MASZYNY CHŁODNICZE
Parowe sprężarki chłodnicze są częścią hermetycznie zamkniętą zamknięty system i są przeznaczone do zasysania czynnika chłodniczego z parownika w celu utrzymania w nim ciśnienia R O , sprężanie pary i wpychanie jej pod ciśnieniem do skraplacza R Do potrzebne do upłynnienia.
Wydajność sprężarki charakteryzuje się wydajnością chłodniczą maszyny i zależy od konstrukcji, trybu pracy maszyna chłodnicza i czynnika chłodniczego, na którym działa.
KLASYFIKACJA SPRĘŻAREK
w parze maszyny chłodnicze stosowane są sprężarki tłokowe, sprężarki rotacyjne z wirującym wirnikiem tłoka, sprężarki śrubowe i turbosprężarki. Zakres zastosowania różnych typów sprężarek podano w tabeli. .
Obecnie najczęściej stosowane są sprężarki tłokowe.
Sprężarki tłokowe są klasyfikowane w następujący sposób:
zgodnie ze standardową wydajnością chłodzenia: mała - do 12 kW (do 10 tysięcy kcal / h); średni - od 12 do 90 kW (od 10 do 80 tysięcy kcal / h); duży - ponad 90 kW (ponad 80 tysięcy kcal / h);
według stopni sprężania: jedno-, dwu- i trzystopniowe;
w kierunku ruchu czynnika w cylindrze: przepływ bezpośredni z ruchem czynnika w cylindrze do jeden kierunek i położenie zaworu ssącego w dnie tłoka; pośredni, w którym zawory ssący i tłoczny znajdują się w głowicy cylindrów, a środek zmienia kierunek ruchu, podążając za tłokiem;
według liczby cylindrów: pojedynczy i wielocylindrowy;
zgodnie z położeniem osi cylindrów: poziome, pionowe i kątowe (w kształcie litery U, w kształcie wachlarza i promieniowe);
w zależności od konstrukcji cylindra i skrzyni korbowej: blok-skrzynia korbowa (ze wspólnym odlewem bloku cylindrów i skrzyni korbowej); z pojedynczymi cylindrami odlewanymi jako blok lub pojedynczo;
w zależności od liczby wnęk roboczych: pojedyncze działanie, w którym czynnik chłodniczy jest sprężany tylko przez jedną stronę tłoka, oraz podwójna akcja, gdzie sprężanie odbywa się naprzemiennie po obu stronach tłoka;
zgodnie z układem mechanizmu korbowego: poprzeczka jednostronnego działania i poprzeczka dwustronnego działania;
według rodzaju napędu: z silnikiem elektrycznym osadzonym na wale sprężarki; z bezpośrednim połączeniem przez sprzęgło iz napędem pasowym;
w zależności od stopnia szczelności: uszczelnione z wbudowanym silnikiem elektrycznym w spawanej obudowie bez złączy; bezdławnicowe (półhermetyczne) z wbudowanym silnikiem elektrycznym, ale zdejmowanymi osłonami; z napędem zewnętrznym i uszczelnieniem dławnicy na końcu wału wystającym ze skrzyni korbowej do połączenia z oddzielnym silnikiem elektrycznym za pomocą sprzęgła lub napędu pasowego; z otwartą skrzynią korbową i uszczelnieniem komory dławnicy, gdy tłoczysko wychodzi z cylindra (dwukierunkowa poprzeczka).
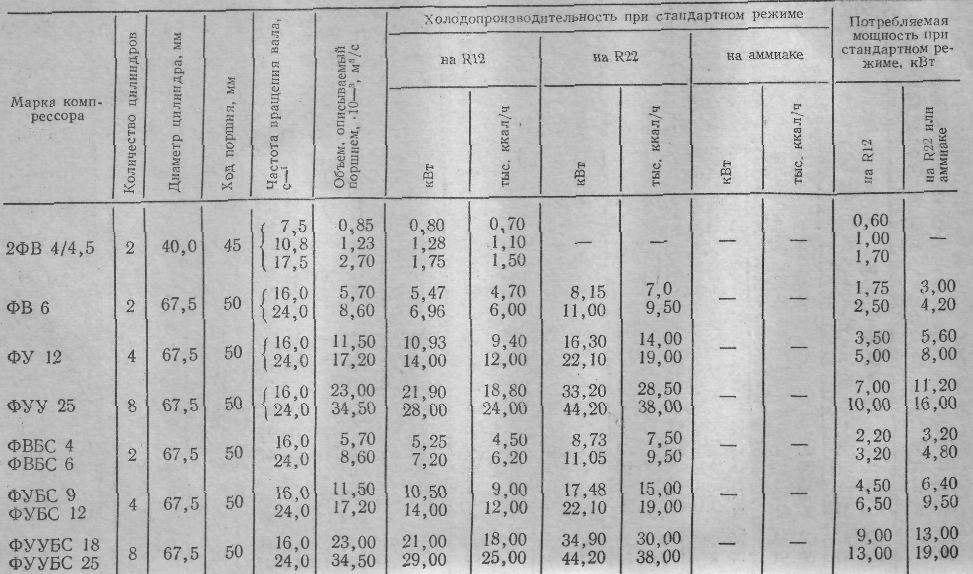
Charakterystykę techniczną sprężarek tłokowych produkowanych masowo w ZSRR podano w tabeli. I.
Najczęściej spotykane są sprężarki krzyżowe, nieokrągłe i o przepływie bezpośrednim.
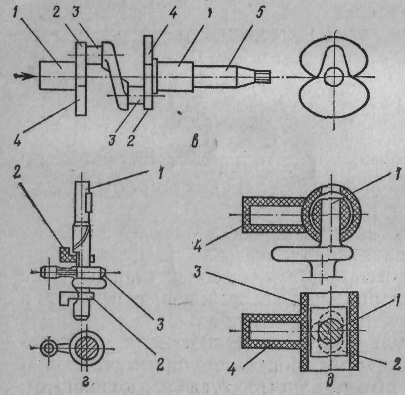
Schematy pionowych sprężarek poprzecznych bez przelotu pokazano na ryc. , oraz pionowy wałek bezpośredniego przepływu z uszczelnieniem dławnicy - na rys. .
Ruch z silnika elektrycznego jest przenoszony na wał korbowy 2 (patrz rys. , A) za pomocą napędu pasowego lub z bezpośrednim połączeniem przez sprzęgło. Wysiłek wał korbowy znajduje się w skrzyni korbowej / jest przenoszony na korbowód 3 i tłok 4 , podczas którego ruchu odbywa się proces roboczy w cylindrze sprężarki (zasysanie, sprężanie i wydalanie oparów czynnika chłodniczego).
