Głównym założeniem każdej koncepcji aluminiowego bloku silnika jest precyzyjna definicja profil wymagań. Głównym elementem konstrukcyjnym każdej koncepcji jest powierzchnia robocza cylindra. Ponieważ przy zastosowaniu konwencjonalnych odlewów aluminiowych nie da się w wystarczającym stopniu zrealizować właściwości tarcia i zużycia, dobiera się metodę odpowiednią dla danego zastosowania, optymalną zarówno pod względem trwałości powierzchni roboczych cylindrów, jak i pod względem produkcyjnym, ponieważ jak i ekonomicznie.
Istnieją, jak zawsze, duże różnice w koncepcjach powierzchni roboczych benzyny i silniki Diesla. Chociaż rozwój aluminiowych powierzchni bieżnych w silnikach benzynowych przeszedł długą drogę, a metoda ALUSIL® jest szeroko stosowana w produkcji silników, nie znalazła ona jeszcze zastosowania w silnikach wysokoprężnych. Z tego powodu żeliwne tuleje cylindrowe są nadal regularnie stosowane w silnikach wysokoprężnych. Rozwój powierzchni roboczych zmierza obecnie w kierunku powlekania tych powierzchni żelazem. Odbywa się to albo poprzez natryskiwanie termiczne (powlekanie plazmowe), natryskiwanie łukowe drutem, albo metodą PVD. Te nowe metody zostaną omówione bardziej szczegółowo w kolejnych rozdziałach.
Przegląd różnych technologii powierzchni roboczych
Obraz 3
Powierzchnie robocze cylindrów ALUSIL®
W metodzie ALUSIL® cały blok cylindrów składa się z nadeutektycznego stopu aluminiowo-krzemowego. Ten stop nadeutektyczny charakteryzuje się dużą zawartością krzemu; najczęściej stosowany stop ALUSIL® (AISi17Cu4Mg) ma zawartość krzemu 17%.
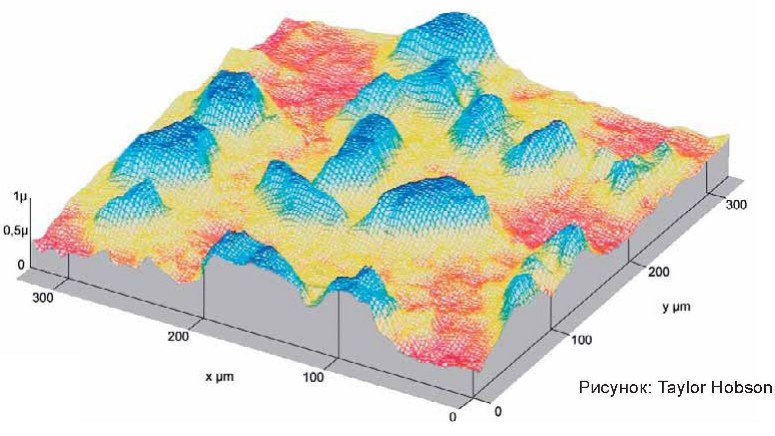
W odróżnieniu od stopu nadeutektycznego, eutektyczny stop aluminiowo-krzemowy zawiera jedynie 12-13% krzemu. Przy takim udziale krzemu uzyskano stopień nasycenia aluminium. Większy udział krzemu prowadzi do tworzenia się pierwotnych kryształów krzemu, gdy stopiony materiał krzepnie. Oznacza to, że ta część krzemu, która na skutek nasycenia aluminium krzemem nie może połączyć się z aluminium, krystalizuje i osadza się wśród (nasyconego) stopu aluminiowo-krzemowego (eutektycznego). Aby ułatwić krystalizację krzemu, dodaje się go do stopu. mała ilość fosfor. Kryształy krzemu rosną wokół heterogenicznego jądra fosforku glinu. Wielkość kryształów krzemu waha się od 20 do 70 |jm. Te pierwotne kryształy krzemu, odpowiednio przetworzone i otwarte, bez dodatkowego wzmocnienia, tworzą odporną na zużycie powierzchnię wewnętrzną cylindra dla tłoka i pierścienie tłokowe. Zdjęcie 1: mówimy o kręceniu przezroczystą folią 1 - tutaj pokazana jest finalnie obrobiona powierzchnia robocza cylindra ASHZI® w powiększeniu (szlifowanie mechaniczne w celu otwarcia). Wyraźnie widoczne są otwarte kryształy leżące wypukłie w aluminiowej sieci krystalicznej. Kryształy krzemu stają się tym większe, im dłużej trwa proces krzepnięcia. Ze względu na różną szybkość chłodzenia bloku cylindrów, w dolnej części cylindrów tworzą się nieco większe kryształy krzemu niż w górnej, co na skutek cechy konstrukcyjne, chłodzi się szybciej. Obraz 2 pokazuje trójwymiarowy wzór chropowatości jednego z gotowych elementów obrobionych.
 |
Obraz 1 |
 |
Obraz 2 |
0axfilm to cienka przezroczysta folia do bezpośredniego fotografowania struktur powierzchniowych.
Na rycinie 3 przedstawiono różnice strukturalne pomiędzy podeutektycznymi, eutektycznymi i nadeutektycznymi stopami aluminiowo-krzemowymi
Ze względu na jednorodny rozkład krzemu pierwotnego w całym odlewie, efektem są ogólnie gorsze właściwości usuwania wiórów i trwałość narzędzia w porównaniu ze standardowymi stopami aluminium. Niższa prędkość skrawania wydłuża również czas obróbki, co negatywnie wpływa na cykl produkcyjny.
Ten problem podczas obróbki można rozwiązać za pomocą narzędzi skrawających (PKD) wyposażonych w diamenty. Tylko do wykonywania otworów w materiale pełnym i do gwintowania nie ma narzędzi wyposażonych w diamenty.
Obróbkę powierzchni ślizgowych cylindrów opisano szczegółowo począwszy od rozdziału 3.3 pt. „Obróbka powierzchni ślizgowych cylindrów aluminiowych”.
Obrazy 3
a) eutektyka

b) podeutektyczny o strukturze ziarnistej

c) podeutektyczny o ulepszonej strukturze

d) nadeutektyczny

Powierzchnie bieżne cylindrów LOKASIL®
Dzięki metodzie LOKASIL® standardowy stop odlewniczy (np. AISi9Cu3) jest lokalnie wzbogacany krzemem w obszarze powierzchni ślizgowych cylindrów. Osiąga się to dzięki wysoce porowatym, cylindrycznym cząstkom krzemu, które umieszcza się w formie i metodą odlewania tłocznego (odlewanie przez wyciskanie, patrz także rozdział „2.2.5. Prasowanie”) wlewa się do bloku cylindrów pod wysokim ciśnieniem. ciśnienie. Podczas procesu odlewania stop aluminium pod wysokim ciśnieniem (900-1000 bar) jest przepychany (infiltrowany) przez pory ukształtowanych cząstek krzemu (preforma).
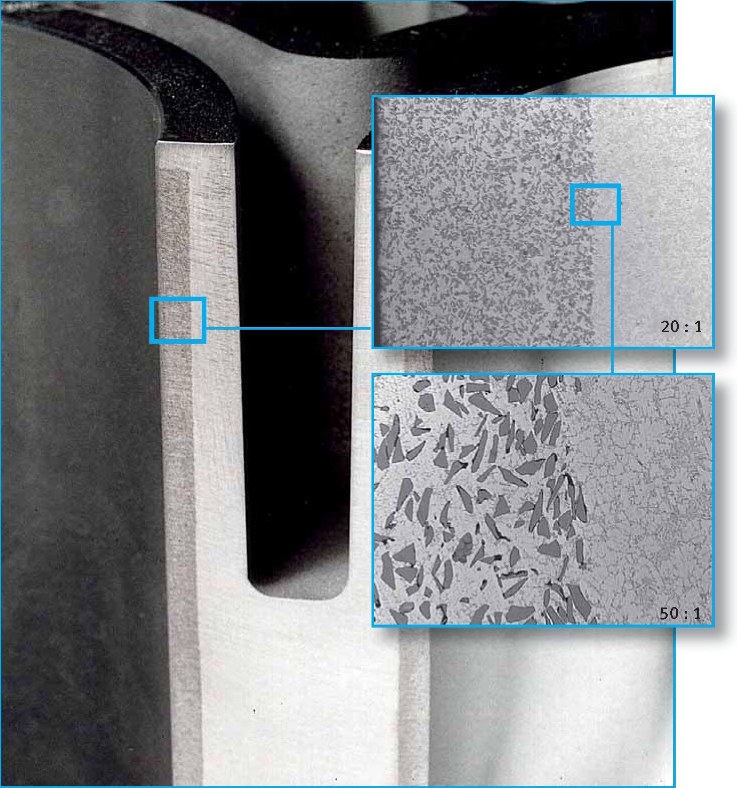
Wymagane do wzmocnienia powierzchnia robocza Zatem kryształy krzemu występują w cylindrze tylko w obszarze powierzchni roboczych cylindrów. Dzięki temu miejscowemu wzbogaceniu krzemem uzyskuje się właściwości powierzchni roboczej porównywalne z ALUSIL®-MeTOfly. Dzięki niższemu udziałowi krzemu w stopie aluminium uzyskuje się bloki cylindrów, które w przeciwieństwie do metody ALUSIL są bardzo dobrze obrobione aż do powierzchni ślizgowych cylindrów. Zdjęcie 1 przedstawia pod mikroskopem przekrój poprzeczny bloku cylindrów wyprodukowanego metodą LOKASIL® przy powiększeniu 20x lub 50x. Wzbogacenie krzemem jest wyraźnie widoczne w obszarze powierzchni roboczych cylindrów (ciemniejsza strefa).
 |
Obraz 1 |
Preformy silikonowe (ryc. 2) są dostępne w dwóch wersjach różne projekty. Rozróżnij LOKASIL®-! i LOKASIL®-!!. Obie wersje są najpierw wypalane w piecu, a następnie wlewane do bloku cylindrów. W tym przypadku spoiwo żywicy organicznej wypala się i aktywuje się spoiwo żywicy nieorganicznej, które wiąże kryształy krzemu aż do ich wylania.
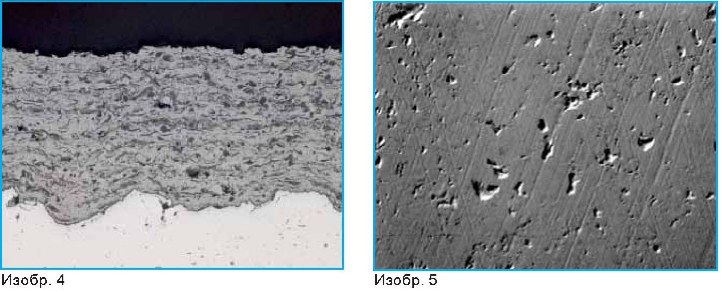
Kompletna kombinacja materiałów zawiera po wlaniu do bloku cylindrów LOKASIL®-! około 5-7% włókna i 15% krzemu. Z LOKASIL®-!! - jest to 25% krzemu i dokładnie 1% spoiwa nieorganicznego. Rozmiary cząstek krzemu z LOKASIL®-! zakres od 30 do 70 |JM, przy LOKASIL -II - od 30 do 120 |Jm. Zdjęcie 3 przedstawia strukturę LOKASIL®-!, powiększoną pod mikroskopem. Wyraźnie widoczne są włókna znajdujące się pomiędzy kryształami krzemu. Zdjęcie 4 przedstawia strukturę LOKASIL®-!!.
 |
Obraz 2 |
Powierzchnie robocze cylindrów pokryte azotkiem tytanu
Stosunkowo nową metodą, niestosowaną jeszcze w masowej produkcji, jest powlekanie powierzchni roboczych cylindrów azotkiem tytanu (TiN) lub azotkiem tytanu-glinu (TiAIN). Aby uzyskać wymaganą odporność na zużycie, szlifowane powierzchnie toczne cylindrów aluminiowych pokrywa się metodą PVD („Physical Vapor Deposition”: fizyczne oddzielenie fazy gazowej). Grubość powłoki jest stosunkowo niewielka, dzięki czemu struktura honowania pozostaje podczas powlekania. Stosunkowo Wysokie koszty I niewystarczająca niezawodność procesy stoją jednak na przeszkodzie powszechnemu stosowaniu tej metody.
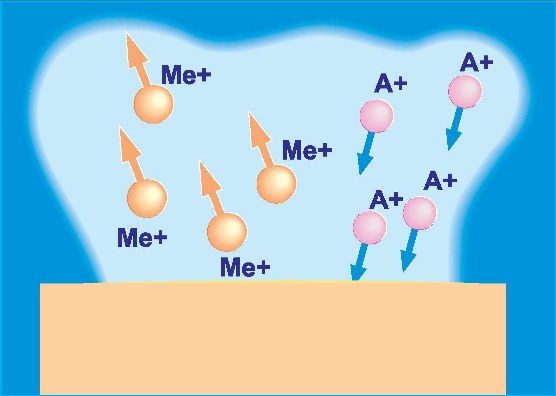
W przypadku metody PVD materiał donorowy występujący w postaci stałej odparowuje się w próżni. Dzieje się to albo poprzez bombardowanie jonami, albo w postaci łuku elektrycznego. Zdjęcie 5 schematycznie pokazuje, jak zjonizowane jony argonu wybijają drobne cząstki z materiału dawcy. Odparowane lub przemieszczone cząstki metalu poruszają się po orbitach balistycznych w komorze próżniowej lub osadzają się na powlekanych powierzchniach. Czas trwania procesu powlekania określa wymaganą grubość powłoki. Jeśli do komory PVD zostaną wprowadzone reagujące gazy, takie jak tlen, azot lub węglowodory, można również oddzielić tlenki, azotki i węgliki.
 |
Obraz 5 |
Niklowane powierzchnie cylindrów
Aby uzyskać wymaganą odporność na zużycie, powierzchnie toczne cylindrów pokrywano w przeszłości warstwą dyspersyjną z węglika niklu i krzemu: Ni-SiC), która jest nakładana galwanicznie na drobno obrobioną powierzchnię toczną cylindrów. Obydwa koncepty – Galnikal® i Nikasil® – stały się znane jako marki. Średnia grubość warstwy niklu wynosi od 10 do 50 |jm. Fazy stałe węglika krzemu (7-10% objętościowych) są zintegrowane z tą warstwą w celu poprawy odporności na zużycie. Wielkość ziaren zintegrowanego węglika krzemu wynosi 1-3 mb. Jako materiały podstawowe na blok cylindrów nadają się korzystne stopy aluminium, takie jak Silumin® (np. AISi9Cu3). Zdjęcie 2 przedstawia powiększony przekrój pod mikroskopem niklowanej powierzchni roboczej cylindra.
Ze względu na nierównomierną grubość warstwy niklu powstałą w wyniku galwanizacji, powierzchnie robocze cylindrów po nałożeniu powłoki niklowej muszą zostać wygładzone poprzez konwencjonalne honowanie i ustrukturyzowane. W porównaniu do wykładziny z żeliwa szarego warstwa niklu jest stosunkowo gładka i nie posiada żył grafitowych, w których mógłby się osadzać osad. smar. Ostatnia operacja honowania jest szczególnie ważna, ponieważ umożliwia utworzenie kanałów dystrybucji oleju i optymalizację ilości oleju pozostającego na powierzchni ślizgowej cylindra.
Powłoki niklowe wymagają dużych inwestycji w instalacje galwaniczne i urządzenia do odkażania substancji toksycznych w kąpielach podczyszczających.
Wreszcie, usuwanie powstałego żużla niklowego ma negatywny wpływ na koszty produkcji. Niklowanie stosowane jest głównie w masowej produkcji silników jednocylindrowych. Przeciwnie, bloki wielocylindrowe są stosowane w produkcji masowej tylko w pojedynczych przypadkach. Podczas produkcji wystąpiły problemy związane z porowatością żeliwa na powierzchni cylindra, co skutkowało oddzielaniem się warstw. W przeszłości pojawiały się również problemy związane z częstą eksploatacją na krótkich dystansach w związku z paliwem zawierającym siarkę. W przypadku silników, które albo nie osiągnęły swoich temperatura robocza lub rzadko kiedy to osiągano, praca na krótkich obszarach prowadziła do tworzenia się kondensatu, który wraz z siarką powstającą w wyniku spalania prowadził do powstawania kwasu siarkawego. Te kwaśne produkty spalania doprowadziły do korozji, wspomnianego oddzielenia się warstw i ostatecznie do rezygnacji z niklowanych powierzchni cylindrów w masowej produkcji silników samochodów osobowych.
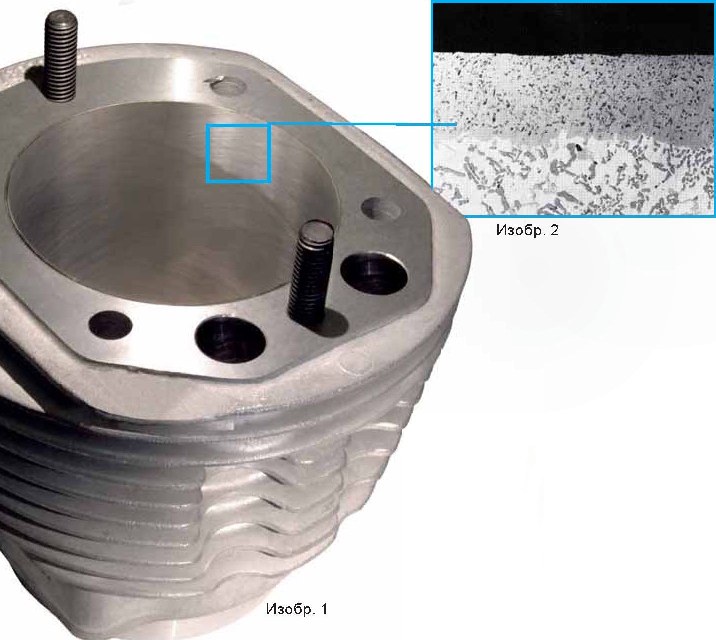
W przeciwieństwie do ALUSiL®-MeTOd, odbudowa otworów cylindrów podczas średniego lub większego remontu - łącznie z nową powłoką niklową - jest możliwa tylko przy dużej pracochłonności i dużym trudu. Jest to mało wykonalne ze względu na brak odpowiednich przedsiębiorstw specjalistycznych. Zdjęcie 1 przedstawia cylinder silnika motocyklowego z powłoką Galnikal® z żebrami aluminiowymi.
Warstwy natrysku plazmowego na bazie żelaza
Metoda ta jest stosowana w serii od kilku lat. Podczas powlekania plazmowego w palniku plazmowym wzbudzany jest łuk elektryczny. Dostarczony gaz plazmowy (wodór lub argon) jest jonizowany do stanu plazmy i opuszcza dyszę palnika wysoka prędkość. Za pomocą gazu nośnego materiał powłokowy (np. składający się z 50% stali stopowej i 50% molibdenu) w postaci proszku nanosi się wiązką plazmy w temperaturze 15 000–20 000 ° C. Materiał powłokowy topi się i wtryskuje w w stanie ciekłym z prędkością od 80 do 100 m/s na malowaną powierzchnię. W razie potrzeby w warstwę żelaza natryskiwanego plazmowo można dodatkowo zintegrować materiały ceramiczne. Proces zachodzi pod ciśnieniem atmosferycznym. Zdjęcie 3 przedstawia schemat procesu powlekania.
Grubość warstwy uzyskanej metodą powlekania plazmowego wynosi 0,18-0,22 mm. Na koniec powłoka jest poddawana obróbce poprzez honowanie. Grubość warstwy pozostająca po honowaniu wynosi około 0,11-0,13 mm.
Zdjęcie 4 przedstawia powiększony widok mikroskopowy przekroju powierzchni roboczej cylindra pokrytego plazmą. Zdjęcie 5 przedstawia powiększony widok wykończonej obrobionej powierzchni tocznej cylindra. Wyraźnie widoczne są zagłębienia w powierzchni roboczej powstałe na skutek porowatej warstwy plazmy. W zagłębieniach może osadzać się olej silnikowy, co poprawia właściwości cierne i ścierne powierzchni roboczej.
Dzięki powłoce plazmowej zwiększa się żywotność silnika, a dzięki mniejszemu zużyciu paliwa i oleju szkodliwe emisje. Dzięki małej grubości warstwy powłoki plazmowej możliwe jest uzyskanie jeszcze mniejszych odległości pomiędzy cylindrami w stosunku do zalewanych tulei cylindrowych wykonanych z żeliwa szarego, co pozytywnie wpływa na długość konstrukcyjną silnika.
Stopowanie laserowe powierzchni roboczych cylindrów
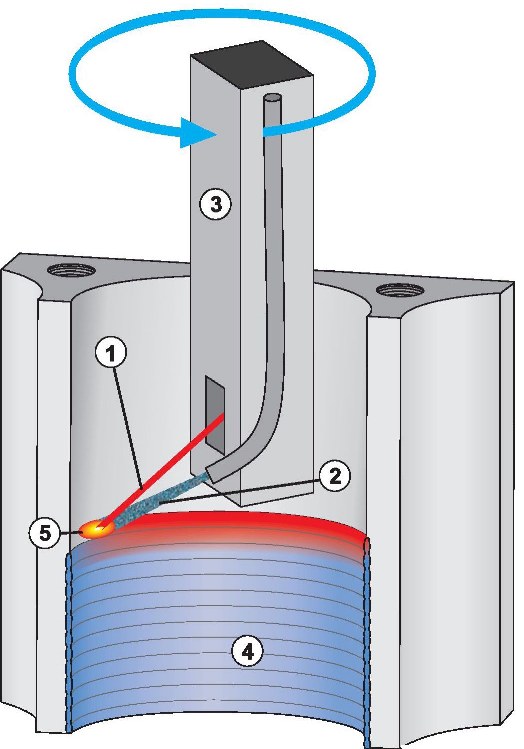
Obraz 1
1. Promień lasera
2. Strumień proszku
3. Obrotowe laserowe urządzenie optyczne
4. Warstwa stopu
5. Strefa stopiona
Stopowanie laserowe to kolejna metoda wzmacniania powierzchni roboczych cylindrów krzemem. W przypadku stopowania laserowego powierzchnia robocza bloku cylindrów wykonana ze standardowego stopu aluminiowo-krzemowego (na przykład AISi9Cu3) jest topiona za pomocą obrotowego laserowego urządzenia optycznego i stapiana metalurgicznie przez równoległe dostarczanie proszku (krzemu itp.) (ryc. 1). Dzięki temu w obszarze wewnętrznej powierzchni cylindra powstaje cienka warstwa z bardzo drobno oddzieloną fazą stałą (głównie krzemem). Po stopowaniu laserowym otwory cylindrów muszą być jeszcze honowane, a cząstki krzemu muszą być odsłonięte. Ponieważ rozmiary cząstek są małe (w granicach kilku centymetrów), otwieranie zintegrowanych kryształów krzemu celowo przeprowadza się poprzez trawienie chemiczne. Proces otwierania poprzez trawienie chemiczne opisano szerzej w rozdziale „3.6.2. Różne metody otwierania krzemu”.
Tuleje z żeliwa szarego Tuleje mokre z żeliwa szarego
Ten typ konstrukcja jest obecnie stosunkowo rzadko stosowana w silnikach samochodów osobowych. Powodem tego jest odmienna rozszerzalność cieplna aluminiowego bloku cylindrów i tulei cylindrowej z żeliwa szarego. Wymaga to zwłaszcza zachowania podczas produkcji wąskich tolerancji na długości tulei cylindrowej, aby z całą pewnością uniknąć problemów z uszczelką głowicy cylindrów (wg. ten przypadek patrz także rozdział „2.3.1. Różne rodzaje projekty bloków cylindrów”).
Tuleje cylindrowe żeliwne
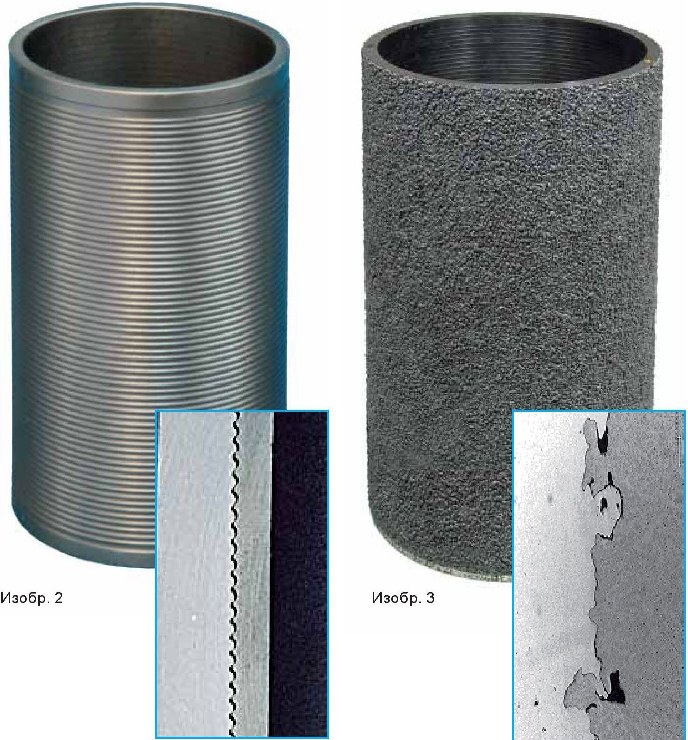
Koncepcja ta łączy w dużej mierze zalety wagowe materiału aluminiowego i brak problemów z właściwościami ślizgowymi powierzchni roboczych cylindrów z żeliwa szarego. Produkcja odbywa się najczęściej przy wykorzystaniu korzystnej metody wtrysku (konstrukcja Open-Deck). Przy wytwarzaniu poprzez formowanie wtryskowe uzyskuje się stosunkowo małe szczeliny pomiędzy wkładką a otaczającym odlewem, a także, ogólnie rzecz biorąc, dobry występ przewodność cieplna. Aby zapewnić ścisłe dopasowanie tulei z żeliwa szarego w bloku, stosuje się różne metody. Najprostszą metodą jest wykonanie go z rowkami wzdłuż średnicy zewnętrznej (rys. 2). Pomimo zastosowanej metody wtrysku mogą jednak wystąpić problemy z połączeniem mechanicznym, a co za tym idzie ze szczelnym osadzeniem wykładziny w bloku. Powodem tego są szczeliny powietrzne pozostałe pomiędzy tuleją a aluminiowym blokiem, choć bardzo małe. Dlatego przeszliśmy na stosowanie tzw. tulei zgrubnie odlewanych (ryc. 3). Dzięki mocno bruzdowanej części zewnętrznej powierzchnia zewnętrzna Podczas nalewania rękaw faktycznie zostaje ściśnięty przez materiał blokowy
Dalsza poprawa - choć kosztem więcej Wysokie koszty- wykonuje alfinowanie lub powlekanie plazmowe rękawów przed wypełnieniem. Podczas alfinowania tuleje są najpierw pokrywane aluminium w kąpieli z czystego aluminium. Tworzy to specjalne wewnętrzne, metalurgiczne połączenie aluminium z tuleją wykonaną z żeliwa szarego. Na Ta metoda Mówimy o stosunkowo drogiej metodzie przygotowania odlewu. Dlatego w razie potrzeby zaczęliśmy stosować najpierw tuleje z żeliwa szarego poza szorstkować przez piaskowanie, a następnie powlekać warstwą aluminium natryskiwaną plazmowo. W przeciwieństwie do alfinowania, powlekanie plazmowe nadal nie tworzy metalurgicznego wiązania pomiędzy żeliwem szarym a aluminium.
