht direkt mit der Hülse verbunden (was die Verformung der Hülse beim Anziehen der Kopfschrauben verringert. Eine leichte Verformung der Hülsen beim Anziehen tritt immer noch auf, übersteigt jedoch normalerweise 0,010 bis 0,015 mm nicht, obwohl sie zunehmen kann erheblich, wenn die Kopfschrauben zu fest angezogen werden.
Die Arbeitsflächen von Zylindern und Laufbuchsen, die als Zylinderspiegel bezeichnet werden, sind hochpräzise bearbeitet und weisen eine sehr hohe Reinheit auf. Manchmal wird auf den Spiegel des Zylinders ein spezielles Mikrorelief aufgebracht, dessen Höhe Bruchteile von Mikrometern beträgt. Eine solche Oberfläche hält Öl gut zurück und trägt dazu bei, die Reibung der Seitenfläche des Kolbens und der Ringe am Zylinderspiegel zu verringern.
Der Zylinderspiegel steht in ständigem Kontakt mit dem Kolben und wird mit Motoröl geschmiert, das von den rotierenden Elementen des Kurbelmechanismus versprüht wird. Die hohen technologischen Eigenschaften des Metalls und die Qualität seiner Verarbeitung bestimmen den erforderlichen Oberflächenwiderstand.
Der Kühlmantel dient dazu, Wärme von den Zylinderwänden und vom Motorkopf abzuführen. Der Zweck eines Motorwasserkühlsystems besteht nicht nur darin, Wärme von den Zylinderwänden abzuführen, sondern auch die Auslegungsbetriebstemperatur aufrechtzuerhalten.
Am Kurbelgehäuse des Zylinderblocks befinden sich Befestigungspunkte für Elemente wie einen Generator, einen Klimakompressor, Montagehalterungen, eine Servolenkungspumpe usw. Das Kurbelwellenkurbelgehäuse kann mit einem Zylinderblock in einem einzigen Gehäuse gegossen werden oder es kann daran geschraubt werden. Am Boden des Blockkurbelgehäuses ist eine Ölwanne angebracht, die Motoröl speichern soll. Die Palette besteht normalerweise aus Stahl oder einer Aluminiumlegierung.
1.2 Analyse Bedingungen arbeiten Block Zylinder
Der Motorzylinder ist so konstruiert, dass er nach hinten gerichtet ist Vorwärtsbewegung Kolben, die Wahrnehmung der bei der Kraftstoffverbrennung freigesetzten Energie, die Wahrnehmung und Ableitung von Wärme aus dem Brennraum an das Kühlmittel sowie zur Befestigung der Kurbelwelle zu diesem Zweck werden im Zylinderblock Kanäle zur Schmierung und Kühlung hergestellt. Im Kurbelgehäuse des Zylinderblocks sind Betten zur Befestigung der Kurbelwelle angebracht. Daraus folgt, dass das Blockkurbelgehäuse folgenden Belastungen ausgesetzt ist:
Die Auswirkungen des Gasdrucks;
Die Kraft des Aufpralls von Gasen, die von den Gewindeverbindungen des Zylinderkopfs und den Kurbelwellenlagern wahrgenommen werden;
Innere Trägheitskräfte (Biegekräfte) resultierend aus Trägheitskräften bei Rotation und Oszillation;
innere Torsionskräfte (Verdrehkräfte) zwischen den einzelnen Zylindern;
Das Drehmoment der Kurbelwelle und damit die Reaktionskraft der Motorlager;
Freie Kräfte und Trägheitsmomente, resultierend aus Trägheitskräften bei Schwingungen, die von den Motorlagern wahrgenommen werden;
Seitliche Reibungskräfte, die durch die Bewegung des Kolbens entstehen;
Biegebelastungen durch Gasdruckkräfte und Trägheitskräfte, die über die Pleuel von den Kolben und von der Kurbelwelle übertragen werden, die Belastungen werden auf die Hauptlager der Kurbelwelle übertragen und biegen den Block;
Reibung mit Kolbenelementen (verursacht mechanischen Verschleiß);
Hohe Temperaturen (verursacht Verbrennung und Korrosion des Metalls).
Für den Fall, dass der Zylinderblock aus einer Aluminiumlegierung besteht, wird der Zylinderspiegel in einem speziellen Gusseiseneinsatz (Hülse) hergestellt.
Elastische Verformungen des Blocks oder der Welle führen zur Krümmung der Achsen der Betten und der Hälse der Kurbelwelle. In diesem Fall tritt eine Abnutzung auf, die entlang der Breite des Halses ungleichmäßig ist;
Die von den Laufbuchsen auf das Bett übertragene Last führt bei periodischer Krümmung der Achsen zu Verschleiß an den Oberflächen der Betten selbst (diese Situation ist beispielsweise typisch für Pleuellager langer Wellen mit einer geringen Anzahl von Stützen ( beispielsweise eine vierfach gelagerte Welle eines Reihensechszylindermotors);
1.3 Abfassung Anforderungen Zu Einzelheiten Block Zylinder
Nach Untersuchung der Betriebsbedingungen des Kurbelgehäuses können Anforderungen an die Eigenschaften des Zylinderblocks eines Verbrennungsmotors gestellt werden, nämlich:
Die Steifigkeit ist eine Blockeigenschaft, die die elastische Verformung des Blocks unter Einwirkung verschiedener Kräfte bestimmt. Während des Motorbetriebs erfährt die Kurbelwelle Biegebelastungen durch Gasdruckkräfte und Trägheitskräfte, die von den Kolben über die Pleuelstangen übertragen werden. Von der Kurbelwelle werden Lasten auf die Hauptlager der Kurbelwelle übertragen und biegen den Block. Bei ungenügender Steifigkeit kann dies zu beschleunigtem Lagerverschleiß und Motorschaden führen. Die Biegesteifigkeit des Blocks steigt üblicherweise mit zunehmendem Abstand von der Hauptlagertrennebene zur unteren Trennebene des Blocks und der Ölwanne, wie in Bild 2 dargestellt, sowie mit zunehmender Blockbreite und Wandstärke. Dies ist besonders wichtig für Reihen-Mehrzylindermotoren (mit 5-6 Zylindern).
Abbildung 2 - Erhöhung der Steifigkeit des Kurbelgehäuses (a) durch Vergrößerung der Größe H (b)
Toleranz der Öffnungen aller Betten des Blocks;
Gleiche Größe (Durchmesser) aller Betten (mit Ausnahme von Sonderanfertigungen);
Rechtwinkligkeit der Achsen von Betten und Zylindern;
Parallelität der Ebene des Blockverbinders mit dem Kopf und der Achse der Betten;
Parallelität der Achsen der Betten der Hilfs- und Nockenwellen (falls sie im Block eingebaut sind) zur Achse der Betten der Kurbelwelle;
Abweichungen von der Rechtwinkligkeit und Parallelität sollten die Hälfte des Arbeitsspiels der Teile nicht überschreiten. Bei einem Spalt von 0,04 + 0,06 mm sind das nicht mehr als 0,02 + 0,03 mm.
1.4 Material Für Herstellung Block Zylinder
Das Kurbelgehäuse ist eines der schwersten Teile des gesamten Autos und nimmt den fahrdynamisch kritischsten Platz ein: den Platz über der Vorderachse. Daher wird gerade hier versucht, das Potenzial zur Massenreduktion voll auszuschöpfen. Der seit Jahrzehnten als Kurbelgehäusewerkstoff verwendete Grauguss wird sowohl bei Otto- als auch bei Dieselmotoren zunehmend durch Aluminiumlegierungen ersetzt. Dadurch kann eine erhebliche Gewichtsreduzierung erzielt werden.
1.4.1 Grauguss
Gusseisen ist eine Eisenlegierung mit mehr als 2 % Kohlenstoff und mehr als 1,5 % Silizium. Grauguss enthält überschüssigen Kohlenstoff in Form von Graphit. Für Blockkurbelgehäuse von Dieselmotoren wurde und wird Gusseisen mit Lamellengraphit verwendet, das seinen Namen von der Lage des Graphits darin erhielt. Weitere Bestandteile der Legierung sind Mangan, Schwefel und Phosphor in sehr geringen Mengen.
Als Werkstoff für Blockkurbelgehäuse von Serienmotoren wurde von Anfang an Gusseisen vorgeschlagen, da dieser Werkstoff nicht teuer ist, sich einfach verarbeiten lässt und die notwendigen Eigenschaften besitzt. Leichtmetalle konnten diese Anforderungen lange nicht erfüllen. Automobilhersteller verwenden Gusseisen mit Lamellengraphit für ihre Motoren wegen seiner besonders günstigen Eigenschaften, nämlich:
Gute Wärmeleitfähigkeit;
Gute Festigkeitseigenschaften;
Einfache Bearbeitung;
Gute Gießeigenschaften;
Sehr gute Dämpfung.
Hervorragende Dämpfung ist eines der Markenzeichen von Gusseisen mit Lamellengraphit. Es bedeutet die Fähigkeit, Schwingungen wahrzunehmen und durch innere Reibung zu dämpfen. Dadurch werden die Vibrations- und Akustikeigenschaften des Motors deutlich verbessert.
Gute Eigenschaften, Festigkeit und einfache Verarbeitung machen das Grauguss-Kurbelgehäuse heute konkurrenzfähig. Aufgrund der hohen Festigkeit, Benzinmotoren und Dieselmotoren werden heute noch mit Kurbelgehäusen aus Grauguss hergestellt. Steigende Anforderungen an die Masse des Motors in einem Pkw werden in Zukunft nur noch Leichtmetalle erfüllen können.
1.4.2 Aluminiumlegierungen
Kurbelgehäuse aus Aluminiumlegierungen sind noch relativ neu und werden nur für Dieselmotoren verwendet.
Die Dichte von Aluminiumlegierungen beträgt etwa ein Drittel im Vergleich zu Grauguss. Der Massevorteil steht aber im gleichen Verhältnis, denn aufgrund der geringeren Festigkeit muss ein solches Blockkurbelgehäuse massiver ausgeführt werden. Weitere Eigenschaften von Aluminiumlegierungen:
Gute Wärmeleitfähigkeit;
Einfache Bearbeitung.
Reines Aluminium ist zum Gießen eines Kurbelgehäuses nicht geeignet, da es keine ausreichend guten Festigkeitseigenschaften aufweist. Im Gegensatz zum Grauguss werden hier die Hauptlegierungsbestandteile in relativ großen Mengen zugesetzt.
Legierungen werden je nach vorherrschendem Legierungszusatz in vier Gruppen eingeteilt. Diese Zusätze:
Silizium (Si);
Kupfer (Cu);
Magnesium (Md);
Für Aluminium-Blockkurbelgehäuse werden ausschließlich AlSi-Legierungen verwendet. Sie werden durch kleine Zusätze von Kupfer oder Magnesium verbessert.
Silizium wirkt sich positiv auf die Festigkeit der Legierung aus. Wenn der Anteil mehr als 12 % beträgt, kann durch eine spezielle Bearbeitung eine sehr hohe Oberflächenhärte erreicht werden, obwohl das Schneiden kompliziert ist. Im Bereich von 12 % liegen hervorragende Gießeigenschaften vor.
Die Zugabe von Kupfer (2-4 %) kann die Gießeigenschaften der Legierung verbessern, wenn der Siliziumgehalt weniger als 12 % beträgt.
Eine geringe Zugabe von Magnesium (0,2-0,5%) erhöht die Festigkeitswerte deutlich.
Für Benzin- und Dieselmotoren wird die Aluminiumlegierung AISi7MgCuO.5 verwendet. Wie aus der Bezeichnung AISi7MgCuO.5 ersichtlich, enthält diese Legierung 7 % Silizium und 0,5 % Kupfer.
Es hat eine hohe dynamische Festigkeit. Weitere positive Eigenschaften sind gute Gießeigenschaften und Duktilität. Allerdings lässt sich damit keine ausreichend verschleißfeste Oberfläche erzielen, die für den Zylinderspiegel erforderlich ist. Daher muss der Kurbelgehäuseblock aus AISI7MgCuO,5 mit Zylinderlaufbuchsen gefertigt werden.
Fortschrittliche Forscher denken darüber nach, ein noch leichteres Material zu verwenden - eine Magnesiumlegierung. Es wurden Prototypmotoren gebaut, bei denen Metallzylinderlaufbuchsen in leichte Kunststoffblöcke eingebaut wurden, obwohl sich diese Motoren als furchtbar laut herausstellten.
So müssen für das Aluminium-Kurbelgehäuse des Motors nur AlSi-Legierungen, nämlich AL4, verwendet werden. Sie werden durch kleine Zusätze von Kupfer oder Magnesium verbessert. Silizium wirkt sich positiv auf die Festigkeit der Legierung aus. Wenn der Anteil mehr als 12 % beträgt, kann durch eine spezielle Bearbeitung eine sehr hohe Oberflächenhärte erreicht werden, obwohl das Schneiden kompliziert ist. Im Bereich von 12 % liegen hervorragende Gießeigenschaften vor.
Die Zugabe von Kupfer (2-4 %) kann die Gießeigenschaften der Legierung verbessern, wenn der Siliziumgehalt weniger als 12 % beträgt. Eine kleine Zugabe von Magnesium (0,2-0,5%) erhöht die Werte der dynamischen Festigkeit erheblich. Weitere positive Eigenschaften sind gute Gießeigenschaften und Duktilität. Allerdings lässt sich damit keine ausreichend verschleißfeste Oberfläche erzielen, die für den Zylinderspiegel erforderlich ist. Daher muss der Kurbelgehäuseblock von AL4 mit Zylinderlaufbuchsen hergestellt werden.
1.4.3 Materialanalyse
Der gusseiserne Block ist am steifsten, was bedeutet, dass er unter sonst gleichen Bedingungen den höchsten Belastungen standhält und am wenigsten anfällig für Überhitzung ist. Die Wärmekapazität von Gusseisen ist etwa halb so groß wie die von Aluminium, wodurch sich ein Motor mit Gussblock schneller auf Betriebstemperatur erwärmt. Gusseisen ist jedoch sehr schwer (2,7-mal schwerer als Aluminium), korrosionsanfällig und seine Wärmeleitfähigkeit ist etwa 4-mal geringer als die von Aluminium, sodass der Motor mit einem Kurbelgehäuse aus Gusseisen ein intensiveres Kühlsystem hat.
Aluminium-Zylinderblöcke sind leichter und kühler besser, aber in diesem Fall gibt es ein Problem mit dem Material, aus dem die Zylinderwände direkt hergestellt sind. Wenn die Kolben eines Motors mit einem solchen Block aus Gusseisen oder Stahl bestehen, verschleißen sie die Zylinderwände aus Aluminium sehr schnell. Wenn die Kolben aus weichem Aluminium bestehen, „greifen“ sie einfach an den Wänden und der Motor blockiert sofort. Die Dichte von Aluminiumlegierungen beträgt etwa ein Drittel im Vergleich zu Grauguss. Der Massevorteil steht aber im gleichen Verhältnis, denn aufgrund der geringeren Festigkeit muss ein solches Blockkurbelgehäuse massiver ausgeführt werden. Weitere Eigenschaften von Aluminiumlegierungen:
Gute Wärmeleitfähigkeit;
Gute chemische Beständigkeit;
Gute Festigkeitseigenschaften;
Einfache Bearbeitung.