Mechanizm korbowy, który składa się z wału korbowego, korbowodu i tłoka w sprężarce bezgłowicowej, ma na celu przekształcenie równomiernego ruchu obrotowego wału w nierównomierny ruch posuwisto-zwrotny tłoka.
koło zamachowe 10 Sprężarka jest przeznaczona do przenoszenia ruchu z silnika, a także do wyrównania obciążenia silnika. Koło zamachowe jest masywne i dzięki bezwładności, odbierając taką samą ilość energii pochodzącej z silnika, magazynuje ją, gdy tłok jest oddalony od martwy środek i wydziela zapas energii, gdy tłok zbliża się do martwego punktu.
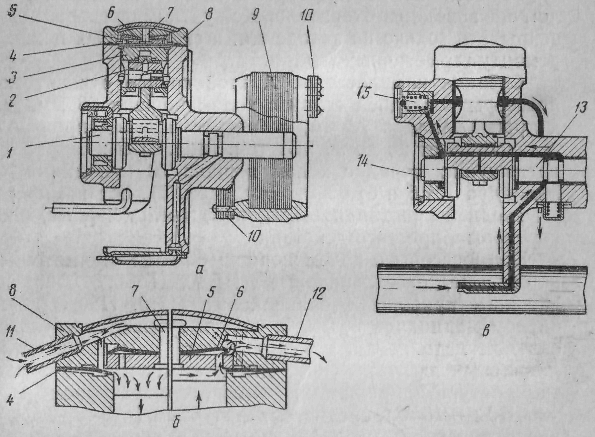
W małej sprężarce z przepływem pośrednim zawory ssące i tłoczne 6 I 8 znajduje się w górnej pokrywie wewnętrznej 2. Głowica cylindra 7 podzielone na wnęki ssące i tłoczne. Kiedy tłok porusza się w dół, ciśnienie w cylindrze 5 spada, powodując otwarcie zaworu ssącego. 6, a para dostaje się do wnęki roboczej cylindra. Gdy tłok porusza się w górę, para jest sprężana i przechodzi przez zawór wylotowy 8 wypchnięty z cylindra. Zawory ssawne i tłoczne sprężarki są samoczynne. Otwierają się i zamykają pod wpływem różnicy ciśnień po obu stronach płyty roboczej zaworu.
W średnich i dużych nieokrągłych sprężarkach zawory ssące znajdują się na obwodzie (patrz ryc. , b), co umożliwiło zwiększenie powierzchni przepływu zarówno zaworów ssących 6, jak i zaworów wylotowych. 8 zawory.
W sprężarce z jednorazowym przepływem (patrz rysunek) zawory ssące 9 znajduje się w górnej części tłoka, a ciśnienie 5 - w górnej pokrywie wewnętrznej. Kształt tłoka 10 sprężarka o przepływie prostym wydłużona. Tłok ma wnękę pod zaworami ssącymi, która komunikuje się z rurą ssącą sprężarki, ale jest oddzielona od skrzyni korbowej przegrodą 1. Rura ssąca sprężarki znajduje się w połowie wysokości cylindra i łączy się z wnęką tłoka, a rura tłoczna - w górnej części cylindra. Gdy tłok porusza się w dół we wnęce roboczej cylindra, ciśnienie spada. Zawory ssące w tłoku otwierają się pod wpływem ciśnienia pary we wnęce tłoka, a także bezwładności płytek zaworowych, a para dostaje się do wnęki roboczej cylindra. Kiedy tłok porusza się w górę, zawory w tłoku zamykają się, para jest sprężana i wypychana przez zawory ciśnieniowe znajdujące się w górnej części cylindra.
W sprężarkach z przepływem bezpośrednim górna osłona wewnętrzna 8, tzw. osłona bezpieczeństwa (osłona fałszywa), nie jest przymocowana do cylindra, lecz dociskana do niego sprężyną buforową 7. Zabezpiecza ona sprężarkę przed wypadkiem (uderzeniem hydraulicznym), gdy ciekły amoniak dostanie się do cylindra. Jeśli znaczna ilość cieczy dostanie się do cylindra, nie ma czasu na przejście przez niewielką sekcję zaworów wylotowych sprężarki, w wyniku czego gwałtownie wzrasta ciśnienie w cylindrze. W tym przypadku sprężyna buforowa 7 jest ściśnięta, fałszywa pokrywa unosi się i ciecz wpływa do wnęki wylotowej przez powstałą szczelinę pomiędzy pokrywą a cylindrem.
Fałszywe pokrywy są również często stosowane w sprężarkach z przepływem pośrednim z obwodowym zaworem ssącym. W małych sprężarkach z przepływem bezpośrednim, których zawory znajdują się w stałej płycie zaworowej, druga, sztywniejsza sprężyna buforowa jest zainstalowana na zaworze tłocznym. Ta sprężyna, gdy ciśnienie w cylindrze jest zbyt wysokie, spowodowane wnikaniem znacznej ilości oleju lub ciekłego czynnika chłodniczego, zostaje ściśnięta, a zawór wylotowy może się bardziej otworzyć.
Aby zabezpieczyć sprężarkę przed awarią, gdy ciśnienie tłoczenia jest zbyt wysokie, np. gdy sprężarka jest uruchamiana przy zamkniętym zaworze tłocznym 13 (patrz rys.) lub jeśli na skraplaczu nie ma wody, zapewniony jest zawór bezpieczeństwa 16. Gdy ciśnienie tłoczenia jest wyższe od dopuszczalnego, otwiera się i łączy stronę tłoczną sprężarki ze stroną ssawną (aż do zaworów odcinających).

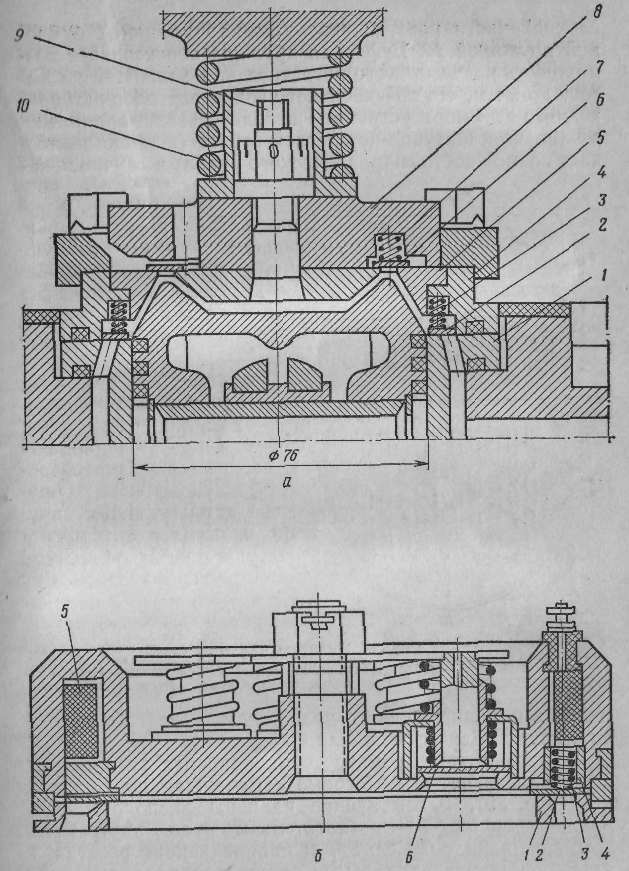
Ryż. . Schematy pionowych sprężarek krzyżowych z przepływem pośrednim:
A- z zaworami ssącymi i tłocznymi umieszczonymi w pokrywie butli; b - z obwodowym położeniem zaworu ssącego: 1 - korbowód; 2 - wał korbowy; 3 - korbowód; 4 - tłok; 5 - cylinder; 6 - zawór ssący; 7 - głowica cylindrów; 8 - zawór spustowy; 9 - płyta zaworowa; 10 - koło zamachowe.