Warstwy aluminium nałożone w ten sposób na tuleje, po wlaniu do bloku cylindrów, ponownie lekko się topią i lepiej łączą się z materiałem bloku w porównaniu do tulei bez powłoki aluminiowej. W ten sposób można ograniczyć lub uniknąć problemów z komunikacją, które mogą wystąpić w określonych warunkach.
Tuleje odlewane z aluminium (ALUSIL®, Silitec®)
Oprócz produkcji monolitycznych bloków cylindrów z materiału ALUSIL możliwa jest również produkcja bloków cylindrów z odlewanymi tulejami aluminiowymi o dużej zawartości krzemu (ALUSIL®, Silitec®). Dzięki tej metodzie wzbogacenie w krzem niezbędne do wzmocnienia cylindra występuje tylko w obszarze powierzchni roboczej cylindra. Pozostała część bloku cylindrów składa się ze standardowego stopu aluminiowo-krzemowego (np. AISi9Cu3).
Kompaktowe natryskiwanie wypełnianych rękawów
Mówimy tu o stosunkowo nowej metodzie produkcji tulei aluminiowych o dużej zawartości krzemu (Silitec). Niezbędny materiał wykładzinowy do wypełnienia produkowany jest tzw. metodą natrysku kompaktowego. Dla uproszczenia i przejrzystości w poniższym tekście użyto terminu Silitec®. Tutaj, w jednej komorze, stopione aluminium jest drobno rozpylane za pomocą gazu atomizującego (azotu), tworząc w ten sposób warstwę po warstwie przedmiot obrabiany (ryc. 1). Kształt stożka natryskowego determinuje późniejszy kształt półproduktu. W zasadzie tą metodą można bezpośrednio w jednym procesie technologicznym wytworzyć rury, podkładki, pręty czy blachy. Pod względem technologii wytwarzania rozpryskiwanie kompaktowe plasuje się pomiędzy spiekaniem a klasycznym odlewaniem kształtowym.W porównaniu z konwencjonalnymi materiałami odlewniczymi wydaje się, że podobnie jak spiekanie możliwe jest wytwarzanie materiałów o nietypowym składzie. Zawartość krzemu w tej metodzie może sięgać nawet 25%. Otrzymuje się bardzo drobną strukturę o jednorodnym rozkładzie pierwiastków i faz dobre możliwości zmiany formy.
W ten sposób powstały surowiec w postaci śruby jest przetwarzany poprzez ciągłe wytłaczanie na rury, które następnie są piłowane na kawałki i wykorzystywane jako części odlewnicze bloku cylindrów (rys. 3). Aby poprawić przyczepność, zewnętrzną powierzchnię tulei przed wylaniem szorstkuje się poprzez natryskiwanie. Ze względu na niebezpieczeństwo stopienia rękawów HH©"®, napełnianie trwa dłużej szybka metoda formowanie wtryskowe.
Obróbkę cylindrów przeprowadza się w taki sam sposób, jak w przypadku innych aluminiowo-krzemowych powierzchni roboczych cylindrów. Kryształy krzemu są bardzo drobno rozmieszczone w strukturze i mają wielkość 4 – 10 mb (ryc. 2). Ze względu na bardzo małe rozmiary cząstek, podczas końcowej obróbki powierzchni roboczych cylindrów dochodzi do otwierania się kryształów krzemu specjalne wymagania. Bloki cylindrów wytwarzane tą metodą są zatem wykorzystywane głównie w produkcji masowej do otwierania poprzez obróbkę sodą kaustyczną.
Wyszukiwanie pełnotekstowe:
Strona główna > Zajęcia >Przemysł, produkcja
1.1 Opis części
1.2 Analiza warunków pracy
1.4 Materiały do produkcji
1.4.1 Żeliwo szare
1.4.2 Stopy aluminium
2. Technologia produkcji
2.2.1 Wydobycie boksytu
2.2.2 Otrzymywanie tlenku glinu z rud
2.2.3. Podstawy elektrolizy stopionego kriolitu i tlenku glinu
2.3 Odlewanie piaskowe
3.1 Starzenie i hartowanie
4. Obróbka mechaniczna
4.1 Ustawianie punktów bazowych
Wnioski z wykonanej pracy
1. Analiza projektowanej części i warunków jej pracy
1.1 Opis części
Blok cylindrów to odlewana część, która służy jako podstawa silnika. wewnętrzne spalanie. Głowica cylindrów jest przymocowana do jej górnej części, dolna część jest częścią skrzyni korbowej, zawiera powierzchnie nośne do montażu wału korbowego.
Blok cylindrów (lub skrzynia korbowa) przejmuje obciążenia od obracających się i stopniowo poruszających się części. Najczęściej spotykany w linii silniki czterocylindrowe zwykle mają blok odlany z żeliwa szarego, rzadziej - aluminium, blok pokazano na rysunku 1. W tym przypadku tuleje cylindrowe są odlane integralnie z blokiem, tworząc płaszcz chłodzący pomiędzy tulejami a ściankami zewnętrznymi. Blok cylindrów posiada w dolnej części otwory - tzw. łoża pod panewki łożysk wału korbowego. Łóżka są obrabiane na specjalnych precyzyjnych urządzeniach z dużą precyzją.
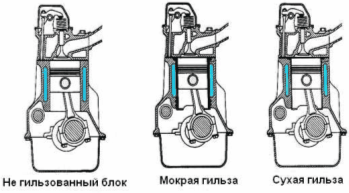
Cylindry mogą stanowić część odlewu (blok bez wykładziny) lub mogą mieć oddzielne wymienne tuleje, które mogą być „mokre” lub „suche”, co pokazano schematycznie na rysunku 2.
Wkłady suche najczęściej wciskane są w korpus bloku, natomiast wkładki mokre dodatkowo uszczelniane są wykonanymi z nich pierścieniami różne materiały takie jak guma lub miedź. Odprowadzanie ciepła przez wykładziny do chłodziwa zależy od właściwości materiału wykładziny i jej grubości (im wyższa przewodność cieplna materiału i im cieńsze ścianki wykładziny, tym lepsze odprowadzanie ciepła).
Zastosowanie wyłożonych cylindrów z jednej strony nieco zwiększa koszt silnika i komplikuje jego montaż, ale z drugiej strony upraszcza naprawę bloku, ponieważ w tym przypadku wystarczy wymienić tuleje i tłok Grupa.
Jednocześnie w przypadku bloków bez wykładziny, gdy zużyje się otwór cylindra, należy go wytaczać i szlifować, co znacznie komplikuje naprawy, ponieważ obowiązkowe jest praktyczne całkowity demontaż silnik. Ponadto bloki bez podszewki podlegają bardzo wysokim wymaganiom dotyczącym jakości materiału i technologii odlewania.
Rysunek 2 - Schematyczne przedstawienie przekroju różnych bloków
Wokół każdego cylindra znajdują się gwintowane otwory na śruby głowicy jak na rysunku 3. Otwory gwintowane nie są bezpośrednio połączone z tuleją (co zmniejsza odkształcenie tulei podczas dokręcania śrub głowicy. W dalszym ciągu pojawia się niewielka deformacja tulei podczas dokręcania , ale zwykle nie przekracza 0,010-0,015 mm, chociaż może znacznie wzrosnąć w przypadku nadmiernego dokręcenia śrub głowicy.

Rysunek 3 - Otwory śrub mocujących głowicę cylindrów: 1 - rowek; 2 - odkształcenie w przypadku braku rowka
Powierzchnie robocze cylindrów i tulei, zwane lustrem cylindrycznym, są obrabiane z dużą precyzją i charakteryzują się bardzo dużą czystością. Czasami na lustrze cylindrycznym nakłada się specjalny mikrorelief, którego wysokość wynosi ułamek mikrometra. Powierzchnia ta dobrze zatrzymuje olej i pomaga zmniejszyć tarcie pomiędzy boczną powierzchnią tłoka a pierścieniami na średnicy cylindra.
Lusterko cylindra Lusterko cylindra jest w stałym kontakcie z tłokiem i jest smarowane olejem silnikowym rozpylanym przez obracające się elementy mechanizmu korbowego. Wysokie właściwości technologiczne metalu i jakość jego obróbki determinują niezbędną odporność powierzchni.
Płaszcz chłodzący Płaszcz chłodzący ma za zadanie odprowadzać ciepło ze ścian cylindrów i głowicy silnika. Celem stosowania wodnego układu chłodzenia silnika jest nie tylko odprowadzenie ciepła ze ścianek cylindrów, ale także utrzymanie projektowej temperatury roboczej.
Obudowa wału korbowego Obudowa bloku cylindrów zapewnia punkty mocowania takich elementów jak generator, sprężarka klimatyzacji, wsporniki montażowe, pompa wspomagania kierownicy itp. Obudowa wału korbowego może być odlana z blokiem cylindrów w jednej obudowie lub może być przykręcona do To. Miska olejowa jest przymocowana do dolnej części skrzyni korbowej bloku, która jest przeznaczona do przechowywania olej silnikowy. Paleta jest zwykle wykonana ze stali lub stopu aluminium.
1.2 Analiza warunków pracy
Cylinder silnika przeznaczony jest do kierowania ruchem posuwisto-zwrotnym tłoka, odbierania energii uwalnianej podczas spalania paliwa, odbierania i usuwania ciepła z komory spalania do płynu chłodzącego, a także do mocowania wału korbowego; w tym celu kanały smarowania i chłodzenie odbywa się w bloku cylindrów. Obudowa bloku cylindrów ma łóżka do mocowania wału korbowego. Wynika z tego, że skrzynia korbowa jest narażona na:
Narażenie na ciśnienie gazu;
Siły oddziaływania gazów, które są postrzegane połączenia gwintowe głowice cylindrów i wsporniki wału korbowego;
wewnętrzne siły bezwładności (siły zginające), wynikające z sił bezwładności podczas obrotu i drgań;
wewnętrzne siły skręcające (siły skręcające) pomiędzy poszczególnymi cylindrami;
moment obrotowy wału korbowego, a co za tym idzie, siły reakcji poduszek silnika;
siły swobodne i momenty bezwładności, powstałe w wyniku sił bezwładności podczas drgań, które są odbierane przez poduszki silnika;
Boczne siły tarcia powstające podczas ruchu tłoka;
Obciążenia zginające od sił ciśnienia gazu i sił bezwładności przenoszonych przez korbowody z tłoków, z wału korbowego, obciążenia przenoszone są na główne łożyska wału korbowego i wyginają blok;
Tarcie z elementami tłoka (powoduje zużycie mechaniczne);
Ciepło(powoduje spalanie i korozję metalu) Jeżeli blok cylindrów jest wykonany ze stopu aluminium, lusterko cylindryczne wykonane jest w specjalnej wkładce żeliwnej (wkładce);
Odkształcenia sprężyste bloku lub wału prowadzą do skrzywienia osi łóżek i czopów wału korbowego. W tym przypadku zużycie wygląda nierównomiernie na całej szerokości szyi;
Obciążenie przenoszone z tulei na łoże, przy okresowym zakrzywieniu osi, prowadzi do zużycia powierzchni samych łóżek (taka sytuacja jest typowa np. dla łożysk korbowodu długie wały z niewielką liczbą podpór (na przykład czterołożyskowy wał sześciocylindrowego silnika rzędowego);
1.3 Opracowywanie wymagań dla części
Po przeanalizowaniu warunków pracy bloku skrzyni korbowej w poprzednim akapicie możemy postawić wymagania dotyczące właściwości bloku cylindrów silnika spalinowego, a mianowicie:
Sztywność jest bardzo ważną cechą bloku, która decyduje o odkształceniu sprężystym bloku pod wpływem różne siły. Gdy silnik pracuje wał korbowy doświadcza obciążeń zginających od sił ciśnienia gazu i sił bezwładności przenoszonych przez korbowody z tłoków. Z wału korbowego obciążenia przenoszone są na główne łożyska wału korbowego i wyginają blok. Jeśli jest niewystarczająco sztywny, może to prowadzić do przyspieszonego zużycia łożysk i awarii silnika. Sztywność zginania bloku wzrasta zwykle wraz ze wzrostem odległości od płaszczyzny podziału łożyska głównego do dolnej płaszczyzny podziału bloku i miski skrzyni korbowej, jak pokazano na rysunku 4, a także wraz ze wzrostem szerokości bloku i grubości ścianki. Jest to szczególnie ważne w przypadku rzędowych silników wielocylindrowych (o liczbie cylindrów 5-6).
Rysunek 4 - Zwiększanie sztywności skrzyni korbowej (a) poprzez zwiększenie rozmiaru H (b)
wyrównanie otworów wszystkich łóżek bloku;
ten sam rozmiar (średnica) wszystkich łóżek (z wyjątkiem specjalnych konstrukcji);
prostopadłość osi łóżek i cylindrów;
Równoległość osi łóżek pomocniczych i wałków rozrządu (jeśli są zamontowane w bloku) do osi łóżek wału korbowego;
Praktyka pokazuje, że wszelkie odchylenia od prostopadłości i równoległości nie powinny przekraczać połowy luzu roboczego części. Przy szczelinie 0,04+0,06 mm jest to nie więcej niż 0,02+0,03 mm.
1.4 Materiały do produkcji
Skrzynia korbowa to jedna z najcięższych części całego samochodu. I zajmuje najbardziej krytyczne miejsce dla dynamiki jazdy: miejsce nad przednią osią. Dlatego właśnie tutaj podejmuje się próby pełnego wykorzystania potencjału redukcji masy. Żeliwo szare, które od dziesięcioleci jest stosowane jako materiał na skrzynię korbową, jest coraz częściej zastępowane stopami aluminium, zarówno w silnikach benzynowych, jak i wysokoprężnych. Pozwala to na znaczną redukcję wagi. Ale przewaga masy nie jest jedyną różnicą, która pojawia się podczas przetwarzania i stosowania innego materiału. Zmieniają się także akustyka, właściwości antykorozyjne, wymagania dotyczące przetwarzania produkcyjnego i wolumen usług.
1.4.1 Żeliwo szare
Żeliwo to stop żelaza o zawartości węgla większej niż 2% i krzemu większej niż 1,5%. W żeliwie szarym nadmiar węgla zawarty jest w postaci grafitu. Do skrzyń korbowych silników wysokoprężnych stosowano i nadal stosuje się żeliwo z grafitem płatkowym, którego nazwa wzięła się od umiejscowienia w nim grafitu. Pozostałymi składnikami stopu są mangan, siarka i fosfor w bardzo małych ilościach. Od samego początku jako materiał na skrzynie korbowe oferowane było żeliwo silniki seryjne, ponieważ materiał ten nie jest drogi, jest po prostu przetwarzany i ma niezbędne właściwości. Stopy lekkie przez długi czas nie były w stanie sprostać tym wymaganiom. Producenci samochodów wykorzystują do swoich silników żeliwo z grafitem płatkowym ze względu na jego szczególnie korzystne właściwości. Mianowicie:
dobra przewodność cieplna;
dobre właściwości wytrzymałościowe;
prosta obróbka;
dobre właściwości odlewnicze;
bardzo dobre tłumienie.
Doskonałe tłumienie jest jednym z nich charakterystyczne właściwościżeliwo z grafitem płatkowym. Oznacza to zdolność odczuwania drgań i tłumienia ich na skutek tarcia wewnętrznego. Dzięki temu znacznie poprawiają się właściwości wibracyjne i akustyczne silnika. Dobre właściwości trwałość i prosta obróbka sprawiają, że skrzynia korbowa wykonana z żeliwa szarego jest nadal konkurencyjna. Ze względu na dużą wytrzymałość, silniki benzynowe i wysokoprężne typu M do dziś są budowane ze skrzyniami korbowymi wykonanymi z żeliwa szarego. Rosnące wymagania dotyczące masy silnika Samochód osobowy w przyszłości jedynie stopy lekkie będą w stanie zaspokoić.
1.4.2 Stopy aluminium
Skrzynie korbowe ze stopu aluminium są wciąż stosunkowo nowym rozwiązaniem, stosowanym wyłącznie w silnikach wysokoprężnych. Gęstość stopów aluminium wynosi około jednej trzeciej gęstości żeliwa szarego. Nie oznacza to jednak, że przewaga wagowa ma ten sam stosunek, ponieważ ze względu na mniejszą wytrzymałość taka skrzynia korbowa musi być bardziej masywna.Inne właściwości stopów aluminium:
dobra przewodność cieplna;
dobra odporność chemiczna;
dobre właściwości wytrzymałościowe;
prosta obróbka.
Czyste aluminium nie nadaje się do odlewania skrzyni korbowej, ponieważ nie ma dobrych właściwości wytrzymałościowych. W przeciwieństwie do żeliwa szarego, główne składniki stopowe dodawane są tutaj w stosunkowo dużych ilościach.
Stopy dzieli się na cztery grupy, w zależności od dominującego dodatku stopowego. Te suplementy:
krzem (Si);
miedź (Cu);
magnez (Md);
W przypadku aluminiowych skrzyń korbowych silników stosuje się wyłącznie stopy AlSi. Ulepsza się je niewielkimi dodatkami miedzi lub magnezu. Krzem ma pozytywny wpływ na wytrzymałość stopu. Jeśli składnik jest większy niż 12%, to specjalne traktowanie Można osiągnąć bardzo wysoką twardość powierzchni, chociaż cięcie będzie trudniejsze. W okolicach 12% występują znakomite właściwości odlewnicze. Dodatek miedzi (2-4%) może poprawić właściwości odlewnicze stopu, jeśli zawartość krzemu jest mniejsza niż 12%. Niewielki dodatek magnezu (0,2-0,5%) znacząco podnosi wartości wytrzymałościowe. W silnikach benzynowych i wysokoprężnych stosuje się stop aluminium AISi7MgCuO.5. Jak wynika z oznaczenia AISi7MgCuO.5, stop ten zawiera 7% krzemu i 0,5% miedzi. Charakteryzuje się dużą wytrzymałością dynamiczną. Inni pozytywne właściwości charakteryzują się dobrymi właściwościami odlewniczymi i ciągliwością. To prawda, że nie pozwala to na uzyskanie wystarczająco odpornej na zużycie powierzchni, która jest niezbędna dla lustra cylindrycznego. Dlatego skrzynie korbowe wykonane z AISI7MgCuO.5 będą musiały być wykonane z tulejami cylindrowymi.
Postępowi badacze myślą o zastosowaniu jeszcze lżejszego materiału – stopu magnezu. Prototypowe silniki zbudowano przy użyciu metalowych tulei cylindrowych w lekkich plastikowych blokach, chociaż silniki te okazały się strasznie głośne.
1.4.3 Dane tabelaryczne dotyczące materiałów
Poniżej podam tabelaryczne porównanie 2 gatunków żeliwa (SCh25 i SCh35), 2 gatunków aluminium (AL2 i AL4) oraz jednego gatunku stopu manganu (ML4), z których można wykonać odlewy bloków skrzyni korbowej.
Tabela 1 - Klasyfikacja
|
Materiał |
Nazwa |
Zastosowanie materiałów |
|
Żeliwo szare |
do produkcji odlewów |
|
|
Żeliwo szare |
do produkcji odlewów |
|
|
Stop odlewniczy aluminium |
do produkcji lekkich części; stop jest bardzo szczelny |
|
|
Stop odlewniczy aluminium |
do produkcji części o średnich i dużych obciążeniach; stop jest bardzo szczelny |
|
|
Stop magnezowy do odlewania |
części silników i innych zespołów pracujących w warunkach dużej odporności korozyjnej, statycznej i obciążenia dynamiczne; maksymalna temperatura pracy: 150°C - długotrwała, 250°C - krótkotrwała |
Tabela 2 - Skład chemiczny w % materiału SCh25 i SCh35
Tabela 3 – Skład chemiczny w % materiału AL2
|
Zanieczyszczenia |
|||||||||
Tabela 4 – Skład chemiczny w % materiału AL4
|
Zanieczyszczenia |
|||||||||||
Tabela 5 – Skład chemiczny w % materiału ML4
|
Zanieczyszczenia |
||||||||||
|
inne 0,1; tylko 0,5 |
Tabela 6 – Właściwości mechaniczne w T=20 o C
|
ST |
5 |
Twardość Brinella |
||
|
HB 10 -1 = 156 - 260 |
||||
|
HB 10 -1 = 179 - 290 |
||||
|
HB 10 -1 = 50 - 75 |
Tabela 7 - Właściwości fizyczne materiału SCh25 i SCh 35
|
Materiał |
||||||
|
W/(m st.) |
J/(kg stopnie) |
|||||
Tabela 8 – Właściwości fizyczne materiałów AL2 i AL4
|
Materiał |
||||||
|
W/(m st.) |
J/(kg stopnie) |
|||||
Tabela 9 – Właściwości fizyczne materiału ML4
Oznaczenia:
HB - twardość Brinella, [MPa]
T - Temperatura, w której uzyskano te właściwości, [stopnie]
E - moduł sprężystości pierwszego rodzaju, [MPa]
- Współczynnik rozszerzalności cieplnej (liniowej) (zakres 20 o - T),
- Współczynnik przewodności cieplnej (pojemność cieplna materiału), [W/(m st.)]
- Gęstość materiału, [kg/m 3 ]
C - Ciepło właściwe materiału (zakres 20 o - T), [J/(kg deg)]
R - Rezystywność elektryczna, [Ohm·m]
Wniosek: W moim aluminiowym bloku silnika będę używać wyłącznie stopów AlSi, a mianowicie AL4. Ulepsza się je niewielkimi dodatkami miedzi lub magnezu. Krzem ma pozytywny wpływ na wytrzymałość stopu. Jeśli składnik jest większy niż 12%, to dzięki specjalnej obróbce można uzyskać bardzo wysoką twardość powierzchni, chociaż cięcie będzie trudniejsze. W okolicach 12% występują znakomite właściwości odlewnicze. Dodatek miedzi (2-4%) może poprawić właściwości odlewnicze stopu, jeśli zawartość krzemu jest mniejsza niż 12%. Niewielki dodatek magnezu (0,2-0,5%) znacząco zwiększa wartości wytrzymałości dynamicznej. Inne pozytywne właściwości to dobra lejność i ciągliwość. To prawda, że nie pozwala to na uzyskanie wystarczająco odpornej na zużycie powierzchni, która jest niezbędna dla lustra cylindrycznego. Dlatego skrzynie korbowe AL4 będą musiały być wykonane z tulejami cylindrowymi.
2. Technologia produkcji
2.1 Schemat przepływu produkcji
2.2 Opis każdego etapu technologicznego
2.2.1 Wydobycie boksytu
Jako rudy aluminium mogą służyć wyłącznie skały bogate w tlenek glinu (Al 2 O 3) i występujące w dużych masach na powierzchni ziemi. Do skał tych zaliczają się boksyty, nefeliny - (Na, K) 2 OּAl 2 O 3 ּ2SiO 2, alunity - (Na, K) 2 SO 4 ּAl 2 (SO 4) 3 ּ4Al(OH) 3 oraz kaoliny (gliny), drzewce polowe (ortoklaz) - K 2 OּAl 2 O 3 ּ6SiO 2 .
Główną rudą do produkcji aluminium jest boksyt. Boksyt jest najważniejszą rudą aluminium. Boksyt stanowi większość światowej produkcji tlenku glinu. Boksyt to złożona skała, w której glin występuje w postaci wodorotlenków diaspor i bemitu (tlenki monohydratu), gibbsytu lub hydrargilitu (tlenku trójhydratu). Oprócz wodorotlenków, w boksycie może występować pewna ilość glinu w postaci korundu, kaolinitu i innych minerałów.
Zawierają glin w postaci wodorotlenków Al(OH), AlOOH, korundu Al 2 O 3 i kaolinitu Al 2 O 3 ּ2SiO 2 ּ2H 2 O. Skład chemiczny boksytu jest złożony: 28-70% tlenku glinu; 0,5-20% krzemionki; 2-50% tlenku żelaza; 0,1-10% tlenku tytanu. Ostatnio jako rudy używano nefelinów i alunitów. Nefelin (KּNa 2 OּAl 2 O 3 ּ2SiO 2) jest częścią apatytu skał nefelinowych (na Półwyspie Kolskim).