Mechanische Eigenschaften sind in Tabelle 1 aufgeführt:
Tabelle 1 – Mechanische Eigenschaften von Materialien
S in - Kurzzeitfestigkeitsgrenze, MPa
S T - Proportionalitätsgrenze, MPa
HB - Brinellhärte, MPa
Fazit: In diesem Kapitel werden die Materialien analysiert, aus denen der Zylinderblock besteht. Der Zylinderblock des Kamaz-740-Motors besteht aus Gusseisen, da Gusseisen dem höchsten Kraftaufwand standhält und am wenigsten anfällig für Überhitzung ist. Die Wärmekapazität von Gusseisen ist etwa halb so groß wie die von Aluminium, wodurch sich ein Motor mit Gussblock schneller auf Betriebstemperatur erwärmt.
2 . REntwicklungTechnologienProduktionEinzelheiten
2.1 TechnologischplanenProduktionEinzelheiten
BokZylindertechnologischuiplanenMA
Abbildung 3 - technologisches Schema der Produktion
2.2 DomainProduktion
Hochofenherstellung, Herstellung von Roheisen durch Reduktionsschmelzen von Eisenerzen oder stückigen Eisenerzkonzentraten in Hochöfen. Die Hochofenproduktion ist ein Zweig der Eisenmetallurgie.
Die Ausgangsstoffe (Charge) in der Hochofenproduktion sind: Eisenerz, Manganerz, Sinter, Pellets sowie Brennstoff und Zuschlagstoffe. Geflusster Sinter (über 90%), der 50-60% Fe mit einer Basizität von 1,1-1,3 enthält, hat eine breite Anwendung in der Beschickung von Hochöfen gefunden; Die Verwendung von gefluxten Pellets nimmt zu. Die wichtigsten Eigenschaften eisenhaltige Einsatzstoffe, die die technischen und wirtschaftlichen Kennzahlen der Hochofenverhüttung bestimmen: Eisengehalt, Gangartzusammensetzung, die Menge an schädlichen Verunreinigungen sowie Korngrößenverteilung, Festigkeit und Reduzierbarkeit. Das Schmelzen wird immer beliebter, da ein Teil des Kokses durch gasförmigen, flüssigen oder festen Brennstoff ersetzt wird, der in den Herd eines Hochofens geblasen wird. Als Flussmittel wird Kalkstein, manchmal Dolomit, verwendet.
Die wichtigsten Roheisenarten, die in Hochöfen erschmolzen werden, sind: Roheisen, das für die Stahlerzeugung in Stahlwerken verwendet wird; Gießerei für Eisenguss; spezielle Gusseisen. Nebenprodukte: Hochofengas mit einem Heizwert von 3,6-4,6 MJ/m3 (850-1100 kcal/m3) wird nach der Entstaubung zum Aufheizen des Windes in Lufterhitzern sowie in Werkskesselanlagen, Kokereien, Sinteranlagen und einige andere Werkstätten; Hochofenschlacke wird hauptsächlich in der Industrie verwendet Baumaterial; Flugstaub, der aus dem Ofen entfernt und durch das Gasreinigungssystem aufgefangen wird und 30-50 % Fe enthält, wird nach seiner vorläufigen Agglomeration (hauptsächlich durch Agglomeration) in die Beschickung von Hochöfen zurückgeführt.
Hochofen Abbildung 4 zeigt einen runden Schachtofen; mit feuerfestem Mauerwerk ausgekleidet (oberer Teil mit Schamottesteinen, unterer Teil - hauptsächlich mit Kohlenstoffblöcken). Um die Hitze des Mauerwerks zu verhindern und das Ofengehäuse vor hohen Temperaturen zu schützen, werden Kühlschränke verwendet, in denen Wasser zirkuliert. Das Ofengehäuse und die obere Vorrichtung werden von Säulen getragen, die auf dem Fundament montiert sind.
Die Beschickung des Ofenkopfes erfolgt über Skips, seltener über Bandförderer. Über einen Aufnahmetrichter und eine aufgesetzte Beschickungseinrichtung werden die Skips in den Ofen entladen. Luft (Wind) von Gebläsen wird dem Ofen durch Lufterhitzer (in denen sie auf 1000-1200°C erhitzt wird) und Düsenvorrichtungen zugeführt, die um den Umfang des Herdes herum installiert sind. Durch die Blasdüsen wird auch zusätzlicher Brennstoff (Erdgas, Heizöl oder Kohlenstaub) eingeblasen.
Die Schmelzprodukte werden durch Abstichlöcher im unteren Teil des Herdes in Eisen- und Schlackenpfannen abgelassen. Das im Ofen gebildete Gichtgas wird durch im Ofendom angeordnete Gasauslässe abgeführt.
Der Abstand zwischen der Achse des gusseisernen Abstichlochs und der Unterkante des großen Beschickungskegels im abgesenkten Zustand wird als Nutzhöhe des Hochofens bezeichnet, und das entsprechende Volumen ist das Nutzvolumen des Hochofens. Leistungsstarke Hochöfen nutzbares Volumen 2000-3000 m3 und gehören zu den größten der Welt. Die Richtlinien des 9. Fünfjahresplans sehen den Bau von Hochöfen mit einem Volumen von 5.000 m3 vor.
Der Betrieb eines Hochofens beginnt mit seinem Einblasen. In diesem Fall werden der Herd und die Schultern mit Koks und der Schacht mit der sogenannten Blasladung beladen. Dem voll beladenen Ofen wird ein erhitzter Wind (reduzierte Menge) zugeführt, der Koks entzündet sich und das Absinken der Materialien beginnt. Die erste Freisetzung von Roheisen und Schlacke erfolgt nach 12 bis 24 Stunden, danach steigen die Blasmenge und die Erzbelastung (das Verhältnis der Erzmasse zur Koksmasse im Futter) allmählich an und einige wenige Tage nach dem Einblasen erreicht der Hochofen seine normale Produktivität.
Abbildung 4 – Hochofen ShPD-39
Dauerbetrieb (Kampagne) eines Hochofens von Anblasen zu Anblasen (Halt bei Überholung) dauert 5-6 und in einigen Fällen 8-10 Jahre oder mehr, in denen der Ofen 1-2 Mal für die sogenannte stoppt durchschnittliche Reparatur um das abgenutzte Mauerwerk der Mine zu ersetzen. Das Schmelzen von Roheisen auf leistungsstarken Öfen in einer Kampagne erreicht 5-8 Millionen Tonnen Roheisen und mehr.
Die Steuerung des Betriebs (des Betriebs) eines Hochofens besteht in der Regulierung (in Übereinstimmung mit der Qualität der Rohstoffe und der Art des zu schmelzenden Gusseisens) der Zusammensetzung des Einsatzmaterials, der Menge, der Temperatur und der Feuchtigkeit des Hochofens, sowie sowie die Futtermenge bzw. Ladereihenfolge einzelner Ladungskomponenten und die Höhe der Ladung. Der Fortschritt des Hochofens wird kontrolliert Messgeräte, Registrierung der Hauptparameter Beschickung, Wind, Gichtgas, Temperatur des Ofenmauerwerks bei verschiedenen Horizonten.
Erzielte Verteilung beim Schmelzen durch Blasen weitere Arten Brennstoff, Anreicherung der Explosion mit Sauerstoff und Arbeit mit Bluthochdruck Rauchgase. Mit steigendem Druck an der Oberseite nimmt der Druckabfall zwischen Boden und Decke des Hochofens ab; dies führt zu einem gleichmäßigeren Absinken der Ladung, verbessert Restaurierungsarbeiten Illustrationen zum Artikel zum Thema "Domainproduktion". Gase, verringert die Staubentfernung.
Die Domänenproduktion wird charakterisiert ein hohes Maß Automatisierung. Bei einem modernen Hochofen werden alle Beschickungsvorgänge automatisch durchgeführt: ein Satz von Beschickungskomponenten mit Feingutsiebung, Wiegen, Transport nach oben und Beladen des Ofens nach einem vorgegebenen Programm. Die optimale Ladungshöhe und Verteilung der Einsatzstoffe auf dem Top, Topgasdruck, Wasserverbrauch zur Kühlung, Temperatur und Luftfeuchtigkeit des Strahlguts sowie Sauerstoffgehalt und Durchflussmenge werden automatisch eingehalten. Erdgas. Das Schalten von Lufterhitzern und die Steuerung des Modus ihrer Heizung ist automatisiert. Automatische Analysatoren sorgen für eine kontinuierliche Registrierung der Topgaszusammensetzung und -explosion. Automatische Steuerungssysteme für Spreng- und Erdgasversorgung werden gemäß eingeführt Gesamtverbrauch, und für einzelne Blasdüsen.
Neue Hochöfen sind mit zentralisierten Steuerungs- und Managementsystemen ausgestattet, die eine Mittelung der Instrumentenindikatoren und die Berechnung komplexer Indikatoren des Ofenbetriebs ermöglichen. Es wird an der integrierten Automatisierung der Hochofenproduktion gearbeitet, einschließlich der computergestützten Steuerung des thermischen Regimes des Hochofens.
2.3 Sekundär Kernschmelze
Der Kupolofen ist ein Schachtofen, dessen Basis ein geschweißtes Metallgehäuse 1 ist, das von innen mit feuerfesten Steinen 2 ausgekleidet ist. Der Spalt zwischen dem Gehäuse und der Auskleidung ist mit trockenem Quarzsand 3 gefüllt. Im oberen Teil des Kupolofen befindet sich ein Beschickungsfenster 4. Der unterhalb des Beschickungsfensters befindliche Teil des Kupolschachts ist mit gusseisernen Hohlziegeln 5 ausgekleidet, die ihn vor Zerstörung beim Beschickungsgut 7 schützen.
Beladen Sie die Kuppel Bild 4 mit einem Hubwerk oder Auslegerkran. Oberer Teil Kuppel endet mit einem Funkenfänger 6.
Abbildung 4-Kuppel
Um die Verbrennung in der Kuppel aufrechtzuerhalten, wird durch spezielle Öffnungen 8, Winddüsen genannt, Luft (Gebläse) zugeführt, die von einem Ventilator gepumpt wird. Geschmolzenes Gusseisen fließt den Herd 9 hinunter, der sich im unteren Teil des Schachts befindet, durch ein spezielles Loch und eine Rutsche in den Lagertank 10. Zu Beginn der Arbeit wird eine 500–1500 mm hohe Koksschicht in den geladen Kuppel und angezündet. Diese Koksschicht wird Leerlaufkopf genannt. Dann werden der Arbeitskokskopf, das Flussmittel und der erste Teil der Metallcharge auf den Leerlaufkopf geladen. Nach dem Laden der Materialien wird die für die Brennstoffverbrennung notwendige Luft durch die Blasdüsen zugeführt. Im Schmelzband werden Gusseisen und Schlacke geschmolzen und fließen nach unten in den Kuppelherd. Die entstehenden Gase steigen auf, erhitzen die Metallmischung und den Kraftstoff und strömen dann in das Rohr. Wenn der Koks brennt und das Gusseisen schmilzt, sinkt die in den Kupolofen geladene Charge nach unten, und neue Portionen der Chargenmaterialien werden an ihrer Stelle geladen. Während des Schmelzvorgangs sammelt sich flüssiges Eisen im Herd des Kupolofens an. Die Schlacke schwimmt an die Oberfläche des Gusseisens und wird periodisch durch das Schlackenloch ausgetragen. Das angesammelte Roheisen wird durch das Stichloch entlang der Rutsche in einen speziellen Horter und dann in die Pfanne abgelassen. Produktivität Kuppeln 0,5--30 Tonnen Eisen pro Stunde.
Um zu Brandschutz und zum Schutz vor Verschmutzung der Umgebung sind die Kuppeln mit Funkenfängern ausgestattet, die gleichzeitig Staubsammler sind.
2.4 Gießen Einzelheiten Von verlorenes Wachs Modelle
Für diesen Teil wählen wir Feinguss.
Es wird bei der Herstellung von hochpräzisen Teilen (z. B. Turbinenschaufeln usw.) verwendet. Es wird aus niedrig schmelzenden Materialien hergestellt: Paraffin, Stearin usw. genaues Modell Produkte und Gating-System. Die Modellzusammensetzung P50S50, bestehend aus 50 % Stearin und 50 % Paraffin, hat die breiteste Anwendung gefunden, für großformatige Produkte werden weniger verzugsempfindliche Salzzusammensetzungen verwendet. Anschließend wird das Modell in eine flüssige Suspension auf Basis eines Bindemittels und eines feuerfesten Füllstoffs getaucht. Als Bindemittel werden hydrolysierte Ethylsilikatsorten ETS 32 und ETS 40 verwendet, die Hydrolyse wird in einer Lösung aus Säure, Wasser und einem Lösungsmittel (Alkohol, Aceton) durchgeführt. Derzeit finden in LVM Kieselsole Anwendung, die unter Werkstattbedingungen keine Hydrolyse erfordern und umweltfreundlich sind. Als feuerfester Füllstoff werden verwendet: Elektrokorund, Distensilimanit, Quarz etc. Auf den Modellblock (Modell und LPS) wird eine Suspension aufgetragen und aufgestreut, also 6 bis 10 Schichten aufgetragen. Mit jeder weiteren Schicht ändert sich der Kornanteil der Bestreuung, um eine dichte Oberfläche der Formschale zu bilden. Das Trocknen jeder Schicht dauert mindestens eine halbe Stunde, um den Vorgang zu beschleunigen, werden spezielle Trockenschränke verwendet, in die Ammoniakgas gepumpt wird. Aus der geformten Schale wird eine Modellzusammensetzung geschmolzen: in Wasser, in einer Modellzusammensetzung, durch Brennen, Dampf hoher Druck. Nach dem Trocknen und Aufschmelzen wird der Block bei einer Temperatur von ca. 1000°C kalziniert, um zur Gasbildung befähigte Stoffe aus der Schalenform zu entfernen. Danach gehen die Muscheln an die Füllung. Vor dem Gießen werden die Blöcke in Öfen bis 1000 erhitzt. Der erhitzte Block wird in den Ofen eingebaut und das erhitzte Metall in die Schale gegossen. Der gefüllte Block wird in einem Thermostat oder an Luft gekühlt. Wenn der Block vollständig abgekühlt ist, wird er zum Knockout geschickt. Durch Hammerschläge auf den Angussbecher wird Keramik abgeschlagen, dann wird ein Stück LPS hergestellt und wir bekommen einen Guss.
Die Vorteile dieses Verfahrens sind: die Möglichkeit, Teile aus Legierungen herzustellen, die nicht bearbeitet werden können; Erhalt von Gussstücken mit Maßgenauigkeit bis zu 11 - 13 Qualität und Oberflächenrauheit Ra 2,5 - 1,25 Mikron, was in einigen Fällen das Schneiden eliminiert; die Möglichkeit, Maschinenknoten zu erhalten, die wann herkömmliche Weisen Das Gussteil müsste aus Einzelteilen zusammengebaut werden. Feinguss wird unter Bedingungen der Einzel- (Versuchs-), Serien- und Massenproduktion verwendet.
Aufgrund großer Aufwand Metall und die hohen Kosten des LVM-Prozesses werden nur für kritische Teile verwendet.
Das Feingussverfahren basiert auf folgendem Grundprinzip:
* Eine Kopie oder ein Modell des Endprodukts besteht aus schmelzbarem Material.