Zawór obejściowy jest przeznaczony do odciążania dużych sprężarek pionowych podczas rozruchu 15. Otwiera się przed włączeniem sprężarki, a podczas jej rozruchu następuje połączenie wnęki tłocznej i ssącej. Eliminuje to sprężanie w sprężarce i zmniejsza zapotrzebowanie na energię przy rozruchu, ponieważ energia jest zużywana tylko na wprawienie sprężarki w ruch i pokonanie sił bezwładności oraz zwiększonego tarcia. Podczas automatycznego uruchamiania sprężarki używany jest elektromagnetyczny zawór obejściowy. W nowej serii sprężarek nie stosuje się zaworów obejściowych, ale instaluje się silniki elektryczne o zwiększonym momencie rozruchowym.
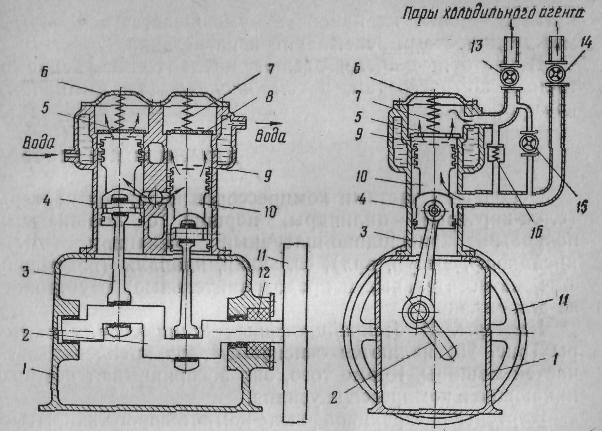
Ryż. . Schemat pionowej sprężarki krzyżowej z przepływem bezpośrednim:
1 - korbowód; 2 - wał korbowy; 3 - korbowód; 4 - cylinder; 5-zawory upustowe; 6 - pokrywa cylindra; 7 - sprężyna zderzaka; 8 - osłona bezpieczeństwa (fałszywa); 9 - zawory ssące; 10 - tłok; 11 - koło zamachowe; 12 - dławnica; 13 - zawór odcinający spust; 14 - zawór odcinający ssanie;
15 - rozruchowy zawór obejściowy; 16 - Zawór bezpieczeństwa.
Zaletą bezgłowicowych sprężarek bezpośredniego przepływu z zaworami ssącymi umieszczonymi w tłoku jest brak wymiany ciepła pomiędzy komorą ssącą i tłoczną (λ wzrasta w), swobodne rozmieszczenie zaworów, co pozwala na zwiększenie ich powierzchni przepływu i zmniejszenie strat z dławienia w zaworach (wzrost λ I ). Wadą tych sprężarek jest duża masa tłoka, w wyniku czego zwiększają się siły bezwładności, pogarsza się wyważenie maszyny, wzrasta tarcie, co uniemożliwia wzrost prędkości obrotowej wału sprężarki. Konstrukcja tłoka sprężarki o przepływie bezpośrednim jest bardziej złożona, a dostęp do zaworu ssącego jest utrudniony. Sprężarki rzędowe wykorzystują głównie czynniki chłodnicze o wysokiej temperaturze na końcu sprężania (głównie amoniak, dla którego niepożądane jest znaczne przegrzanie ssania).
W sprężarkach krzyżowych z przepływem pośrednim tłok bez zaworów jest mniejszy i lżejszy. Może być wykonany ze stopów lekkich, co prowadzi do zmniejszenia sił bezwładności i pozwala na zwiększenie prędkości obrotowej wału. Ograniczenie rozmieszczenia zaworów tylko w obudowie sprężarki niekołowej można wyeliminować stosując obwodowy układ zaworów ssących (patrz rys. ,b). Zwiększa to powierzchnię przepływu zaworów ssących i tłocznych oraz zmniejsza wymianę ciepła między wnękami ssącymi i tłocznymi.
Obecnie preferowane są sprężarki z przepływem pośrednim, w tym sprężarki amoniaku.
CZĘŚCI SPRĘŻARKI
Głównymi częściami sprężarek są skrzynie korbowe (blokowe skrzynie korbowe), cylindry, tłoki z pierścieniami tłokowymi, mechanizm korbowy (drążek, poprzeczka, korbowód, wał), uszczelnienia, zawory (ssania, tłoczenia i bezpieczeństwa) oraz urządzenie smarujące.
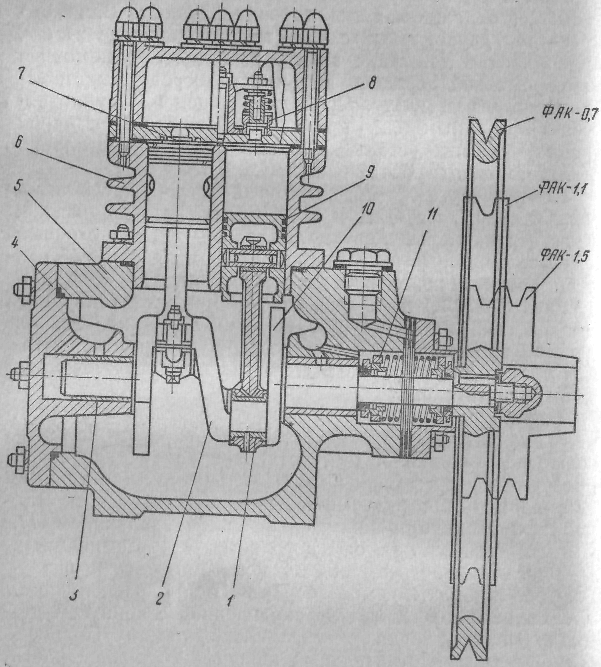
Carters. W sprężarkach krzyżowych skrzynie korbowe (rys.) stanowią podstawę mocowania wszystkich części maszyny. Ponadto dostrzegają wszystkie siły, które powstają w sprężarce.