Najważniejszym z nich jest złoże boksytu Siewierouralskoje w obwodzie swierdłowskim. Boksyty siewierouralskie - diaspora-bemit i diaspora; większość z nich charakteryzuje się wysoką zawartością Al 2 O 3 (52-54%) i niską zawartością krzemionki (3-5%); zawartość Fe 2 O 3 w tych boksytach wynosi 21-28%. Boksyt wydobywa się metodą podziemną (kopalniczą) z głębokości do 700 m. Zawartość tlenku węgla (IV) -COa w wydobywanym boksycie (2,5-3,5%) i siarki (ok. 1%) jest wysoka, co obniża ich jakość. Część złóż zlokalizowana jest na terenach trudnych do zagospodarowania i nienadających się do zagospodarowania wydajniejszą metodą odkrywkową.
Na południowym Uralu w rejonie Czelabińska i Baszkiru odkryto szereg złóż boksytu typu bemitowo-diasporowego. Boksyty z Uralu Południowego charakteryzują się dużą zawartością krzemionki i tlenku węgla (IV) oraz dużą twardością. Wydobywa się je także pod ziemią. Wydobywane boksyty zawierają średnio % (wagowo): A1 2 O 3 50-53; SiO 2 5-10 i Fe 2 O 3 21-22.
2.2.2 Otrzymywanie tlenku glinu z rud
Tlenek glinu wytwarza się na trzy sposoby: alkaliczny, kwaśny i elektrolityczny. Najbardziej rozpowszechnione posiada metodę alkaliczną (metoda K.I. Bayera, opracowana w Rosji pod koniec ubiegłego wieku i stosowana do przetwarzania wysokiej jakości boksytu z niewielką ilością (do 5-6%) krzemionki). Od tego czasu wykonanie techniczne zostało ono znacząco ulepszone. Schemat produkcji tlenku glinu metodą Bayera przedstawiono na rysunku 5.
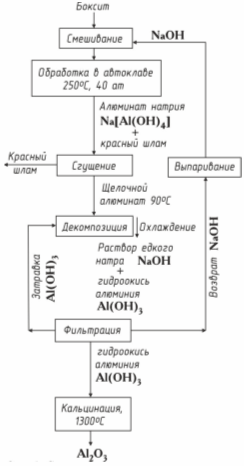
Rysunek 5 - Schemat produkcji tlenku glinu metodą Bayera
Istota metody polega na tym, że roztwory glinu po wprowadzeniu do nich wodorotlenku glinu szybko się rozkładają, a roztwór pozostały po rozkładzie po odparowaniu w warunkach intensywnego mieszania w temperaturze 169-170 o C może ponownie rozpuścić tlenek glinu zawarty w boksycie. Metoda ta składa się z następujących podstawowych operacji:
1). Przygotowanie boksytu, polegające na jego rozdrabnianiu i mieleniu w młynach; do młynów dostarczany jest boksyt, alkalia żrące i niewielka ilość wapna, co poprawia uwalnianie Al 2 O 3; powstałą masę celulozową podaje się do ługowania;
2). Ługowanie boksytu (w ostatnim czasie nadal stosowane okrągłe bloki autoklawów zostały częściowo zastąpione autoklawami rurowymi, w których ługowanie zachodzi w temperaturach 230-250°C (500-520 K), polegające na jego chemicznym rozkładzie w wyniku oddziaływania z wodny roztwór alkaliczny; Podczas reakcji z alkaliami hydraty tlenku glinu przechodzą do roztworu w postaci glinianu sodu:
AlOOH+NaOH → NaAlO 2 +H 2 O
Al(OH) 3 + NaOH → NaAlO 2 + 2H 2 O;
SiO 2 +2NaOH → Na 2 SiO 3 +H 2 O;
w roztworze glinian sodu i krzemian sodu tworzą nierozpuszczalny glinokrzemian sodu; tlenki tytanu i żelaza przechodzą do nierozpuszczalnej pozostałości, nadając pozostałości czerwony kolor; ta pozostałość nazywana jest czerwonym błotem. Po całkowitym rozpuszczeniu powstały glinian sodu rozcieńcza się wodnym roztworem zasady, jednocześnie obniżając temperaturę o 100°C;
3). Oddzielanie roztworu glinianu od czerwonego mułu, zwykle poprzez przemywanie w specjalnych zagęszczaczach; W efekcie osadza się czerwony szlam, a roztwór glinianu odsącza się i filtruje (klaruje). W ograniczonych ilościach osad stosuje się np. jako dodatek do cementu. W zależności od rodzaju boksytu na 1 tonę wyprodukowanego tlenku glinu przypada 0,6-1,0 tony czerwonego mułu (sucha pozostałość);
4). Rozkład roztworu glinianu. Jest filtrowany i pompowany do dużych pojemników z mieszadłami (rozkładnikami). Wodorotlenek glinu Al(OH) 3 ekstrahuje się z roztworu przesyconego po ochłodzeniu do 60°C (330 K) i ciągłym mieszaniu. Ponieważ proces ten przebiega powoli i nierównomiernie, a powstawanie i wzrost kryształów wodorotlenku glinu ma ogromne znaczenie podczas jego dalszej obróbki, do rozkładających się dodaje się dużą ilość stałego wodorotlenku – zarodka:
Na 2 OּAl 2 O 3 +4H 2 O → Al(OH) 3 +2NaOH;
5). Izolacja wodorotlenku glinu i jego klasyfikacja; ma to miejsce w hydrocyklonach i filtrach próżniowych, gdzie z roztworu glinianu oddziela się osad zawierający 50-60% cząstek Al(OH). Znaczna część wodorotlenku zawracana jest do procesu rozkładu w postaci materiału siewnego, który pozostaje w obiegu w niezmienionej ilości. Pozostałość po praniu woda idzie do zwapnienia; filtrat również zawracany jest do obiegu (po zatężeniu w wyparkach – w celu ługowania nowego boksytu);
6). Odwodnienie wodorotlenku glinu (kalcynacja); Jest to ostatni etap produkcji tlenku glinu; odbywa się to w piecach rurowych obrotowych, a od niedawna także w piecach z turbulentnym ruchem materiału w temperaturze 1150-1300 o C; surowy wodorotlenek glinu przechodzący przez piec obrotowy jest suszony i odwadniany; Po podgrzaniu następują kolejno następujące przekształcenia strukturalne:
Al(OH) 3 →AlOOH → γ-Al 2 O 3 → α-Al 2 O 3
Ostatecznie kalcynowany tlenek glinu zawiera 30-50% α-Al 2 O 3 (korund), resztę stanowi γ-Al 2 O 3. Metodą tą ekstrahuje się 85-87% całkowitego wyprodukowanego tlenku glinu. Powstały tlenek glinu jest silnym związkiem chemicznym o temperaturze topnienia 2050 o C.
2.2.3 Podstawy elektrolizy stopionego kriolitu i tlenku glinu
Główną metodą produkcji aluminium jest elektroliza stopionego kriolitu i tlenku glinu, chociaż niektóre stopy aluminium są wytwarzane metodami elektrotermicznymi.
Pierwsze elektrolizery przemysłowe miały natężenie prądu do 0,6 kA, a w ciągu następnych 100 lat wzrosły do 300 kA. Nie spowodowało to jednak znaczących zmian w podstawach procesu produkcyjnego.
Schemat ogólny produkcję aluminium przedstawiono na rysunku 5. Główną jednostką jest elektrolizer. Elektrolitem jest stopiony kriolit z niewielkim nadmiarem fluorku glinu, w którym rozpuszczony jest tlenek glinu. Proces prowadzi się przy zmiennych stężeniach tlenku glinu od około 1 do 8% (wag.). Anodę węglową częściowo zanurzoną w elektrolicie opuszcza się od góry do kąpieli. Istnieją dwa główne typy anod protektorowych: samozapiekające się i wstępnie wypalane. Pierwsze wykorzystują ciepło elektrolizy do wypalenia masy anodowej składającej się z mieszaniny wypełniacza koksowego i spoiwa – paku. Wypalane anody są wstępnie wypaloną mieszaniną koksu i spoiwa pakowego.
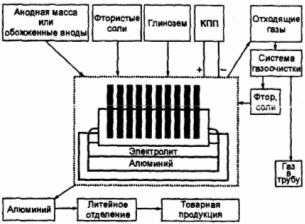
Rysunek 6 - Schemat produkcji aluminium z tlenku glinu.
Roztopione aluminium w temperaturze elektrolizy (950 – 960°C) jest cięższe od elektrolitu i znajduje się na dnie elektrolizera. Stopy kriolitu i tlenku glinu są bardzo agresywne, czemu mogą przeciwdziałać materiały zawierające węgiel i niektóre nowe materiały. Wykorzystuje się je do wykonania wewnętrznej wykładziny elektrolizera.
Do konwersji prądu przemiennego na prąd stały nowoczesne fabryki zastosowano prostowniki półprzewodnikowe o napięciu 850 V i sprawności konwersji 98,5%, instalowane w podstacji przekształtnikowej krzemowej (CPS). Jeden zespół prostowniczy wytwarza prąd o natężeniu do 63 kA. Liczba takich jednostek zależy od wymaganej siły prądu, ponieważ wszystkie są połączone równolegle.
Proces zachodzący w elektrolizerze polega na elektrolitycznym rozkładzie tlenku glinu rozpuszczonego w elektrolicie. Na ciekłej katodzie aluminiowej wydziela się aluminium, które okresowo wylewa się za pomocą kadzi próżniowej i przesyła do wydziału odlewni na odlew lub mieszalnik, gdzie w zależności od dalszego przeznaczenia metalu powstają stopy z krzemem, magnezem, manganem, miedzią są przygotowywane lub przeprowadzana jest rafinacja. Na anodzie następuje utlenianie węgla przez uwolniony tlen. Gazy spalinowe anodowe są mieszaniną CO2 i CO.
Elektrolizery są zwykle wyposażone w pokrywy usuwające gazy odlotowe i system czyszczący. To zmniejsza wydzielanie szkodliwe substancje w atmosferze. Proces technologiczny wymaga uszczelnienia schronu w celu zapewnienia zasysania gazu do kolektora za pomocą wentylatorów. W gazach usuwanych z elektrolizerów dominuje dwutlenek węgla (większość tlenku węgla spalana jest nad elektrolitem lub w specjalnych palnikach za dzwonem zbierającym gaz), azot, tlen, fluorki w postaci gazowej i stałej oraz cząstki pyłu tlenku glinu. Aby je usunąć i ponownie włączyć do procesu, stosuje się różne schematy technologiczne.
Nowoczesne elektrolizery wyposażone są w automatyczny system podawania tlenku glinu (AGS) z czasem ładowania 10 - 30 minut.
Ogólną reakcję zachodzącą w elektrolizerze można przedstawić za pomocą równania
Zatem teoretycznie proces elektrolizy pochłania tlenek glinu i węgiel z anody, a także energię elektryczną niezbędną nie tylko do przeprowadzenia procesu elektrolitycznego - rozkładu tlenku glinu, ale także do utrzymania wysokiej temperatury pracy. W praktyce zużywa się także pewną ilość soli fluorkowych, które odparowują i wchłaniają się w wyściółkę. Ilość surowców potrzebnych do wyprodukowania 1 tony aluminium przedstawia tabela 10:
Tabela 10 - Ilość surowców potrzebnych do wyprodukowania 1 tony aluminium
Produkcja aluminium jest jednym z najbardziej energochłonnych procesów, dlatego huty aluminium buduje się w pobliżu źródeł energii.
Wszystkie materiały dostarczane do elektrolizy muszą zawierać minimalną ilość zanieczyszczeń bardziej elektrododatnich niż aluminium (żelazo, krzem, miedź itp.), ponieważ podczas elektrolizy zanieczyszczenia te prawie całkowicie przekształcają się w metal.
2.2.4 Elektrotermiczna produkcja stopów aluminiowo-krzemowych
Niemożliwe jest otrzymanie czystego aluminium poprzez bezpośrednią redukcję jego tlenku. Procesy karbotermiczne wymagają wysokich temperatur (około 2000°C) w celu redukcji tlenku glinu, a przy braku składników tworzących stop, metal wiąże się z węglem, dając węglik glinu (A1 4 C 3). Wiadomo, że węglik glinu i glin są w sobie rozpuszczalne i tworzą bardzo ogniotrwałe mieszaniny. Dodatkowo A1 4 C 3 rozpuszcza się w A1 2 O 3, dlatego w wyniku redukcji tlenku glinu węglem otrzymuje się mieszaniny glinu, węglika i tlenku o wysokich temperaturach topnienia. Zwykle nie ma możliwości wypuszczenia takiej masy z piekarnika. Nawet jeśli będzie to możliwe, wymagane będą duże koszty separacji.
W naszym kraju po raz pierwszy na świecie opracowano i wdrożono na skalę przemysłową metodę wytwarzania krzemowo-aluminiowego (stopów aluminiowo-krzemowych) przy dość wysokich wskaźnikach technicznych i ekonomicznych.
Ogólny schemat technologiczny wytwarzania stopów aluminiowo-krzemowych przedstawiono na rysunku 7. Jako materiał wyjściowy, oprócz kaolinów (Al 2 O 3 ×2SiO 2 ×2H 2 O), cyjanity (Al 2 O 3 ×SiO 2 ), distensillimanity (Al 2 O 3 × SiO 2) i boksyty o niskiej zawartości żelaza.
Po stopieniu elektrycznym stop jest przesyłany do oczyszczenia z zanieczyszczeń niemetalicznych. W tym celu dostarczany jest topnik składający się z mieszaniny kriolitu i chlorku sodu, który zwilża te zanieczyszczenia i „zbiera” je. Rafinowany krzemoglin ma średni skład (%): A1 – 61; Si – 36; Fe – 1,7; Ti – 0,6; Zr – 0,5; Ca – 0,7. Stop ten nie nadaje się do produkcji siluminu i wymaga oczyszczenia z żelaza. Najpopularniejszą metodą czyszczenia jest mangan, który tworzy z żelazem ogniotrwałe związki międzymetaliczne.
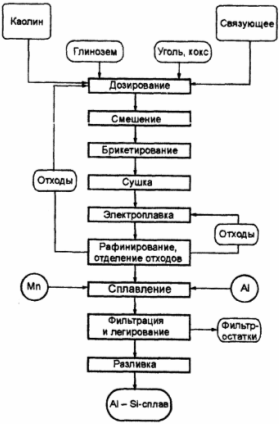
Rysunek 7 - Ogólny schemat produkcji stopów aluminiowo-krzemowych
Powstały stop rozcieńcza się technicznym aluminium elektrolitycznym lub aluminium wtórnym do składu odpowiadającego różnym rodzajom siluminów i wlewa do wlewków.
Zalety tej metody wytwarzania siluminu w porównaniu ze stopowaniem aluminium elektrolitycznego z krzemem krystalicznym są następujące: duża moc jednojednostkowy - nowoczesne piece mają moc 22,5 MB×A, czyli około 30 razy większą niż moc elektrolizera 160 kA, a co za tym idzie, zmniejszenie przepływów ładunków, zmniejszenie kosztów kapitałowych i kosztów pracy; zastosowanie surowców o niskim module krzemowym, których zasoby w przyrodzie są dość duże.
Teoretycznie czyste aluminium można oddzielić od stopu aluminiowo-krzemowego różnymi metodami. Jednak ze względu na złożoność konstrukcji sprzętowej i technologicznej metody te nie są obecnie wdrażane w przemyśle.
2.3 Odlewanie piaskowe
Ta metoda odlewania jest bardzo różnorodna i służy do wytwarzania odlewów o niemal dowolnej konfiguracji z większości znanych stopów odlewniczych. Obecnie około 80% wagowo wszystkich odlewów wytwarza się metodą odlewania piaskowego. Proces technologiczny wytwarzania odlewów tą metodą odlewniczą jest zróżnicowany pod względem stopnia mechanizacji (szczególnie przy wytwarzaniu form i rdzeni odlewniczych), począwszy od pracy ręcznej, po zautomatyzowane kompleksy formiersko-odlewnicze z obwód elektryczny kierownictwo. Istotą procesu jest wytwarzanie odlewów poprzez swobodne wlewanie roztopionego metalu do formy piaskowej. Po zestaleniu i ostygnięciu odlewu wybija się go z jednoczesnym zniszczeniem formy. Odlewanie piaskowe ma jednak poważną wadę: odlewy nie mają dokładnych wymiarów mechanicznych; należy uwzględnić obróbkę skrawaniem i skurcz.
Jeśli chodzi o dokładność, odlewanie piaskowe pozwala uzyskać odlewy o chropowatości powierzchni Ra = 80–10 i dokładności odpowiadającej 14–17 stopniom i grubszym. Jednocześnie, jeśli forma jest wykonana z konwencjonalnej mieszanki piaskowo-gliniastej, to chropowatość powierzchni odlewu mieści się w przedziale Ra 80 - Ra 40. Przy stosowaniu mieszanek piaskowo-olejowych chropowatość odlewów mieści się w granicach zakresie Ra 80 – Ra 20, a przy zastosowaniu mieszanin chromowo-magnezytowych może osiągnąć Ra 20 – Ra 5,0.
Do produkcji form piaskowych stosuje się mieszanki formierskie i rdzeniowe przygotowane z piasków kwarcowych i gliniastych (GOST 2138-74), glin formierskich (GOST 3226-76), spoiw i materiałów pomocniczych. Tworzenie pustek w odlewach odbywa się za pomocą rdzeni, wytwarzanych głównie przy użyciu gorących (220-300°C) rdzennic. W tym celu stosuje się piasek kwarcowy platerowany lub mieszaninę piasku z żywicą termoutwardzalną i katalizatorem. Do produkcji prętów powszechnie stosowane są jednopozycyjne maszyny i instalacje do piaskowania, a także wielopozycyjne instalacje karuzelowe. Pręty suszące wykonuje się za pomocą maszyn wstrząsających, piaskujących i strzelających lub ręcznie z mieszanin z olejem (4ГУ, С) lub spoiwami rozpuszczalnymi w wodzie. Czas suszenia (od 3 do 12 godzin) zależy od wagi i wielkości pręta i zwykle jest ustalany eksperymentalnie. Temperaturę suszenia ustala się w zależności od rodzaju spoiwa: dla spoiw na bazie oleju 250-280°C, a dla spoiw rozpuszczalnych w wodzie 160-200°C. Do produkcji dużych, masywnych prętów coraz częściej stosuje się mieszaniny utwardzane na zimno (CMC) lub ciekłe mieszaniny samoutwardzalne (LCS). Mieszanki utwardzane na zimno zawierają żywice syntetyczne jako spoiwo i zwykle jest to katalizator utwardzania na zimno kwas ortofosforowy. Mieszanki LCS zawierają środek powierzchniowo czynny, który sprzyja tworzeniu się piany.
Pręty łączone są w węzły poprzez klejenie lub wlewanie wytopu aluminium do specjalnych otworów w symbolicznych częściach. Skurcz stopu podczas chłodzenia zapewnia niezbędną wytrzymałość połączenia.
Płynne wypełnianie form odlewniczych bez uderzeń i zawirowań zapewnia zastosowanie rozprężnych układów wlewowych o stosunku pól przekrojów głównych elementów Fst: Fshp: Fpit 1:2:3; 1:2:4; 1:3:6 odpowiednio dla dolnego, szczelinowego lub wielopoziomowego doprowadzania metalu do gniazda formy. Szybkość wzrostu metalu we wnęce formy nie powinna przekraczać 4,5/6, gdzie 6 to przeważająca grubość ścianki odlewu, patrz Minimalna prędkość wzrost metalu w formie (cm/s) określa się wzorem A. A. Lebiediewa Vmin = 3/§.
Rodzaj układu wlewowego dobiera się biorąc pod uwagę wymiary odlewu, złożoność jego konfiguracji i umiejscowienie w formie. Zalewanie form do odlewów o skomplikowanych konfiguracjach i małej wysokości odbywa się z reguły przy użyciu dolnych systemów wlewowych. W przypadku dużych wysokości odlewów i cienkich ścian zaleca się stosowanie pionowych szczelin lub kombinowanych systemów wlewowych. Formy do odlewów małogabarytowych można napełniać poprzez górne systemy wlewowe. W takim przypadku wysokość opadania metalowego strupu do wnęki formy nie powinna przekraczać 80 mm.
Aby zmniejszyć prędkość ruchu wytopu po wejściu do gniazda formy i lepiej oddzielić warstwy tlenkowe i zawieszone w nim wtrącenia żużla, do układów wlewowych wprowadza się dodatkowy opór hydrauliczny - instaluje się siatki (metalowe lub z włókna szklanego) lub przelewa przez granulat filtry.
Wlewy (podajniki) z reguły doprowadza się do cienkich odcinków (ścian) odlewów rozmieszczonych na obwodzie, biorąc pod uwagę wygodę i ich późniejszą separację podczas przetwarzania. Doprowadzanie metalu do masywnych zespołów jest niedopuszczalne, gdyż powoduje powstawanie wnęk skurczowych, makroluzów i „zapadów” skurczowych na powierzchni odlewów. W przekroju poprzecznym kanały wlewowe mają najczęściej kształt prostokąta o boku szerokim 15-20 mm i wąskim 5-7 mm.
Stop AL4 o wąskim przedziale krystalizacji jest podatny na tworzenie się skoncentrowanych wnęk skurczowych w jednostkach cieplnych odlewów. Aby wyprowadzić te muszle poza odlewy, powszechnie stosuje się instalację zapewniającą ogromne zyski. W przypadku odlewów cienkościennych (4-5 mm) i małych odlewów masa zysku jest 2-3 razy większa od masy odlewów, w przypadku grubościennych nawet 1,5 razy. Wysokość zysku dobierana jest w zależności od wysokości odlewu. Jeżeli wysokość jest mniejsza niż 150 mm, przyjmuje się wysokość zysku Nprib równą wysokości odlewu Notl. W przypadku wyższych odlewów przyjmuje się, że stosunek Nprib/Notl wynosi 0,3-0,5. Stosunek wysokości zysku do jego grubości wynosi średnio 2-3. Nai większe zastosowanie podczas odlewania stopów aluminium występują górne otwarte zyski o przekroju okrągłym lub owalnym; W większości przypadków zyski poboczne są zamknięte. Aby zwiększyć efektywność zysków, są one izolowane, wypełniane surówką i uzupełniane. Izolację zwykle wykonuje się poprzez naklejenie arkuszy azbestu na powierzchnię formy, a następnie suszenie płomieniem gazowym.
Formy piaskowe zalewane są metalem z kadzi wyłożonych materiałem ogniotrwałym. Kadzie ze świeżą wyściółką przed napełnieniem metalem suszy się i kalcynuje w temperaturze 780-800°C w celu usunięcia wilgoci. Przed wylaniem utrzymuję temperaturę topnienia na poziomie 720-780°C. Formy do odlewów cienkościennych wypełnia się wytopem podgrzanym do temperatury 730-750°C, a do odlewów grubościennych do 700-720°C.
Możliwe wady odlewów, przyczyny i środki ich eliminacji.
Niedopełniony i lutowany. Powstają z niezmieszanych strumieni metalu, które krzepną przed wypełnieniem formy. Możliwe przyczyny: zimny metal, podajniki o małych przekrojach Wnęki skurczowe - zamknięte wnęki wewnętrzne w odlewach o poszarpanej powierzchni. Powstają w wyniku skurczu stopów i niedostatecznego odżywiania. Wyeliminuj z zyskiem.
Pęknięcia gorące w odlewach powstają podczas procesu krystalizacji i skurczu metalu podczas przejścia ze stanu ciekłego do stanu stałego w temperaturze zbliżonej do temperatury solidusu. Skłonność stopu do tworzenia pęknięć na gorąco wzrasta w obecności wtrąceń niemetalicznych, gazów, siarki i innych zanieczyszczeń. Powstawanie gorących pęknięć jest spowodowane ostre zmiany grubość ścianki, ostre narożniki, wystające części. Wysokie temperatury zalewania zwiększają również prawdopodobieństwo pękania na gorąco. Aby zapobiec powstawaniu pęknięć na gorąco w odlewach, należy zapewnić jednoczesne chłodzenie grubych i cienkich części odlewów; zwiększyć elastyczność form odlewniczych; Jeśli to możliwe, obniż temperaturę zalewania stopu.
Przypalenie to trudna do usunięcia warstwa masy formierskiej lub rdzeniowej przyspawana do odlewu. Występuje, gdy odporność ogniowa mieszanki jest niewystarczająca lub temperatura metalu jest zbyt wysoka.
Łuski piaskowe to wgłębienia w korpusie odlewu wypełnione piaskiem formierskim. Występują, gdy wytrzymałość masy formierskiej jest niewystarczająca.
Pociski gazowe to okrągłe wnęki odlewnicze o gładkiej, utlenionej powierzchni. Występują przy dużej wilgotności i małej gazoprzepuszczalności formy.
Krzywy. Występuje z powodu nieprawidłowego wyrównania.
Zalety:
Konfiguracja 1…6 grup trudności.
Możliwość mechanizacji produkcji.
Tania produkcja odlewów.
Możliwość wykonywania odlewów o dużej masie.
Odlewy wykonujemy ze wszystkich stopów odlewniczych z wyjątkiem ogniotrwałych.
Wady:
Złe warunki sanitarne.
Wysoka chropowatość powierzchni.
Grubość ścianki > 3mm.
Prawdopodobieństwo wystąpienia wad jest większe niż w przypadku innych metod odlewania.