* Dieses Modell ist von einer Keramikmasse umgeben, die aushärtet und eine Form bildet.
* Beim anschließenden Erhitzen (Kalzinieren) der Form wird das Gussmodell aufgeschmolzen und entfernt.
* Anstelle des entfernten Wachses wird dann Metall in den Hohlraum gegossen, der das ursprüngliche Gussmodell genau reproduziert.
2.5 Schlosser-mechanisch Behandlung
Fräsen (Fräsen) - Bearbeitung von Materialien durch Schneiden mit einem Fräser.
Der Fräser führt eine Rotations- und das Werkstück eine überwiegend translatorische Bewegung aus.
Am Fräsprozess sind zwei Objekte beteiligt - ein Fräser und ein Werkstück. Der Rohling ist der zukünftige Teil.
IN dieser Fall Da wir Bohren, Bohren von Löchern benötigen, verwenden wir Schaftfräsen.
Abbildung 6 - Ausrüstung zum Fräsen von VB 182 M
Endbearbeitung des Zylinderblocks - Fräsen der Außenfläche, Bohren und Bohren von Löchern.
Um Genauigkeit zu gewährleisten, werden Blöcke in einer minimalen Anzahl von Rücksetzungen verarbeitet. Der Prozess ist vollständig automatisiert (Abbildung 6) – das Maschinensteuerungsprogramm gibt sequentielle Befehle an den Roboter.
Von der Fertigstellung des Zylinderkopfes ist eine Person ausgeschlossen.
Nach dem Fräsen werden die Teile an die Lager geschickt.
Fazit: In diesem Kapitel wurde eine Technologie zur Herstellung eines Zylinderblocks für den Kamaz-740-Motor entwickelt, die aus vier Hauptstufen besteht:
1. Domain-Produktion
2. Sekundäres Schmelzen
3. Feinguss
4. Schlosser und mechanische Bearbeitung.
3. UMDefinitionTypProduktionBlockZylinderMotorKMZ-740
ICH. Fertigungsprozess Gusseisenblock Zylinder werden in Hochofenverfahren, Feingussverfahren, Schlosserbearbeitung unterteilt.
Der Prozess der Hochofenproduktion bei der Herstellung eines Zylinderblocks:
Beschickung des Bunkers mit Einsatzstoffen
Beschickung von Charge in die Oberseite eines Hochofens
heiße Explosion
Gusseisenguss
Schlackenguss
1) Der Betrieb der Zufuhr von Einsatzmaterialien zum Bunker - 15 Arbeitsplätze
2) Der Vorgang des Zuführens der Charge in den oberen Teil des Hochofens - 6 Arbeitsgänge
3) Der Betrieb der Lieferung von Heißwind - 3 Arbeitsplätze
4) Gusseisen-Gießvorgang – 9 Arbeitsgänge
5) Schlackengießvorgang - 5 Arbeitsplätze
Operationen - 5
Arbeitsplätze - 38
KZO 5/38=0,13 - Massenproduktion
Das Produktionsvolumen pro Schicht beträgt: 12136 t.
II. Feingussverfahren
Modellbau
Zusammenbau bilden
Kalzinierung
Formular ausfüllen
Gussreinigung
schlagen
1) Modellherstellungsbetrieb - 4 Arbeitsplätze
2) Formmontagebetrieb - 5 Arbeitsplätze
3) Operation Kalzinierung - 2 Arbeitsplätze
4) Füllvorgang - 2 Jobs
5) Gussreinigungsvorgang – 3 Jobs
6) Knockout-Operation - 3 Jobs
Operationen - 6
Arbeitsplätze - 19
KZO 6/19=0,3 - Massenproduktion
Das Produktionsvolumen pro Schicht beträgt: 163 Stk.
III. Schlosser und mechanische Bearbeitung
Schlosser und mechanische Bearbeitung an der Maschine
Fräsen der Außenfläche durch Schaftfräsen
Bohren der erforderlichen Löcher durch Schaftfräsen
Aufbohren vorhandener Löcher mit Schaftfräsen
1) Der Betrieb von Metallbearbeitung und mechanischer Bearbeitung an der Maschine - 2 Arbeitsplätze
2) Operation Fräsen der Außenfläche durch Schaftfräsen - 1 Arbeitsplatz
3) Der Vorgang des Bohrens der erforderlichen Löcher durch Schaftfräsen - 1 Arbeitsplatz
4) Aufbohren vorhandener Löcher durch Schaftfräsen - 1 Arbeitsplatz
Operationen - 4
Arbeitsplätze - 5
KZO 4/5= 0,8 - Massenproduktion.
Das Produktionsvolumen pro Schicht beträgt: 53Stk.
Die Werte der Befestigungskoeffizienten entsprechen den Vorgängen des Hochofenverfahrens, des Feingussverfahrens und der Metallbearbeitung Massenproduktion Daher bezieht sich die Produktion von Zylinderblöcken auf die Massenproduktion.
3 . 1 EntwicklungAnforderungenZuHerstellbarkeitEntwürfeProdukte
3 .1 .1 AnforderungenHerstellbarkeitEntwürfegießenEinzelheiten
1. Bei der Entwicklung des Designs eines Formteils ist eine ungehinderte Entnahme des Modells aus der Form erforderlich. Dies wird durch die Anordnung entsprechender Schrägen sichergestellt, die an den Wänden der Gussstücke senkrecht zur Ebene des Verbinders angeordnet sind. Ein Modell ohne Formschrägen bricht die Form, wenn es entfernt wird.
2. Das Gussteil muss eine gleichmäßige Wandstärke haben, lokale Anhäufungen von Metall, sogenannte Hot Spots oder thermische Knoten vermeiden. Der thermische Knoten ist ein Ort der lokalen Ansammlung von Metall, das länger heiß bleibt, und die Bildung von Schrumpfbrüchigkeit und Schalen ist wahrscheinlicher. Auch die Wandstärke beeinflusst die Masse des fertigen Produkts. Eine Dickenabnahme der Bauteile des Gussstücks ist jedoch nur in gewissen Grenzen zulässig, die durch die Festigkeitsverhältnisse, die Gießeigenschaften der Legierungen und die Möglichkeiten des gewählten Gießverfahrens begrenzt sind.
3. Das Gussteil sollte keine scharfen Ecken und scharfen Übergänge von dicken zu dünnen Wänden haben. Schräg zueinander stehende Wände sowie Wände unterschiedlicher Dicke sollten mit fließenden Übergängen verbunden werden. Dies schafft Bedingungen für eine gleichmäßigere Abkühlung des Gussteils, reduziert Eigenspannungen und verhindert Verzug und Risse. Für Grauguss werden folgende Radien empfohlen: 1, 2, 3, 5, 8, 10, 16, 20, 25, 32, 40 mm.
4. Das Gussstück sollte so gestaltet sein, dass die Anzahl der Kerne in der Form minimal ist. Dies vereinfacht die Herstellung und den Zusammenbau der Form. Für die Herstellung des Zylinderblocks werden 2 Stangen benötigt.
5. Gewährleistung einer minimalen Rauheit der Gussoberflächen, um den Arbeitsaufwand bei der Bearbeitung des Teils zu reduzieren. Die minimale Oberflächenrauhigkeit im Feinguss beträgt Rz = 80...40 µm.
6. Das Casting muss haben Höchstgrad Genauigkeit, um den Arbeitsaufwand bei der Bearbeitung des Teils zu reduzieren. Beim Guss auf Einbettmassemodellen ist die Gussgenauigkeit gröber als 14..16 Qualität.
7. Bei der Konstruktion von Gussstücken sollte das Prinzip der gerichteten Erstarrung des Gussstücks angewendet werden. Die gerichtete Erstarrung trägt zur Herstellung hochwertiger, dichter Gussteile ohne Schwindungsfehler bei.
3.1.2 Anforderungen an die Herstellbarkeit von Metallarbeiten und mechanische Bearbeitung
1. Rechtzeitiges Schärfen oder Ersetzen von Schneidwerkzeugen, um Bearbeitungsfehler zu reduzieren, die durch dimensionalen Verschleiß des Werkzeugs verursacht werden, und infolgedessen Produktfehler zu reduzieren. Der maximal zulässige Abstumpfungsradius der Fräserzähne beträgt p = 30…40 µm.
2. Der Einsatz von hochpräzisen Maschinen zur Reduzierung von Verarbeitungsfehlern, die durch die Maschineneinrichtung verursacht werden.
3. Die Einbindung hochqualifizierter Einsteller, von denen die Genauigkeit der Verarbeitung durch den automatischen Erhalt der Größe auf einer vorkonfigurierten Maschine abhängt. Anziehungskraft der Mechanik der 5. Kategorie.
4. Die Anwendung des Gleichlauffräsens, bei dem mit entgegengesetzten Bewegungsrichtungen des Fräsers und des zu bearbeitenden Werkstücks an der Kontaktstelle gefräst wird. Beim Gegenlauffräsen ist der Schneidvorgang ruhiger, da die Schnittdicke gleichmäßig zunimmt und die Belastung der Maschine daher allmählich zunimmt.
5. Die Wahl der rationellen Verarbeitungsmethode, um die Maschinenzeit zu reduzieren. Sie wird durchgeführt durch: Erhöhung der Anzahl gleichzeitig bearbeiteter Werkstücke; Zunahme gleichzeitig arbeitender Fräser.
6. Die Verwendung von Hartmetall-Schaftfräsern, die einen steiferen Halt auf dem Dorn oder der Spindel bieten, ist produktiver als das Fräsen mit zylindrischen Fräsern.
7. Die Verwendung von Honen anstelle von Superfinish, während die Produktivität aufgrund von 2-4 mal höher ist als beim Superfinish mehr bar und Hochdruck. Die Zylinder werden auf eine Rauheit von 0,32 Mikron gehont. Die Drehzahl beim Honen beträgt 250-350 U/min.
3.1.3 Herstellbarkeitsanforderungen für den Hochofenprozess
1. Die Verwendung von Koks mit hoher mechanischer Festigkeit im heißen Zustand, aufgrund des Vorhandenseins von Koks im unteren Teil der Charge, was wahrgenommen wird schwere Lasten aus der Ladesäule.
2. Fehlender Gehalt an kleinen und großen Fraktionen im Koks. Hochofenkoks sollte eine Stückgröße von nicht weniger als 25-40 mm und nicht mehr als 80 mm haben.
3. Die Verwendung von Koks mit hoher Porosität, je höher die Porosität, desto intensiver die Verbrennung von Koks. Die Porosität variiert zwischen 35 und 50 % des Volumens des gesamten Stücks.
5. Gewährleistung minimaler Feuchtigkeitsschwankungen im Koks, um die angegebenen zu gewährleisten thermisches RegimeÖfen, wenn Koks nach Gewicht geladen wird. Der Feuchtigkeitsgehalt im Koks beim Trockenlöschen übersteigt 1 % nicht.
6. Die Verwendung von Eisenerz mit einem hohen Eisengehalt (50-60%), um die Produktivität und Wirtschaftlichkeit des Hochofens zu verbessern.
7. Verwendung von Flussmitteln zur Senkung der Schmelztemperatur von Abfallgestein, Verschlackung von Koksasche und Erhalt einer flüssigen Schlacke mit hoher Schwefelabsorptionskapazität. Als Flussmittel werden Dolomit, Kalkstein und Kalk im Verhältnis 1,0:(3,5–3,6):(0,5–0,6) verwendet.
8. Verwendung von hocherhitztem Wind, um den Koksverbrauch zu reduzieren. Bei einer Erhöhung der Strahltemperatur von 1000 auf 1200 °C sinkt der Koksverbrauch um 4,5 %.
9. Automatisierung der Verteilung von Hoch- und Erdgas, während die Produktivität der Hochöfen um 2-4 % steigt und der Koksverbrauch um 1-3 % sinkt.
10. Erhöhung des Gasdruckes am Kopf auf bis zu 0,18 MN*m zur Verbesserung der Bedingungen für die Eisenreduktion, Reduzierung des Koksverbrauchs und Reduzierung des Hochofenstaubaustrags.
Fazit: In diesem Abschnitt wurden die wichtigsten Herstellbarkeitsanforderungen für drei Prozesse zur Herstellung eines KMZ-Zylinderkopfes aus grauem Sonderguss formuliert, nämlich die Anforderungen an ein durch Feinguss erhaltenes Teil, die Anforderungen an den Prozess der spanenden Metallbearbeitung eines durch Gießen erhaltenen Teils und die Anforderungen an das Hochofenverfahren zum Gießen von Blöcken aus Grauguss.
Auch in diesem Abschnitt wurde der Konsolidierungskoeffizient von Betrieben berechnet, die der Massenproduktion entsprechen, daher bezieht sich die Produktion eines Zylinderblocks auf die Massenproduktion.
4. Verbesserung der Produktionstechnologie des Zylinderblocks
Bei früheren Arbeiten wurde bei der Herstellung des Zylinderblocks des Kamaz-740-Motors die Feingusstechnologie verwendet, aber im Zuge der Modernisierung wurde das Gussteil ersetzt Alter Weg, über das Gießverfahren auf begasten Schaummodellen.
Das Gießen auf vergaste Modelle ist eines der neuesten modernen und vielversprechende Technologien, wodurch die Kosten für Fertigprodukte von Maschinenbauunternehmen erheblich gesenkt werden können.
4 .1 Gießen Von vergast Modelle
Um die Rentabilität jeder Produktion zu steigern, besteht die Hauptreserve darin, einen zuverlässigen, einfachen und leistungsstarken Ersatz für die im Unternehmen verwendete veraltete Technologie zu finden.
Die vor relativ kurzer Zeit in Russland erschienene Technologie des gasifizierten Gießens, kurz LGM, erfüllt diese Kriterien am besten, wenn es um Gießereiproduktion geht.
In der Schaumgusstechnik bedeutet das Erstellen eines Gussmodells die Hälfte des Gusses selbst. Das Material, aus dem das Abgussmodell besteht, ist Polystyrolschaum. Das gleiche Material wird zur Herstellung von Verpackungen, Einweggeschirr sowie zur Wärmedämmung bei der Isolierung von Gebäudeaußenwänden verwendet.
Expandiertes Polytyrol bezieht sich auf feste Schäume, die in der physikalischen Chemie als eine Dispersion von Gas in einem Feststoff oder genauer gesagt als ein dispergiertes Zellfilmsystem definiert sind. Bei der LGM-Technologie dient Polystyrol als Matrix und das Gas wird dispergiert („zerkleinert“ und „dispergiert“).
Die Schaummatrix wird für eine Reihe von Modellgussteilen durch Einblasen von Styroporgranulat in leicht herstellbare, oft mehrplatzige Aluminiumformen mit anschließendem Aufschäumen des Granulats beim Erhitzen der Formen hergestellt.
Für einmalige und große Gussteile (manchmal bis zu mehreren Tonnen schwer) werden Modelle nach Schablonen mit erhitztem Nichromdraht oder einem Cutter aus expandierten Polystyrolplatten geschnitten.
Das Modell und der daraus gewonnene Abguss sind hochpräzise. Zum Fräsen werden spezielle Geräte verwendet, auf die weiter unten eingegangen wird. Während des Gießvorgangs verdampft das geschmolzene Metall aufgrund der hohen Temperatur das Modellmaterial und ersetzt es.