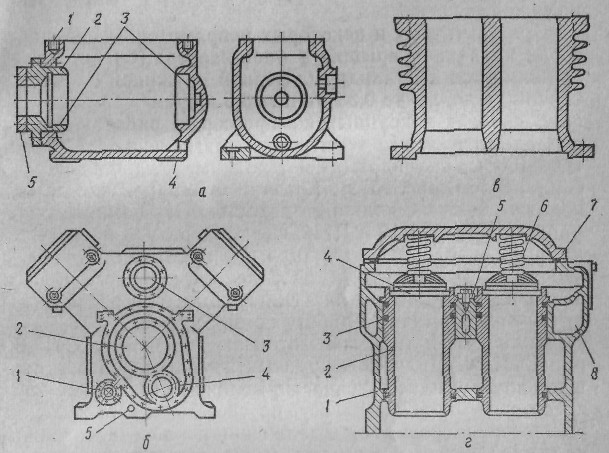
Ryż. . Skrzynie korbowe i cylindry sprężarek bezgłowicowych:
A- Mapa sprężarki FV6: 1 - kołnierz współpracujący; 2 - pokrywa skrzyni korbowej; 3 - gniazda pod łożyska główne; 4-dolna powierzchnia; 5 - pokrywka
gruczoł;
B- skrzynia korbowa czterocylindrowej sprężarki w kształcie litery Y AU200: 1 - otwór na wziernik; 2 - gniazdo pod łożyska główne; 3 - otwór na zawór ssący; 4- gniazdo pompy oleju; 5 - otwór do spuszczania oleju ze skrzyni korbowej;
V- cylinder sprężarki o przepływie pośrednim FV6;
G- cylinder sprężarki ze skrzynią korbową o przepływie bezpośrednim (zespół): 1 - skrzynia korbowa z blokiem; 2 - tulei cylindrowej;
3 - gumowe pierścienie uszczelniające; 4 - pokrywa zaworu; 5-belkowy do mocowania tulei; 6 - sprężyna zderzaka; 7 - zewnętrzna osłona cylindra; 8 - płaszcz wodny chłodzący.
Skrzynie korbowe sprężarek wodzikowych są zamknięte i znajdują się pod ciśnieniem ssania. Zawierają mechanizm korbowy i urządzenie smarujące. Poziom oleju w skrzyni korbowej jest obserwowany przez wziernik. Aby uzyskać dostęp do mechanizmu korbowego i smarownicy, dostępne są zdejmowane osłony boczne i końcowe.
W małych sprężarkach zwykle stosuje się skrzynie korbowe z jedną pokrywą końcową (ryc. a). Cylindry są przymocowane do górnego kołnierza skrzyni korbowej za pomocą kołków.
W średnich i dużych sprężarkach skrzynie korbowe odlewane są w jednym bloku z cylindrami (blok skrzyni korbowej) (rys. ,b). Zmniejsza to ilość łączników, poprawia szczelność i zapewnia początkowe dokładne położenie osi cylindrów względem osi otworów pod łożyska wału korbowego.
Skrzynie korbowe i blokowe skrzynie korbowe wykonane są z żeliwa Sch18-36 lub Sch21-40. W małych sprężarkach stosowanych w transporcie chłodniczym stopy aluminium są wykorzystywane do produkcji skrzyń korbowych i skrzyń korbowych w celu zmniejszenia ich masy.
Głównym wymaganiem dla skrzyń korbowych jest wystarczająca sztywność i wytrzymałość. Podczas obróbki skrzyń korbowych i bloków korbowych należy przestrzegać następujących warunków: osie otworów łożysk wału korbowego muszą być równoległe do podstawy, a także płaszczyzny mocowania bloku cylindrów i prostopadłe do płaszczyzny kołnierzy końcowych.
Cylindry. W sprężarkach wodzikowych jednostronnego działania są one wykonane w postaci bloków dwucylindrowych (ryc. V) lub w postaci wspólnego bloku ze skrzynią korbową (patrz ryc. , b i G). Tuleje są wciskane w cylindry skrzyni korbowej 2, chroniąc skrzynię korbową przed zużyciem i ułatwiając naprawy. Na ścianki cylindrów działają siły wynikające z ciśnienia pary, sprężystości pierścieni tłokowych, a także sił normalnych pochodzących z mechanizmu korbowego.
W dolnej części cylindry sprężarek wodzikowych komunikują się ze skrzynią korbową, aw górnej części posiadają pokrywy zewnętrzne i wewnętrzne (zaworowe). W niektórych sprężarkach nieokrągłych osłony wewnętrzne są sztywno zamocowane między cylindrem a osłoną zewnętrzną.
W przypadku sprężarek z przepływem bezpośrednim i niektórych sprężarek z przepływem pośrednim pokrywa zaworów 4 skrzynia korbowa (patrz rys. , G) dociskany do cylindra przez sprężynę buforową 6, zaprojektowany na ciśnienie 0,35 MPa≈Z.5 kgf / cm 2.
W średnich i dużych sprężarkach pracujących na amoniaku i R22, gdzie temperatura na wylocie dochodzi do 140-160°C, cylindry posiadają wodne płaszcze chłodzące 8 (patrz ryc., d). Pokrywy cylindrów są czasami również wykonane z wnęką wodną. W sprężarkach pracujących na R12 i R142, gdzie temperatura tłoczenia nie przekracza 90°C, cylindry i pokrywy odlewane są z żebrami (patrz ryc. 25, V) dla bardziej intensywnego chłodzenia powietrzem. Chłodzenie cylindrów zapewnia bardziej ekonomiczną pracę sprężarek.
Cylindry i tuleje wykonane są z żeliwa Sch 18-36 lub Sch21-40. Cylindry dużych sprężarek wiercone są wg 2 klasy dokładności, małe sprężarki hermetyczne - wg 1 klasy wg układu otworów. Aby zmniejszyć tarcie podczas ruchu tłoka i zapewnić niezawodną gęstość, cylindry są szlifowane. Po zmontowaniu osie cylindrów muszą być prostopadłe do osi wału. Wymagane jest, aby wykończenie powierzchni lustra nie było grubsze niż klasa 8 dla bezdławnicowych cylindrów sprężarek wodzikowych i nie mniej niż klasa 10 dla hermetycznych cylindrów sprężarek.
W sprężarkach wodzikowych z tłokami i pierścieniami żeliwnymi luz między cylindrem a tłokiem wynosi 0,001 średnicy cylindra, a w małych sprężarkach o średnicy cylindra do 50 mm, w których stosowane są tłoki bez pierścieni tłokowych, wynosi on 0,0003 średnicy cylindra.
Tłoki. W pionowych sprężarkach bezgłowicowych w kształcie litery U i UU zainstalowane są tłoki typu tułowia (ryc.). Są jednoczęściową konstrukcją. W sprężarkach z przepływem pośrednim tłoki są nieprzelotowe (rys. , A I B) ubrana konstrukcja. Górna część tłoka ma kształt pasujący do kształtu pokrywy zaworu butli.