Wykonalność i zakres
Ta metoda odlewania jest ekonomicznie wykonalna dla każdego rodzaju produkcji, dla części o dowolnej masie, konfiguracji, wymiarach, do produkcji odlewów z prawie wszystkich stopów odlewniczych. Ta metoda odlewania jest główną metodą produkcji odlewów z żeliwa i stali w różnych gałęziach inżynierii mechanicznej. A do produkcji masywnych, wielkogabarytowych odlewów jest to jedyna metoda odlewania. Ta metoda odlewania nakłada pewne ograniczenia na grubość ścianek wytwarzanych odlewów.
3. Poprawa właściwości mechanicznych
3.1 Starzenie i hartowanie
W przypadku stopu AL4 zalecane są dwa tryby obróbki cieplnej. Tryb T1: starzenie w temperaturze 175±5°C przez 5-17 godzin, chłodzenie na powietrzu. Tryb T6: hartowanie - ogrzewanie w temperaturze 535±5°C przez 2-6 godzin, chłodzenie w wodzie w temperaturze 20-100°C + starzenie w temperaturze 175±5°C przez 10-15 godzin, chłodzenie w powietrzu.
Badania struktury stopu AL4 pod mikroskopem elektronowym wykazały, że starzeniu się zahartowanego stopu w temperaturze 175°C przez 10 godzin towarzyszy wydzielanie metastabilnej fazy β” oraz dużej liczby cząstek krzemu równomiernie rozmieszczonych w ziarna stałego roztworu.
W tym przypadku wstępne, krótkotrwałe nagrzewanie w wysokiej temperaturze w pierwszym etapie starzenia wydaje się spowalniać proces uwalniania krzemu. Może to wynikać ze zmniejszenia się liczby wolnych miejsc zachowanych w procesie hartowania, niezbędnych do lokalizacji atomów krzemu przed jego wytrąceniem.
Ogrzewanie w pierwszym etapie przyczynia się do równomiernego rozłożenia igiełkowatych wydzieleń metastabilnej fazy β” w temperaturze większej niż niskie temperatury i prowadzi do uszlachetnienia struktury uzyskanej po wygrzaniu w drugim etapie w temperaturze 160°C.
Mikrostruktura stopu w stanie odlanym: α-roztwór stały, krzem wchodzący w skład eutektyki α+Si, w obecności domieszek żelaznych, faza AlSiFeMn o niskiej zawartości manganu, faza Al 5 FeSi. Drobne cząstki fazy Mg 2 Si można zaobserwować za pomocą mikroskopu optycznego jedynie w stopie, który podczas krystalizacji jest bardzo powoli chłodzony.Obróbka cieplna prowadzi do pewnej koagulacji krzemu, rozpuszczenia fazy wzmacniającej Mg 2 Si, fazy zawierające żelazo nie wypalaniu towarzyszy koagulacja cząstek krzemu, na poszczególnych obszarach In obserwuje się topienie eutektyki α+Si, która po wtórnym wytrąceniu krystalizuje w postaci drobnoziarnistej.
4. Obróbka mechaniczna
Technologia obróbka blok zakłada:
Współosiowość otworów wszystkich łóżek bloku;
Ten sam rozmiar (średnica) wszystkich łóżek (z wyjątkiem specjalnych konstrukcji);
Prostopadłość osi łóżek i cylindrów;
Równoległość płaszczyzny łącznika bloku z głowicą i osią łóżek;
Równoległość osi łóżek pomocniczych i wałków rozrządu (jeśli są zamontowane w bloku) do osi łóżek wału korbowego.
Praktyka pokazuje, że wszelkie odchylenia od prostopadłości i równoległości nie powinny przekraczać połowy luzu roboczego części. Przy szczelinie 0,04+0,06 mm jest to nie więcej niż 0,02+0,03 mm.
4.1 Ustawianie punktów bazowych
Powierzchnia bazowa lub punkty bazowe części to powierzchnie i punkty, za pomocą których część jest zorientowana względem narzędzia tnącego podczas obróbki. Oczywiste jest, że zarówno w odlewni, jak i w warsztacie mechanicznym pomiary i obróbka odlewów precyzyjnych powinny odbywać się w oparciu o te same podstawy.
Czasami za podstawę przyjmuje się nieprzetworzoną powierzchnię odlewu, ale w niektórych przypadkach obrobiona powierzchnia części może również służyć jako podstawowa podstawa. W tym drugim przypadku, dla obiektywnej oceny odlewów produkowanych w odlewni, wygodniej jest stworzyć tę pierwotną bazę w odlewni, dokonując niezbędnej obróbki mechanicznej powierzchni podstawy.
Produkcja seryjna wiąże się z przetwarzaniem dużych partii części, co powoduje niedokładność konfiguracji proces technologiczny obróbka skrawaniem może prowadzić do odrzucenia dużej liczby odlewów ze względu na bardzo ograniczone naddatki na odlewy.
4.2 Uzyskanie głównych podpór wału korbowego (łożyska wału korbowego) i montaż tulei
Wykorzystując otrzymane wcześniej powierzchnie bazowe na wytaczarce poziomej uzyskaliśmy współosiowe otwory dla wszystkich łóżek wału korbowego.
Łóżka w bloku są formowane za pomocą pokryw łożysk głównych, których śruby są dokręcane określonym momentem obrotowym przed obróbką. Kształt i wielkość otworów w podłożu po obróbce zwykle zależy w pewnym stopniu od momentu dokręcania śrub. Dlatego przy montażu silnika należy kierować się zaleceniami producenta. Pokrywy łożysk najczęściej dokręca się śrubami o średnicy 10+12 mm, rzadziej większej. Pokrywy łożysk głównych muszą być wyśrodkowane na bloku, co zapewnia wymagany kształt łoża po dokręceniu śrub (brak zniekształceń, owalności i stożkowatości). Osiąga się to na różne sposoby, które pokazano na rysunku - 8. Najczęściej spotykane jest centrowanie wzdłuż powierzchni bocznych (opcje a i b), gdyż jest najłatwiejsze w wykonaniu, choć metoda ta nie zapewnia idealnej geometrii złoża. Dość często dokładniejsze, ale złożone centrowanie uzyskuje się również za pomocą tulei instalowanych w otworach bloku i pokryw (opcja c). Rzadko stosuje się centrowanie pokrywy za pomocą dwóch kołków (opcja d).

Rysunek - 8. Sposoby mocowania pokryw łożysk głównych wału korbowego do skrzyni korbowej
Ponieważ mój blok skrzyni korbowej jest odlany ze stopu aluminiowo-krzemowego, będzie miał konstrukcję bloku aluminiowego z suchymi wkładkami.
W pierwszym etapie, aby określić rozmiar i konfigurację tulei oraz ich wykonanie, przeprowadza się szczegółowy pomiar bloku cylindrów.
Następnie na specjalistycznej wytaczarce wywiercono otwory w cylindrach, aby umożliwić montaż tulei. Następnie sprawdzane jest położenie bloku na maszynie wzdłuż górnej płaszczyzny - idealnie jest ona równoległa do dolnej i można ją również przyjąć jako podstawę. Czasem idą jeszcze dalej: szukając środka (osi cylindra) za pomocą wskaźnika sprawdzają pionowe położenie ścianki cylindra w dwóch kierunkach - poprzecznym i wzdłużnym. Dlatego umieszczają blok na dolnej płaszczyźnie i nudzą go, dopasowując się do górnej części cylindra. W tym przypadku otwory w głównych wspornikach bloku służą jako baza technologiczna, która zapewnia ścisłe przestrzeganie prostopadłości osi otworów cylindra względem osi wału korbowego.
Tuleje zostały zamontowane w wywierconych otworach z pasowaniem wciskowym 0,07-0,08 mm, tak aby wgłębienia na tulejach pod przeciwwagi wału korbowego pokrywały się z odpowiednimi wgłębieniami bloku cylindrów.
Po zamontowaniu tulei rozwiercono je do wymiaru nominalnego (z uwzględnieniem naddatku na honowanie 0,06-0,08 mm), a także przycięto końce i fazę wprowadzającą.
Operację wykańczającą – honowanie – wykonano na honownicy. Honowanie przeprowadzono w trzech etapach: honowanie zgrubne, honowanie dokładne (w obu przypadkach kamieniami ceramicznymi) oraz szczotkowanie szczotkami składającymi się z włókien nylonowych wzmocnionych węglikami krzemu.
Wnioski z wykonanej pracy
W trakcie moich zajęć opracowano kompleksową technologię produkcji bloku cylindrów silnika spalinowego. W którym opisałem sam blok cylindrów i przeanalizowałem warunki jego pracy. Następnie sformułował wymagania dla blok silnika i wybrałem materiał do produkcji (AL 4).
Po analizie i wyborze materiału opracowałem technologię wykonania bloku. Sporządziłem dla niej schemat technologiczny etapów jego produkcji oraz je opisałem. W opisie etapów technologicznych szczegółowo piszę o tym, jak powstaje wybrany przeze mnie materiał na blok, a mianowicie o ekstrakcji boksytu, obróbce tlenku glinu, wytopie z niego aluminium i produkcji gotowych wlewków wymagany skład i z wymaganymi fizycznymi i właściwości mechaniczne. Powstały materiał służy do wykonywania odlewów blokowych ICE wg odlewanie piasku. Wybrałem tę metodę, ponieważ jest ona ekonomicznie wykonalna dla każdego rodzaju produkcji, dla części o dowolnej masie, konfiguracji, wymiarach, do produkcji odlewów z prawie wszystkich stopów odlewniczych. Po otrzymaniu odlewów blokowych poddawane są obróbce cieplno-mechanicznej, aż do uzyskania gotowej części przeznaczonej do montażu silnika spalinowego.
Wykaz używanej literatury
Kolodin E. A., Sverdlin V. A., Svoboda R. V. Produkcja anod wypiekanych do elektrolizerów aluminiowych. – M.: Metalurgia, 1980, – 84 s.
Dalsky A.N., Arutyunova I.A., Technologia materiałów konstrukcyjnych, Podręcznik. – M.: Inżynieria mechaniczna, 1985. – 450 s.
Przewodnik metalurga po metalach nieżelaznych „Produkcja aluminium”.
Terentyev V.G., Shkolnikov R.M., Grinberg I.S., Chernykh A.E., Zelberg B.I., Chalykh V.I. „Produkcja aluminium”, 1998.
Borisolevsky Yu.V., Galevsky G.V., Kulagin N.M., Mintsis M.Ya., Siratsutdinov G.A., „Hutnictwo aluminium”. M.: Metalurgia, 1999.
Matyunin V.M. Karpman M.G., Fetisov G.P. Inżynieria Materiałowa i Technologia Metali, 2002.
D. Parfenov „Przetwórstwo metali nieżelaznych: walka sprzeczności” – publikacja Centrum Analitycznego „National Metallurgy” 2004.
AE Naprawa silnika Chrulewa samochody zagraniczne 1999.
cykle silnik. Pierwsi robotnicy cykle występują w... 15 mm z koniec końców otwór o średnicy 9,5...
Rekonstrukcja sekcji silnikowej MU PATP-7 w Omsku
Praca dyplomowa >> Przemysł, produkcjaPoprawa zarządzania i planowania produkcja na wszystkich poziomach; - ...analitycznie dla cykl a następnie... ćwieki do przedniej okładki blok cylindry silnik. Pomiędzy poduszką a... korpusem znajdują się pęknięcia, odpryski, koniec końców skorupy i inne defekty...
Projekt przedsiębiorstwa samochodowego ze szczegółowym opracowaniem sekcji kruszywa
Praca na kursie>> TransportuKonserwacja i naprawy samochodów do cykl wyznaczane są wzorami: ; (2.5) ... i zarządzanie naprawami produkcja. Tabela 3.1 Lista... demontażu głowicy blok cylindry silnik ORG2953, pojemnik... must have koniec końców naturalna wentylacja. ...
Statki silnik spalanie wewnętrzne L21/31
Praca kursowa >> TransportAntywibratory. Blok-łóżko... silnik: Numer cylindry i = 8 Średnica cylinder D = 21 cm Skok S = 31 cm Maksymalne ciśnienie cykl... Może prowadzić do koniec końców przepalenie tłoków (...i kiedy produkcja wtryskiwacze średnioobrotowe silniki. W większości...
Blok cylindrów jako część odlewana; cel: podstawa silnika spalinowego. Zapoznanie się z cechami rozwoju technologii produkcji bloku cylindrów silnika Kamaz-740. Ogólna charakterystyka schematu technologicznego produkcji części.
Wyślij swoją dobrą pracę do bazy wiedzy jest prosta. Skorzystaj z poniższego formularza
Studenci, doktoranci, młodzi naukowcy, którzy wykorzystują bazę wiedzy w swoich studiach i pracy, będą Państwu bardzo wdzięczni.
Wysłany dnia http://www.allbest.ru/
" RozwójIpoprawatechnologieprodukcjablokcylindrysilnikKamaz-740"
Wdyrygowanie
Blok cylindrów można nazwać podstawą każdego silnika. Głowica cylindrów, zespoły, skrzynia biegów są do niej przymocowane, a wewnątrz znajdują się grupa tłoków I mechanizm korbowy. Oczywiście każdy z tych węzłów podlega obciążeniom, co oznacza, że na blok działają duże siły o zmiennej wielkości i kierunku.
Aby je wytrzymać, blok musi być wystarczająco sztywny, tj. aby nie odkształciły się pod wpływem tych sił. Same cylindry w bloku cylindrów mogą stanowić część odlewu bloku cylindrów lub mogą stanowić oddzielne wymienne tuleje, które mogą być „mokre” lub „suche”. Oprócz części formującej silnika, blok cylindrów przenosi dodatkowe funkcje, np. podstawa układu smarowania – poprzez otwory w bloku cylindrów olej dostarczany jest pod ciśnieniem do punktów smarowania oraz w silnikach chłodzenie cieczą podstawa układu chłodzenia - ciecz krąży przez podobne otwory w całym bloku cylindrów.
Cel pracy: poznanie technologii produkcji bloku cylindrów.
Przedmiot badań: proces technologii produkcji bloku cylindrów.
Przedmiot badań: technologia produkcji bloku cylindrów.
Cele badań:
1. Przestudiuj literaturę naukową na ten temat.
2. Opisz część.
3. Przeanalizuj warunki pracy bloku cylindrów.
4. Opracuj wymagania dotyczące części bloku cylindrów.
5. Przeanalizuj, jakie materiały są potrzebne do wykonania bloku cylindrów.
6. Opisać każdy etap technologiczny wytwarzania części.
7. Określ rodzaj produkcji części
8. Sporządź diagram przepływu produkcji.
1 . TteoretycznyanalizablokcylinderIwarunkijegopraca
1.1 OpisDetale
Blok cylindrów to odlewana część, która służy jako podstawa silnika spalinowego. Głowica cylindrów jest przymocowana do jej górnej części, dolna część jest częścią skrzyni korbowej, zawiera powierzchnie nośne do montażu wału korbowego.
Blok cylindrów (lub skrzynia korbowa) przejmuje obciążenia od obracających się i stopniowo poruszających się części. Najpopularniejsze czterocylindrowe silniki rzędowe mają zazwyczaj blok odlany z żeliwa ze stopu szarego lub rzadziej z aluminium, jak pokazano na rysunku 1. Tuleje cylindrowe są odlewane integralnie z blokiem, tworząc płaszcz chłodzący pomiędzy tulejami a zewnętrzną częścią ściany. Blok cylindrów ma otwory w dolnej części - tj. łoża pod panewki łożysk wału korbowego. Łóżka są obrabiane na specjalnych precyzyjnych urządzeniach z dużą precyzją.
Rysunek 1 - Blok cylindrów Kamaz-740
Same cylindry mogą stanowić część odlewu (blok bez wykładziny) lub mogą posiadać osobne wymienne tuleje, które mogą być „mokre” lub „suche”. Wkłady suche najczęściej wciskane są w korpus bloku, natomiast wkładki mokre dodatkowo uszczelniane są pierścieniami wykonanymi z różnych materiałów np. gumy czy miedzi. Odprowadzanie ciepła przez wykładziny do chłodziwa zależy od właściwości materiału wykładziny i jej grubości (im wyższa przewodność cieplna materiału i im cieńsze ścianki wykładziny, tym lepsze odprowadzanie ciepła).
Zastosowanie cylindrów wyłożonych nieznacznie zwiększa koszt silnika i komplikuje jego montaż, ale upraszcza naprawę bloku, ponieważ w tym przypadku wystarczy wymienić tuleje i grupę tłoków.
Jednocześnie w przypadku bloków bez wykładziny, gdy średnica cylindra się zużywa, należy ją wytaczać i honować, co znacznie komplikuje naprawy, ponieważ wymagany jest prawie całkowity demontaż silnika. Ponadto blokom bez wykładziny stawiane są bardzo wysokie wymagania pod względem jakości materiału i technologii odlewania.
Wokół każdego cylindra znajdują się gwintowane otwory na śruby głowicy cylindrów. Otwory gwintowane nie łączą się bezpośrednio z tuleją (co zmniejsza odkształcenie tulei podczas dokręcania śrub głowicy. Niewielkie odkształcenie tulei podczas dokręcania nadal się pojawia, ale zwykle nie przekracza 0,010-0,015 mm, chociaż może znacznie wzrosnąć jeśli śruby głowicy są zbyt mocno dokręcone.
Powierzchnie robocze cylindrów i tulei, zwane lustrem cylindrycznym, są obrabiane z dużą precyzją i charakteryzują się bardzo dużą czystością. Czasami na lustrze cylindrycznym nakłada się specjalny mikrorelief, którego wysokość wynosi ułamek mikrometra. Powierzchnia ta dobrze zatrzymuje olej i pomaga zmniejszyć tarcie pomiędzy boczną powierzchnią tłoka a pierścieniami na średnicy cylindra.
Lusterko cylindra pozostaje w stałym kontakcie z tłokiem i jest smarowane olejem silnikowym rozpylanym przez obracające się elementy mechanizmu korbowego. Wysokie właściwości technologiczne metalu i jakość jego obróbki determinują niezbędną odporność powierzchni.
Płaszcz chłodzący ma za zadanie odprowadzać ciepło ze ścianek cylindrów oraz z głowicy silnika. Celem stosowania wodnego układu chłodzenia silnika jest nie tylko odprowadzenie ciepła ze ścianek cylindrów, ale także utrzymanie projektowej temperatury roboczej.
Obudowa bloku cylindrów zapewnia punkty mocowania takich elementów jak generator, sprężarka klimatyzacji, wsporniki montażowe, pompa wspomagania kierownicy itp. Obudowa wału korbowego może być odlana z blokiem cylindrów w jednej obudowie lub może być do niej przykręcona. Do dolnej części skrzyni korbowej przymocowana jest miska olejowa, która służy do przechowywania oleju silnikowego. Paleta jest zwykle wykonana ze stali lub stopu aluminium.
1.2 Analiza warunki praca blok cylinder
Cylinder silnika jest zaprojektowany tak, aby był skierowany w obie strony ruch do przodu tłok, postrzeganie energii uwalnianej podczas spalania paliwa, odbieranie i odprowadzanie ciepła z komory spalania do płynu chłodzącego, a także do mocowania wału korbowego, w tym celu w bloku cylindrów wykonane są kanały smarowania i chłodzenia. Obudowa bloku cylindrów ma łóżka do mocowania wału korbowego. Wynika z tego, że skrzynia korbowa jest narażona na:
Narażenie na ciśnienie gazu;
Siła oddziaływania gazów, które są odbierane przez połączenia gwintowe głowicy cylindrów i wsporników wału korbowego;
Wewnętrzne siły bezwładności (siły zginające), wynikające z sił bezwładności podczas obrotu i drgań;
Wewnętrzne siły skręcające (siły skręcające) pomiędzy poszczególnymi cylindrami;
Moment obrotowy wału korbowego, a co za tym idzie, siła reakcji mocowań silnika;
Siły swobodne i momenty bezwładności, powstałe w wyniku sił bezwładności podczas drgań, które są odbierane przez poduszki silnika;
Boczne siły tarcia powstające podczas ruchu tłoka;
Obciążenia zginające od sił ciśnienia gazu i sił bezwładności przenoszonych przez korbowody z tłoków, z wału korbowego, obciążenia przenoszone są na główne łożyska wału korbowego i wyginają blok;
Tarcie z elementami tłoka (powoduje zużycie mechaniczne);
Wysokie temperatury (powodują spalanie i korozję metalu).
Jeśli blok cylindrów jest wykonany ze stopu aluminium, lustro cylindra jest wykonane w specjalnej żeliwnej wkładce (wkładce).
Odkształcenia sprężyste bloku lub wału prowadzą do skrzywienia osi łóżek i czopów wału korbowego. W tym przypadku zużycie wygląda nierównomiernie na całej szerokości szyi;
Obciążenie przenoszone z tulei na łoże, przy okresowym zakrzywieniu osi, prowadzi do zużycia powierzchni samych łóżek (taka sytuacja jest typowa na przykład dla łożysk korbowodów długich wałów z małą liczbą podpór ( na przykład czterołożyskowy wał sześciocylindrowego silnika rzędowego);
1.3 Kompilacja wymagania Do Detale blok cylinder
Po przestudiowaniu warunków pracy bloku skrzyni korbowej możemy postawić wymagania dotyczące właściwości bloku cylindrów silnika spalinowego, a mianowicie:
Sztywność jest cechą bloku, która określa odkształcenie sprężyste bloku pod wpływem różnych sił. Kiedy silnik pracuje, wał korbowy podlega obciążeniom zginającym od sił ciśnienia gazu i sił bezwładności przenoszonych przez korbowody z tłoków. Z wału korbowego obciążenia przenoszone są na główne łożyska wału korbowego i wyginają blok. Jeśli jest niewystarczająco sztywny, może to prowadzić do przyspieszonego zużycia łożysk i awarii silnika. Sztywność zginania bloku wzrasta zwykle wraz ze wzrostem odległości od płaszczyzny podziału łożyska głównego do dolnej płaszczyzny podziału bloku i miski skrzyni korbowej, jak pokazano na rysunku 2, a także wraz ze wzrostem szerokości bloku i grubości ścianki. Jest to szczególnie ważne w przypadku rzędowych silników wielocylindrowych (o liczbie cylindrów 5-6).
Rysunek 2 - Zwiększanie sztywności skrzyni korbowej (a) poprzez zwiększenie rozmiaru H (b)
Rozbiórka otworów we wszystkich pokładach bloku;
Ten sam rozmiar (średnica) wszystkich łóżek (z wyjątkiem specjalnych konstrukcji);
Prostopadłość osi łóżek i cylindrów;
Równoległość płaszczyzny łącznika bloku z głowicą i osią łóżek;
Równoległość osi łóżek pomocniczych i wałków rozrządu (jeśli są zamontowane w bloku) do osi łóżek wału korbowego;
Odchylenia od prostopadłości i równoległości nie powinny przekraczać połowy luzu roboczego części. Przy szczelinie 0,04+0,06 mm jest to nie więcej niż 0,02+0,03 mm.
1.4 Materiały Dla produkcja blok cylinder
Skrzynia korbowa jest jedną z najcięższych części całego samochodu i zajmuje najbardziej krytyczne dla dynamiki jazdy miejsce: miejsce nad przednią osią. Dlatego właśnie tutaj podejmuje się próby pełnego wykorzystania potencjału redukcji masy. Żeliwo szare, które od dziesięcioleci jest stosowane jako materiał na skrzynię korbową, jest coraz częściej zastępowane stopami aluminium, zarówno w silnikach benzynowych, jak i wysokoprężnych. Pozwala to na znaczną redukcję wagi.
1.4.1 Żeliwo szare
Żeliwo to stop żelaza o zawartości węgla większej niż 2% i krzemu większej niż 1,5%. W żeliwie szarym nadmiar węgla zawarty jest w postaci grafitu. Do skrzyń korbowych silników wysokoprężnych stosowano i nadal stosuje się żeliwo z grafitem płatkowym, którego nazwa wzięła się od umiejscowienia w nim grafitu. Pozostałymi składnikami stopu są mangan, siarka i fosfor w bardzo małych ilościach.
Od samego początku proponowano żeliwo jako materiał na skrzynie korbowe silników seryjnych, gdyż materiał ten nie jest drogi, jest łatwy w obróbce i posiada niezbędne właściwości. Stopy lekkie przez długi czas nie były w stanie sprostać tym wymaganiom. Producenci samochodów wykorzystują do swoich silników żeliwo z grafitem płatkowym ze względu na jego szczególnie korzystne właściwości, a mianowicie:
Dobra przewodność cieplna;
Dobre właściwości wytrzymałościowe;
Prosta obróbka;
Dobre właściwości odlewnicze;
Bardzo dobre tłumienie.
Znakomite tłumienie to jedna z wyróżniających właściwości żeliwa z grafitem płatkowym. Oznacza to zdolność odczuwania drgań i tłumienia ich na skutek tarcia wewnętrznego. Dzięki temu znacznie poprawiają się właściwości wibracyjne i akustyczne silnika.
Dobre właściwości, trwałość i prosta obróbka sprawiają, że skrzynia korbowa wykonana z żeliwa szarego jest dziś konkurencyjna. Dzięki dużej wytrzymałości, silniki benzynowe a dzisiejsze silniki wysokoprężne są wykonane ze skrzyń korbowych wykonanych z żeliwa szarego. W przyszłości jedynie stopy lekkie będą w stanie sprostać rosnącym wymaganiom dotyczącym masy silnika samochodu osobowego.
1.4.2 Stopy aluminium
Skrzynie korbowe ze stopu aluminium są wciąż stosunkowo nowe i są stosowane tylko w silnikach wysokoprężnych.