Genau das ist das Hauptprinzip der Gießtechnologie für vergaste Modelle, die ihren Namen nach der gängigen Terminologie in der Gießereiproduktion bestimmt und einzigartig macht. Die traditionell angewandte Methode zur Herstellung von Gussteilen umfasst eine vorbereitende Operation zum Entfernen des Modells vor dem Gießen. Dies führt erstens zu einer Verringerung der Produktivität des Verfahrens und zweitens zu einer Verringerung der Qualität der erhaltenen Teile.
Bei LGM bleibt das Modell in Form, und dies ist das „Geheimnis“ der Genauigkeit der resultierenden Gussteile, da der Guss im unbeweglichen umgebenden Sand stattfindet. Aus Sicherheitsgründen und zur Verbesserung der Arbeitsbedingungen werden Gase aus einem Behälter mit einer Form gepumpt - ein Vakuum von etwa einer halben Atmosphäre wird aufrechterhalten.
Für einzigartige Gussteile (Großformen für Autokarosserien usw.) werden rohrförmige Gasauslasskanäle mit Zündung des aus ihnen austretenden Gases aus der thermischen Zerstörung von Modellen verwendet, die dieses Gas durch Verbrennung fast vollständig in Kohlendioxid umwandeln und Wasserdampf.
Modellgussteile werden in speziellen Bereichen mit Autoklavenanlagen hergestellt. Es werden verschiedene Schäumoptionen verwendet, spezielle ermöglichen es, die Sinterzeit von Modellen auf 1,52 Minuten zu reduzieren. mit einer aus den Modellen im späteren Guss gewonnenen Wandstärke von 5..10 mm und mehr.
Halbautomatische Maschinen werden für die Serienproduktion geliefert, der Produktionszyklus von Modellen beträgt etwa 23 Minuten. und die sich auch zur Herstellung von Formverpackungen, Leichtverpackungen, Dekor-, Schall- und Wärmedämmplatten mit Endverschluss eignen.
Eine Werkstatt zum Gießen von Produkten mit LGM-Technologie hat normalerweise die folgenden Abschnitte: Modellieren, Formen, Schmelzen, Reinigen.
Sie haben ungefähr die gleiche Fläche und sind mit relativ einfachen Geräten ausgestattet. Die gesamte Formgebung besteht aus dem Einfüllen von trockenem Sand unter Vibration des Behälters bis zu einer Minute.
Gleichzeitig besteht keine Notwendigkeit, massive Hochpräzisionsmaschinen zum Pressen, Rütteln und Formenbauvorrichtungen zu verwenden, die für herkömmliche Arten des Formens charakteristisch sind. Der Fokus wurde auf die Fertigung von Modellen mit einer Materialdichte von 2.527 kg/m³ verlagert. m, da die Qualität des Modells maßgeblich die Qualität des Gusses bestimmt.
Nach dem Gießen des Metalls und dem Entnehmen des fertigen Gussteils aus der zerstörbaren Form wird der Sand wieder abgekühlt. Verwenden Sie dazu einen pneumatischen Durchfluss. Die Wiederverwendung findet etwa 97 % des Sandes, die Verluste dieses Umsatzes sind Verschüttungen und Siebung der Feinfraktion, die durchgeführt wird, um Staubbildung zu vermeiden. Darüber hinaus werden die Abscheidung von Staub in Zyklonen während des Durchgangs von Abgasen aus der Form und die Nachverbrennung von Abgasen verwendet. Für Eisen- und Nichteisenlegierungen wird dieselbe Ausrüstung verwendet, die aufgrund ihrer Einfachheit in gewöhnlichen mechanischen Werkstätten hergestellt werden kann.
Die Vergasungsmodellgusstechnologie entstand in der zweiten Hälfte des letzten Jahrhunderts zusammen mit Prozessen wie Vakuumformen, kontinuierlichem Gießen, Niederdruckgießen, Impulsformen und anderen modernen Gießereitechnologien. Sie sind in der Maschinenbauindustrie weit verbreitet.
LGM wird insbesondere in den USA und China eingesetzt, in denen es weit verbreitet ist Pflanzen Allgemein Motoren, Ford-Motoren, Fiat als Teil halbautomatischer und automatischer Linien. Laut Experten werden heute weltweit ~ 1,4% der Gesamtmenge an Gussteilen mit Polystyrolschaummodellen hergestellt - mehr als 1 Million Tonnen / Jahr, Prognosen zufolge wird diese Technologie in naher Zukunft bis zu 20% davon einnehmen das Gießen der Welt. In Russland ist LGM jedoch noch ein neues und „vielversprechendes“ Gießverfahren. Beispielsweise wurden 2005 0,1 % der Gussteile nach diesem Verfahren hergestellt.
Mittlerweile hat der Einsatz der LGM-Technologie weltweit ihre hohe Effizienz bewiesen. Eine deutliche Reduzierung der Stückkosten ist auf die folgenden Faktoren zurückzuführen.
Dies ist zunächst einmal eine Kostenreduzierung aufgrund der verwendeten Materialien. Dies spart mindestens 100 US-Dollar pro Tonne Guss, und die Platzierung von Gussteilen über das gesamte Volumen des Behälters spart Metallladung und Strom.
Die Arbeitsintensität der Endbearbeitung wird um 1.020 % bei der Einzel- und um 60 % bei der Massenproduktion reduziert.
Es ist sehr vorteilhaft, diese Technologie beim Gießen von Chargen komplexer Gussteile aus verschleißfesten Stählen einzusetzen, z. B. Schrauben für Ziegelmaschinen, Meißel, Hämmer und Brecherteile, da die Bearbeitungskosten erheblich gesenkt werden. Sie gießen auch Räder, Kettenräder, Gehäuse, Sanitärkeramik, Zylinderköpfe und -blöcke von Benzin- und Dieselmotoren, Kunst-, Park- und andere Gussteile ohne Einschränkungen.
Das neue Verfahren ermöglichte es, den nach traditioneller Technologie hergestellten Motor um 5 kg leichter zu machen. Die Einfachheit und Zugänglichkeit der Ausrüstung macht es einfach, Bereiche für vergaste Modelle in Schmieden, Wärmebehandlungsbereichen, Reparatur- und anderen Werkstätten zu platzieren.
4 .1.1 VorteileGießenVonvergastModelle
Die Hauptvorteile dieses Verfahrens sind die Möglichkeit, qualitativ hochwertige Gussteile mit einer erheblichen Reduzierung der Arbeitsintensität und der Prozesskosten zu erhalten.
Die Essenz dieses Gießverfahrens ist wie folgt. Das Modell des zuvor aus Schaumstoff gefertigten Teils wird mit Sand bedeckt. Flüssiges Metall wird in die Form gegossen und verwandelt das Styropor in ein Gas.
In diesem Fall ersetzt das Metall das Schaummodell und nimmt die Form des Modells an. Die Technologie des Gießens auf vergasten Modellen erfordert keine Herstellung von Formen, was es ermöglicht, einzelne Gussstücke zu geringen Kosten herzustellen.
Diese Technologie ermöglicht die Verwendung verschiedener Metalle zum Gießen: Bronze, Gusseisen, Stahl, Messing, Aluminium. Da EPS-Modelle weder in Größe noch in Form begrenzt sind, wird die Gasified-Model-Casting-Technologie für Gussteile jeglicher Masse verwendet.
Dieses Gießverfahren reduziert die Kosten für Ausrüstung und Materialien, reduziert die Anzahl der technologischen Operationen und reduziert den Produktionsabfall.
Darüber hinaus ermöglicht Ihnen die Qualität des hergestellten Modells, die Kosten für die Endbearbeitung zu senken und sogar darauf zu verzichten.
Das Gießen auf vergasten Modellen führt häufig zu genauen und komplexen Gussteilen, die manchmal auf andere Weise nicht zu erhalten sind.
Aus diesem Grund ist dieses Verfahren sehr effektiv für die Herstellung verschiedener technischer Produkte, z. B. Einlass- und Auslassrohre, Köpfe und Zylinderblöcke von Automotoren (Abb. 6).
Abbildung 7 - Einlass- und Auslassrohre, Köpfe und Zylinderblöcke von Automotoren.
4.1.2 Anwendung von LGM
Die Verwendung von LGM ist eine kostengünstige Möglichkeit, auf die Technologie zur Herstellung von wissenschaftsintensiven High-Tech-Produkten umzusteigen. Der Einsatz effizienter Gießtechnologien ermöglicht beispielsweise deutschen Maschinenbauern den Export von bis zu 27 % der Gussteile durch den Import von Erzen und Metallen, auch aus Russland.
Nachfolgend finden Sie die Berechnung der Kosten für die Organisation einer Gießerei für vergaste Modelle, die auf der Grundlage von Empfehlungen der Spezialisten des FTIMS-Instituts zusammengestellt wurde.
4.1.3 Die Kosten für die Organisation einer LGM-Gießerei
Eine solche Werkstatt ermöglicht das Gießen beliebiger Teile, das maximale Gewicht des Gussteils ist nur durch das Volumen der Öfen und Pfannen begrenzt, die Wandstärke ist nicht begrenzt, zum Beispiel die Herstellung von Multi-Tonnen-Kokillen. Die Qualität der Oberfläche wird durch feuerfeste Farben aus nicht mangelhaften Materialien sichergestellt.
Die Masse des benötigten Flüssigmetalls, um beispielsweise 2.500 Tonnen Gussteile pro Jahr zu erhalten, entspricht dem Indikator für herkömmliche Gusstechnologien (bei LGM ist die Ausbeute um 10-20% höher), daher:
¦ Koeffizient geeigneter Gussteile - 0,96,
¦ etwa 1 Teil des hergestellten Teils geht an Angüssen, Überschüssen und Rückständen in der Pfanne verloren,
¦ Produktionsvolumen 5.000 Tonnen/Jahr bzw. 416,7 Tonnen/Monat; 17,4 t/Tag, inkl. rückgabefähiger eigener Metallabfälle, umgeschmolzen.
Für Teile mit einem Gewicht von 0,2 bis 20 Kilogramm werden Öfen des Typs IST-0,5 mit zwei Tiegeln verwendet, wenn mindestens 2 Schichten pro Tag gearbeitet wird. Die Schichtproduktivität eines solchen Ofens beträgt durchschnittlich 3,5-4,0 Tonnen / Schicht - 7-8 Tonnen / Tag. Die Mindestanzahl an Öfen beträgt 3 Stück.
Die LGM-Technologie setzt das Vorhandensein von mindestens 2 Abschnitten / Werkstätten voraus:
¦ Modell, das im zweiten Stock aufgestellt werden kann, da die Dichte der Modelle etwa 26 kg / cu beträgt. M,
¦ Formen und Gießen.
Die Musterseite hat Bereiche:
¦ Vorschäumen und Lagern von expandiertem Polystyrol;
¦ Formen montieren und blasen;
¦ Sinterformen;
¦ Lagerung und Montage von Modellen in „Büschen“;
¦ Modelle und „Büsche“ bemalen und trocknen;
¦ Lagerung von füllfertigen Modellen.
Der Form- und Gießabschnitt sollte die folgenden Abschnitte haben:
¦ Montage und Abformung von Modellen in Behältern,
¦ füllt,
¦ Kühlung,
¦ Teile aus Containern entnehmen und Sand schütten,
¦ Lagerung, Aufbereitung und Regenerierung von Gießereisand,
¦ Neutralisierung von Gasen und Stäuben,
¦ Schneiden, Reinigen und Lagern von Gussteilen,
¦ Ladungsvorbereitung und -speicherung,
¦ Ofenplattformen,
¦ Wasserkreisläufe (falls erforderlich)
5 . AAnalysezweiTechnologien
Ähnliche Dokumente
Technische Eigenschaften des Autos KAMAZ-6522. Regeln für die Demontage und Montage eines Automotors; Erkennung mögliche Mängel und Möglichkeiten, sie zu beseitigen. kalt und heiß läuft Motor. Bekanntschaft mit der Technologie der Wiederherstellung des Zylinderkopfes.
Präsentation, hinzugefügt am 02.09.2014
Beschreibung des Mechanismus und technische Eigenschaften ZMZ-Motor 4063. Das Verfahren zur Durchführung von Demontage-Montage-Vorgängen des Zylinderblocks und des Blockkopfs. Der technologische Prozess der Reparatur des Kopfes und des Zylinderblocks des Motors. Motordiagnose.
Dissertation, hinzugefügt am 12.07.2012
Beschreibung der Konstruktionsmerkmale des Zylinderblocks des VAZ-2112-Motors, Verschleißarten und Hauptmängel. Technologische Verfahren zur Wiederherstellung von Löchern und Schalen im Zylinderblock mit Klebstoffzusammensetzungen. Wiederherstellung von Gewinden in Blocklöchern.
Seminararbeit, hinzugefügt am 08.07.2014
physikalische Phänomene, was das Auftreten der Hauptverschleißarten der Arbeitsflächen des Zylinderblocks verursacht. Die Hauptmängel des Zylinderblocks des ZMZ-24D-Motors. Wiederherstellung von Rissen durch Argon-Lichtbogenschweißen, Löcher und Schalen mit Klebstoffzusammensetzungen.
Seminararbeit, hinzugefügt am 03.07.2011
Studium der Essenz des Arbeitszyklus. Charakteristik des Zykluswechsels in ZIL-130- und ZMZ-24-Motoren. Beschreibung der Anordnung des Zylinderblocks des KamAZ-Motors und der Mechanismen zum Abdichten von Zylinderlaufbuchsen gegen das Austreten von Flüssigkeiten und Gasen. Thermostatgerät ZIL-130.
Test, hinzugefügt am 31.05.2010
Design-Merkmale Zylinderköpfe an einem Auto. Technologische Eigenschaften und Eigenschaften von D20- und D21-Legierungen. Aus- und Einbau des Zylinderkopfes bei einem VAZ-Auto. Demontage, Montage, Inspektion technischer Zustand, Reparaturdetails.
Hausarbeit, hinzugefügt am 10.11.2010
Technologien zur Reparatur von Zylindern und Laufbuchsen Automobilmotoren. Funktion u technologische Merkmale Flachhonen als letztes Finish bei der Bearbeitung von Motorzylindern mit Spezialwerkzeugen.
Test, hinzugefügt am 03.05.2015
Betriebsbedingungen des Teils und eine Liste möglicher Mängel. Begründung der Bergungsroute und Entwicklung der Karte. Berechnung der Ausführungsarten technologischer Operationen. Bewertung der Wartbarkeit des Teils und der technischen und wirtschaftlichen Indikatoren der entwickelten Technologie.
Seminararbeit, hinzugefügt am 27.06.2011
Thermische Berechnung des Motors, charakteristische Zylindervolumina. Gaszustandsparameter vor Einlassventile. Motoranzeigen. Bestimmung der Massen der beweglichen Teile des Kurbeltriebs. Belastungskennlinie des Motors.
Hausarbeit, hinzugefügt am 01.07.2014
Kinematik und Dynamik des Verbrennungsmotors, die die Massen der Teile des Kurbeltriebs mit sich bringt. Berechnung von Kolben, Ring und Finger eines Ottomotors. Die Gestaltung des Kolbenbodens der Pleuelstange eines Ottomotors. Berechnung der Hülse und des Bolzens des Zylinderkopfes des Verbrennungsmotors.