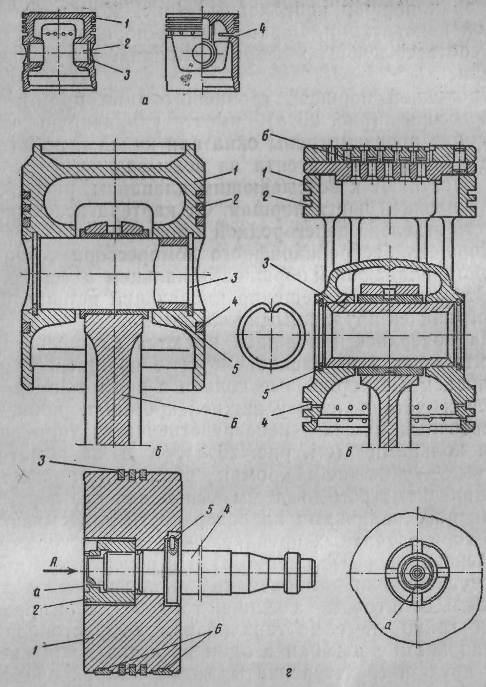
Ryż. . Tłoki sprężarki:
A- bezgłowicowe nieproste VF6: 1 - rowki pod uszczelnienia pierścieni tłokowych; 2 - otwór
do sworznia tłokowego; 3-pierścieniowy rowek na pierścień sprężysty; 4 - rowek pod pierścień tłokowy zgarniacza oleju;
B - przepływ prosty P110: 1 - korpus tłoka; 2- uszczelnienie pierścienie tłokowe; 3- pierścienie sprężyste; 4 - pierścień tłokowy zgarniacza oleju; 5 - sworzeń tłokowy; 6 - korbowód;
V- przepływ bezpośredni (kompletny): 1 - korpus tłoka; 2 - rowki do uszczelniania pierścieni tłokowych; 3-- sworzeń tłokowy; 4 - rowki pod pierścienie tłokowe zgarniacza oleju; 5-sprężynowy pierścień; 6 - zawór ssący;
G- poprzeczka pozioma: 1 - tłok; 2 - śruba; 3- pierścień tłokowy; 4 - magazyn; 5 - szpilka; 6 - pasek babbitt na powierzchni nośnej tłoka.
Tłok przelotowy typu tulejowego sprężarki o przepływie bezpośrednim (ryc. , V) ma wydłużony kształt. Tłok jest wyposażony w otwory lub kanały, przez które opary czynnika chłodniczego z rury ssącej wchodzą do zaworów ssących znajdujących się w górnej części tłoka. Wnęka ssąca jest oddzielona od skrzyni korbowej przegrodą w tłoku.
Tłok sprężarki poprzecznej jest połączony z korbowodem za pomocą pływającego sworznia tłoka. 3 (patrz ryc., V). Od ruchu osiowego pływający sworzeń tłokowy jest ograniczony przez pierścienie sprężyste 5.
Na powierzchni tłoków znajdują się rowki do uszczelnienia 2 i skrobaczka do oleju 4 pierścienie tłokowe. Pierścienie tłokowe zgarniacza oleju w sprężarkach o przepływie bezpośrednim są instalowane na dolnej krawędzi tłoka, w małych nieprostych - bezpośrednio za pierścieniami uszczelniającymi (patrz ryc., a), aw dużych nieprostych - na dolnej krawędzi tłoka (patrz ryc., b). Tłoki o średnicy do 50 mm są wykonane bez pierścieni tłokowych, ale z rowkami na powierzchni do smarowania.
W poziomych sprężarkach poprzecznych tłoki mają kształt tarczy (ryc., d). Na powierzchni tłoka znajdują się rowki pod pierścienie tłokowe. 3. Tłok z tłoczyskiem 4 połączone nakrętką 2. Aby zabezpieczyć nakrętkę przed samoczynnym odkręceniem, blokuje się ją poprzez naciśnięcie krawędzi A nakrętki w jeden z rowków na trzonku.
W sprężarkach dwu- i trzystopniowych stosowane są tłoki różnicowe (stopniowe).
Tłoki trzpieniowe wykonane są z wysokiej jakości żeliwa Sch21-40 lub Sch24-44, a także ze stopu aluminium (bez dodatków magnezu) Al5. Do produkcji tłoków bez pierścieni tłokowych stosuje się specjalne żeliwo lub stal miękką. Tłoki sprężarek poziomych odlewane są z żeliwa lub stali z pasem babbitowym w dolnej części, a nakrętki tłoka wykonane są ze stali St.35.
W tłokach tłokowych otwory na sworzeń tłokowy muszą być współosiowe, a ich osie prostopadłe do tworzącej tłoka (aby podczas montażu z korbowodem tłok nie przekrzywiał się względem osi cylindra); w tłokach tarczowych otwór na tłok powinien być koncentryczny z zewnętrzną cylindryczną powierzchnią tłoka, a powierzchnia podpierającego końca tłoczyska powinna być prostopadła do osi tłoka. Rowki na pierścienie tłokowe muszą być do siebie równoległe, a ich powierzchnie boczne muszą być prostopadłe do tworzącej tłoka.
Ryż. . Pierścienie tłokowe:
A- uszczelnienie: I-lock
zachodzić na siebie; II - ukośny; III - prosta; b - zgarniacz oleju: I - stożkowy;
II - z gniazdami.
P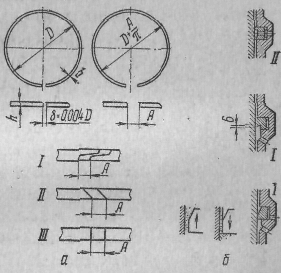 pierścienie orszowe. Rozróżnij pierścienie uszczelniające i zgarniające olej. O-ringi mają za zadanie wytworzyć szczelność pomiędzy ściankami cylindra a tłokiem podczas jego ruchu, a pierścienie zgarniające olej mają za zadanie usunąć nadmiar oleju ze ścianek cylindra. Pierścień tłokowy musi zapewniać dobre uszczelnienie powierzchnia zewnętrznaściśle przylegać do cylindra i wywierać równomierny nacisk na cylinder. Końce pierścieni tłokowych muszą być ściśle prostopadłe do tworzącej powierzchni zewnętrznej. Pierścienie tłokowe mają szczelinę zwaną blokadą. Istnieją trzy rodzaje blokad tłoka: zachodzące na siebie, ukośne, proste (ryc. A). Najczęściej stosuje się zakładki i ukośne zamki, które zapewniają niezawodną szczelność. Pierścienie zgarniające olej różnią się od pierścieni uszczelniających tym, że na ich zewnętrznej powierzchni znajduje się skos tworzący powierzchnię stożkową lub szczeliny w kształcie rowka na powierzchni pierścienia (rys. ,b). Pierścienie zgarniające olej są montowane na tłoku stożkiem do góry. Gdy tłok porusza się do góry, między pierścieniem a ścianą cylindra tworzy się klin olejowy, wciskając pierścień w rowek tłoka, w wyniku czego olej nie podnosi się. Aby nie było przeszkód do zaciśnięcia pierścienia, w rowku wierci się otwory, które komunikują go z wnętrzem tłoka, przez który olej lub para wydostaje się z rowka. Gdy tłok porusza się w dół, olej jest usuwany z lustra cylindra pierścień zgarniający olej, zbiera się w rowku pod pierścieniem i przepływa przez otwory w tłoku do tłoka i skrzyni korbowej.