Gęstość stopów aluminium wynosi około jednej trzeciej gęstości żeliwa szarego. Ale przewaga masy ma ten sam stosunek, ponieważ ze względu na niższą wytrzymałość taka skrzynia korbowa musi być bardziej masywna. Inne właściwości stopów aluminium:
Dobra przewodność cieplna;
Prosta obróbka.
Czyste aluminium nie nadaje się do odlewania skrzyni korbowej, ponieważ nie ma dobrych właściwości wytrzymałościowych. W przeciwieństwie do żeliwa szarego, główne składniki stopowe dodawane są tutaj w stosunkowo dużych ilościach.
Stopy dzieli się na cztery grupy, w zależności od dominującego dodatku stopowego. Te suplementy:
krzem (Si);
Miedź (Cu);
Magnez (Md);
W przypadku aluminiowych skrzyń korbowych silników stosuje się wyłącznie stopy AlSi. Ulepsza się je niewielkimi dodatkami miedzi lub magnezu.
Krzem ma pozytywny wpływ na wytrzymałość stopu. Jeśli składnik jest większy niż 12%, to dzięki specjalnej obróbce można uzyskać bardzo wysoką twardość powierzchni, chociaż cięcie będzie trudniejsze. W okolicach 12% występują znakomite właściwości odlewnicze.
Dodatek miedzi (2-4%) może poprawić właściwości odlewnicze stopu, jeśli zawartość krzemu jest mniejsza niż 12%.
Niewielki dodatek magnezu (0,2-0,5%) znacząco podnosi wartości wytrzymałościowe.
W silnikach benzynowych i wysokoprężnych stosuje się stop aluminium AISi7MgCuO.5. Jak wynika z oznaczenia AISi7MgCuO.5, stop ten zawiera 7% krzemu i 0,5% miedzi.
Charakteryzuje się dużą wytrzymałością dynamiczną. Inne pozytywne właściwości to dobra lejność i ciągliwość. To prawda, że nie pozwala to na uzyskanie wystarczająco odpornej na zużycie powierzchni, która jest niezbędna dla lustra cylindrycznego. Dlatego blok skrzyni korbowej wykonany z AISI7MgCuO.5 będzie musiał być wykonany z tulejami cylindrowymi.
Postępowi badacze myślą o zastosowaniu jeszcze lżejszego materiału – stopu magnezu. Prototypowe silniki zbudowano przy użyciu metalowych tulei cylindrowych w lekkich plastikowych blokach, chociaż silniki te okazały się strasznie głośne.
Zatem w przypadku aluminiowej skrzyni korbowej silnika konieczne jest stosowanie wyłącznie stopów AlSi, a mianowicie AL4. Ulepsza się je niewielkimi dodatkami miedzi lub magnezu. Krzem ma pozytywny wpływ na wytrzymałość stopu. Jeśli składnik jest większy niż 12%, to dzięki specjalnej obróbce można uzyskać bardzo wysoką twardość powierzchni, chociaż cięcie będzie trudniejsze. W okolicach 12% występują znakomite właściwości odlewnicze.
Dodatek miedzi (2-4%) może poprawić właściwości odlewnicze stopu, jeśli zawartość krzemu jest mniejsza niż 12%. Niewielki dodatek magnezu (0,2-0,5%) znacząco zwiększa wartości wytrzymałości dynamicznej. Inne pozytywne właściwości to dobra lejność i ciągliwość. To prawda, że nie pozwala to na uzyskanie wystarczająco odpornej na zużycie powierzchni, która jest niezbędna dla lustra cylindrycznego. Dlatego blok skrzyni korbowej z AL4 będzie musiał być wykonany z tulei cylindrowych.
1.4.3 Analiza materiałów
Blok żeliwny jest najsztywniejszy, co oznacza, że przy niezmienionych parametrach wytrzymuje największe siły i jest najmniej wrażliwy na przegrzanie. Pojemność cieplna żeliwa jest w przybliżeniu o połowę mniejsza niż aluminium, co oznacza, że silnik z żeliwnym blokiem szybciej nagrzewa się do temperatury roboczej. Jednakże żeliwo jest bardzo ciężkie (2,7 razy cięższe od aluminium), podatne na korozję, a jego przewodność cieplna jest około 4 razy mniejsza niż aluminium, dlatego układ chłodzenia silnika z żeliwną skrzynią korbową pracuje w bardziej intensywnych warunkach. warunki.
Aluminiowe bloki cylindrów są lekkie i lepiej chłodzą, jednak w tym przypadku pojawia się problem materiału, z którego wykonane są ścianki cylindrów. Jeśli tłoki silnika z takim blokiem są wykonane z żeliwa lub stali, wówczas bardzo szybko zużyją aluminiowe ścianki cylindra. Jeśli wykonasz tłoki z miękkiego aluminium, po prostu „chwycą” ściany, a silnik natychmiast się zablokuje. Gęstość stopów aluminium wynosi około jednej trzeciej gęstości żeliwa szarego. Ale przewaga masy ma ten sam stosunek, ponieważ ze względu na niższą wytrzymałość taka skrzynia korbowa musi być bardziej masywna. Inne właściwości stopów aluminium:
Dobra przewodność cieplna;
Dobra odporność chemiczna;
Dobre właściwości wytrzymałościowe;
Prosta obróbka.
Właściwości mechaniczne podano w tabeli 1:
Tabela 1 - właściwości mechaniczne materiałów
S in - Krótkoterminowa granica wytrzymałości, MPa
S T - Limit proporcjonalności, MPa
HB - twardość Brinella, MPa
Wniosek: w tym rozdziale dokonano analizy materiałów, z których wykonany jest blok cylindrów. Blok cylindrów silnika Kamaz-740 jest wykonany z żeliwa, ponieważ żeliwo wytrzymuje najwyższy stopień doładowania i jest najmniej wrażliwe na przegrzanie. Pojemność cieplna żeliwa jest w przybliżeniu o połowę mniejsza niż aluminium, co oznacza, że silnik z żeliwnym blokiem szybciej nagrzewa się do temperatury roboczej.
2 . RrozwójtechnologieprodukcjaDetale
2.1 TechnicznyschematprodukcjaDetale
BlokcylindertechnologicznietschematMA
Rysunek 3 – schemat przepływu produkcji
2.2 Domenaprodukcja
Produkcja wielkopiecowa, produkcja żeliwa poprzez wytapianie redukcyjne rud żelaza lub aglomerowanych koncentratów rud żelaza w wielkich piecach. Produkcja wielkopiecowa jest gałęzią metalurgii żelaza.
Materiałami wyjściowymi (wsadem) do produkcji wielkopiecowej są: ruda żelaza, ruda manganu, spiek, pelety, a także paliwo i topniki. Spiek topnikowy (ponad 90%), zawierający 50-60% Fe o zasadowości 1,1-1,3, jest szeroko stosowany we wsadzie wielkopiecowym; Coraz powszechniejsze jest stosowanie granulatów topnikowych. Najważniejsze właściwości materiały wsadowe zawierające żelazo, które określają wskaźniki techniczno-ekonomiczne wytapiania wielkopiecowego: zawartość żelaza, skład skały płonnej, ilość szkodliwych zanieczyszczeń, a także rozkład granulometryczny, wytrzymałość i zdolność do przetapiania. Coraz powszechniejsze staje się topienie z zastąpieniem części koksu paliwem gazowym, ciekłym lub stałym wdmuchiwanym do paleniska wielkiego pieca. Jako topniki stosuje się wapień i czasami dolomit.
Główne rodzaje żeliwa wytapianego w wielkich piecach to: żeliwo limitowane, wykorzystywane do produkcji stali w hutach stali; odlewnia, używana do odlewów żeliwnych; specjalne żeliwa. Produkty uboczne: gaz wielkopiecowy o wartości opałowej 3,6-4,6 MJ/m3 (850-1100 kcal/m3) po oczyszczeniu z pyłu służy do podgrzewania dmuchu w nagrzewnicach powietrza, a także w kotłowniach zakładowych, koksowniach , spiekalnie i inne warsztaty; Żużel wielkopiecowy wykorzystywany jest głównie w przemyśle materiały budowlane; Pył spalinowy usunięty z pieca i wychwycony przez instalację oczyszczania gazu, zawierający 30-50% Fe, zawracany jest do wsadu wielkopiecowego po jego wstępnej aglomeracji (głównie poprzez aglomerację).
Wielki piec Figura 4 przedstawia okrągły piec szybowy; wyłożony murem ogniotrwałym (górna część to cegły szamotowe, dolna to głównie bloki węglowe). Aby zapobiec spaleniu muru i chronić obudowę pieca przed wysokimi temperaturami, stosuje się lodówki, w których krąży woda. Obudowa pieca i urządzenie pieca wsparte są na kolumnach osadzonych na fundamencie.
Wsad podawany jest do gardzieli pieca za pomocą skipów, rzadziej za pomocą przenośników taśmowych. Rozładunek kontenerów do pieca odbywa się poprzez lej odbiorczy i urządzenie napełniające zainstalowane na górze pieca. Powietrze (dmuchowe) z maszyn nadmuchowych dostarczane jest do paleniska poprzez nagrzewnice powietrza (w których zostaje ono nagrzane do temperatury 1000-1200°C) oraz urządzenia dyszowe zainstalowane na obwodzie paleniska. Przez dysze wprowadzane jest także dodatkowe paliwo (gaz ziemny, olej opałowy lub miał węglowy).
Produkty wytopu zrzucane są do kadzi żelaza i żużla poprzez otwory spustowe umieszczone w dolnej części paleniska. Gaz szczytowy powstający w piecu jest usuwany poprzez wyloty gazu umieszczone w kopule pieca.
Odległość pomiędzy osią żeliwnego otworu spustowego a dolną krawędzią dużego stożka załadowczego w stanie opuszczonym nazywa się wysokością użytkową wielkiego pieca, a odpowiadającą jej objętość nazywa się objętością użytkową wielkiego pieca. Potężne wielkie piece mają przydatna objętość 2000-3000 m3 i są jednymi z największych na świecie. Dyrektywy IX Planu Pięcioletniego przewidują budowę wielkich pieców o pojemności 5000 m3.
Eksploatacja wielkiego pieca rozpoczyna się od jego przedmuchu. W tym przypadku palenisko i ramiona ładowane są koksem, a wał tzw. wsadem nadmuchowym. Podgrzany dmuch (w zmniejszonej ilości) podawany jest do całkowicie obciążonego pieca, następuje rozpalenie koksu i rozpoczyna się opuszczanie materiałów. Pierwszy wyrzut surówki i żużla następuje po 12-24 godzinach, po czym stopniowo zwiększa się wielkość ładunku wybuchowego i rudy (stosunek masy rudy do masy koksu w nadawie), a po kilku dniach przedmuch wielkiego pieca osiąga normalną wydajność.
Rysunek 4 - Wielki piec ShPD-39
Ciągła praca (akcja) wielkiego pieca od przedmuchu do przedmuchu (zatrzymanie o godz generalny remont) trwa 5-6, a w niektórych przypadkach 8-10 lat i więcej, podczas których piec zatrzymuje się 1-2 razy na tzw. średni remont w celu wymiany zużytego muru szybu. Wytapianie żeliwa w potężnych piecach w jednej kampanii osiąga 5-8 milionów ton żeliwa lub więcej.
Sterowanie pracą (pracą) wielkiego pieca polega na regulacji (w zależności od jakości surowców i rodzaju wytapianego żeliwa) składu wsadu, ilości, temperatury i wilgotności dmuchu oraz ilość nadawy lub kolejność ładowania poszczególnych składników wsadu oraz poziom wsadu. Postęp wielkiego pieca jest kontrolowany urządzenia pomiarowe, rejestrując główne parametry obciążenia, podmuchu, gazu górnego, temperatury muru pieca na różnych poziomach.
Topienie za pomocą wtrysku stało się powszechne dodatkowe typy paliwo, wzbogacanie tlenem podmuchu i pracy wysokie ciśnienie krwi gazy wielkopiecowe. Wraz ze wzrostem ciśnienia na górze, różnica ciśnień pomiędzy dołem i górą wielkiego pieca maleje; prowadzi to do bardziej równomiernego przepływu ładunku, poprawia się prace renowacyjne Ilustracje do artykułu na temat "Produkcja wielkopiecowa". gazów, ogranicza usuwanie pyłu.
Scharakteryzowano produkcję wielkopiecową wysoki stopień automatyzacja. Na nowoczesnym wielkim piecu wszystkie operacje podawania wsadu realizowane są automatycznie: kompletowanie składników wsadu z odsiewaniem miału, ważenie, transport na górę i załadunek do pieca według zadanego programu. Optymalny poziom wsadu i rozkład materiałów wsadowych na górze, górne ciśnienie gazu, zużycie wody do chłodzenia, temperatura i wilgotność podmuchu, a także zawartość tlenu i natężenie przepływu są utrzymywane automatycznie gazu ziemnego. Automatyczne przełączanie nagrzewnic powietrza i kontrola ich trybu ogrzewania. Automatyczne analizatory zapewniają ciągłą rejestrację składu gazu wielkopiecowego i dmuchu. Wprowadzane są automatyczne systemy kontroli zasilania podmuchem i gazem ziemnym całkowite zużycie oraz dla pojedynczych dysz.
Nowe wielkie piece wyposażone są w scentralizowane systemy monitorowania i sterowania, które zapewniają uśrednianie wskaźników przyrządowych i obliczanie złożonych wskaźników pracy pieca. Trwają prace nad kompleksową automatyzacją produkcji wielkiego pieca, w tym sterowaniem reżimem cieplnym wielkiego pieca za pomocą komputera.
2.3 Wtórny topienie
Żeliwiak jest piecem szybowym, którego podstawą jest spawana obudowa metalowa 1, wyłożona od wewnątrz cegłami ogniotrwałymi 2. Szczelinę pomiędzy obudową a okładziną wypełnia się suchym piaskiem kwarcowym 3. W górnej części żeliwiaka znajduje się okno załadunkowe 4. Część szybu kopuły znajdująca się poniżej okna załadunkowego wyłożona jest pustakami żeliwnymi 5, które zabezpieczają ją przed zniszczeniem podczas załadunku ładunku 7.
Załaduj kopułę Rysunek 4 za pomocą podnośnika pomostowego lub żurawia. Górna część kopuła zakończona łapaczem iskier 6.
Rysunek 4 – Piec kopułowy
Aby podtrzymać spalanie w żeliwiaku, powietrze (wdmuchiwane) dostarczane jest przez specjalne otwory 8, zwane dyszami, i jest tłoczone przez wentylator. Roztopione żeliwo wzdłuż paleniska 9, znajdującego się w dolnej części szybu, przepływa przez specjalny otwór i rynnę do zbiornika 10. Na początku pracy do żeliwiaka ładowana jest warstwa koksu o wysokości 500-1500 mm i podpalić. Ta warstwa koksu nazywana jest pustą skorupą. Następnie roboczy łusek koksowy, topnik i pierwszą część wsadu metalicznego ładuje się na nieczynny łusek. Po załadowaniu materiałów poprzez dysze dostarczane jest powietrze niezbędne do spalania paliwa. W taśmie topiącej żeliwo i żużel topią się i spływają do żeliwiaka. Powstałe gazy, unosząc się w górę, podgrzewają ładunek metalu i paliwo, a następnie trafiają do rury. W miarę spalania koksu i topienia żeliwa ładunek załadowany do żeliwiaka opada, a na jego miejsce ładowane są nowe porcje materiałów wsadowych. Podczas procesu topienia w żeliwiaku gromadzi się ciekłe żelazo. Żużel wypływa na powierzchnię żeliwa i jest okresowo uwalniany przez otwór spustowy żużla. Nagromadzone żeliwo spuszczane jest przez otwór spustowy wzdłuż rynny do specjalnego zbiornika magazynowego, a następnie do kadzi. Wydajność pieców żeliwiakowych wynosi 0,5-30 ton żeliwa na godzinę.
W celu bezpieczeństwo przeciwpożarowe oraz w celu ochrony przed zanieczyszczeniem otoczenia, żeliwiaki wyposaża się w łapacze iskier, będące jednocześnie odpylaczami.
2.4 Odlew Detale Przez Zagubiony wosk modele
W tej części wybierzemy odlew z wosku traconego.
Stosowany jest przy produkcji części precyzyjnych (np. łopatek turbin itp.). Wykonany jest z materiału niskotopliwego: parafiny, stearyny itp. (w najprostszym przypadku – z wosku). dokładny model produkty i system bramkowy. Najpowszechniej stosowaną kompozycją modelową jest P50S50, składająca się z 50% stearyny i 50% parafiny, w przypadku produktów o dużych gabarytach stosuje się kompozycje soli, które są mniej podatne na wypaczanie. Następnie model zanurza się w płynnej zawiesinie na bazie spoiwa i wypełniacza ogniotrwałego. Jako spoiwo stosuje się hydrolizowany krzemian etylu marek ETS 32 i ETS 40, hydrolizę przeprowadza się w roztworze kwasu, wody i rozpuszczalnika (alkohol, aceton). Obecnie w LVM stosuje się zole krzemionkowe, które nie wymagają hydrolizy w warunkach warsztatowych i są przyjazne dla środowiska. Jako wypełniacze ogniotrwałe stosuje się: elektrokorund, distensilimanit, kwarc itp. Na blok modelowy (modelowy i LPS) nakłada się zawiesinę i posypuje, tak że nakłada się od 6 do 10 warstw. Z każdą kolejną warstwą frakcja ziarnista powłoki zmienia się, tworząc zwartą powierzchnię o kształcie muszli. Suszenie każdej warstwy trwa co najmniej pół godziny, aby przyspieszyć proces stosuje się specjalne suszarnie, do których pompowany jest gazowy amoniak. Z powstałej muszli wytapia się modelową kompozycję: w wodzie, w modelowej kompozycji, poprzez spalenie, za pomocą pary wysokie ciśnienie. Po wysuszeniu i podgrzaniu blok kalcynuje się w temperaturze około 1000°C w celu usunięcia z formy skorupy substancji zdolnych do tworzenia gazów. Następnie muszle są wysyłane do napełniania. Przed wylaniem bloki podgrzewa się w piecach do 1000. Ogrzany blok umieszcza się w piecu, a ogrzany metal wlewa się do płaszcza. Wylany blok chłodzi się w termostacie lub na powietrzu. Gdy blok całkowicie ostygnie, zostaje wysłany do wybicia. Uderzając młotkiem w miskę wlewową, ceramika zostaje ubita, po czym powstaje kawałek LPS, w ten sposób otrzymujemy odlew.
Zalety tej metody: możliwość wytwarzania części ze stopów, których nie można obrobić; uzyskanie odlewów o dokładności wymiarowej do 11 - 13 jakości i chropowatości powierzchni Ra 2,5 - 1,25 mikrona, co w niektórych przypadkach eliminuje obróbkę skrawaniem; możliwość uzyskania elementów maszyn, które, gdy w zwykły sposób odlewy musiałyby być składane z oddzielnych części. Odlewy z wosku traconego stosowane są w warunkach produkcji jednostkowej (pilotażowej), seryjnej i masowej.
Na mocy wysokie natężenie przepływu metalem i wysokim kosztem procesu, LVM jest używany tylko w przypadku części krytycznych.
Proces odlewania metodą traconą opiera się na następującej podstawowej zasadzie:
* Kopia lub model produktu końcowego wykonana jest z materiału niskotopliwego.
* Model ten otoczony jest masą ceramiczną, która utwardza się i formuje kształt.
* Po późniejszym nagrzaniu (kalcynacji) formy model odlewniczy topi się i usuwa.
* Następnie w miejsce usuniętego wosku wlewa się metal, który wiernie odwzorowuje oryginalny model odlewu.
2.5 Hydraulika i mechanika leczenie
Frezowanie (frezowanie) - obróbka materiałów poprzez cięcie za pomocą frezu.
Frez wykonuje ruch obrotowy, a przedmiot obrabiany wykonuje głównie ruch translacyjny.
W procesie frezowania biorą udział dwa obiekty – frez i przedmiot obrabiany. Puste miejsce jest częścią przyszłą.
W w tym przypadku Ponieważ potrzebujemy wytaczania i wiercenia otworów, stosujemy frezowanie czołowe.
Rysunek 6-Urządzenie frezujące VB 182 M
Wykończenie bloku cylindrów - frezowanie powierzchni zewnętrznej, wiercenie i wytaczanie otworów.
Aby zapewnić dokładność, bloki są przetwarzane w minimalnej liczbie ponownych instalacji. Proces jest w pełni zautomatyzowany (rys. 6) – program sterujący maszyną wydaje robotowi sekwencyjne polecenia.
Człowiek jest wyłączony z procesu wykańczania głowicy cylindrów.
Po wyfrezowaniu części wysyłane są do sklepów.
Wniosek: w tym rozdziale opracowano technologię produkcji bloku cylindrów do silnika Kamaz-740, która składa się z czterech głównych etapów:
1. Produkcja wielkopiecowa
2. Topienie wtórne
3. Odlew z wosku traconego
4. Obróbka metali i obróbka mechaniczna.
3. OdeterminacjatypprodukcjablokcylindrysilnikKMZ-740
I. Proces produkcji blok żeliwny cylindry zostaną podzielone na proces wielkopiecowy, proces odlewania metodą traconego paliwa, obróbkę metali i obróbkę mechaniczną.
Proces wielkopiecowy w produkcji bloku cylindrów:
Dostawa materiałów wsadowych do bunkrów
Podawanie wsadu do gardzieli wielkiego pieca
Gorący wybuch
Odlew żeliwny
Wylewanie żużla
1) Operacja podawania materiałów wsadowych do bunkrów – 15 stanowisk pracy
2) Operacja podawania wsadu do gardzieli wielkiego pieca – 6 stanowisk pracy
3) Obsługa nawiewu gorącego strumienia - 3 stanowiska
4) Operacja odlewania żeliwa – 9 stanowisk pracy
5) Operacja zsypywania żużla – 5 stanowisk pracy
Operacje - 5
Praca - 38
KZO 5/38=0,13 - produkcja masowa
Wielkość produkcji na zmianę wynosi: 12136t.
II. Proces odlewania wosku traconego
Modelarstwo
Montaż formularza
Prażenie
Wypełnianie formularzy
Czyszczenie odlewu
Nokaut
1) Produkcja modeli – 4 stanowiska pracy
2) Montaż form – 5 stanowisk
3) Operacja kalcynacji – 2 stanowiska pracy
4) Operacja napełniania - 2 stanowiska robocze
5) Operacja czyszczenia odlewów – 3 stanowiska
6) Operacja wybijania - 3 stanowiska
Operacje - 6
Praca - 19
KZO 6/19=0,3 - produkcja masowa
Wielkość produkcji na zmianę wynosi: 163 szt.
III. Obróbka metali i obróbka mechaniczna
Obróbka mechaniczna na maszynie
Frezowanie powierzchni zewnętrznych metodą frezowania walcowo-czołowego
Wiercenie niezbędnych otworów za pomocą frezowania walcowo-czołowego
Wytaczanie istniejących otworów za pomocą frezowania walcowo-czołowego
1) Operacja obróbki mechanicznej na maszynie – 2 stanowiska
2) Operacja frezowania powierzchni zewnętrznej metodą frezowania walcowo-czołowego - 1 stanowisko pracy
3) Operacja wiercenia niezbędnych otworów metodą frezowania walcowo-czołowego - 1 stanowisko pracy
4) Wytaczanie istniejących otworów metodą frezowania walcowo-czołowego - 1 stanowisko pracy
Operacje - 4
Praca - 5
KZO 4/5= 0,8 - produkcja masowa.
Wielkość produkcji na zmianę wynosi: 53 szt.
Wartości współczynników konsolidacji dla operacji procesu wielkopiecowego, procesu odlewania metodą traconego paliwa oraz obróbki metali i obróbki mechanicznej odpowiadają produkcja masowa Dlatego produkcja bloku cylindrów odnosi się do produkcji masowej.
3 . 1 RozwójwymaganiaDowykonalnośćprojektyprodukty
3 .1 .1 WymaganiawykonalnośćprojektyrzucaćDetale
1. Przy opracowywaniu projektu odlewu należy swobodnie wyjąć model z formy. Zapewnia się to poprzez wyznaczenie odpowiednich spadków, które ułożone są na ściankach odlewów prostopadle do płaszczyzny podziału. Model bez spadków niszczy swój kształt po usunięciu.
2. Odlew musi mieć jednakową grubość ścianek, unikając miejscowego gromadzenia się metalu, tzw. gorących punktów lub węzłów cieplnych. Węzeł cieplny jest miejscem lokalnego gromadzenia się metalu, który dłużej pozostaje gorący i istnieje większe prawdopodobieństwo powstania luzów skurczowych i ubytków. Grubość ścianek wpływa również na wagę gotowego produktu. Jednakże zmniejszanie grubości elementów konstrukcyjnych odlewu jest dopuszczalne tylko w określonych granicach, ograniczonych warunkami wytrzymałościowymi, właściwościami odlewniczymi stopów i możliwościami wybranej metody odlewania.
3. Odlew nie powinien mieć ostrych narożników ani ostrych przejść od grubych do cienkich ścianek. Ściany ustawione pod kątem względem siebie, a także ściany o różnej grubości, należy łączyć płynnymi przejściami. Stwarza to warunki do bardziej równomiernego chłodzenia odlewu, zmniejsza naprężenia własne oraz zapobiega wypaczeniom i pęknięciom. Dla odlewów z żeliwa szarego zalecane są promienie krzywizny: 1, 2, 3, 5, 8, 10, 16, 20, 25, 32, 40 mm.
4. Konstrukcja odlewu powinna być taka, aby liczba rdzeni w formie była minimalna. Upraszcza to produkcję i montaż formy. Do wykonania bloku cylindrów potrzebne są 2 pręty.