1.1 Teilebeschreibung
1.2 Analyse der Arbeitsbedingungen
1.4.1 Grauguss
1.4.2 Aluminiumlegierungen
2. Fertigungstechnologie
2.2.1 Bauxitabbau
2.2.3. Grundlagen der Elektrolyse von Kryolith-Tonerde-Schmelzen
2.3 Sandguss
3.1 Alterung und Härtung
4. Bearbeitung
4.1 Basispunkte setzen
Fazit zur geleisteten Arbeit
1. Analyse des konstruierten Teils und seiner Arbeitsbedingungen
1.1 Teilebeschreibung
Der Zylinderblock ist ein Gussteil, das als Basis für einen Verbrennungsmotor dient. Der Kopf des Blocks ist an seinem oberen Teil befestigt, der untere Teil ist Teil des Kurbelgehäuses und hat Lagerflächen zum Einbau der Kurbelwelle.
Der Zylinderblock (oder das Kurbelgehäuse) nimmt Lasten von rotierenden und sich translatorisch bewegenden Teilen auf. Die gebräuchlichsten Reihenvierzylindermotoren haben normalerweise einen aus Grauguss gegossenen Block, seltener aus Aluminium, der Block ist in Bild 1 dargestellt. In diesem Fall sind die Zylinderlaufbuchsen in einem Stück mit dem Block gegossen und bilden einen Kühlmantel zwischen den Linern und den Außenwänden. Der Zylinderblock hat Löcher im unteren Teil - die sogenannten. Betten für Kurbelwellenlagerschalen. Betten werden auf speziellen Präzisionsgeräten mit hoher Präzision bearbeitet.
Die Zylinder selbst können Teil eines Gussstücks sein (nicht ummantelter Block) oder separate austauschbare Laufbuchsen haben, die "nass" oder "trocken" sein können, dies ist schematisch in Abbildung 2 dargestellt.
Trockenmanschetten werden meist in den Blockkörper eingepresst, Nassmanschetten zusätzlich mit Ringen aus verschiedenen Materialien wie Gummi oder Kupfer abgedichtet. Die Wärmeabfuhr durch die Hülsen an das Kühlmittel hängt von den Eigenschaften des Materials der Hülse und ihrer Dicke ab (je höher die Wärmeleitfähigkeit des Materials und je dünner die Wände der Hülse, desto besser die Wärmeableitung).
Die Verwendung von ausgekleideten Zylindern erhöht einerseits geringfügig die Kosten des Motors und erschwert seine Montage, vereinfacht andererseits jedoch die Reparatur des Blocks, da es in diesem Fall ausreicht, die Laufbuchsen und die auszutauschen Kolbengruppe.
Gleichzeitig muss bei nicht ummantelten Blöcken, wenn der Zylinderspiegel abgenutzt ist, gebohrt und gehont werden, was die Reparatur erheblich erschwert, da eine fast vollständige Demontage des Motors erforderlich ist. Zudem werden bei ungeschälten Blöcken sehr hohe Anforderungen an die Materialqualität und Gießtechnik gestellt.
Abbildung 2 - Schematische Darstellung des Abschnitts von Blöcken verschiedener
Um jeden Zylinder herum sind Gewindebohrungen für die Kopfschrauben wie in Abbildung 3 angebracht. Die Gewindebohrungen sind nicht direkt mit der Hülse verbunden (was die Verformung der Hülse beim Anziehen der Kopfschrauben verringert. Eine leichte Verformung der Hülsen während des Anziehens ist immer noch vorhanden erscheint, überschreitet aber normalerweise nicht 0,010-0,015 mm, obwohl es erheblich zunehmen kann, wenn die Kopfschrauben zu fest angezogen werden.
Abbildung 3 - Löcher für die Schrauben des Zylinderkopfs: 1 - Nut; 2 - Verformung ohne Nut
Die Arbeitsflächen von Zylindern und Laufbuchsen, die als Zylinderspiegel bezeichnet werden, sind hochpräzise bearbeitet und weisen eine sehr hohe Reinheit auf. Manchmal wird auf den Spiegel des Zylinders ein spezielles Mikrorelief aufgebracht, dessen Höhe Bruchteile von Mikrometern beträgt. Eine solche Oberfläche hält Öl gut zurück und trägt dazu bei, die Reibung der Seitenfläche des Kolbens und der Ringe am Zylinderspiegel zu verringern.
Zylinderspiegel Der Zylinderspiegel steht in ständigem Kontakt mit dem Kolben und wird durch Motoröl geschmiert, das von den rotierenden Elementen des Kurbeltriebs versprüht wird. Die hohen technologischen Eigenschaften des Metalls und die Qualität seiner Verarbeitung bestimmen den erforderlichen Oberflächenwiderstand.
Kühlmantel Der Kühlmantel dient dazu, Wärme von den Zylinderwänden und vom Motorkopf abzuführen. Der Zweck eines Motorwasserkühlsystems besteht nicht nur darin, Wärme von den Zylinderwänden abzuführen, sondern auch die Auslegungsbetriebstemperatur aufrechtzuerhalten.
Kurbelwellengehäuse Am Kurbelgehäuse des Zylinderblocks befinden sich Befestigungspunkte für Elemente wie einen Generator, einen Klimakompressor, Montagehalterungen, eine Servolenkungspumpe usw. Das Kurbelwellengehäuse kann mit dem Zylinderblock in einem einzigen Gehäuse gegossen werden , oder es kann mit Schrauben daran befestigt werden. Am Boden des Blockkurbelgehäuses ist eine Ölwanne angebracht, die Motoröl speichern soll. Die Palette besteht normalerweise aus Stahl oder einer Aluminiumlegierung.
1.2 Analyse der Arbeitsbedingungen
Der Motorzylinder ist so konstruiert, dass er die Hin- und Herbewegung des Kolbens leitet, die bei der Kraftstoffverbrennung freigesetzte Energie absorbiert, Wärme aus der Brennkammer in das Kühlmittel aufnimmt und abführt sowie die Kurbelwelle zu diesem Zweck mit Schmierkanälen verbindet und Kühlung erfolgen im Zylinderblock. Im Kurbelgehäuse des Zylinderblocks sind Betten zur Befestigung der Kurbelwelle angebracht. Daraus folgt, dass das Blockkurbelgehäuse folgenden Belastungen ausgesetzt ist:
· Druckeinfluss von Gasen;
· Einwirkungskräfte der Gase, die von den Schnitzvereinigungen des Kopfes des Blocks der Zylinder und der Lager der Kurbelwelle wahrgenommen werden;
innere Trägheitskräfte (Biegekräfte), die sich aus Trägheitskräften bei Rotation und Oszillation ergeben;
innere Torsionskräfte (Verdrehkräfte) zwischen den einzelnen Zylindern;
Das Drehmoment der Kurbelwelle und daraus resultierend die Reaktionskräfte der Motorlager;
freie Kräfte und Trägheitsmomente infolge von Trägheitskräften bei Schwingungen, die von den Motorlagern wahrgenommen werden;
· seitliche Reibungskräfte, die durch die Bewegung des Kolbens entstehen;
· Biegebelastungen durch Gasdruckkräfte und Trägheitskräfte, die über die Pleuel von den Kolben, von der Kurbelwelle übertragen werden, die Belastungen werden auf die Hauptlager der Kurbelwelle übertragen und biegen den Block;
Reibung mit Kolbenelementen (verursacht mechanischen Verschleiß);
Hohe Temperatur (verursacht Verbrennung und Korrosion des Metalls) Falls der Zylinderblock aus einer Aluminiumlegierung besteht, wird der Zylinderspiegel in einem speziellen Gusseiseneinsatz (Hülse) hergestellt;
Eine elastische Verformung des Blocks oder der Welle führt zur Krümmung der Achsen der Betten und der Hälse der Kurbelwelle. In diesem Fall tritt eine Abnutzung auf, die entlang der Breite des Halses ungleichmäßig ist;
Die von den Laufbuchsen auf das Bett übertragene Last führt bei periodischer Krümmung der Achsen zu Verschleiß an den Oberflächen der Betten selbst (diese Situation ist beispielsweise typisch für Pleuellager langer Wellen mit einer geringen Anzahl von Stützen ( beispielsweise eine vierfach gelagerte Welle eines Reihensechszylindermotors);
1.3 Zusammenstellung von Detailanforderungen
Nach der Analyse der Betriebsbedingungen des Kurbelgehäuses im vorherigen Absatz können Anforderungen an die Eigenschaften des Zylinderblocks eines Verbrennungsmotors gestellt werden, nämlich:
Steifigkeit ist hoch wichtige Eigenschaft Block, der die elastische Verformung des Blocks unter Einwirkung verschiedener Kräfte bestimmt. Während des Motorbetriebs erfährt die Kurbelwelle Biegebelastungen durch Gasdruckkräfte und Trägheitskräfte, die von den Kolben über die Pleuelstangen übertragen werden. Von der Kurbelwelle werden Lasten auf die Hauptlager der Kurbelwelle übertragen und biegen den Block. Bei ungenügender Steifigkeit kann dies zu beschleunigtem Lagerverschleiß und Motorschaden führen. Die Biegesteifigkeit des Blocks steigt üblicherweise mit zunehmendem Abstand von der Hauptlagertrennebene zur unteren Blocktrennebene und der Ölwanne, wie in Bild 4 dargestellt, sowie mit zunehmender Blockbreite und Wandstärke. Dies ist besonders wichtig für Reihen-Mehrzylindermotoren (mit 5-6 Zylindern).
Abbildung 4 - Erhöhung der Steifigkeit des Kurbelgehäuses (a) durch Vergrößerung der Größe H (b)
· Ausrichtung der Öffnungen aller Betten des Blocks;
gleiche Größe (Durchmesser) aller Betten (mit Ausnahme von Sonderanfertigungen);
Rechtwinkligkeit der Achsen von Betten und Zylindern;
Parallelität der Achsen der Betten der Hilfs- und Nockenwelle(wenn sie im Block installiert sind) die Achsen der Kurbelwellenbetten;
· Die Praxis zeigt, dass alle Abweichungen von der Rechtwinkligkeit und Parallelität die Hälfte des Arbeitsspiels der Teile nicht überschreiten sollten. Bei einem Spalt von 0,04 + 0,06 mm sind das nicht mehr als 0,02 + 0,03 mm.
1.4 Materialien für die Herstellung
Das Kurbelgehäuse ist eines der schwersten Teile des gesamten Autos. Und es nimmt den fahrdynamisch kritischsten Platz ein: den Platz über der Vorderachse. Daher wird gerade hier versucht, das Potenzial zur Massenreduktion voll auszuschöpfen. Der seit Jahrzehnten als Kurbelgehäusewerkstoff verwendete Grauguss wird in Otto- und Dieselmotoren zunehmend durch Aluminiumlegierungen ersetzt. Dadurch kann eine erhebliche Gewichtsreduzierung erzielt werden. Aber der Massenvorteil ist es nicht Der einzige Unterschied, die bei der Verarbeitung und Anwendung eines anderen Materials stattfindet. Auch Akustik, Korrosionsschutzeigenschaften, Anforderungen an die Produktionsabläufe und Servicevolumina ändern sich.
1.4.1 Grauguss
Gusseisen ist eine Eisenlegierung mit mehr als 2 % Kohlenstoff und mehr als 1,5 % Silizium. Grauguss enthält überschüssigen Kohlenstoff in Form von Graphit. Für Blockkurbelgehäuse von Dieselmotoren wurde und wird Gusseisen mit Lamellengraphit verwendet, das seinen Namen von der Lage des Graphits darin erhielt. Weitere Bestandteile der Legierung sind Mangan, Schwefel und Phosphor in sehr geringen Mengen. Als Werkstoff für Blockkurbelgehäuse von Serienmotoren wurde von Anfang an Gusseisen vorgeschlagen, da dieser Werkstoff nicht teuer ist, sich einfach verarbeiten lässt und die notwendigen Eigenschaften besitzt. Leichtmetalle konnten diese Anforderungen lange nicht erfüllen. Aufgrund seiner besonders günstigen Eigenschaften verwenden Automobilhersteller Gusseisen mit Lamellengraphit für ihre Motoren. Nämlich:
Gute Wärmeleitfähigkeit
· gute Festigkeitseigenschaften;
einfache Bearbeitung;
· gute Wurfeigenschaften;
sehr gute Dämpfung.
Hervorragende Dämpfung ist eines der Markenzeichen von Gusseisen mit Lamellengraphit. Es bedeutet die Fähigkeit, Schwingungen wahrzunehmen und durch innere Reibung zu dämpfen. Dadurch werden die Vibrations- und Akustikeigenschaften des Motors deutlich verbessert. Gute Eigenschaften, Festigkeit und einfache Verarbeitung machen das Grauguss-Kurbelgehäuse heute konkurrenzfähig. M Benzinmotoren und Dieselmotoren werden aufgrund ihrer hohen Festigkeit auch heute noch mit Grauguss-Kurbelgehäusen gefertigt. Steigende Anforderungen an die Masse des Motors in einem Pkw werden in Zukunft nur noch Leichtmetalle erfüllen können.
1.4.2 Aluminiumlegierungen
Kurbelgehäuse aus Aluminiumlegierungen sind nur für Dieselmotoren noch relativ neu. Die Dichte von Aluminiumlegierungen beträgt etwa ein Drittel im Vergleich zu Grauguss. Das bedeutet aber nicht, dass der Massevorteil im gleichen Verhältnis steht, denn aufgrund der geringeren Festigkeit muss ein solches Blockkurbelgehäuse massiver ausgeführt werden.Weitere Eigenschaften von Aluminiumlegierungen:
Gute Wärmeleitfähigkeit
gute chemische Beständigkeit;
Gute Festigkeitseigenschaften
einfache Bearbeitung.
Reines Aluminium ist zum Gießen eines Kurbelgehäuses nicht geeignet, da es keine ausreichend guten Festigkeitseigenschaften aufweist. Im Gegensatz zum Grauguss werden hier die Hauptlegierungsbestandteile in relativ großen Mengen zugesetzt.
Legierungen werden je nach vorherrschendem Legierungszusatz in vier Gruppen eingeteilt. Diese Zusätze:
Silizium (Si);
Kupfer (Ci);
Magnesium (Md);
Zink (Zn).
Für Aluminium-Blockkurbelgehäuse werden ausschließlich AlSi-Legierungen verwendet. Sie werden durch kleine Zusätze von Kupfer oder Magnesium verbessert. Silizium wirkt sich positiv auf die Festigkeit der Legierung aus. Wenn der Anteil mehr als 12 % beträgt, kann durch eine spezielle Bearbeitung eine sehr hohe Oberflächenhärte erreicht werden, obwohl das Schneiden kompliziert ist. Im Bereich von 12 % liegen hervorragende Gießeigenschaften vor. Die Zugabe von Kupfer (2-4 %) kann die Gießeigenschaften der Legierung verbessern, wenn der Siliziumgehalt weniger als 12 % beträgt. Eine geringe Zugabe von Magnesium (0,2-0,5%) erhöht die Festigkeitswerte deutlich. Für Benzin- und Dieselmotoren wird die Aluminiumlegierung AISi7MgCuO.5 verwendet. Wie aus der Bezeichnung AISi7MgCuO.5 ersichtlich, enthält diese Legierung 7 % Silizium und 0,5 % Kupfer. Es hat eine hohe dynamische Festigkeit. Weitere positive Eigenschaften sind gute Gießeigenschaften und Duktilität. Allerdings lässt sich damit keine ausreichend verschleißfeste Oberfläche erzielen, die für den Zylinderspiegel erforderlich ist. Daher müssen Kurbelgehäuse aus AISI7MgCuO,5 mit Zylinderlaufbuchsen gefertigt werden.