pierścienie orszowe. Rozróżnij pierścienie uszczelniające i zgarniające olej. O-ringi mają za zadanie wytworzyć szczelność pomiędzy ściankami cylindra a tłokiem podczas jego ruchu, a pierścienie zgarniające olej mają za zadanie usunąć nadmiar oleju ze ścianek cylindra. Pierścień tłokowy musi zapewniać dobre uszczelnienie powierzchnia zewnętrznaściśle przylegać do cylindra i wywierać równomierny nacisk na cylinder. Końce pierścieni tłokowych muszą być ściśle prostopadłe do tworzącej powierzchni zewnętrznej. Pierścienie tłokowe mają szczelinę zwaną blokadą. Istnieją trzy rodzaje blokad tłoka: zachodzące na siebie, ukośne, proste (ryc. A). Najczęściej stosuje się zakładki i ukośne zamki, które zapewniają niezawodną szczelność. Pierścienie zgarniające olej różnią się od pierścieni uszczelniających tym, że na ich zewnętrznej powierzchni znajduje się skos tworzący powierzchnię stożkową lub szczeliny w kształcie rowka na powierzchni pierścienia (rys. ,b). Pierścienie zgarniające olej są montowane na tłoku stożkiem do góry. Gdy tłok porusza się do góry, między pierścieniem a ścianą cylindra tworzy się klin olejowy, wciskając pierścień w rowek tłoka, w wyniku czego olej nie podnosi się. Aby nie było przeszkód do zaciśnięcia pierścienia, w rowku wierci się otwory, które komunikują go z wnętrzem tłoka, przez który olej lub para wydostaje się z rowka. Gdy tłok porusza się w dół, olej jest usuwany z lustra cylindra pierścień zgarniający olej, zbiera się w rowku pod pierścieniem i przepływa przez otwory w tłoku do tłoka i skrzyni korbowej.Większość sprężarek krzyżakowych ma dwa lub cztery o-ringi i jeden lub dwa pierścienie zgarniające olej. Poziome sprężarki krzyżakowe używają tylko O-ringów.
Pierścienie tłokowe wykonane są z żeliwa Sch21-40 o twardości Rockwella 91-102 jednostek, aw nowych modelach sprężarek z tworzywa sztucznego (termostabilizowanego nylonu). Aby zwiększyć elastyczność między tłokiem a plastikowymi pierścieniami, umieszcza się ekspandery z taśmy stalowej.
Aby uniknąć zakleszczania się pierścieni tłokowych i zacierania lusterka cylindra, zamki pierścieni w stanie roboczym muszą mieć szczeliny. Szczelina w zamku pierścienia tłokowego nieczynny wynosi około 0,1 średnicy pierścienia, aw roboczej - 0,004 średnicy cylindra. Zamki pierścieni powinny być przesunięte względem siebie o około 90 °. Wyciek pary przez pierścienie tłokowe zmniejsza prędkość przepływu sprężarki, a tarcie pierścieni tłokowych o ścianki cylindra powoduje wzrost poboru mocy.
Wymagania stawiane pierścieniom tłokowym to wystarczająca sprężystość, prostopadłość końca pierścieni do tworzącej zewnętrznej, ścisłe dopasowanie zewnętrznej powierzchni pierścieni do ścianek cylindra.
Magazyn. Stosowany jest w poziomych sprężarkach wodzikowych do łączenia tłoka z wodzikiem. Za pomocą poprzeczki pręt jest mocowany na gwincie lub śrubach, a za pomocą tłoka - za pomocą nakrętki tłoka (patrz ryc. d). Pręt wykonany jest ze stali konstrukcyjnej węglowej St.40 lub St.45. Jego powierzchnia jest cementowana i polerowana.
poprzeczka. Przeznaczony jest do łączenia korbowodu z korbowodem, wykonuje ruch posuwisto-zwrotny prostoliniowy i składa się z korpusu 1 i dwa buty 2 (Ryż.). Pomiędzy korpusem a butami umieszczono komplet uszczelek 3 do usuwania luk. Kształt powierzchni ślizgowej klocka, a co za tym idzie prowadnic, jest cylindryczny.
Poprzeczka połączona jest z mostkiem za pomocą śrub z nakrętkami koronowymi 6, zabezpieczone przed obrotem. Korpus wodzika jest odlewany ze stali, a ślizgacze z szarego żeliwa drobnoziarnistego lub stali wypełnionej babbittem. Palec wodzika wykonany jest ze stali węglowej St.20 i St.45 lub chromu 20X i 40X. W celu nadania twardości palec jest cementowany, utwardzany i szlifowany do 9 stopnia czystości. Powierzchnia palca jest traktowana zgodnie z 1. i 2. klasą dokładności.

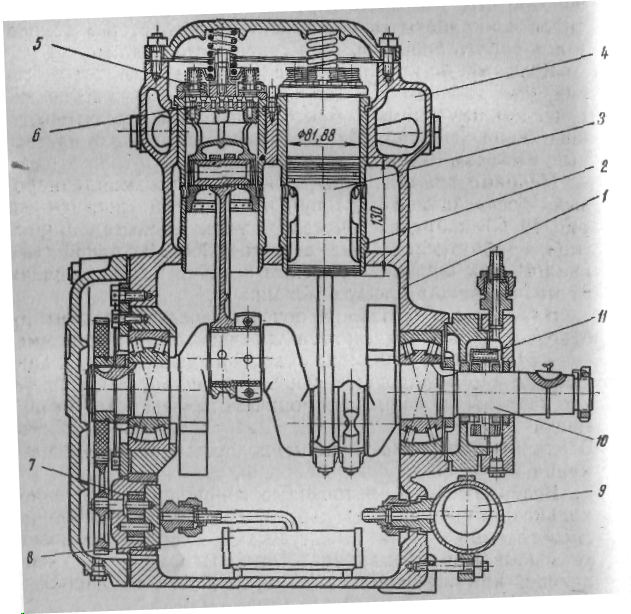
Ryż. . Pozioma sprężarka amoniaku z głowicą:
1 - ciało; 2 - buty; 3- Podkładka; 4 i 5 podkładek; 6 - nakrętka koronowa do mocowania shgok; 7 - zapas.