5. Zapewnienie minimalnej chropowatości powierzchni odlewów w celu zmniejszenia ilości pracy związanej z obróbką części. Minimalna chropowatość powierzchni podczas odlewania metodą traconą wynosi Rz = 80...40 µm.
6. Casting musi mieć stopień maksymalny dokładność, aby zmniejszyć ilość pracy wymaganej do obróbki części. Podczas odlewania przy użyciu modeli z traconego wosku dokładność odlewania jest gorsza niż jakość 14..16.
7. Przy projektowaniu odlewów należy stosować zasadę kierunkowego krzepnięcia odlewu. Ukierunkowane krzepnięcie pozwala uzyskać wysokiej jakości gęste odlewy bez wad skurczowych.
3.1.2 Wymagania dotyczące wykonalności obróbki metali i obróbki mechanicznej
1. Terminowe ostrzenie lub wymiana narzędzi skrawających w celu ograniczenia błędów obróbki spowodowanych zużyciem wymiarowym narzędzia, a w rezultacie zmniejszenia wad produktu. Maksymalny dopuszczalny promień stępienia zębów frezu wynosi p = 30…40 µm.
2. Zastosowanie maszyn o wysokiej precyzji w celu ograniczenia błędów przetwarzania spowodowanych konfiguracją maszyny.
3. Zaangażowanie wysoko wykwalifikowanych rzeczoznawców, od których będzie zależała dokładność obróbki przy automatycznym uzyskaniu wymiaru na wstępnie skonfigurowanej maszynie. Przyciąganie mechaników 5. kategorii.
4. Zastosowanie frezowania przeciwbieżnego, w którym frezowanie odbywa się w przeciwnych kierunkach ruchu frezu i przedmiotu obrabianego w miejscu ich styku. W przypadku frezowania przeciwbieżnego proces cięcia przebiega spokojniej, ponieważ grubość cięcia rośnie płynnie, dlatego obciążenie maszyny wzrasta stopniowo.
5. Wybór racjonalnej metody przetwarzania w celu skrócenia czasu pracy maszyny. Osiąga się to poprzez: zwiększenie liczby jednocześnie obrabianych detali; zwiększenie liczby jednocześnie pracujących noży.
6. Zastosowanie frezów palcowych z węglików spiekanych, które zapewniają sztywniejsze mocowanie do trzpienia lub wrzeciona, jest bardziej produktywne niż frezowanie frezami cylindrycznymi.
7. Zastosowanie honowania zamiast dogładzania powoduje, że wydajność w tym przypadku w porównaniu do dogładzania jest 2-4 razy większa ze względu na więcej bary i wysokie ciśnienia. Cylindry są honowane do chropowatości 0,32 mikrona. Prędkość honowania 250-350 obr./min.
3.1.3 Wymagania produkcyjne dla procesu wielkopiecowego
1. Zastosowanie koksu o dużej wytrzymałości mechanicznej w stanie gorącym, ze względu na obecność koksu w dolnej części wsadu, który absorbuje Ciężkie ładunki z kolumny ładowania.
2. Brak drobnych i dużych frakcji w koksie. Koks wielkopiecowy musi mieć wielkość kawałka co najmniej 25–40 mm i nie więcej niż 80 mm.
3. Stosując koks o dużej porowatości, im większa porowatość, tym intensywniejsze spalanie koksu. Porowatość waha się od 35 do 50% objętości całego kawałka.
5. Zapewnienie minimalnych wahań wilgotności koksu w celu zapewnienia określonych parametrów reżim termiczny pieców, przy załadunku koksu wagowo. Wilgotność koksu podczas hartowania na sucho nie przekracza 1%.
6. Zastosowanie rudy żelaza o dużej zawartości żelaza (50-60%) w celu zwiększenia wydajności i wydajności pieca.
7. Zastosowanie topników do obniżenia temperatury topnienia skał płonnych, popiołów koksowniczych i uzyskania ciekłego żużla o dużej zdolności absorpcji siarki. Jako topniki stosuje się dolomit, wapień i wapno w stosunku 1,0:(3,5-3,6):(0,5-0,6).
8. Zastosowanie podmuchu wysokotemperaturowego w celu zmniejszenia zużycia koksu. Gdy temperatura śrutu wzrasta z 1000 do 1200°C, zużycie koksu spada o 4,5%.
9. Automatyzacja dystrybucji gazu dmuchowego i ziemnego przy wzroście wydajności pieca o 2-4% i zmniejszeniu zużycia koksu o 1-3%.
10. Podwyższenie ciśnienia gazu na górze do 0,18 MN*m, w celu poprawy warunków odzysku żelaza, zmniejszenia zużycia koksu i zmniejszenia usuwania pyłu wierzchniego.
Wniosek: w tej części sformułowano podstawowe wymagania dotyczące wykonalności dla trzech procesów produkcyjnych głowicy cylindrów KMZ ze specjalnego żeliwa szarego, a mianowicie wymagania dotyczące części uzyskanej w procesie odlewania metodą traconego paliwa, wymagania dotyczące procesu obróbki metali i obróbki mechanicznej części otrzymanej w procesie odlewania oraz wymagania dotyczące procesu wielkopiecowego odlewania tłoków z żeliwa szarego.
Również w tej części obliczono współczynnik konsolidacji operacji odpowiadających produkcji masowej, zatem produkcja bloku cylindrów odnosi się do produkcji masowej.
4. Udoskonalanie technologii produkcji bloku cylindrów
W poprzednich pracach do produkcji bloku cylindrów silnika Kamaz-740 wykorzystano technologię odlewania metodą traconego paliwa, ale w procesie modernizacji odlew wymieniono stara droga, na temat sposobu odlewania modeli z pianki zgazowanej.
Odlewanie zgazowujące jest jednym z najnowszych nowoczesnych i obiecujące technologie, co pozwala znacznie obniżyć koszty gotowych produktów przedsiębiorstw zajmujących się budową maszyn.
4 .1 Odlew Przez zgazowany modele
Aby zwiększyć rentowność dowolnej produkcji, główną rezerwą jest znalezienie niezawodnego, prostego i wydajnego zamiennika dla przestarzałej technologii stosowanej w przedsiębiorstwie.
Technologia odlewania z wykorzystaniem modeli zgazowanych, w skrócie LGM, która pojawiła się niedawno w Rosji, najlepiej spełnia te kryteria, jeśli chodzi o produkcję odlewniczą.
W technologii odlewów piankowych stworzenie modelu odlewniczego to połowa samego odlewu. Materiał z jakiego wykonany jest model odlewniczy to styropian. Ten sam materiał wykorzystuje się do produkcji opakowań, naczyń jednorazowych, a także jako izolację termiczną przy ocieplaniu ścian zewnętrznych budynków.
Polistyren ekspandowany odnosi się do pianek stałych, które w chemii fizycznej definiuje się jako dyspersję gazu w ciele stałym, a dokładniej w układzie zdyspergowanym w folii komórkowej. W przypadku technologii LGM matrycą jest polistyren, a gaz jest rozproszony („kruszony” i „rozpraszany”).
Matrycę piankową do serii odlewów modelowych wykonuje się poprzez „rozdmuch” granulatu styropianowego do lekkich form aluminiowych, które nie są szczególnie trudne w wykonaniu, często wielomiejscowe, a następnie spienianie granulatu po nagrzaniu form.
W przypadku jednorazowych i dużych odlewów (czasami ważących nawet do kilku ton) modele wycina się z płyt styropianowych za pomocą nagrzanego drutu nichromowego lub przecinarki, zgodnie z szablonami.
Model i uzyskany z niego odlew są bardzo dokładne. Do frezowania stosuje się specjalny sprzęt, który zostanie omówiony poniżej. Podczas procesu odlewania roztopiony metal pod wpływem wysokiej temperatury odparowuje materiał modelu i zastępuje go.
To właśnie podstawowa zasada technologii odlewania zgazowanego, która determinuje jej nazwę zgodnie z przyjętą w branży odlewniczej terminologią i czyni ją wyjątkową. Tradycyjnie stosowana metoda wytwarzania odlewów polega na wstępnej operacji wyjęcia modelu przed zalaniem. Prowadzi to po pierwsze do zmniejszenia produktywności procesu, a po drugie do obniżenia jakości powstałych części.
W LGM model pozostaje w formie i to jest „sekret” dokładności powstałych odlewów, ponieważ odlewanie odbywa się w nieruchomym otaczającym piasku. Ze względów bezpieczeństwa oraz w celu poprawy warunków pracy ze zbiornika z formą wypompowywane są gazy – utrzymywana jest próżnia na poziomie około połowy atmosfery.
W przypadku odlewów unikalnych (wielkogabarytowe matryce do karoserii samochodowych itp.) stosuje się rurowe kanały wylotowe gazu z zapłonem wydobywającego się z nich gazu powstałego w wyniku termicznego zniszczenia modeli, co prawie całkowicie przekształca ten gaz poprzez spalanie w dwutlenek węgla i parę wodną.
Modele odlewnicze produkowane są w specjalnych obszarach z wyposażeniem w autoklawie. Stosowane są różne opcje spieniania, specjalne pozwalają skrócić czas spiekania modeli do 1,52 minuty. o grubości ścianki uzyskanej z kolejnych modeli odlewów 5..10 mm i powyżej.
Do produkcji masowej dostarczane są maszyny półautomatyczne, których cykl produkcyjny modeli wynosi około 23 minut. i które nadają się również do produkcji opakowań kształtowych, lekkich pojemników, paneli dekoracyjnych, dźwiękochłonnych i termoizolacyjnych z zamkiem końcowym.
Warsztat odlewania wyrobów w technologii LGM zazwyczaj składa się z sekcji: modelowania, formowania, topienia i czyszczenia.
Mają w przybliżeniu tę samą powierzchnię i są wyposażone w stosunkowo prosty sprzęt. Całe formowanie polega na zasypywaniu suchego piasku i wibrowaniu pojemnika przez maksymalnie jedną minutę.
Nie ma w tym przypadku konieczności stosowania masywnych, precyzyjnych maszyn prasujących, wytrząsarek czy urządzeń do montażu form typowych dla tradycyjnych typów formowania. Nacisk przesunął się na produkcję modeli o gęstości materiału 2527 kg/sześcienną. m, ponieważ jakość modelu determinuje głównie jakość odlewu.
Po wylaniu metalu i wyjęciu gotowego odlewu z zniszczalnej formy piasek jest ponownie schładzany. W tym celu wykorzystuje się przepływ pneumatyczny. Około 97% piasku jest ponownie wykorzystywane, a strata tego obrotu polega na rozsypywaniu się i przesiewaniu drobnej frakcji, które przeprowadza się w celu uniknięcia pylenia. Dodatkowo, podczas odprowadzania zasysanych gazów z formy i dopalania gazów spalinowych wykorzystuje się osadzanie pyłu w cyklonach. Do stopów żelaza i metali nieżelaznych stosuje się ten sam sprzęt, który ze względu na swoją prostotę może być wytwarzany w zwykłych warsztatach mechanicznych.
Technologia odlewania zgazowanego pojawiła się w drugiej połowie ubiegłego wieku wraz z procesami takimi jak formowanie próżniowe, odlewanie ciągłe, odlewanie niskociśnieniowe, formowanie pulsacyjne i innymi nowoczesnymi technologiami odlewania. Są one szeroko poszukiwane w przemyśle budowy maszyn.
W szczególności produkty z drewna są używane w USA i Chinach i są szeroko stosowane Fabryki ogólne Motoryzacja, Silniki Forda, Fiat w ramach linii półautomatycznych i automatycznych. Obecnie na świecie, zdaniem ekspertów, ~1,4% całkowitej ilości odlewów wytwarza się przy użyciu modeli ze styropianu - ponad 1 milion ton/rok; według prognoz w najbliższej przyszłości technologia ta będzie stanowić aż 20% światowy casting. Jednak w Rosji LGM nadal pozostaje nową i „obiecującą” metodą odlewania. Przykładowo w 2005 roku tą metodą wykonano 0,1% odlewów.
Tymczasem zastosowanie technologii paliw leśnych potwierdziło jej wysoką efektywność na całym świecie. Znaczące obniżenie kosztów jednostkowych produkcji wynika z następujących czynników.
Przede wszystkim jest to redukcja kosztów ze względu na użyte materiały. Pozwala to zaoszczędzić co najmniej 100 dolarów na tonie odlewu, a umieszczenie odlewów w całej objętości pojemnika pozwala zaoszczędzić na ładunku metalu i energii elektrycznej.
Pracochłonność operacji wykończeniowych jest zmniejszona o 1020% w przypadku produkcji pojedynczej i o 60% w przypadku produkcji masowej.
Bardzo korzystne jest zastosowanie tej technologii przy odlewaniu partii skomplikowanych odlewów ze stali trudnościeralnych, np. śrub do maszyn do produkcji cegieł, dłut, młotów i części kruszarek, ze względu na znaczne obniżenie kosztów ich obróbki. Bez ograniczeń odlewane są także koła, zębatki, obudowy, armatura wodno-kanalizacyjna, głowice i bloki silników benzynowych i wysokoprężnych, odlewy artystyczne, parkowe i inne.
Nowa metoda umożliwiła wykonanie silnika wykonanego w tradycyjnej technologii lżejszego o 5 kg. Prostota i dostępność sprzętu umożliwia łatwe rozmieszczenie obszarów według modeli zgazowanych w kuźniach, obszarach obróbki cieplnej, warsztatach naprawczych i innych.
4 .1.1 ZaletyodlewPrzezzgazowanymodele
Głównymi zaletami tej metody jest możliwość uzyskania wysokiej jakości odlewów przy znacznym obniżeniu pracochłonności i kosztów procesu.
Istota tej metody odlewania jest następująca. Model części, wykonany wcześniej z tworzywa piankowego, pokryty jest piaskiem. Do formy wlewa się ciekły metal, zamieniając styropian w gaz.
W tym przypadku metal zastępuje model piankowy i przyjmuje kształt modelu. Technologia odlewania z wykorzystaniem modeli zgazowanych nie wymaga wykonywania form, co pozwala na produkcję pojedynczych odlewów niskim kosztem.
Technologia ta pozwala na wykorzystanie do odlewania różnych metali: brązu, żeliwa, stali, mosiądzu, aluminium. Ponieważ modele wykonane ze styropianu nie mają ograniczeń co do wielkości i kształtu, technologię odlewania zgazowanego stosuje się do odlewów o dowolnej masie.
Ta metoda odlewania pozwala obniżyć koszty sprzętu i materiałów, zmniejszyć liczbę operacji technologicznych i zmniejszyć ilość odpadów produkcyjnych.
Co więcej, jakość wyprodukowanego modelu pozwala obniżyć koszty wykończenia, a nawet go wyeliminować.
Często odlewając modele zgazowane, otrzymujemy precyzyjne i złożone odlewy, których czasami nie da się uzyskać innymi metodami.
Dlatego ta metoda jest bardzo skuteczna w wytwarzaniu różnych produktów inżynieryjnych, na przykład rur wlotowych i wylotowych, głowic i bloków cylindrów silników samochodowych (ryc. 6).
Rysunek 7 - rury wlotowe i wylotowe, głowice i bloki cylindrów silników samochodowych.
4.1.2 Wykorzystanie paliw i materiałów
Wykorzystanie paliw leśnych to niedrogi sposób na przejście na technologię produkcji zaawansowanych technologicznie i naukowo-chłonnych produktów. Stosowanie wydajnych technologii odlewniczych pozwala np. niemieckim konstruktorom maszyn eksportować do 27% odlewów, importując rudę i metal m.in. z Rosji.
Poniżej przedstawiamy kalkulację kosztów organizacji odlewni modeli zgazowanych, sporządzoną na podstawie rekomendacji specjalistów z Instytutu FTIMS.
4.1.3 Koszt organizacji odlewni LGM
Warsztat taki pozwala na odlewanie dowolnych części, maksymalna masa odlewu ograniczona jest jedynie objętością pieców i kadzi, grubość ścianek nie jest ograniczona np. przy produkcji matryc wielotonowych. Jakość powierzchni zapewniają farby ognioodporne wykonane z rzadkich materiałów.
Masa ciekłego metalu potrzebna np. do wyprodukowania 2500 ton odlewów rocznie odpowiada wskaźnikowi dla tradycyjnych technologii odlewniczych (w przypadku stosowania paliw i materiałów palnych uzysk jest o 10-20% wyższy), zatem:
¦ współczynnik odpowiednich odlewów - 0,96,
¦ około 1 część wyprodukowanej części traci się na wlewki, ubytki i pozostałości w kadzi,
¦ wielkość produkcji 5000 ton/rok, odpowiednio 416,7 ton/miesiąc; Przetapianiu poddaje się 17,4 ton/dobę, włączając odpady metalowe zwrotne.
Do części o masie od 0,2 do 20 kilogramów stosuje się piece dwutyglowe typu IST-0,5 pracujące co najmniej na 2 zmiany dziennie. Wydajność zmianowa takiego pieca wynosi średnio 3,5-4,0 ton/zmianę - 7-8 ton/dzień. Minimalna liczba piekarników będzie wynosić 3 sztuki.
Technologia LGM wymaga obecności co najmniej 2 witryn/sklepów:
¦ model, który można umieścić na drugim piętrze, ponieważ gęstość modeli wynosi około 26 kg / metr sześcienny. M,
¦ formowanie i wypełnianie.
Witryna modelowa składa się z następujących obszarów:
¦ wstępne spienianie i magazynowanie styropianu;
¦ montaż i rozdmuch form;
¦ formy do spiekania;
¦ przechowywanie i składanie modeli w „krzaki”;
¦ malowanie i suszenie modeli i „krzaków”;
¦ przechowywanie modeli gotowych do wylania.
Strefa formowania i zalewania musi składać się z następujących sekcji:
¦ składanie i formowanie modeli w pojemnikach,
¦ wypełnienie,
¦ chłodzenie,
¦ wyjmowanie części z pojemników i zasypywanie piaskiem,
¦ magazynowanie, przygotowanie i regeneracja mas formierskich,
¦ neutralizacja gazów i pyłów,
¦ cięcie, czyszczenie i przechowywanie odlewów,
¦ przygotowanie i przechowywanie wsadu,
¦ podesty piecowe,
¦ systemy cyrkulacji wody (w razie potrzeby)
5 . Aanalizadwatechnologie
Podobne dokumenty
Charakterystyka techniczna pojazdu KAMAZ-6522. Zasady demontażu i montażu silnika samochodowego; identyfikacja możliwe wady i sposoby ich eliminacji. Zimny i bieganie na gorąco silnik. Wprowadzenie do technologii renowacji głowic cylindrów.
prezentacja, dodano 09.02.2014
Opis mechanizmu i specyfikacje Silnik ZMZ 4063. Procedura wykonywania operacji demontażu i montażu bloku cylindrów i głowicy cylindrów. Proces technologiczny naprawy głowicy i bloku silnika. Diagnostyka naprawionego silnika.
praca magisterska, dodana 12.07.2012
Opis cech konstrukcyjnych bloku cylindrów silnika VAZ-2112, rodzaje zużycia i główne wady. Operacje technologiczne polegające na przywracaniu otworów i wnęk w bloku cylindrów za pomocą kompozycji klejowych. Przywracanie gwintów w otworach blokowych.
praca na kursie, dodano 08.07.2014
Zjawiska fizyczne, powodując występowanie głównych rodzajów zużycia powierzchni roboczych bloku cylindrów. Główne wady bloku cylindrów silnika ZMZ-24D. Naprawa pęknięć za pomocą spawania łukowego argonem, otworów i ubytków za pomocą kompozycji klejowych.
praca na kursie, dodano 07.03.2011
Badanie istoty cyklu pracy. Charakterystyka naprzemienności skoków w silnikach ZIL-130 i ZMZ-24. Opis konstrukcji bloku cylindrów silnika KamAZ oraz mechanizmów uszczelniania tulei cylindrowych przed wyciekiem cieczy i gazów. Urządzenie termostatyczne ZIL-130.
test, dodano 31.05.2010
Cechy konstrukcyjne głowice cylindrów w samochodzie. Charakterystyka technologiczna i właściwości stopów D20 i D21. Demontaż i montaż głowicy cylindrów w samochodzie VAZ. Demontaż, montaż, inspekcja stan techniczny, naprawa części.
praca na kursie, dodano 11.10.2010
Technologie stosowane do naprawy cylindrów i tulei silniki samochodowe. Charakterystyka i cechy technologiczne honowanie typu flat-top jako wykończenie końcowe przy obróbce cylindrów silnika za pomocą specjalnych narzędzi.
test, dodano 05.03.2015
Warunki pracy części i lista możliwych usterek. Uzasadnienie przebiegu renaturyzacji i opracowanie mapy. Obliczanie trybów wykonywania operacji technologicznych. Ocena możliwości naprawy części oraz wskaźników techniczno-ekonomicznych opracowanej technologii.
praca na kursie, dodano 27.06.2011
Obliczenia cieplne silnika, charakterystyczne objętości cylindrów. Parametry stanu gazowego przed zawory dolotowe. Wskaźniki silnika. Wyznaczanie mas ruchomych części mechanizmu korbowego. Charakterystyka obciążenia silnika.
praca na kursie, dodano 01.07.2014
Kinematyka i dynamika silników spalinowych, redukcja masy części mechanizmu korbowego. Obliczanie tłoka, pierścienia i sworznia silnika benzynowego. Konstrukcja głowicy tłoka korbowodu silnika benzynowego. Obliczanie tulei i kołka głowicy cylindrów silnika spalinowego.
1.1 Opis części
1.2 Analiza warunków pracy
1.4.1 Żeliwo szare
1.4.2 Stopy aluminium
2. Technologia produkcji
2.2.1 Wydobycie boksytu
2.2.3. Podstawy elektrolizy stopionego kriolitu i tlenku glinu
2.3 Odlewanie piaskowe
3.1 Starzenie i hartowanie
4. Obróbka mechaniczna
4.1 Ustawianie punktów bazowych
Wnioski z wykonanej pracy
1. Analiza projektowanej części i warunków jej pracy
1.1 Opis części
Blok cylindrów to odlewana część, która służy jako podstawa silnika spalinowego. Głowica cylindrów jest przymocowana do jej górnej części, dolna część jest częścią skrzyni korbowej, zawiera powierzchnie nośne do montażu wału korbowego.
Blok cylindrów (lub skrzynia korbowa) przejmuje obciążenia od obracających się i stopniowo poruszających się części. Najpopularniejsze czterocylindrowe silniki rzędowe mają zwykle blok odlany z żeliwa szarego, rzadziej aluminium, blok pokazano na rysunku 1. W tym przypadku tuleje cylindrowe są odlane integralnie z blokiem, tworząc płaszcz chłodzący pomiędzy wykładziny i ściany zewnętrzne. Blok cylindrów posiada w dolnej części otwory - tzw. łoża pod panewki łożysk wału korbowego. Łóżka są obrabiane na specjalnych precyzyjnych urządzeniach z dużą precyzją.
Same cylindry mogą stanowić część odlewu (blok bez wykładziny) lub mogą mieć oddzielne wymienne tuleje, które mogą być „mokre” lub „suche”, co pokazano schematycznie na rysunku 2.
Wkłady suche najczęściej wciskane są w korpus bloku, natomiast wkładki mokre dodatkowo uszczelniane są pierścieniami wykonanymi z różnych materiałów np. gumy czy miedzi. Odprowadzanie ciepła przez wykładziny do chłodziwa zależy od właściwości materiału wykładziny i jej grubości (im wyższa przewodność cieplna materiału i im cieńsze ścianki wykładziny, tym lepsze odprowadzanie ciepła).
Zastosowanie wyłożonych cylindrów z jednej strony nieco zwiększa koszt silnika i komplikuje jego montaż, ale z drugiej strony upraszcza naprawę bloku, ponieważ w tym przypadku wystarczy wymienić tuleje i tłok Grupa.
Jednocześnie w przypadku bloków bez wykładziny, gdy średnica cylindra się zużywa, należy ją wytaczać i honować, co znacznie komplikuje naprawy, ponieważ wymagany jest prawie całkowity demontaż silnika. Ponadto bloki bez podszewki podlegają bardzo wysokim wymaganiom dotyczącym jakości materiału i technologii odlewania.
Rysunek 2 - Schematyczne przedstawienie przekroju różnych bloków
Wokół każdego cylindra znajdują się gwintowane otwory na śruby głowicy jak na rysunku 3. Otwory gwintowane nie są bezpośrednio połączone z tuleją (co zmniejsza odkształcenie tulei podczas dokręcania śrub głowicy. W dalszym ciągu pojawia się niewielka deformacja tulei podczas dokręcania , ale zwykle nie przekracza 0,010-0,015 mm, chociaż może znacznie wzrosnąć w przypadku nadmiernego dokręcenia śrub głowicy.
Rysunek 3 - Otwory śrub mocujących głowicę cylindrów: 1 - rowek; 2 - odkształcenie w przypadku braku rowka
Powierzchnie robocze cylindrów i tulei, zwane lustrem cylindrycznym, są obrabiane z dużą precyzją i charakteryzują się bardzo dużą czystością. Czasami na lustrze cylindrycznym nakłada się specjalny mikrorelief, którego wysokość wynosi ułamek mikrometra. Powierzchnia ta dobrze zatrzymuje olej i pomaga zmniejszyć tarcie pomiędzy boczną powierzchnią tłoka a pierścieniami na średnicy cylindra.
Lusterko cylindra Lusterko cylindra jest w stałym kontakcie z tłokiem i jest smarowane olejem silnikowym rozpylanym przez obracające się elementy mechanizmu korbowego. Wysokie właściwości technologiczne metalu i jakość jego obróbki determinują niezbędną odporność powierzchni.
Płaszcz chłodzący Płaszcz chłodzący ma za zadanie odprowadzać ciepło ze ścian cylindrów i głowicy silnika. Celem stosowania wodnego układu chłodzenia silnika jest nie tylko odprowadzenie ciepła ze ścianek cylindrów, ale także utrzymanie projektowej temperatury roboczej.