Fortschrittliche Forscher denken darüber nach, ein noch leichteres Material zu verwenden - eine Magnesiumlegierung. Es wurden Prototypmotoren gebaut, bei denen Metallzylinderlaufbuchsen in leichte Kunststoffblöcke eingebaut wurden, obwohl sich diese Motoren als furchtbar laut herausstellten.
1.4.3 Tabellenangaben zu Werkstoffen
Im Folgenden werde ich einen tabellarischen Vergleich von 2 Gusseisensorten (SCH25 und SCH35), 2 Aluminiumsorten (AL2 und AL4) und einer Manganlegierungssorte (ML4) geben, aus denen Kurbelgehäusegussteile hergestellt werden können.
Tabelle 1 – Klassifizierung
| Material | Name | Anwendung von Materialien |
| MF25 | Grauguss | zur Herstellung von Gussteilen |
| MF35 | Grauguss | zur Herstellung von Gussteilen |
| AL2 | Aluminium-Gusslegierung | zur Herstellung von Teilen mit geringer Belastung; Legierung ist sehr widerstandsfähig |
| AL4 | Aluminium-Gusslegierung | zur Herstellung von Teilen mittlerer und schwerer Belastung; Legierung ist sehr widerstandsfähig |
| ML4 | Magnesium-Gusslegierung | Teile von Motoren und anderen Einheiten, die unter Bedingungen hoher Korrosionsbeständigkeit, statischer und dynamischer Belastungen betrieben werden; Grenzbetriebstemperatur: 150°C - langfristig, 250°C - kurzzeitig |
Tabelle 2 – Chemische Zusammensetzung in % des Materials SCH25 und SCH35
Tabelle 3 – Chemische Zusammensetzung in % des AL2-Materials
Tabelle 5 – Chemische Zusammensetzung in % des ML4-Materials
| Fe | Si | Mn | Ni | Al | Cu | Zr | Sei | mg | Zn | Verunreinigungen |
| bis 0,06 | bis 0,25 | 0.15 - 0.5 | bis 0,01 | 5 - 7 | bis 0,1 | bis 0,002 | bis 0,002 | 88.4 - 92.85 | 2 - 3.5 | andere 0,1; insgesamt 0,5 |
Tabelle 6 – Mechanische Eigenschaften bei T=20 o C
| S ein | S T | 5 | Brinellhärte |
|
| MPa | MPa | % | MPa | |
| MF25 | 250 | HP 10 -1 = 156 - 260 | ||
| MF35 | 350 | HP 10 -1 = 179 - 290 | ||
| AL2 | 160-170 | 80-90 | 5 | HB 10 -1 = 55 |
| AL2 | 190 | 120 | 1.8 | |
| AL4 | 260 | 200 | 4 | HB 10 -1 = 70 |
| AL4 | 290 | 160 | 2 | |
| ML4 | 250-255 | 85-115 | 6-9 | HB 10 -1 = 50 - 75 |
Tabelle 7 – Physikalische Eigenschaften des Materials SCH25 und SCH 35
Tabelle 8 – Physikalische Eigenschaften des Materials AL2 und AL4
Tabelle 9 – Physikalische Eigenschaften des Materials ML4
Bezeichnungen:
HB - Brinellhärte, [MPa]
T - Temperatur, bei der diese Eigenschaften erhalten wurden, [Grad]
E - Elastizitätsmodul erster Art, [MPa]
a - Wärmeausdehnungskoeffizient (linear) (Bereich 20 o - T),
l - Wärmeleitzahl (Wärmekapazität des Materials), [W/(m deg)]
r - Dichte des Materials, [kg / m 3]
C - Spezifische Wärmekapazität des Materials (Bereich 20 o - T), [J / (kg deg)]
R - Elektrischer Widerstand, [Ohm m]
Fazit: Für mein Alu-Kurbelgehäuse werde ich ausschließlich AlSi-Legierungen verwenden, nämlich AL4. Sie werden durch kleine Zusätze von Kupfer oder Magnesium verbessert. Silizium wirkt sich positiv auf die Festigkeit der Legierung aus. Wenn der Anteil mehr als 12 % beträgt, kann durch eine spezielle Bearbeitung eine sehr hohe Oberflächenhärte erreicht werden, obwohl das Schneiden kompliziert ist. Im Bereich von 12 % liegen hervorragende Gießeigenschaften vor. Die Zugabe von Kupfer (2-4 %) kann die Gießeigenschaften der Legierung verbessern, wenn der Siliziumgehalt weniger als 12 % beträgt. Eine kleine Zugabe von Magnesium (0,2-0,5%) erhöht die Werte der dynamischen Festigkeit erheblich. Weitere positive Eigenschaften sind gute Gießeigenschaften und Duktilität. Allerdings lässt sich damit keine ausreichend verschleißfeste Oberfläche erzielen, die für den Zylinderspiegel erforderlich ist. Daher müssen Blockkurbelgehäuse ab AL4 mit Zylinderlaufbuchsen gefertigt werden.
2. Fertigungstechnologie
2.1 Technologisches Produktionsschema

2.2 Beschreibung der einzelnen technologischen Schritte
2.2.1 Bauxitabbau
Als Aluminiumerze können nur Gesteine dienen, die reich an Tonerde (Al 2 O 3 ) sind und in großen Massen auf der Erdoberfläche liegen. Zu diesen Gesteinen gehören Bauxite, Nepheline – (Na, K) 2 OּAl 2 O 3 ּ2SiO 2 , Alunite – (Na, K) 2 SO 4 ּAl 2 (SO 4) 3 ּ4Al (OH) 3 und Kaoline (Ton), Feldspat (Orthoklas) - K 2 OּAl 2 O 3 ּ6SiO 2.
Das wichtigste Erz zur Herstellung von Aluminium ist Bauxit. Bauxit ist das wichtigste Aluminiumerz. Bauxit macht den Großteil der weltweiten Aluminiumoxidproduktion aus. Bauxit ist ein komplexes Gestein, in dem Aluminium in Form von Diasporhydroxiden und Böhmit (Monohydratoxid), Gibbsit oder Hydrargillit (Trihydratoxid) vorliegt. Neben Hydroxiden findet sich in Bauxiten ein Teil des Aluminiums in Form von Korund, Kaolinit und anderen Mineralien.
Aluminium ist in ihnen in Form von Hydroxiden Al (OH), AlOOH, Korund Al 2 O 3 und Kaolinit Al 2 O 3 · 2SiO 2 · 2H 2 O enthalten. Die chemische Zusammensetzung von Bauxiten ist komplex: 28-70% Aluminiumoxid; 0,5–20 % Siliziumdioxid; 2-50 % Eisenoxid; 0,1–10 % Titanoxid. In letzter Zeit wurden Nepheline und Alunite als Erz verwendet. Nephelin (KּNa 2 OּAl 2 O 3 ּ2SiO 2) ist ein Teil des Apatit-Nephelin-Gesteins (auf der Kola-Halbinsel).
Die wichtigste ist die Bauxitlagerstätte Severouralsk in der Region Swerdlowsk. Severouralsk-Bauxite - Diaspor-Böhmit und Diaspor; der Großteil von ihnen zeichnet sich durch einen hohen Gehalt an Al 2 O 3 (52-54%) und einen niedrigen Gehalt an Kieselsäure (3-5%) aus; der Gehalt an Fe 2 O 3 in diesen Bauxiten beträgt 21-28 %. Bauxit wird unterirdisch (Mine) aus einer Tiefe von bis zu 700 m abgebaut.Der Gehalt an Kohlenmonoxid (IV) -COa im abgebauten Bauxit (2,5-3,5%) und Schwefel (ca. 1%) ist hoch, was seine Qualität mindert . Einige der Lagerstätten befinden sich in schwer erschließbaren Gebieten, die für einen effizienteren Tagebau nicht geeignet sind.
Im südlichen Ural in der Region Tscheljabinsk und der Region Baschkiren wurden eine Reihe von Bauxitvorkommen vom Typ Böhmit-Diaspor entdeckt. Südural-Bauxite zeichnen sich durch einen hohen Gehalt an Kieselsäure und Kohlenmonoxid (IV) sowie durch eine hohe Härte aus. Sie werden auch unter Tage abgebaut. Abgebaute Bauxite enthalten im Durchschnitt % (nach Gewicht): À1 2 O 3 50-53; SiO 2 5-10 und Fe 2 O 3 21-22.
2.2.2 Gewinnung von Tonerde aus Erzen
Aluminiumoxid wird auf drei Arten gewonnen: alkalisch, sauer und elektrolytisch. Am gebräuchlichsten ist die alkalische Methode (die Methode von K. I. Bayer, die Ende des vorletzten Jahrhunderts in Russland entwickelt und zur Verarbeitung von hochwertigem Bauxit mit einer geringen Menge (bis zu 5-6%) Kieselsäure verwendet wurde). Seitdem wurde seine technische Leistung deutlich verbessert. Das Schema zur Herstellung von Aluminiumoxid nach dem Bayer-Verfahren ist in Abbildung 5 dargestellt.
Abbildung 5 - Schema der Herstellung von Aluminiumoxid nach dem Bayer-Verfahren
Das Wesentliche des Verfahrens liegt in der Tatsache, dass sich Aluminiumlösungen schnell zersetzen, wenn Aluminiumhydroxid in sie eingeführt wird, und die nach ihrer Zersetzung verbleibende Lösung unter Bedingungen intensiven Mischens bei 169-170 ° C das in Bauxiten enthaltene Aluminiumoxid wieder auflösen kann. Diese Methode besteht aus den folgenden Hauptoperationen:
1). Herstellung von Bauxit, das darin besteht, es in Mühlen zu zerkleinern und zu mahlen; die Mühlen werden mit Bauxit, Ätzalkali und etwas Kalk versorgt, der die Freisetzung von Al 2 O 3 verbessert; der resultierende Zellstoff wird zum Auslaugen zugeführt;
2). Bauxitauslaugung (in letzter Zeit wurden die bisher verwendeten rundförmigen Autoklavenblöcke teilweise durch Rohrautoklaven ersetzt, bei denen die Auslaugung bei Temperaturen von 230–250 ° C (500–520 K) erfolgt, die bei ihrer chemischen Zersetzung aus Wechselwirkung mit besteht eine wässrige Alkalilösung; Aluminiumoxidhydrate gehen bei Wechselwirkung mit Alkali in Form von Natriumaluminat in Lösung:
AlOOH + NaOH → NaAlO 2 + H 2 O
Al(OH) 3 + NaOH → NaAlO 2 + 2 H 2 O;
SiO 2 + 2 NaOH → Na 2 SiO 3 + H 2 O;
in Lösung bilden Natriumaluminat und Natriumsilikat ein unlösliches Natriumaluminosilikat; Titan- und Eisenoxide gehen in den unlöslichen Rückstand über und verleihen dem Rückstand eine rote Farbe; dieser Rückstand wird Rotschlamm genannt. Nach Beendigung der Auflösung wird das resultierende Natriumaluminat mit einer wässrigen Alkalilösung verdünnt, während die Temperatur um 100°C gesenkt wird;
3). Abtrennung der Aluminatlösung vom Rotschlamm, meist durch Waschen in speziellen Verdickungsmitteln; dadurch setzt sich der Rotschlamm ab und die Aluminatlösung wird abgelassen und anschließend filtriert (geklärt). In begrenzten Mengen wird der Schlamm beispielsweise als Zementzusatz verwendet. Je nach Bauxitqualität werden 0,6-1,0 Tonnen Rotschlamm (Trockenrückstand) pro 1 Tonne Tonerde gewonnen;
4). Zersetzung der Aluminatlösung. Es wird gefiltert und in große Behälter mit Rührwerken (Zersetzern) gepumpt. Aluminiumhydroxid Al(OH) 3 wird aus einer übersättigten Lösung beim Abkühlen auf 60°C (330 K) und konstantem Rühren extrahiert. Da dieser Prozess langsam und ungleichmäßig abläuft und die Bildung und das Wachstum von Aluminiumhydroxidkristallen bei seiner weiteren Verarbeitung von großer Bedeutung sind, wird den Zersetzern - Keimen eine große Menge festes Hydroxid zugesetzt:
Na 2 O-Al 2 O 3 + 4 H 2 O → Al(OH) 3 + 2 NaOH;
5). Zuordnung von Aluminiumhydroxid und seine Klassifizierung; dies geschieht in Hydrozyklonen und Vakuumfiltern, wo ein Niederschlag mit 50–60 % Al(OH)-Partikeln von der Aluminatlösung abgetrennt wird. Ein erheblicher Teil des Hydroxids wird als Impfmaterial in den Zersetzungsprozess zurückgeführt, das in unveränderter Menge im Kreislauf verbleibt. Der Rückstand nach dem Waschen mit Wasser wird calciniert; das Filtrat wird ebenfalls in den Kreislauf zurückgeführt (nach Konzentration in Verdampfern - zum Auslaugen neuer Bauxite);
6). Dehydratisierung von Aluminiumhydroxid (Kalzinierung); es ist der letzte Vorgang der Tonerdeproduktion; sie wird in Drehrohröfen und neuerdings auch in Öfen mit turbulenter Bewegung des Materials bei einer Temperatur von 1150–1300 etwa C durchgeführt; rohes Aluminiumhydroxid, durch einen Drehrohrofen geführt, getrocknet und entwässert; Beim Erhitzen treten nacheinander die folgenden Strukturumwandlungen auf:
Al(OH) 3 → AlOOH → γ-Al 2 O 3 → α-Al 2 O 3
Das fertig kalzinierte Aluminiumoxid enthält 30–50 % α-Al 2 O 3 (Korund), der Rest ist γ-Al 2 O 3 . Dieses Verfahren extrahiert 85-87 % des gesamten produzierten Aluminiumoxids. Das resultierende Aluminiumoxid ist eine starke chemische Verbindung mit einem Schmelzpunkt von 2050 o C.
2.2.3 Grundlagen der Elektrolyse von Kryolith-Tonerde-Schmelzen
Die Elektrolyse von Kryolith-Aluminiumoxid-Schmelzen ist das Hauptverfahren zur Gewinnung von Aluminium, obwohl einige Aluminiumlegierungen durch elektrothermische Verfahren gewonnen werden.
Die ersten industriellen Elektrolyseure waren für Ströme bis 0,6 kA ausgelegt und wurden in den nächsten 100 Jahren auf 300 kA gesteigert. Dies brachte jedoch keine wesentlichen Änderungen an den Grundlagen des Herstellungsprozesses.
Das allgemeine Schema der Aluminiumherstellung ist in Abbildung 5 dargestellt. Die Haupteinheit ist die Elektrolysezelle. Der Elektrolyt ist eine Kryolithschmelze mit einem leichten Überschuss an Aluminiumfluorid, in der Tonerde gelöst ist. Das Verfahren wird bei variablen Aluminiumoxidkonzentrationen von etwa 1 bis 8 % (Gew.) durchgeführt. Von oben wird eine Kohlenstoffanode in das Bad abgesenkt, die teilweise in den Elektrolyten eingetaucht ist. Es gibt zwei Haupttypen von Opferanoden: selbstgebacken und vorgebacken. Erstere nutzen die Elektrolysewärme zum Rösten der Anodenmasse, die aus einer Mischung von Füllkoks und einem Bindemittel, Pech, besteht. Gebackene Anoden sind eine vorgebackene Mischung aus Koks und Pechbindemittel.