Korbowód.Łączy wał korbowy z tłokiem lub poprzeczką i jest prętem 1 z główkami na końcach, z których jedna jest jednoczęściowa 2, a druga jest odłączana 3 (Ryc., a). Łącznik może być prosty (prostopadły do osi pręta) i ukośny. Dzielona głowica jest wypełniona babbitem 7 lub ma wkładkę wypełnioną babbitem, mocowana jest na wale korbowym za pomocą śrub korbowodu 4 z nakrętkami koronowymi 5. Pomiędzy połówkami główki korbowodu z każdej strony ułożyć zestaw cienkich podkładek 6. Przy lekkim zużyciu babbitta można usunąć część uszczelek i przywrócić poprzednią szczelinę między wałem a wewnętrzną powierzchnią główki korbowodu (tzw. przewężenie łożyska). W sprężarkach nowych modeli instalowane są cienkościenne wkładki babbitt. Wkładka taka posiada dwie warstwy taśmy stalowej o grubości 0,25 mm, pokryte warstwą babbittu o grubości 1,7 mm. W takim przypadku zestaw podkładek nie jest instalowany.
Zamknięta głowica w sprężarce bezgłowicowej ma wprasowaną tuleję z brązu. 8 i jest połączony z tłokiem za pomocą sworznia tłokowego. Najczęściej stosowane są sworznie pływające, które swobodnie obracają się w otworze tłoka i tulei korbowodu. Od ruchu osiowego są one ograniczone przez pierścienie sprężyste lub zatyczki wykonane z materiałów przeciwciernych.
Niektóre modele małych sprężarek wykorzystują korbowody z brązu lub aluminium z dwiema jednoczęściowymi głowicami (rys. ,b). Takie korbowody odpowiadają prostemu wałowi z mimośrodem (ryc., d).
Olej jest dostarczany do łożysk korbowodu kanałami 9 I 10 (patrz rys. ,a), a przy smarowaniu wymuszonym (pompowym) do głowic dolnych - wzdłuż otworów w wale sprężarki.

Ryż. . Szczegóły mechanizmu korbowego:
a-korbowód z dolną dzieloną głowicą: 1 - pręt;
2 - jednoczęściowa główka; 3 - zdejmowana głowica;
4 - śruby; 5 - orzechy koronowe; 6 - Podkładka;
7 - wstaw; 8 - tuleja z brązu; 9, 10 - kanały do dopływu ropy; B- korbowód z jednoczęściowymi głowicami;
V- wał korbowy: 1- czopy główne; 2 - policzki;
9 - szyjki korbowodów; 4 - przeciwwaga; 5 - szyja pod epiploonem; G- wał mimośrodowy z korbowodem: 1 - wał;
2 - przeciwwagi; 3 - korbowód; D- mechanizm korbowo-wahaczowy: 1 - wał korbowy; 2 - Gąsienica; 3 sceny; 4 - tłok.
Korbowody dzielone wykonane są ze stali węglowej St.40 i St.45 kute lub tłoczone z późniejszym wyżarzaniem i normalizacją, śruby korbowodów ze stali chromowej 38XA lub 40XA, a sworznie tłokowe ze stali węglowej St.20 i St.45 lub stali chromowej 20X i 40X. Sworznie tłokowe są hartowane, a powierzchnia robocza szlifowana do czystości co najmniej klasy 9.
Wał. Wał musi być sztywny, trwały, a jego powierzchnie trące odporne na zużycie. Istnieją wały korbowe (ryc., b), mimośrodowe (w małych sprężarkach) (patrz ryc., d) i korba (ryc., mi). Te ostatnie są stosowane w mechanizmie korbowym małych sprężarek hermetycznych. Ten mechanizm ruchu składa się z wału korbowego 1 i suwaka 2, który porusza się prostopadle do osi łącznika 3 przyspawanego do tłoka 4,
Najczęściej spotykane są wały dwuwykorbione i dwułożyskowe. Kolana są przesunięte o 180°. Na szyjach wału znajdują się przeciwwagi, które mają za zadanie zrównoważyć siły bezwładności. Do każdej szyjki wału przymocowane są jeden, dwa, trzy lub cztery korbowody.
Wał jest podparty łożyskami. W sprężarkach krzyżowych najczęściej stosowanymi łożyskami głównymi są łożyska kulkowe i wałeczkowe. Jednak tuleje z brązu i żeliwa są również używane jako łożyska. Małe sprężarki o dużej prędkości wykorzystują łożyska ślizgowe w celu zmniejszenia hałasu. Sprężarki poziome z głowicą poprzeczną wykorzystują łożyska ślizgowe wypełnione babbittem. Podczas montażu wału łożyska te są ocierane wzdłuż szyjek.
Wały korbowe sprężarek wykonywane są ze stali węglowej St.45 lub stali chromowej 40X w postaci odkuwek lub wytłoczek. Kanały olejowe są wiercone w wale. Czopy wałów głównych i korbowodów muszą być cylindryczne, osie wszystkich czopów głównych muszą znajdować się na tej samej linii prostej, osie czopów korbowodów muszą być równoległe do osi czopów głównych, bicie czopów głównych nie może przekraczać granic tolerancji. Aby zapewnić odporność na zużycie, czopy wału są utwardzane i odpuszczane do twardości. R s =52÷60. Szyje są ogrzewane przez prądy o wysokiej częstotliwości. Po obróbce cieplnej są szlifowane do 9 klasy czystości (z łożyskami ślizgowymi).
Koło zamachowe. Jest montowany na wale korbowym na klucz i zabezpieczony nakrętką. W przypadku napędu pasowego obręcz koła zamachowego posiada rowki na paski klinowe. W przypadku przekładni bezpośredniej sprzęgło-koło zamachowe służy jedynie do wyrównania obciążenia silnika.
Uszczelki olejowe. W sprężarkach wodzikowych służą do uszczelnienia wału wystającego ze skrzyni korbowej, aw sprężarkach wodzikowych poziomych do uszczelnienia tłoczyska w celu całkowitego uszczelnienia komory roboczej cylindra sprężarki. Uszczelnienia olejowe można podzielić na dwa rodzaje: uszczelnienia olejowe do sprężarek wodzikowych z pierścieniami ciernymi (brązowo-stalowe, grafitowo-stalowe). W takich dławnicach gęstość między pierścieniami jest tworzona przez elastyczność mieszka i sprężyn, a także przez kąpiel olejową, która zapewnia dodatkowe uszczelnienie hydrauliczne; uszczelnienia sprężarek wodzikowych są wielokomorowe z dzielonym metalem i jednoczęściowymi pierścieniami fluoroplastycznymi.