Obudowa wału korbowego Obudowa bloku cylindrów zapewnia punkty mocowania takich elementów jak generator, sprężarka klimatyzacji, wsporniki montażowe, pompa wspomagania kierownicy itp. Obudowa wału korbowego może być odlana z blokiem cylindrów w jednej obudowie lub może być przykręcona do To. Do dolnej części skrzyni korbowej przymocowana jest miska olejowa, która służy do przechowywania oleju silnikowego. Paleta jest zwykle wykonana ze stali lub stopu aluminium.
1.2 Analiza warunków pracy
Cylinder silnika przeznaczony jest do kierowania ruchem posuwisto-zwrotnym tłoka, odbierania energii uwalnianej podczas spalania paliwa, odbierania i usuwania ciepła z komory spalania do płynu chłodzącego, a także do mocowania wału korbowego; w tym celu kanały smarowania i chłodzenie odbywa się w bloku cylindrów. Obudowa bloku cylindrów ma łóżka do mocowania wału korbowego. Wynika z tego, że skrzynia korbowa jest narażona na:
· Narażenie na ciśnienie gazu;
· Siły gazów odbierane przez połączenia gwintowe głowicy cylindrów i wsporników wału korbowego;
· wewnętrzne siły bezwładności (siły zginające), powstałe od sił bezwładności podczas obrotu i drgań;
· wewnętrzne siły skręcające (siły skręcające) pomiędzy poszczególnymi cylindrami;
moment obrotowy wału korbowego, a co za tym idzie, siły reakcji poduszek silnika;
· siły swobodne i momenty bezwładności, powstałe w wyniku sił bezwładności podczas drgań, które są odbierane przez podpory silnika;
· Boczne siły tarcia powstające podczas ruchu tłoka;
· Obciążenia zginające od sił ciśnienia gazu i sił bezwładności przenoszonych przez korbowody z tłoków, z wału korbowego, obciążenia przenoszone są na główne łożyska wału korbowego i wyginają blok;
· Tarcie z elementami tłoka (powoduje zużycie mechaniczne);
· Wysoka temperatura (powoduje wypalenie i korozję metalu) Jeżeli blok cylindrów wykonany jest ze stopu aluminium, lusterko cylindryczne wykonane jest w specjalnej wkładce żeliwnej (tulejce);
· Sprężyste odkształcenie bloku lub wału prowadzi do skrzywienia osi łóżek i czopów wału korbowego. W tym przypadku zużycie wygląda nierównomiernie na całej szerokości szyi;
· Obciążenie przenoszone z tulei na łoże, przy okresowym zakrzywieniu osi, prowadzi do zużycia powierzchni samych łóżek (taka sytuacja jest typowa np. dla łożysk korbowodów długich wałów z małą liczbą podpór (na przykład czterołożyskowy wał sześciocylindrowego silnika rzędowego);
1.3 Opracowywanie wymagań dla części
Po przeanalizowaniu warunków pracy bloku skrzyni korbowej w poprzednim akapicie możemy postawić wymagania dotyczące właściwości bloku cylindrów silnika spalinowego, a mianowicie:
· Sztywność jest bardzo ważna cecha blok, który określa odkształcenia sprężyste bloku pod wpływem różnych sił. Kiedy silnik pracuje, wał korbowy podlega obciążeniom zginającym od sił ciśnienia gazu i sił bezwładności przenoszonych przez korbowody z tłoków. Z wału korbowego obciążenia przenoszone są na główne łożyska wału korbowego i wyginają blok. Jeśli jest niewystarczająco sztywny, może to prowadzić do przyspieszonego zużycia łożysk i awarii silnika. Sztywność zginania bloku wzrasta zwykle wraz ze wzrostem odległości od płaszczyzny podziału łożyska głównego do dolnej płaszczyzny podziału bloku i miski skrzyni korbowej, jak pokazano na rysunku 4, a także wraz ze wzrostem szerokości bloku i grubości ścianki. Jest to szczególnie ważne w przypadku rzędowych silników wielocylindrowych (o liczbie cylindrów 5-6).
Rysunek 4 - Zwiększanie sztywności skrzyni korbowej (a) poprzez zwiększenie rozmiaru H (b)
· wyrównanie otworów wszystkich łóżek bloku;
· identyczny rozmiar (średnica) wszystkich łóżek (poza konstrukcjami specjalnymi);
· prostopadłość osi łóżek i cylindrów;
· Równoległość osi łóżek pomocniczych i wałki rozrządu(jeśli są zainstalowane w bloku) osie łóżek wału korbowego;
· Praktyka pokazuje, że wszelkie odchylenia od prostopadłości i równoległości nie powinny przekraczać połowy luzu roboczego części. Przy szczelinie 0,04+0,06 mm jest to nie więcej niż 0,02+0,03 mm.
1.4 Materiały do produkcji
Skrzynia korbowa to jedna z najcięższych części całego samochodu. I zajmuje najbardziej krytyczne miejsce dla dynamiki jazdy: miejsce nad przednią osią. Dlatego właśnie tutaj podejmuje się próby pełnego wykorzystania potencjału redukcji masy. Żeliwo szare, które od dziesięcioleci jest stosowane jako materiał na skrzynię korbową, jest coraz częściej zastępowane stopami aluminium, zarówno w silnikach benzynowych, jak i wysokoprężnych. Pozwala to na znaczną redukcję wagi. Ale przewaga masy nie jest jedyna różnica, co ma miejsce podczas przetwarzania i używania innych materiałów. Zmieniają się także akustyka, właściwości antykorozyjne, wymagania dotyczące przetwarzania produkcyjnego i wolumen usług.
1.4.1 Żeliwo szare
Żeliwo to stop żelaza o zawartości węgla większej niż 2% i krzemu większej niż 1,5%. W żeliwie szarym nadmiar węgla zawarty jest w postaci grafitu. Do skrzyń korbowych silników wysokoprężnych stosowano i nadal stosuje się żeliwo z grafitem płatkowym, którego nazwa wzięła się od umiejscowienia w nim grafitu. Pozostałymi składnikami stopu są mangan, siarka i fosfor w bardzo małych ilościach. Od samego początku proponowano żeliwo jako materiał na skrzynie korbowe silników seryjnych, gdyż materiał ten nie jest drogi, jest łatwy w obróbce i posiada niezbędne właściwości. Stopy lekkie przez długi czas nie były w stanie sprostać tym wymaganiom. Producenci samochodów wykorzystują do swoich silników żeliwo z grafitem płatkowym ze względu na jego szczególnie korzystne właściwości. Mianowicie:
· dobra przewodność cieplna;
· dobre właściwości wytrzymałościowe;
· prosta obróbka;
· dobre właściwości odlewnicze;
· bardzo dobre tłumienie.
Znakomite tłumienie to jedna z wyróżniających właściwości żeliwa z grafitem płatkowym. Oznacza to zdolność odczuwania drgań i tłumienia ich na skutek tarcia wewnętrznego. Dzięki temu znacznie poprawiają się właściwości wibracyjne i akustyczne silnika. Dobre właściwości, trwałość i prosta obróbka sprawiają, że skrzynia korbowa wykonana z żeliwa szarego jest dziś konkurencyjna. Ze względu na dużą wytrzymałość, silniki benzynowe i wysokoprężne typu M do dziś są budowane ze skrzyniami korbowymi wykonanymi z żeliwa szarego. W przyszłości jedynie stopy lekkie będą w stanie sprostać rosnącym wymaganiom dotyczącym masy silnika samochodu osobowego.
1.4.2 Stopy aluminium
Skrzynie korbowe ze stopu aluminium są wciąż stosunkowo nowym rozwiązaniem, stosowanym wyłącznie w silnikach wysokoprężnych. Gęstość stopów aluminium wynosi około jednej trzeciej gęstości żeliwa szarego. Nie oznacza to jednak, że przewaga wagowa ma ten sam stosunek, ponieważ ze względu na mniejszą wytrzymałość taka skrzynia korbowa musi być bardziej masywna.Inne właściwości stopów aluminium:
· dobra przewodność cieplna;
· dobra odporność chemiczna;
· dobre właściwości wytrzymałościowe;
· prosta obróbka.
Czyste aluminium nie nadaje się do odlewania skrzyni korbowej, ponieważ nie ma dobrych właściwości wytrzymałościowych. W przeciwieństwie do żeliwa szarego, główne składniki stopowe dodawane są tutaj w stosunkowo dużych ilościach.
Stopy dzieli się na cztery grupy, w zależności od dominującego dodatku stopowego. Te suplementy:
· krzem (Si);
· miedź (Cu);
· magnez (Md);
· cynk (Zn).
W przypadku aluminiowych skrzyń korbowych silników stosuje się wyłącznie stopy AlSi. Ulepsza się je niewielkimi dodatkami miedzi lub magnezu. Krzem ma pozytywny wpływ na wytrzymałość stopu. Jeśli składnik jest większy niż 12%, to dzięki specjalnej obróbce można uzyskać bardzo wysoką twardość powierzchni, chociaż cięcie będzie trudniejsze. W okolicach 12% występują znakomite właściwości odlewnicze. Dodatek miedzi (2-4%) może poprawić właściwości odlewnicze stopu, jeśli zawartość krzemu jest mniejsza niż 12%. Niewielki dodatek magnezu (0,2-0,5%) znacząco podnosi wartości wytrzymałościowe. W silnikach benzynowych i wysokoprężnych stosuje się stop aluminium AISi7MgCuO.5. Jak wynika z oznaczenia AISi7MgCuO.5, stop ten zawiera 7% krzemu i 0,5% miedzi. Charakteryzuje się dużą wytrzymałością dynamiczną. Inne pozytywne właściwości to dobra lejność i ciągliwość. To prawda, że nie pozwala to na uzyskanie wystarczająco odpornej na zużycie powierzchni, która jest niezbędna dla lustra cylindrycznego. Dlatego skrzynie korbowe wykonane z AISI7MgCuO.5 będą musiały być wykonane z tulejami cylindrowymi.
Postępowi badacze myślą o zastosowaniu jeszcze lżejszego materiału – stopu magnezu. Prototypowe silniki zbudowano przy użyciu metalowych tulei cylindrowych w lekkich plastikowych blokach, chociaż silniki te okazały się strasznie głośne.
1.4.3 Dane tabelaryczne dotyczące materiałów
Poniżej podam tabelaryczne porównanie 2 gatunków żeliwa (SCh25 i SCh35), 2 gatunków aluminium (AL2 i AL4) oraz jednego gatunku stopu manganu (ML4), z których można wykonać odlewy bloków skrzyni korbowej.
Tabela 1 - Klasyfikacja
| Materiał | Nazwa | Zastosowanie materiałów |
| SCH25 | Żeliwo szare | do produkcji odlewów |
| SCH35 | Żeliwo szare | do produkcji odlewów |
| AL2 | Stop odlewniczy aluminium | do produkcji lekkich części; stop jest bardzo szczelny |
| AL4 | Stop odlewniczy aluminium | do produkcji części o średnich i dużych obciążeniach; stop jest bardzo szczelny |
| ML4 | Stop magnezowy do odlewania | części silników i innych zespołów pracujących w warunkach dużej odporności na korozję, obciążenia statyczne i dynamiczne; maksymalna temperatura pracy: 150°C - długotrwała, 250°C - krótkotrwała |
Tabela 2 – Skład chemiczny w % materiału SCh25 i SCh35
Tabela 3 – Skład chemiczny w % materiału AL2
Tabela 5 – Skład chemiczny w % materiału ML4
| Fe | Si | Mn | Ni | Glin | Cu | Zr | Być | Mg | Zn | Zanieczyszczenia |
| do 0,06 | do 0,25 | 0.15 - 0.5 | do 0,01 | 5 - 7 | do 0,1 | do 0,002 | do 0,002 | 88.4 - 92.85 | 2 - 3.5 | inne 0,1; tylko 0,5 |
Tabela 6 – Właściwości mechaniczne w T=20 o C
| S w | ST | 5 | Twardość Brinella |
|
| MPa | MPa | % | MPa | |
| SCH25 | 250 | HB 10 -1 = 156 - 260 | ||
| SCH35 | 350 | HB 10 -1 = 179 - 290 | ||
| AL2 | 160-170 | 80-90 | 5 | HB 10 -1 = 55 |
| AL2 | 190 | 120 | 1.8 | |
| AL4 | 260 | 200 | 4 | HB 10 -1 = 70 |
| AL4 | 290 | 160 | 2 | |
| ML4 | 250-255 | 85-115 | 6-9 | HB 10 -1 = 50 - 75 |
Tabela 7 - Właściwości fizyczne materiału SCh25 i SCh 35
Tabela 8 – Właściwości fizyczne materiałów AL2 i AL4
Tabela 9 – Właściwości fizyczne materiału ML4
Oznaczenia:
HB - twardość Brinella, [MPa]
T - Temperatura, w której uzyskano te właściwości, [stopnie]
E - moduł sprężystości pierwszego rodzaju, [MPa]
a - Współczynnik rozszerzalności cieplnej (liniowej) (zakres 20 o - T),
l - współczynnik przewodności cieplnej (pojemność cieplna materiału), [W/(m st.)]
r - Gęstość materiału, [kg/m 3 ]
C - Ciepło właściwe materiału (zakres 20 o - T), [J/(kg deg)]
R - Rezystywność elektryczna, [Ohm·m]
Wniosek: W moim aluminiowym bloku silnika będę używać wyłącznie stopów AlSi, a mianowicie AL4. Ulepsza się je niewielkimi dodatkami miedzi lub magnezu. Krzem ma pozytywny wpływ na wytrzymałość stopu. Jeśli składnik jest większy niż 12%, to dzięki specjalnej obróbce można uzyskać bardzo wysoką twardość powierzchni, chociaż cięcie będzie trudniejsze. W okolicach 12% występują znakomite właściwości odlewnicze. Dodatek miedzi (2-4%) może poprawić właściwości odlewnicze stopu, jeśli zawartość krzemu jest mniejsza niż 12%. Niewielki dodatek magnezu (0,2-0,5%) znacząco zwiększa wartości wytrzymałości dynamicznej. Inne pozytywne właściwości to dobra lejność i ciągliwość. To prawda, że nie pozwala to na uzyskanie wystarczająco odpornej na zużycie powierzchni, która jest niezbędna dla lustra cylindrycznego. Dlatego skrzynie korbowe AL4 będą musiały być wykonane z tulejami cylindrowymi.
2. Technologia produkcji
2.1 Schemat przepływu produkcji

2.2 Opis każdego etapu technologicznego
2.2.1 Wydobycie boksytu
Jako rudy aluminium mogą służyć wyłącznie skały bogate w tlenek glinu (Al 2 O 3) i występujące w dużych masach na powierzchni ziemi. Do skał tych zaliczają się boksyty, nefeliny - (Na, K) 2 OּAl 2 O 3 ּ2SiO 2, alunity - (Na, K) 2 SO 4 ּAl 2 (SO 4) 3 ּ4Al(OH) 3 oraz kaoliny (gliny), drzewce polowe (ortoklaz) - K 2 OּAl 2 O 3 ּ6SiO 2 .
Główną rudą do produkcji aluminium jest boksyt. Boksyt jest najważniejszą rudą aluminium. Boksyt stanowi większość światowej produkcji tlenku glinu. Boksyt to złożona skała, w której glin występuje w postaci wodorotlenków diaspor i bemitu (tlenki monohydratu), gibbsytu lub hydrargilitu (tlenku trójhydratu). Oprócz wodorotlenków, w boksycie może występować pewna ilość glinu w postaci korundu, kaolinitu i innych minerałów.
Zawierają glin w postaci wodorotlenków Al(OH), AlOOH, korundu Al 2 O 3 i kaolinitu Al 2 O 3 ּ2SiO 2 ּ2H 2 O. Skład chemiczny boksytu jest złożony: 28-70% tlenku glinu; 0,5-20% krzemionki; 2-50% tlenku żelaza; 0,1-10% tlenku tytanu. Ostatnio jako rudy używano nefelinów i alunitów. Nefelin (KּNa 2 OּAl 2 O 3 ּ2SiO 2) jest częścią apatytu skał nefelinowych (na Półwyspie Kolskim).
Najważniejszym z nich jest złoże boksytu Siewierouralskoje w obwodzie swierdłowskim. Boksyty siewierouralskie - diaspora-bemit i diaspora; większość z nich charakteryzuje się wysoką zawartością Al 2 O 3 (52-54%) i niską zawartością krzemionki (3-5%); zawartość Fe 2 O 3 w tych boksytach wynosi 21-28%. Boksyt wydobywa się metodą podziemną (kopalniczą) z głębokości do 700 m. Zawartość tlenku węgla (IV) -COa w wydobywanym boksycie (2,5-3,5%) i siarki (ok. 1%) jest wysoka, co obniża ich jakość. Część złóż zlokalizowana jest na terenach trudnych do zagospodarowania i nienadających się do zagospodarowania wydajniejszą metodą odkrywkową.
Na południowym Uralu w rejonie Czelabińska i Baszkiru odkryto szereg złóż boksytu typu bemitowo-diasporowego. Boksyty z Uralu Południowego charakteryzują się dużą zawartością krzemionki i tlenku węgla (IV) oraz dużą twardością. Wydobywa się je także pod ziemią. Wydobywane boksyty zawierają średnio % (wagowo): A1 2 O 3 50-53; SiO 2 5-10 i Fe 2 O 3 21-22.
2.2.2 Otrzymywanie tlenku glinu z rud
Tlenek glinu wytwarza się na trzy sposoby: alkaliczny, kwaśny i elektrolityczny. Najbardziej rozpowszechniona jest metoda alkaliczna (metoda K.I. Bayera, opracowana w Rosji pod koniec ubiegłego wieku i stosowana do przetwarzania wysokiej jakości boksytu z niewielką ilością (do 5-6%) krzemionki). Od tego czasu jego techniczne wykonanie zostało znacznie ulepszone. Schemat produkcji tlenku glinu metodą Bayera przedstawiono na rysunku 5.
Rysunek 5 - Schemat produkcji tlenku glinu metodą Bayera
Istota metody polega na tym, że roztwory glinu po wprowadzeniu do nich wodorotlenku glinu szybko się rozkładają, a roztwór pozostały po rozkładzie po odparowaniu w warunkach intensywnego mieszania w temperaturze 169-170 o C może ponownie rozpuścić tlenek glinu zawarty w boksycie. Metoda ta składa się z następujących podstawowych operacji:
1). Przygotowanie boksytu, polegające na jego rozdrabnianiu i mieleniu w młynach; do młynów dostarczany jest boksyt, alkalia żrące i niewielka ilość wapna, co poprawia uwalnianie Al 2 O 3; powstałą masę celulozową podaje się do ługowania;
2). Ługowanie boksytu (w ostatnim czasie nadal stosowane okrągłe bloki autoklawów zostały częściowo zastąpione autoklawami rurowymi, w których ługowanie zachodzi w temperaturach 230-250°C (500-520 K), polegające na jego chemicznym rozkładzie w wyniku oddziaływania z wodny roztwór alkaliczny; Podczas reakcji z alkaliami hydraty tlenku glinu przechodzą do roztworu w postaci glinianu sodu:
AlOOH+NaOH → NaAlO 2 +H 2 O
Al(OH) 3 + NaOH → NaAlO 2 + 2H 2 O;
SiO 2 +2NaOH → Na 2 SiO 3 +H 2 O;
w roztworze glinian sodu i krzemian sodu tworzą nierozpuszczalny glinokrzemian sodu; tlenki tytanu i żelaza przechodzą do nierozpuszczalnej pozostałości, nadając pozostałości czerwony kolor; ta pozostałość nazywana jest czerwonym błotem. Po całkowitym rozpuszczeniu powstały glinian sodu rozcieńcza się wodnym roztworem zasady, jednocześnie obniżając temperaturę o 100°C;
3). Oddzielanie roztworu glinianu od czerwonego mułu, zwykle poprzez przemywanie w specjalnych zagęszczaczach; W efekcie osadza się czerwony szlam, a roztwór glinianu odsącza się i filtruje (klaruje). W ograniczonych ilościach osad stosuje się np. jako dodatek do cementu. W zależności od rodzaju boksytu na 1 tonę wyprodukowanego tlenku glinu przypada 0,6-1,0 tony czerwonego mułu (sucha pozostałość);
4). Rozkład roztworu glinianu. Jest filtrowany i pompowany do dużych pojemników z mieszadłami (rozkładnikami). Wodorotlenek glinu Al(OH) 3 ekstrahuje się z roztworu przesyconego po ochłodzeniu do 60°C (330 K) i ciągłym mieszaniu. Ponieważ proces ten przebiega powoli i nierównomiernie, a powstawanie i wzrost kryształów wodorotlenku glinu ma ogromne znaczenie podczas jego dalszej obróbki, do rozkładających się dodaje się dużą ilość stałego wodorotlenku – zarodka:
Na 2 OּAl 2 O 3 +4H 2 O → Al(OH) 3 +2NaOH;
5). Izolacja wodorotlenku glinu i jego klasyfikacja; ma to miejsce w hydrocyklonach i filtrach próżniowych, gdzie z roztworu glinianu oddziela się osad zawierający 50-60% cząstek Al(OH). Znaczna część wodorotlenku zawracana jest do procesu rozkładu w postaci materiału siewnego, który pozostaje w obiegu w niezmienionej ilości. Pozostałość po przemyciu wodą ulega kalcynacji; filtrat również zawracany jest do obiegu (po zatężeniu w wyparkach – w celu ługowania nowego boksytu);
6). Odwodnienie wodorotlenku glinu (kalcynacja); Jest to ostatni etap produkcji tlenku glinu; odbywa się to w piecach rurowych obrotowych, a od niedawna także w piecach z turbulentnym ruchem materiału w temperaturze 1150-1300 o C; surowy wodorotlenek glinu przechodzący przez piec obrotowy jest suszony i odwadniany; Po podgrzaniu następują kolejno następujące przekształcenia strukturalne:
Al(OH) 3 →AlOOH → γ-Al 2 O 3 → α-Al 2 O 3
Ostatecznie kalcynowany tlenek glinu zawiera 30-50% α-Al 2 O 3 (korund), resztę stanowi γ-Al 2 O 3. Metodą tą ekstrahuje się 85-87% całkowitego wyprodukowanego tlenku glinu. Powstały tlenek glinu jest silnym związkiem chemicznym o temperaturze topnienia 2050 o C.
2.2.3 Podstawy elektrolizy stopionego kriolitu i tlenku glinu
Główną metodą produkcji aluminium jest elektroliza stopionego kriolitu i tlenku glinu, chociaż niektóre stopy aluminium są wytwarzane metodami elektrotermicznymi.
Pierwsze elektrolizery przemysłowe miały natężenie prądu do 0,6 kA, a w ciągu następnych 100 lat wzrosły do 300 kA. Nie spowodowało to jednak znaczących zmian w podstawach procesu produkcyjnego.
Ogólny schemat produkcji aluminium przedstawiono na rysunku 5. Główną jednostką jest elektrolizer. Elektrolitem jest stopiony kriolit z niewielkim nadmiarem fluorku glinu, w którym rozpuszczony jest tlenek glinu. Proces prowadzi się przy zmiennych stężeniach tlenku glinu od około 1 do 8% (wag.). Anodę węglową częściowo zanurzoną w elektrolicie opuszcza się od góry do kąpieli. Istnieją dwa główne typy anod protektorowych: samozapiekające się i wstępnie wypalane. Pierwsze wykorzystują ciepło elektrolizy do wypalenia masy anodowej składającej się z mieszaniny wypełniacza koksowego i spoiwa – paku. Wypalane anody są wstępnie wypaloną mieszaniną koksu i spoiwa pakowego.
Rysunek 6 - Schemat produkcji aluminium z tlenku glinu.
Roztopione aluminium w temperaturze elektrolizy (950–960°C) jest cięższe od elektrolitu i znajduje się na dnie elektrolizera. Stopy kriolitu i tlenku glinu są bardzo agresywne, czemu mogą przeciwdziałać materiały zawierające węgiel i niektóre nowe materiały. Wykorzystuje się je do wykonania wewnętrznej wykładziny elektrolizera.
Przekonwertować na prąd przemienny W trybie ciągłym nowoczesne fabryki wykorzystują prostowniki półprzewodnikowe o napięciu 850 V i sprawności konwersji 98,5%, instalowane w podstacji przekształtnikowej krzemowej (CPS). Jeden zespół prostowniczy wytwarza prąd o natężeniu do 63 kA. Liczba takich jednostek zależy od wymaganej siły prądu, ponieważ wszystkie są połączone równolegle.
Proces zachodzący w elektrolizerze polega na elektrolitycznym rozkładzie tlenku glinu rozpuszczonego w elektrolicie. Na ciekłej katodzie aluminiowej wydziela się aluminium, które okresowo wylewa się za pomocą kadzi próżniowej i przesyła do wydziału odlewni na odlew lub mieszalnik, gdzie w zależności od dalszego przeznaczenia metalu powstają stopy z krzemem, magnezem, manganem, miedzią są przygotowywane lub przeprowadzana jest rafinacja. Na anodzie następuje utlenianie węgla przez uwolniony tlen. Gazy spalinowe anodowe są mieszaniną CO2 i CO.
Elektrolizery są zwykle wyposażone w pokrywy usuwające gazy odlotowe i system czyszczący. Dzięki temu ogranicza się emisję szkodliwych substancji do atmosfery. Proces technologiczny wymaga uszczelnienia schronu w celu zapewnienia zasysania gazu do kolektora za pomocą wentylatorów. W gazach usuwanych z elektrolizerów dominuje dwutlenek węgla (większość tlenku węgla spalana jest nad elektrolitem lub w specjalnych palnikach za dzwonem zbierającym gaz), azot, tlen, fluorki w postaci gazowej i stałej oraz cząstki pyłu tlenku glinu. Aby je usunąć i ponownie włączyć do procesu, stosuje się różne schematy technologiczne.