Abbildung 6 – Schema der Aluminiumherstellung aus Tonerde.
Geschmolzenes Aluminium ist bei Elektrolysetemperatur (950–960 °C) schwerer als der Elektrolyt und befindet sich am Boden des Elektrolyseurs. Kryolith-Tonerde-Schmelzen sind sehr aggressiv, denen kohlenstoffhaltige und einige neue Materialien widerstehen können. Aus diesen besteht die Innenverkleidung des Elektrolyseurs.
Zur Konvertierung Wechselstrom In modernen Fabriken werden in modernen Fabriken ständig Halbleitergleichrichter mit einer Spannung von 850 V und einem Umwandlungsverhältnis von 98,5% verwendet, die in einer Silizium-Umspannstation (CPP) installiert sind. Eine Gleichrichtereinheit liefert einen Strom von bis zu 63 kA. Die Anzahl solcher Einheiten hängt von der erforderlichen Stromstärke ab, da sie alle parallel geschaltet sind.
Der im Elektrolyseur ablaufende Prozess besteht in der elektrolytischen Zersetzung von im Elektrolyten gelöster Tonerde. Aluminium wird auf einer flüssigen Aluminiumkathode freigesetzt, die periodisch mit einer Vakuumpfanne ausgegossen und zum Gießen in die Gießerei oder einen Mischer geschickt wird, wo je nach weiterem Verwendungszweck des Metalls mit Silizium, Magnesium, Mangan, Kupfer legiert wird hergestellt oder veredelt werden. An der Anode wird Kohlenstoff durch den freigesetzten Sauerstoff oxidiert. Anodenabgas ist ein Gemisch aus CO 2 und CO.
Elektrolyseure sind normalerweise mit Schutzräumen ausgestattet, die Abgase und ein Reinigungssystem entfernen. Dadurch wird die Freisetzung von Schadstoffen in die Atmosphäre reduziert. Der technologische Prozess erfordert, dass der Shelter hermetisch abgedichtet ist, um das Ansaugen von Gas in den Kollektor mit Hilfe von Ventilatoren zu gewährleisten. Die aus den Elektrolyseuren entnommenen Gase werden von Kohlendioxid (das meiste Kohlenmonoxid wird entweder über dem Elektrolyten oder in speziellen Brennern nach der Gassammelglocke nachverbrannt), Stickstoff, Sauerstoff, gasförmigen und festen Fluoriden und Tonerdestaubpartikeln dominiert. Um sie zu entfernen und in den Prozess zurückzuführen, werden verschiedene technologische Schemata verwendet.
Moderne Elektrolyseure sind mit einem automatischen Tonerdeversorgungssystem (AAF) mit einer Ladezeit von 10–30 min ausgestattet.
Die im Elektrolyseur ablaufende Gesamtreaktion kann durch die Gleichung dargestellt werden
Somit verbraucht der Elektrolyseprozess theoretisch Aluminiumoxid und Anodenkohle sowie die elektrische Energie, die nicht nur für die Durchführung des Elektrolyseprozesses erforderlich ist - die Zersetzung von Aluminiumoxid, sondern auch für die Aufrechterhaltung einer hohen Betriebstemperatur. In der Praxis wird auch eine gewisse Menge an Fluoridsalzen verbraucht, die verdunsten und in die Auskleidung aufgenommen werden. Die Menge an Rohstoffen zur Gewinnung von 1 Tonne Aluminium ist in Tabelle 10 dargestellt:
Tabelle 10 - Die Menge an Rohstoffen zur Gewinnung von 1 Tonne Aluminium
Die Aluminiumherstellung ist einer der energieintensivsten Prozesse, daher werden Aluminiumhütten in der Nähe von Energiequellen gebaut.
Alle der Elektrolyse zugeführten Materialien müssen eine Mindestmenge an Verunreinigungen aufweisen, die elektropositiver als Aluminium sind (Eisen, Silizium, Kupfer usw.), da diese Verunreinigungen während der Elektrolyse fast vollständig in Metall umgewandelt werden.
2.2.4 Elektrothermische Herstellung von Aluminium-Silizium-Legierungen
Es ist unmöglich, reines Aluminium durch direkte Reduktion seines Oxids zu erhalten. Carbothermische Prozesse erfordern hohe Temperaturen (ca. 2000 °C), um Aluminiumoxid zu reduzieren, und in Abwesenheit von legierungsbildenden Komponenten bindet das Metall an Kohlenstoff und ergibt Aluminiumcarbid (Al 4 C 3). Es ist bekannt, dass Aluminiumcarbid und Aluminium ineinander löslich sind und sehr feuerfeste Mischungen bilden. Außerdem löst sich Al 4 C 3 in Al 2 O 3 , daher werden durch die Reduktion von Aluminiumoxid mit Kohlenstoff Mischungen aus Aluminium, Carbid und Oxid mit hohen Schmelzpunkten erhalten. Es ist normalerweise nicht möglich, eine solche Masse aus dem Ofen zu lösen. Selbst wenn dies möglich ist, werden die Kosten der Trennung hoch sein.
In unserem Land wurde zum ersten Mal weltweit ein Verfahren zur Herstellung von Siliziumaluminium (Aluminium-Silizium-Legierungen) entwickelt und im industriellen Maßstab mit ausreichend hohen technischen und wirtschaftlichen Indikatoren umgesetzt.
Das allgemeine technologische Schema zur Herstellung von Aluminium-Silizium-Legierungen ist in Abbildung 7 dargestellt. Als Ausgangsmaterial werden neben Kaolinen (Al 2 O 3 × 2 SiO 2 × 2H 2 O) Kyanite (Al 2 O 3 × SiO 2 ), Distensillimanite ( Al 2 O 3 × SiO 2 ) und eisenarme Bauxite.
Die Legierung wird nach dem Elektroschmelzen zur Reinigung von nichtmetallischen Verunreinigungen zugeführt. Dazu wird ein Flussmittel zugeführt, bestehend aus einer Mischung aus Kryolith und Natriumchlorid, das diese Verunreinigungen benetzt und „sammelt“. Raffiniertes Siliciumaluminium hat eine durchschnittliche Zusammensetzung (%): A1 - 61; Si-36; Fe - 1,7; Ti - 0,6; Zr - 0,5; Ca - 0,7. Diese Legierung ist für die Herstellung von Silumin nicht geeignet und muss von Eisen gereinigt werden. Die gebräuchlichste Reinigungsmethode ist Mangan, das mit Eisen feuerfeste intermetallische Verbindungen bildet.
Abbildung 7 - Allgemeines Schema zur Herstellung von Aluminium-Silizium-Legierungen
Die resultierende Legierung wird mit technischem Elektrolytaluminium oder Sekundäraluminium auf eine Zusammensetzung verdünnt, die verschiedenen Siluminqualitäten entspricht, und zu Barren gegossen.
Die Vorteile dieser Methode zur Gewinnung von Silumin gegenüber der Fusion von elektrolytischem Aluminium mit kristallinem Silizium sind wie folgt: Hohe Leistung einer einzelnen Einheit - moderne Öfen haben eine Leistung von 22,5 MB × A, was etwa 30-mal höher ist als die Leistung eines Elektrolysezelle um 160 kA und folglich eine Verringerung der Ladungsströme, Reduzierung der Kapitalkosten und Arbeitskosten; die Verwendung von Rohstoffen mit niedrigem Siliziummodul, deren Reserven in der Natur recht groß sind.
Reines Aluminium kann theoretisch durch verschiedene Verfahren aus einer Aluminium-Silicium-Legierung isoliert werden. Aufgrund der Komplexität der Hardware und des technologischen Designs in der Industrie werden diese Methoden jedoch derzeit nicht implementiert.
2.3 Sandguss
Dieses Gießverfahren ist sehr vielfältig und dient zur Herstellung von Gussteilen nahezu beliebiger Gestalt aus den meisten bekannten Gusslegierungen. Derzeit werden ca. 80 % aller Gussteile nach Gewicht im Sandgussverfahren hergestellt. Der technologische Prozess zur Herstellung von Gussstücken in diesem Gießverfahren ist hinsichtlich des Mechanisierungsgrads (insbesondere bei der Herstellung von Gussformen und -kernen) vielfältig und reicht von Handarbeit bis hin zu automatisierten Form- und Gießkomplexen mit elektronischem Regelkreis. Das Wesen des Verfahrens liegt in der Herstellung von Gussteilen durch freies Gießen von geschmolzenem Metall in eine Sandform. Nach dem Erstarren und Abkühlen des Gussstückes wird dieses unter gleichzeitiger Zerstörung der Form ausgeschlagen. Der Sandguss hat jedoch einen großen Nachteil, die Gussteile haben keine genauen mechanischen Abmessungen, es ist notwendig, eine Toleranz für die Bearbeitung und Schrumpfung zu geben.
Was die Genauigkeit anbelangt, kann Sandguss Gussteile mit einer Oberflächenrauheit von Ra = 80–10 und mit einer Genauigkeit herstellen, die den Klassen 14–17 und gröber entspricht. Wenn die Form gleichzeitig aus einer herkömmlichen Sand-Ton-Mischung hergestellt wird, liegt die Oberflächenrauheit des Gussstücks im Bereich von R 80 - R 40. Bei Verwendung von Sand-Öl-Mischungen ist die Rauheit der Gussstücke in im Bereich von Ra 80 - Ra 20, und bei Verwendung von Chrom-Magnesit-Mischungen können Ra 20 - Ra 5,0 erreicht werden.
Zur Herstellung von Sandformen werden Form- und Kernmischungen verwendet, die aus Quarz- und Tonsanden (GOST 2138-74), Formmassen (GOST 3226-76), Bindemitteln und Hilfsstoffen hergestellt werden. Die Herstellung von Hohlräumen in Gussstücken erfolgt mit Hilfe von Kernen, die hauptsächlich aus heißen (220-300 ° C) Kernkästen hergestellt werden. Zu diesem Zweck wird plattierter Quarzsand oder eine Mischung aus Sand mit einem duroplastischen Harz und einem Katalysator verwendet. Für die Herstellung von Stäben werden häufig Sandstrahlmaschinen und -anlagen mit einer Position sowie Mehrpositions-Karussellanlagen verwendet. Die der Trocknung unterzogenen Stäbe werden auf Schüttel-, Sandblas- und Sandschießmaschinen oder manuell aus Mischungen von Öl (4GU, C) oder wasserlöslichen Bindemitteln hergestellt. Die Trocknungsdauer (3 bis 12 Stunden) hängt von der Masse und Größe des Stabs ab und wird üblicherweise empirisch ermittelt. Die Trocknungstemperatur wird je nach Art des Bindemittels eingestellt: bei Ölbindemitteln 250-280 °C, bei wasserlöslichen Bindemitteln 160-200 °C. Zur Herstellung großer Massivstäbe werden zunehmend kalthärtende Mischungen (CTS) oder flüssige selbsthärtende Mischungen (LSS) verwendet. Kalthärtende Mischungen enthalten Kunstharze als Bindemittel, und Orthophosphorsäure dient üblicherweise als Kalthärtekatalysator. YCS-Mischungen enthalten ein Tensid, das die Schaumbildung fördert.
Die Stangen werden durch Kleben oder durch Gießen von Aluminiumschmelzen in spezielle Löcher in den ikonischen Teilen zu Knoten verbunden. Die Schwindung der Legierung beim Abkühlen sorgt für die notwendige Festigkeit der Verbindung.
Ein reibungsloses Füllen von Gießformen ohne Stöße und Turbulenzen wird durch den Einsatz von expandierenden Angusssystemen mit dem Verhältnis der Querschnittsflächen der Hauptelemente Fst: Fshp: Fpit 1:2:3; 1:2:4; 1:3:6 jeweils für die untere, geschlitzte oder mehrstöckige Metallzuführung in den Formhohlraum. Die Steiggeschwindigkeit des Metalls im Formhohlraum sollte 4,5/6 nicht überschreiten, wobei 6 die vorherrschende Wandstärke des Gussstücks ist, cm Die minimale Steiggeschwindigkeit des Metalls in der Form (cm/s) wird bestimmt durch die Formel von A. A. Lebedev .
Die Art des Angusssystems wird unter Berücksichtigung der Abmessungen des Gussstücks, der Komplexität seiner Konfiguration und der Position in der Form ausgewählt. Das Gießen von Formen für Gussstücke mit komplexer Konfiguration und geringer Höhe erfolgt in der Regel mit Hilfe von unteren Angusssystemen. Bei großen Gusshöhen und dünnen Wandstärken sind vertikal geschlitzte oder kombinierte Angusssysteme vorzuziehen. Formen für Gussteile kleiner Größe können durch die oberen Angusssysteme gegossen werden. In diesem Fall sollte die Höhe des in den Formhohlraum fallenden Metallschorfs 80 mm nicht überschreiten.
Um die Geschwindigkeit der Schmelze am Eingang des Formhohlraums zu verringern und die darin schwebenden Oxidfilme und Schlackeneinschlüsse besser abzutrennen, werden zusätzliche hydraulische Widerstände in die Angusssysteme eingeführt - Netze (Metall oder Glasfaser) werden installiert oder durch Granulat gegossen Filter.
Angüsse (Feeder) werden in der Regel zu dünnen Abschnitten (Wänden) von entlang des Umfangs verteilten Gussteilen gebracht, wobei die Bequemlichkeit und ihre anschließende Trennung während der Verarbeitung berücksichtigt werden. Die Zufuhr von Metall zu massiven Einheiten ist nicht akzeptabel, da dies die Bildung von Lunkern, Makrolockerungen und Schwindungs-„Fehlern“ auf der Oberfläche der Gussstücke in ihnen verursacht. Im Querschnitt haben Torkanäle meistens eine rechteckige Form mit einer breiten Seitengröße von 15–20 mm und einer schmalen Seite von 5–7 mm.
Die Legierung AL4 mit einem engen Kristallisationsintervall neigt zur Bildung konzentrierter Lunker in den thermischen Einheiten von Gussteilen. Um diese Schalen aus den Gussteilen zu bringen, ist die Installation von massiven Gewinnen weit verbreitet. Bei dünnwandigen (4-5 mm) und kleinen Gussteilen ist die Gewinnmasse 2-3 mal höher als die Gussmasse, bei dickwandigen Gussteilen bis zu 1,5 mal. Die Höhe des Gewinns wird abhängig von der Höhe des Wurfes gewählt. Bei einer Höhe von weniger als 150 mm wird die Höhe des Gewinns Nprib gleich der Höhe des Gussstücks Notl genommen. Für höhere Gussteile wird das Verhältnis Nprib/Notl mit 0,3–0,5 angenommen. Das Verhältnis zwischen der Höhe des Gewinns und seiner Dicke beträgt im Durchschnitt 2-3. Größte Anwendung Beim Gießen von Aluminiumlegierungen werden obere offene Gewinne mit rundem oder ovalem Querschnitt gefunden. Seitengewinne werden in den meisten Fällen geschlossen gemacht. Um die Effizienz der Gewinne zu steigern, werden sie isoliert, mit heißem Metall gefüllt und nachgefüllt. Die Erwärmung erfolgt in der Regel durch einen Aufkleber auf der Oberfläche der Formplatte aus Asbest, gefolgt von einer Trocknung mit einer Gasflamme.
Das Füllen von Sandformen mit Metall erfolgt aus Pfannen, die mit feuerfestem Material ausgekleidet sind. Vor dem Befüllen mit Metall werden frisch ausgekleidete Pfannen getrocknet und bei 780–800 °C kalziniert, um Feuchtigkeit zu entfernen. Die Temperatur der Schmelze vor dem Gießen wird auf einem Niveau von 720–780 °C gehalten. Formen für dünnwandige Gussstücke werden mit 730-750°C heißer Schmelze gefüllt, für dickwandige Gussstücke mit 700-720°C.
Mögliche Gussfehler, Ursachen und Maßnahmen zu deren Beseitigung.
· Unterfüllen und Löten. Gebildet aus unvermischten Metallströmen, die erstarren, bevor die Form gefüllt wird. Mögliche Ursachen: kaltes Metall, kleine Querschnittsspeiser Lunker sind geschlossene innere Hohlräume in Gussteilen mit gerissener Oberfläche. Treten aufgrund von Schrumpfung von Legierungen, unzureichender Ernährung auf. Beseitigen Sie mit Hilfe von Gewinnen.
· Heißrisse in Gussteilen entstehen durch Kristallisation und Schrumpfung des Metalls beim Übergang vom flüssigen in den festen Zustand bei einer Temperatur nahe der Solidustemperatur. Die Neigung der Legierung zur Bildung von Heißrissen nimmt in Gegenwart von nichtmetallischen Einschlüssen, Gasen, Schwefel und anderen Verunreinigungen zu. Die Bildung von Heißrissen wird durch starke Unterschiede in der Wandstärke, scharfe Ecken, hervorstehende Teile verursacht. Hohe Gießtemperaturen erhöhen auch die Wahrscheinlichkeit von Heißrissen. Um die Bildung von Heißrissen in Gussstücken zu verhindern, ist es notwendig, eine gleichzeitige Kühlung der dicken und dünnen Teile der Gussstücke sicherzustellen; Erhöhung der Flexibilität von Gießformen; Reduzieren Sie wenn möglich die Gießtemperatur der Legierung.
· Brand – eine schwer zu entfernende Form- oder Kernsandschicht, die mit dem Gussstück verschweißt ist. Tritt auf, wenn die Feuerbeständigkeit der Mischung unzureichend ist oder die Temperatur des Metalls zu hoch ist.
· Sandschalen – mit Sand gefüllte Hohlräume im Gusskörper. Tritt auf, wenn die Festigkeit des Formsandes nicht ausreicht.
· Gasschalen - Gusshohlräume mit abgerundeter Form und glatter oxidierter Oberfläche. Sie treten bei hoher Luftfeuchtigkeit und geringer Gasdurchlässigkeit der Form auf.
· Verziehen. Tritt aufgrund falscher Zentrierung auf.
Vorteile:
· Konfiguration 1…6 Schwierigkeitsgruppen.
· Fähigkeit zur Mechanisierung der Produktion.
· Kostengünstige Produktion von Gussstücken.
· Möglichkeit der Herstellung von Gussstücken mit großem Gewicht.
Gussstücke werden aus allen Gusslegierungen hergestellt, außer aus feuerfesten.
Mängel:
· Schlechte sanitäre Bedingungen.
Große Oberflächenrauheit.
· Wandstärke > 3mm.
· Die Fehlerwahrscheinlichkeit ist größer als bei anderen Gießverfahren.
Angemessenheit und Umfang
Dieses Gießverfahren ist für jede Fertigungsart, für Teile beliebiger Masse, Gestalt, Abmessung, zur Herstellung von Gussstücken aus nahezu allen Gusslegierungen wirtschaftlich durchführbar. Dieses Gießverfahren ist das wichtigste für die Herstellung von Gusseisen- und Stahlgussteilen in verschiedenen Bereichen des Maschinenbaus. Und für die Herstellung massiver, großformatiger Gussteile ist dies das einzige Gießverfahren. Diese Methode Das Gießen erlegt der Wandstärke der hergestellten Gußteile bestimmte Beschränkungen auf.
3. Verbesserung der mechanischen Eigenschaften
3.1 Alterung und Härtung
Für die AL4-Legierung werden zwei Arten der Wärmebehandlung empfohlen. Modus T1: Alterung bei einer Temperatur von 175±5°C für 5-17 Stunden, Abkühlung an der Luft. Modus T6: Härten - Erhitzen bei einer Temperatur von 535±5°C für 2-6 Stunden, Abkühlen in Wasser bei 20-100°C + Altern bei 175±5°C für 10-15 Stunden, Abkühlen an der Luft.
Eine elektronenmikroskopische Untersuchung der Struktur der AL4-Legierung zeigte, dass die Alterung der abgeschreckten Legierung bei einer Temperatur von 175 °C für 10 h von der Ausscheidung einer metastabilen β'-Phase und einer großen Menge gleichmäßig darin verteilter Siliziumpartikel begleitet wird die Körner der festen Lösung.
In diesem Fall verlangsamt eine vorläufige kurzzeitige Hochtemperaturerwärmung in der ersten Alterungsstufe sozusagen den Prozess der Siliziumausscheidung. Dies kann auf eine Verringerung der Anzahl von Leerstellen zurückzuführen sein, die während des Abschreckens zurückblieben und für die Lokalisierung von Siliziumatomen vor ihrer Isolierung erforderlich sind.
Das Erhitzen in der ersten Stufe trägt zur gleichförmigen Verteilung nadelförmiger Präzipitate der metastabilen β'-Phase bei niedrigeren Temperaturen bei und führt zu einer Verfeinerung der Struktur, die nach dem Erhitzen in der zweiten Stufe bei einer Temperatur von 160°C erhalten wird.
Das Gefüge der Legierung im Gusszustand: α-Mischkristall, Silizium, das Bestandteil des α + Si-Eutektikums ist, bei Vorhandensein von Eisenverunreinigungen die AlSiFeMn-Phase, bei geringem Mangangehalt die Al 5 FeSi-Phase. Feine Partikel der Mg 2 Si-Phase können mit einem optischen (Mikroskop) nur in einer während der Kristallisation sehr langsam abgekühlten Legierung beobachtet werden Wärmebehandlung führt zu einer gewissen Koagulation von Silizium, Auflösung der festigenden Mg 2 Si-Phase, eisenhaltige Phasen tun dies nicht ändern, es wird bereichsweise ein Aufschmelzen des Eutektikums α + Si beobachtet, das bei der Sekundärausscheidung feinkörnig auskristallisiert.
4. Bearbeitung
Die Blockbearbeitungstechnologie umfasst:
· Koaxialität der Öffnungen aller Betten des Blocks;
· gleiche Größe (Durchmesser) aller Betten (mit Ausnahme von Sonderanfertigungen);
· Rechtwinkligkeit der Achsen von Betten und Zylindern;
· Parallelität der Ebene eines Blockverbinders mit einem Kopf und einer Bettachse;
· Parallelität der Achsen der Betten der Hilfs- und Nockenwellen (falls sie im Block eingebaut sind) zur Achse der Betten der Kurbelwelle.
Die Praxis zeigt, dass alle Abweichungen von Rechtwinkligkeit und Parallelität den halben Arbeitsabstand der Teile nicht überschreiten sollten. Bei einem Spalt von 0,04 + 0,06 mm sind das nicht mehr als 0,02 + 0,03 mm.
4.1 Basispunkte setzen
Die Basisfläche oder Basispunkte auf dem Teil sind die Flächen und Punkte, an denen das Teil während der Bearbeitung relativ zum Schneidwerkzeug orientiert ist. Es ist klar, dass sowohl in der Gießerei als auch in der Maschinenwerkstatt die Messung und Bearbeitung von Präzisionsgussteilen relativ zu den gleichen Grundlagen durchgeführt werden muss.
Manchmal wird die rohe Gussoberfläche als Basis genommen, aber in einigen Fällen kann auch die bearbeitete Oberfläche des Teils als primäre Basis dienen. Im letzteren Fall ist es für eine objektive Beurteilung der in der Gießerei hergestellten Gussteile günstiger, diesen Primärsockel in der Gießerei herzustellen, indem die erforderliche Bearbeitung der Sockeloberfläche durchgeführt wird.
Die Serienproduktion beinhaltet die Verarbeitung großer Chargen von Teilen, so dass die Ungenauigkeit bei der Einrichtung des technologischen Prozesses der Bearbeitung dazu führen kann, dass eine große Anzahl von Gussteilen aufgrund extrem begrenzter Gusszugaben abgelehnt wird.
4.2 Beschaffung der Kurbelwellenhauptlager (Kurbelwellenbett) und Einbau der Hülsen
Mit Hilfe zuvor gewonnener Grundflächen auf einer Horizontalbohrmaschine erhielten wir koaxiale Bohrungen für alle Kurbelwellenbetten.
Die Betten im Block werden mit Hauptlagerdeckeln gebildet, deren Bolzen vor der Bearbeitung mit einem bestimmten Moment angezogen werden. Form und Größe der Bettungslöcher nach der Bearbeitung hängen in der Regel teilweise vom Anzugsmoment der Schrauben ab. Befolgen Sie daher beim Zusammenbau des Motors die Empfehlungen des Herstellers. Lagerdeckel werden in der Regel mit Schrauben mit einem Durchmesser von 10 + 12 mm angezogen, selten mehr. Die Hauptlagerdeckel sind notwendigerweise auf dem Block zentriert, was die notwendige Form des Bettes nach dem Anziehen der Schrauben sicherstellt (keine Verformung, Ovalität und Verjüngung). Dies wird erreicht verschiedene Wege die in Abbildung - 8 gezeigt werden. Die gebräuchlichste Zentrierung an den Seitenflächen (Optionen a und b), da sie am einfachsten herzustellen ist, obwohl diese Methode nicht die ideale Geometrie des Betts bietet. Ziemlich oft wird eine genauere, aber komplexe Zentrierung auch mit Buchsen gefunden, die in den Löchern des Blocks und der Abdeckungen installiert sind (Option c). Die Zentrierung des Deckels mit zwei Stiften wird selten verwendet (Option d).
Abbildung - 8. Verfahren zum Anbringen der Hauptlagerdeckel der Kurbelwelle am Kurbelgehäuse
Da mein Kurbelgehäuseblock aus einer Aluminium-Silizium-Legierung gegossen ist, wird es ein "Aluminiumblock mit trockenen Hülsen" sein.
In der ersten Phase wird zur Bestimmung der Abmessungen und Konfiguration der Laufbuchsen und ihrer Herstellung eine detaillierte Messung des Zylinderblocks durchgeführt.
Dann wurden auf einer Spezialbohrmaschine die Zylinderlöcher für den Einbau von Laufbuchsen gebohrt. Als nächstes wird die Position des Blocks auf der Maschine entlang der oberen Ebene überprüft – idealerweise ist sie parallel zur Unterseite und kann auch als Basis genommen werden. Manchmal gehen sie sogar noch weiter: Bei der Suche nach der Mitte (Achse des Zylinders) überprüfen sie mit dem Indikator die Position der Zylinderwand vertikal in zwei Richtungen - quer und längs. Deshalb legen sie den Block auf die untere Ebene und bohren ihn, wobei sie den oberen Teil des Zylinders abstimmen. Gleichzeitig werden die Löcher der Hauptlager des Blocks als technologische Basis verwendet, die die strikte Einhaltung der Rechtwinkligkeit der Achse der Zylinderlöcher relativ zur Achse der Kurbelwelle gewährleistet.
Die Buchsen wurden in den Bohrungen mit einem Übermaß von 0,07–0,08 mm installiert, so dass die Auswahlen an den Buchsen für die Gegengewichte der Kurbelwelle mit den entsprechenden Auswahlen des Zylinderblocks übereinstimmten.
Nach dem Einbau der Hülsen wurden diese auf das Nennmaß aufgebohrt (unter Berücksichtigung der Honzugabe 0,06-0,08 mm), die Enden und die Einführschräge beschnitten.
Endbearbeitung - Honen wurde auf einer Honmaschine durchgeführt. Das Honen wurde in drei Stufen durchgeführt: Grobhonen, Feinhonen (beide mit Keramiksteinen) und Bürsten mit Bürsten aus mit Siliziumkarbiden verstärkten Nylonfasern.
Fazit zur geleisteten Arbeit
In meiner Studienarbeit wurde eine End-to-End-Technologie zur Herstellung eines Zylinderblocks für Verbrennungsmotoren entwickelt. Darin habe ich den Zylinderblock selbst beschrieben und die Bedingungen für seinen Betrieb analysiert. Dann formulierte er die Anforderungen an den Motorblock und wählte den Werkstoff für die Fertigung (AL 4).
Nach der Analyse und Auswahl des Materials habe ich eine Fertigungstechnologie für den Block zusammengestellt. Für sie habe ich ein technologisches Schema der Produktionsstufen erstellt und beschrieben. In der Beschreibung der technologischen Stufen schreibe ich ausführlich darüber, wie das von mir für den Block gewählte Material hergestellt wird, nämlich die Gewinnung von Bauxit, die Verarbeitung von Tonerde, das Schmelzen von Aluminium daraus und die Herstellung von fertigen Barren aus der gewünschten Zusammensetzung und mit den erforderlichen physikalischen und mechanischen Eigenschaften. Das resultierende Material wird zur Herstellung von Gussteilen des Motorblocks durch Gießen in Sandformen verwendet. Dieses Verfahren wurde von mir gewählt, weil es für jede Art der Fertigung, für Teile beliebiger Gewichte, Gestalten, Abmessungen, zur Herstellung von Gussteilen aus fast allen Gusslegierungen wirtschaftlich machbar ist. Nach Erhalt der Blockgussteile werden diese thermisch und mechanisch zum Fertigteil für die Montage des Verbrennungsmotors veredelt.
Verzeichnis der verwendeten Literatur
1. Kolodin E. A., Sverdlin V. A., Svoboda R. V. Herstellung von gebrannten Anoden von Aluminiumelektrolyseuren. - M.: Metallurgie, 1980, - 84 S.
2. Dalsky A.N., Arutyunova I.A., Technology of Structural Materials, Lehrbuch. – M.: Mashinostroenie 1985. – 450 S.
3. Metallurgischer Leitfaden für Nichteisenmetalle „Aluminiumherstellung“.
4. Terentiev V.G., Shkolnikov R.M., Grinberg I.S., Chernykh A.E., Zelberg B.I., Chalykh V.I. "Produktion von Aluminium", 1998.
5. Borisoglevskii Yu.V., Galevsky G.V., Kulagin N.M., Mintsis M.Ya., Siratzutdinov G.A., Aluminium Metallurgy. Moskau: Metallurgie, 1999.
6. Matyunin V.M. Karpman M.G., Fetisov G.P. Materialwissenschaft und Technologie der Metalle, 2002.
7. D. Parfenov "Verarbeitung von Nichteisenmetallen: der Kampf der Widersprüche" - die Veröffentlichung des Analysezentrums "National Metallurgy" 2004.
8. A.E. Khrulev Reparatur ausländischer Automotoren 1999.