Nowoczesne elektrolizery wyposażone są w automatyczny system podawania tlenku glinu (AGS) z czasem ładowania 10–30 minut.
Ogólną reakcję zachodzącą w elektrolizerze można przedstawić za pomocą równania
Zatem teoretycznie proces elektrolizy pochłania tlenek glinu i węgiel z anody, a także energię elektryczną niezbędną nie tylko do przeprowadzenia procesu elektrolitycznego - rozkładu tlenku glinu, ale także do utrzymania wysokiej temperatury pracy. W praktyce zużywa się także pewną ilość soli fluorkowych, które odparowują i wchłaniają się w wyściółkę. Ilość surowców potrzebnych do wyprodukowania 1 tony aluminium przedstawia tabela 10:
Tabela 10 - Ilość surowców potrzebnych do wyprodukowania 1 tony aluminium
Produkcja aluminium jest jednym z najbardziej energochłonnych procesów, dlatego huty aluminium buduje się w pobliżu źródeł energii.
Wszystkie materiały dostarczane do elektrolizy muszą zawierać minimalną ilość zanieczyszczeń bardziej elektrododatnich niż aluminium (żelazo, krzem, miedź itp.), ponieważ podczas elektrolizy zanieczyszczenia te prawie całkowicie przekształcają się w metal.
2.2.4 Elektrotermiczna produkcja stopów aluminiowo-krzemowych
Niemożliwe jest otrzymanie czystego aluminium poprzez bezpośrednią redukcję jego tlenku. Procesy karbotermiczne wymagają wysokich temperatur (około 2000°C) w celu redukcji tlenku glinu, a przy braku składników tworzących stop, metal wiąże się z węglem, dając węglik glinu (A1 4 C 3). Wiadomo, że węglik glinu i glin są w sobie rozpuszczalne i tworzą bardzo ogniotrwałe mieszaniny. Dodatkowo A1 4 C 3 rozpuszcza się w Al 2 O 3, dlatego w wyniku redukcji tlenku glinu węglem otrzymuje się mieszaniny glinu, węglika i tlenku o wysokich temperaturach topnienia. Zwykle nie ma możliwości wypuszczenia takiej masy z piekarnika. Nawet jeśli będzie to możliwe, wymagane będą duże koszty separacji.
W naszym kraju po raz pierwszy na świecie opracowano i wdrożono na skalę przemysłową metodę wytwarzania krzemowo-aluminiowego (stopów aluminiowo-krzemowych) przy dość wysokich wskaźnikach technicznych i ekonomicznych.
Ogólny schemat technologiczny wytwarzania stopów aluminiowo-krzemowych przedstawiono na rysunku 7. Jako materiał wyjściowy, oprócz kaolinów (Al 2 O 3 ×2SiO 2 ×2H 2 O), cyjanity (Al 2 O 3 ×SiO 2 ), distensillimanity (Al 2 O 3 × SiO 2) i boksyty o niskiej zawartości żelaza.
Po stopieniu elektrycznym stop jest przesyłany do oczyszczenia z zanieczyszczeń niemetalicznych. W tym celu dostarczany jest topnik składający się z mieszaniny kriolitu i chlorku sodu, który zwilża te zanieczyszczenia i „zbiera” je. Rafinowany krzemoglin ma średni skład (%): A1 – 61; Si – 36; Fe – 1,7; Ti – 0,6; Zr – 0,5; Ca – 0,7. Stop ten nie nadaje się do produkcji siluminu i wymaga oczyszczenia z żelaza. Najpopularniejszą metodą czyszczenia jest mangan, który tworzy z żelazem ogniotrwałe związki międzymetaliczne.
Rysunek 7 - Ogólny schemat produkcji stopów aluminiowo-krzemowych
Powstały stop rozcieńcza się technicznym aluminium elektrolitycznym lub aluminium wtórnym do składu odpowiadającego różnym rodzajom siluminów i wlewa do wlewków.
Zaletami tej metody wytwarzania siluminu w stosunku do stapiania aluminium elektrolitycznego z krzemem krystalicznym są: większa moc pojedynczego urządzenia – nowoczesne piece mają moc 22,5 MB×A, czyli około 30 razy większą niż moc elektrolizer 160 kA, a w konsekwencji ograniczenie przepływów ładunków, zmniejszenie kosztów kapitałowych i kosztów pracy; zastosowanie surowców o niskim module krzemowym, których zasoby w przyrodzie są dość duże.
Teoretycznie czyste aluminium można oddzielić od stopu aluminiowo-krzemowego różnymi metodami. Jednak ze względu na złożoność konstrukcji sprzętowej i technologicznej metody te nie są obecnie wdrażane w przemyśle.
2.3 Odlewanie piaskowe
Ta metoda odlewania jest bardzo różnorodna i służy do wytwarzania odlewów o niemal dowolnej konfiguracji z większości znanych stopów odlewniczych. Obecnie około 80% wagowo wszystkich odlewów wytwarza się metodą odlewania piaskowego. Proces technologiczny wytwarzania odlewów tą metodą odlewniczą jest zróżnicowany pod względem stopnia mechanizacji (szczególnie przy wytwarzaniu form i rdzeni odlewniczych), począwszy od pracy ręcznej, po zautomatyzowane kompleksy formiersko-odlewnicze z elektronicznym układem sterowania. Istotą procesu jest wytwarzanie odlewów poprzez swobodne wlewanie roztopionego metalu do formy piaskowej. Po zestaleniu i ostygnięciu odlewu wybija się go z jednoczesnym zniszczeniem formy. Odlewanie piaskowe ma jednak poważną wadę: odlewy nie mają dokładnych wymiarów mechanicznych; należy uwzględnić obróbkę skrawaniem i skurcz.
Jeśli chodzi o dokładność, odlewanie piaskowe pozwala uzyskać odlewy o chropowatości powierzchni Ra = 80–10 i dokładności odpowiadającej 14–17 stopniom i grubszym. Jednocześnie, jeśli forma jest wykonana z konwencjonalnej mieszanki piaskowo-gliniastej, to chropowatość powierzchni odlewu mieści się w przedziale Ra 80 - Ra 40. Przy stosowaniu mieszanek piaskowo-olejowych chropowatość odlewów mieści się w granicach zakresie Ra 80 – Ra 20, a przy zastosowaniu mieszanin chromowo-magnezytowych może osiągnąć Ra 20 – Ra 5,0.
Do produkcji form piaskowych stosuje się mieszanki formierskie i rdzeniowe przygotowane z piasków kwarcowych i gliniastych (GOST 2138-74), glin formierskich (GOST 3226-76), spoiw i materiałów pomocniczych. Tworzenie pustek w odlewach odbywa się za pomocą rdzeni, wytwarzanych głównie przy użyciu gorących (220-300°C) rdzennic. W tym celu stosuje się piasek kwarcowy platerowany lub mieszaninę piasku z żywicą termoutwardzalną i katalizatorem. Do produkcji prętów powszechnie stosowane są jednopozycyjne maszyny i instalacje do piaskowania, a także wielopozycyjne instalacje karuzelowe. Pręty suszące wykonuje się za pomocą maszyn wstrząsających, piaskujących i strzelających lub ręcznie z mieszanin z olejem (4ГУ, С) lub spoiwami rozpuszczalnymi w wodzie. Czas suszenia (od 3 do 12 godzin) zależy od wagi i wielkości pręta i zwykle jest ustalany eksperymentalnie. Temperaturę suszenia ustala się w zależności od rodzaju spoiwa: dla spoiw na bazie oleju 250-280°C, a dla spoiw rozpuszczalnych w wodzie 160-200°C. Do produkcji dużych, masywnych prętów coraz częściej stosuje się mieszaniny utwardzane na zimno (CMC) lub ciekłe mieszaniny samoutwardzalne (LCS). Mieszanki utwardzane na zimno zawierają żywice syntetyczne jako spoiwo, a katalizatorem utwardzania na zimno jest zwykle kwas fosforowy. Mieszanki LCS zawierają środek powierzchniowo czynny, który sprzyja tworzeniu się piany.
Pręty łączone są w węzły poprzez klejenie lub wlewanie wytopu aluminium do specjalnych otworów w symbolicznych częściach. Skurcz stopu podczas chłodzenia zapewnia niezbędną wytrzymałość połączenia.
Płynne wypełnianie form odlewniczych bez uderzeń i zawirowań zapewnia zastosowanie rozprężnych układów wlewowych o stosunku pól przekrojów głównych elementów Fst: Fshp: Fpit 1:2:3; 1:2:4; 1:3:6 odpowiednio dla dolnego, szczelinowego lub wielopoziomowego doprowadzania metalu do gniazda formy. Szybkość wzrostu metalu we wnęce formy odlewniczej nie powinna przekraczać 4,5/6, gdzie 6 to przeważająca grubość ścianek odlewu, cm Minimalna szybkość wzrostu metalu w formie (cm/ s) określa się wzorem A. A. Lebiediewa Vmin = 3/§ .
Rodzaj układu wlewowego dobiera się biorąc pod uwagę wymiary odlewu, złożoność jego konfiguracji i umiejscowienie w formie. Zalewanie form do odlewów o skomplikowanych konfiguracjach i małej wysokości odbywa się z reguły przy użyciu dolnych systemów wlewowych. W przypadku dużych wysokości odlewów i cienkich ścian zaleca się stosowanie pionowych szczelin lub kombinowanych systemów wlewowych. Formy do odlewów małogabarytowych można napełniać poprzez górne systemy wlewowe. W takim przypadku wysokość opadania metalowego strupu do wnęki formy nie powinna przekraczać 80 mm.
Aby zmniejszyć prędkość ruchu wytopu po wejściu do gniazda formy i lepiej oddzielić warstwy tlenkowe i zawieszone w nim wtrącenia żużla, do układów wlewowych wprowadza się dodatkowy opór hydrauliczny - instaluje się siatki (metalowe lub z włókna szklanego) lub przelewa przez granulat filtry.
Wlewy (podajniki) z reguły doprowadza się do cienkich odcinków (ścian) odlewów rozmieszczonych na obwodzie, biorąc pod uwagę wygodę i ich późniejszą separację podczas przetwarzania. Doprowadzanie metalu do masywnych zespołów jest niedopuszczalne, gdyż powoduje powstawanie wnęk skurczowych, makroluzów i „zapadów” skurczowych na powierzchni odlewów. W przekroju poprzecznym kanały wlewowe mają najczęściej kształt prostokąta o boku szerokim 15-20 mm i wąskim 5-7 mm.
Stop AL4 o wąskim przedziale krystalizacji jest podatny na tworzenie się skoncentrowanych wnęk skurczowych w jednostkach cieplnych odlewów. Aby wyprowadzić te muszle poza odlewy, powszechnie stosuje się instalację zapewniającą ogromne zyski. W przypadku odlewów cienkościennych (4-5 mm) i małych odlewów masa zysku jest 2-3 razy większa od masy odlewów, w przypadku grubościennych nawet 1,5 razy. Wysokość zysku dobierana jest w zależności od wysokości odlewu. Jeżeli wysokość jest mniejsza niż 150 mm, przyjmuje się wysokość zysku Nprib równą wysokości odlewu Notl. W przypadku wyższych odlewów przyjmuje się, że stosunek Nprib/Notl wynosi 0,3-0,5. Stosunek wysokości zysku do jego grubości wynosi średnio 2-3. Większość aplikacji podczas odlewania stopów aluminium występują górne otwarte zyski o przekroju okrągłym lub owalnym; W większości przypadków zyski poboczne są zamknięte. Aby zwiększyć efektywność zysków, są one izolowane, wypełniane surówką i uzupełniane. Izolację zwykle wykonuje się poprzez naklejenie arkuszy azbestu na powierzchnię formy, a następnie suszenie płomieniem gazowym.
Formy piaskowe zalewane są metalem z kadzi wyłożonych materiałem ogniotrwałym. Kadzie ze świeżą wyściółką przed napełnieniem metalem suszy się i kalcynuje w temperaturze 780-800°C w celu usunięcia wilgoci. Przed wylaniem utrzymuję temperaturę topnienia na poziomie 720-780°C. Formy do odlewów cienkościennych wypełnia się wytopem podgrzanym do temperatury 730-750°C, a do odlewów grubościennych do 700-720°C.
Możliwe wady odlewów, przyczyny i środki ich eliminacji.
· Niedopełnienie i wycieki. Powstają z niezmieszanych strumieni metalu, które krzepną przed wypełnieniem formy. Możliwe przyczyny: zimny metal, podajniki o małych przekrojach Wnęki skurczowe to zamknięte wnęki wewnętrzne w odlewach o poszarpanej powierzchni. Powstają w wyniku skurczu stopów i niedostatecznego odżywiania. Wyeliminuj z zyskiem.
· Pęknięcia gorące w odlewach powstają podczas procesu krystalizacji i skurczu metalu podczas przejścia ze stanu ciekłego do stanu stałego w temperaturze zbliżonej do temperatury solidusu. Skłonność stopu do tworzenia pęknięć na gorąco wzrasta w obecności wtrąceń niemetalicznych, gazów, siarki i innych zanieczyszczeń. Powstawanie pęknięć na gorąco spowodowane jest ostrymi zmianami grubości ścianek, ostrymi narożnikami i wystającymi częściami. Wysokie temperatury zalewania zwiększają również prawdopodobieństwo pękania na gorąco. Aby zapobiec powstawaniu pęknięć na gorąco w odlewach, należy zapewnić jednoczesne chłodzenie grubych i cienkich części odlewów; zwiększyć elastyczność form odlewniczych; Jeśli to możliwe, obniż temperaturę zalewania stopu.
· Warstwa przypalona to trudna do usunięcia warstwa mieszanki formierskiej lub rdzeniowej, przyspawana do odlewu. Występuje, gdy odporność ogniowa mieszanki jest niewystarczająca lub temperatura metalu jest zbyt wysoka.
· Łuski piasku to wgłębienia w korpusie odlewu wypełnione piaskiem formierskim. Występują, gdy wytrzymałość masy formierskiej jest niewystarczająca.
· Płaszcze gazowe to okrągłe wnęki odlewnicze o gładkiej, utlenionej powierzchni. Występują przy dużej wilgotności i małej gazoprzepuszczalności formy.
· Pochylić. Występuje z powodu nieprawidłowego wyrównania.
Zalety:
· Konfiguracja 1…6 grup trudności.
· Możliwość mechanizacji produkcji.
· Tania produkcja odlewów.
· Możliwość wykonywania odlewów wielkomasowych.
· Odlewy wykonujemy ze wszystkich stopów odlewniczych z wyjątkiem ogniotrwałych.
Wady:
· Złe warunki sanitarne.
· Wysoka chropowatość powierzchni.
· Grubość ścianki > 3mm.
· Prawdopodobieństwo wystąpienia wad jest większe niż w przypadku innych metod odlewania.
Wykonalność i zakres
Ta metoda odlewania jest ekonomicznie wykonalna dla każdego rodzaju produkcji, dla części o dowolnej masie, konfiguracji, wymiarach, do produkcji odlewów z prawie wszystkich stopów odlewniczych. Ta metoda odlewania jest główną metodą produkcji odlewów z żeliwa i stali w różnych gałęziach inżynierii mechanicznej. A do produkcji masywnych, wielkogabarytowych odlewów jest to jedyna metoda odlewania. Ta metoda odlewanie nakłada pewne ograniczenia na grubość ścianek produkowanych odlewów.
3. Poprawa właściwości mechanicznych
3.1 Starzenie i hartowanie
W przypadku stopu AL4 zalecane są dwa tryby obróbki cieplnej. Tryb T1: starzenie w temperaturze 175±5°C przez 5-17 godzin, chłodzenie na powietrzu. Tryb T6: hartowanie - ogrzewanie w temperaturze 535±5°C przez 2-6 godzin, chłodzenie w wodzie w temperaturze 20-100°C + starzenie w temperaturze 175±5°C przez 10-15 godzin, chłodzenie w powietrzu.
Badania struktury stopu AL4 pod mikroskopem elektronowym wykazały, że starzeniu się zahartowanego stopu w temperaturze 175°C przez 10 godzin towarzyszy wydzielanie metastabilnej fazy β” oraz dużej liczby cząstek krzemu równomiernie rozmieszczonych w ziarna stałego roztworu.
W tym przypadku wstępne, krótkotrwałe nagrzewanie w wysokiej temperaturze w pierwszym etapie starzenia wydaje się spowalniać proces uwalniania krzemu. Może to wynikać ze zmniejszenia się liczby wolnych miejsc zachowanych w procesie hartowania, niezbędnych do lokalizacji atomów krzemu przed jego wytrąceniem.
Ogrzewanie w pierwszym etapie sprzyja równomiernemu rozłożeniu igiełkowatych osadów metastabilnej fazy β" w niższych temperaturach i prowadzi do uszlachetnienia struktury uzyskanej po nagrzaniu w drugim etapie w temperaturze 160°C.
Mikrostruktura stopu w stanie odlanym: α-roztwór stały, krzem wchodzący w skład eutektyki α+Si, w obecności domieszek żelaznych, faza AlSiFeMn o niskiej zawartości manganu, faza Al 5 FeSi. Drobne cząstki fazy Mg 2 Si można zaobserwować za pomocą mikroskopu optycznego jedynie w stopie, który podczas krystalizacji jest bardzo powoli chłodzony.Obróbka cieplna prowadzi do pewnej koagulacji krzemu, rozpuszczenia fazy wzmacniającej Mg 2 Si, fazy zawierające żelazo nie wypalaniu towarzyszy koagulacja cząstek krzemu, na poszczególnych obszarach In obserwuje się topienie eutektyki α+Si, która po wtórnym wytrąceniu krystalizuje w postaci drobnoziarnistej.
4. Obróbka mechaniczna
Technologia obróbki bloków obejmuje:
· Współosiowość otworów wszystkich łóżek bloku;
· Identyczna wielkość (średnica) wszystkich łóżek (z wyjątkiem wersji specjalnych);
· Prostopadłość osi łóżek i cylindrów;
· Równoległość płaszczyzny łącznika bloku z głowicą i osią łóżek;
· Równoległość osi łóżek pomocniczych i wałków rozrządu (jeśli są zamontowane w bloku) do osi łóżek wału korbowego.
Praktyka pokazuje, że wszelkie odchylenia od prostopadłości i równoległości nie powinny przekraczać połowy luzu roboczego części. Przy szczelinie 0,04+0,06 mm jest to nie więcej niż 0,02+0,03 mm.
4.1 Ustawianie punktów bazowych
Powierzchnia bazowa lub punkty bazowe części to powierzchnie i punkty, za pomocą których część jest zorientowana względem narzędzia tnącego podczas obróbki. Oczywiste jest, że zarówno w odlewni, jak i w warsztacie mechanicznym pomiary i obróbka odlewów precyzyjnych powinny odbywać się w oparciu o te same podstawy.
Czasami za podstawę przyjmuje się nieprzetworzoną powierzchnię odlewu, ale w niektórych przypadkach obrobiona powierzchnia części może również służyć jako podstawowa podstawa. W tym drugim przypadku, dla obiektywnej oceny odlewów produkowanych w odlewni, wygodniej jest stworzyć tę pierwotną bazę w odlewni, dokonując niezbędnej obróbki mechanicznej powierzchni podstawy.
Produkcja seryjna wiąże się z obróbką dużych partii części, dlatego niedokładność w ustawieniu procesu obróbki może skutkować odrzuceniem dużej liczby odlewów ze względu na wyjątkowo ograniczone naddatki na odlewy.
4.2 Uzyskanie głównych podpór wału korbowego (łożyska wału korbowego) i montaż tulei
Wykorzystując otrzymane wcześniej powierzchnie bazowe na wytaczarce poziomej uzyskaliśmy współosiowe otwory dla wszystkich łóżek wału korbowego.
Łóżka w bloku są formowane za pomocą pokryw łożysk głównych, których śruby są dokręcane określonym momentem obrotowym przed obróbką. Kształt i wielkość otworów w podłożu po obróbce zwykle zależy w pewnym stopniu od momentu dokręcania śrub. Dlatego przy montażu silnika należy kierować się zaleceniami producenta. Pokrywy łożysk najczęściej dokręca się śrubami o średnicy 10+12 mm, rzadziej większej. Pokrywy łożysk głównych muszą być wyśrodkowane na bloku, co zapewnia wymagany kształt łoża po dokręceniu śrub (brak zniekształceń, owalności i stożkowatości). To zostaje osiągnięte różne sposoby które pokazano na rysunku - 8. Najczęściej spotykane jest centrowanie wzdłuż powierzchni bocznych (opcje a i b), jako najłatwiejsze w wykonaniu, choć metoda ta nie zapewnia idealnej geometrii złoża. Dość często dokładniejsze, ale złożone centrowanie uzyskuje się również za pomocą tulei instalowanych w otworach bloku i pokryw (opcja c). Rzadko stosuje się centrowanie pokrywy za pomocą dwóch kołków (opcja d).
Rysunek - 8. Sposoby mocowania pokryw łożysk głównych wału korbowego do skrzyni korbowej
Ponieważ mój blok skrzyni korbowej jest odlany ze stopu aluminiowo-krzemowego, będzie miał konstrukcję bloku aluminiowego z suchymi wkładkami.
W pierwszym etapie, aby określić rozmiar i konfigurację tulei oraz ich wykonanie, przeprowadza się szczegółowy pomiar bloku cylindrów.
Następnie na specjalistycznej wytaczarce wywiercono otwory w cylindrach, aby umożliwić montaż tulei. Następnie sprawdzane jest położenie bloku na maszynie wzdłuż górnej płaszczyzny - idealnie jest ona równoległa do dolnej i można ją również przyjąć jako podstawę. Czasem idą jeszcze dalej: szukając środka (osi cylindra) za pomocą wskaźnika sprawdzają pionowe położenie ścianki cylindra w dwóch kierunkach - poprzecznym i wzdłużnym. Dlatego umieszczają blok na dolnej płaszczyźnie i nudzą go, dopasowując się do górnej części cylindra. W tym przypadku otwory w głównych wspornikach bloku służą jako baza technologiczna, która zapewnia ścisłe przestrzeganie prostopadłości osi otworów cylindra względem osi wału korbowego.
Tuleje zostały zamontowane w wywierconych otworach z pasowaniem wciskowym 0,07-0,08 mm, tak aby wgłębienia na tulejach pod przeciwwagi wału korbowego pokrywały się z odpowiednimi wgłębieniami bloku cylindrów.
Po zamontowaniu tulei rozwiercono je do wymiaru nominalnego (z uwzględnieniem naddatku na honowanie 0,06-0,08 mm), a także przycięto końce i fazę wprowadzającą.
Operację wykańczającą – honowanie – wykonano na honownicy. Honowanie przeprowadzono w trzech etapach: honowanie zgrubne, honowanie dokładne (w obu przypadkach kamieniami ceramicznymi) oraz szczotkowanie szczotkami składającymi się z włókien nylonowych wzmocnionych węglikami krzemu.
Wnioski z wykonanej pracy
W trakcie moich zajęć opracowano kompleksową technologię produkcji bloku cylindrów silnika spalinowego. W którym opisałem sam blok cylindrów i przeanalizowałem warunki jego pracy. Następnie sformułował wymagania dla bloku silnika spalinowego i wybrał materiał do produkcji (AL 4).
Po analizie i wyborze materiału opracowałem technologię wykonania bloku. Sporządziłem dla niej schemat technologiczny etapów jego produkcji oraz je opisałem. W opisie etapów technologicznych szczegółowo piszę o tym, jak powstaje wybrany przeze mnie materiał na blok, a mianowicie o ekstrakcji boksytu, obróbce tlenku glinu, wytopie z niego aluminium i produkcji gotowych wlewków o pożądanym składzie i wymaganych właściwościach fizyko-mechanicznych. Powstały materiał wykorzystuje się do produkcji odlewów bloków silników metodą odlewania piaskowego. Wybrałem tę metodę, ponieważ jest ona ekonomicznie wykonalna dla każdego rodzaju produkcji, dla części o dowolnej masie, konfiguracji, wymiarach, do produkcji odlewów z prawie wszystkich stopów odlewniczych. Po otrzymaniu odlewów blokowych poddawane są obróbce cieplno-mechanicznej, aż do uzyskania gotowej części przeznaczonej do montażu silnika spalinowego.
Wykaz używanej literatury
1. Kolodin E. A., Sverdlin V. A., Svoboda R. V. Produkcja anod spiekanych elektrolizerów aluminiowych. – M.: Metalurgia, 1980, – 84 s.
2. Dalsky A.N., Arutyunova I.A., Technologia materiałów konstrukcyjnych, Podręcznik. – M.: Inżynieria mechaniczna, 1985. – 450 s.
3. Przewodnik metalurga po metalach nieżelaznych „Produkcja aluminium”.
4. Terentyev V.G., Shkolnikov R.M., Grinberg I.S., Chernykh A.E., Zelberg B.I., Chalykh V.I. „Produkcja aluminium”, 1998.
5. Borisoglevsky Yu.V., Galevsky G.V., Kulagin N.M., Mintsis M.Ya., Siratsutdinov G.A., „Aluminium metalurgia”. M.: Metalurgia, 1999.
6. Matyunin V.M. Karpman M.G., Fetisov G.P. Inżynieria Materiałowa i Technologia Metali, 2002.
7. D. Parfenov „Przetwarzanie metali nieżelaznych: walka sprzeczności” - publikacja Centrum Analitycznego „National Metallurgy” 2004.
8. AE Khrulev Naprawa silników samochodów zagranicznych 1999.