Uszczelki mieszkowe do sprężarek krzyżowych. Takie uszczelnienia olejowe z parą pierścieni ciernych brązowo-stalowych stosowane są w małych sprężarkach o średnicy wału do 40 mm (rys. ,a). Na wałek sprężarki zakładany jest elastyczny pierścień gumowy 1, na który szczelnie osadzony jest pierścień stalowy 2. Oba pierścienie obracają się razem z wałem. Następnie na wałek luźno zakłada się węzeł, który jest mieszkiem. 4 (dwuwarstwowa cienka rura falista iolotompack), do której jednego końca przylutowany jest pierścień z brązu 3, a do drugiego - miseczka prowadząca 6. Miseczka prowadząca mocowana jest na uszczelkach 7 z osłoną 8 do skrzyni korbowej, więc pierścień z brązu z mieszkiem jest nieruchomy. Wiosna 5 naciska pierścień z brązu 3 do obracającego się stalowego pierścienia 2.
Pierścienie te muszą być dobrze docierane. Dławnica jest wypełniona olejem. Wadą dławnicy mieszkowej jest niezbyt zadowalająca wytrzymałość mieszków.
Mniej czasochłonne w produkcji, niezawodne w działaniu oraz łatwe w montażu i obsłudze sprężynowe uszczelnienia olejowe.
Najdoskonalsza jest dławnica sprężynowa z parą pierścieni ciernych, z których jeden wykonany jest ze specjalnego metalizowanego grafitu, a drugi ze stali nawęglanej.
Jednostronna uszczelka sprężyny ze stali grafitowej do sprężarki bezgłowicowej. Uszczelnienie olejowe tego typu pokazano na ryc. ,B. Do stałego pierścienia stalowego 5 zamontowanego w pokrywie 1 na uszczelce 4, grafitowy pierścień uszczelniający jest wciśnięty 5, osadzona w pierścieniu tocznym 6. Pierścień 6 założyć wał na elastyczny gumowy pierścień 2. Ruchomy pierścień z grafitową wkładką dociskany jest do stałego pierścienia stalowego 3 wiosna 8, spoczywa na podkładkach 7.
Dławnica dwustronna grafitowo-stalowa sprężarka P110 pokazany na ryc. , V. Dwa stalowe pierścienie 3 z grafitowymi wstawkami 4 założyć wał na elastyczne pierścienie fluoroplastyczne 8. Pomiędzy ruchomymi pierścieniami 3 klips zainstalowany 2 T w którym znajduje się kilka sprężyn 9, opierających się o podkładki 10. Sprężynowe stalowe pierścienie z wkładkami grafitowymi 4 są dociskane do stalowych pierścieni 5 umieszczonych na zewnątrz 6 i wewnętrzne 12 pokrywy dławnic. Podczas pracy sprężarki wraz z wałem obracają się elastyczne i stalowe pierścienie z wkładkami grafitowymi oraz obejma ze sprężynami, a osłony 6 I
Ryż. . Uszczelki sprężarki wodzikowej:
A- miechy;
B- sprężynowe grafitowo-stalowe jednostronne;
V- sprężyna grafitowo-stalowa dwustronna.
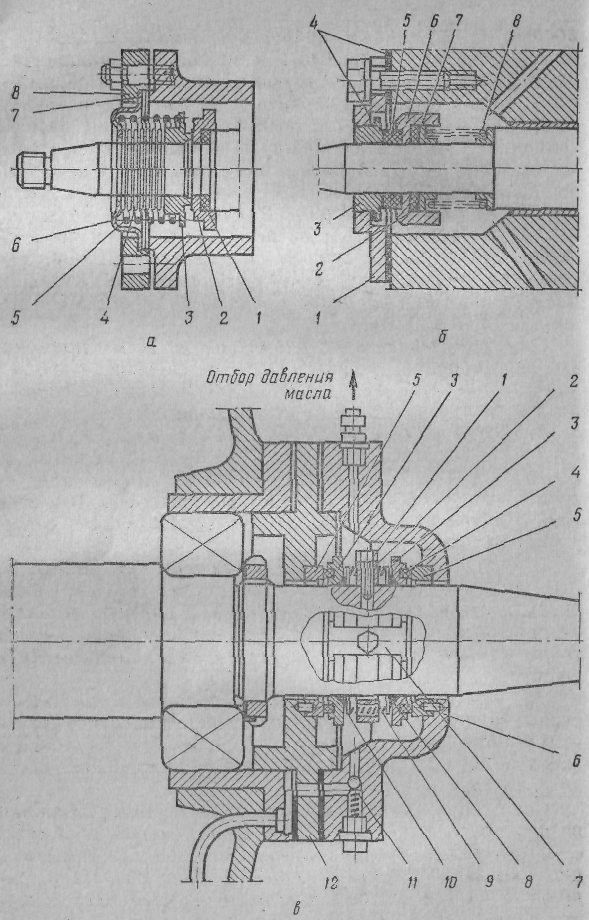
12 z pierścieniami 5 stałe, Obrotowe pierścienie stalowe są mocowane za pomocą pręta 7, i klip-
(ze śrubą blokującą 1. Uszczelnienie wzdłuż wału zapewniają pierścienie fluoroplastyczne 5, a uszczelnienie dławnicy zapewnia szczelność pomiędzy ruchomymi wkładkami grafitowymi 4 (pierścienie) i stałe pierścienie stalowe 5. Pełną szczelność dławnicy uzyskuje się dzięki uszczelnieniu olejowemu. Olej dostarczany jest do komory dławnicy za pomocą pompy zębatej, a następnie otworami w wale odprowadzany jest do łożysk korbowodu. W pokrywie dławnicy znajduje się zawór sterujący obejścia 11, który utrzymuje ciśnienie oleju o 0,15-0,2 MPa wyższe niż ciśnienie w skrzyni korbowej.
Dla małych wałów o średnicy do 50 mm stosuje się dwustronne uszczelnienia grafitowo-stalowe ze wspólną sprężyną koncentryczną wzdłuż wału. W takich dławnicach tuleja nie jest instalowana między pierścieniami.
Wielokomorowe dławnice z dzielonym aluminium i pełnymi pierścieniami PTFE. Służą tylko do uszczelniania tłoczysk sprężarek poprzecznych. Skład takiej sieci (ryc.) obejmuje przedsieć i samą sieć.
W obudowie przedramienia 5 umieszczone cztery dzielone pierścienie 4, składający się z trzech części. Na zewnętrznej powierzchni pierścieni znajduje się rowek, w który wsuwana jest sprężyna bransolety. 3. Wewnętrzna powierzchnia pierścieni jest precyzyjnie i czysto obrobiona i dociskana do trzpienia przez sprężyny.
Za korpusem gruczołu wstępnego znajdują się trzy ciągłe pierścienie 9 wykonane z PTFE, na przemian ze stalowymi pierścieniami nim (również ciągłymi) 8, 10 i 11. Podczas dokręcania nakrętek 2 elastyczne pierścienie PTFE ściśle przylegają do trzpienia.
Sam gruczoł składa się z pięciu komór. Każdy z nich to żeliwny korpus (klatka) 1 z aluminiowym pierścieniem uszczelniającym 6 i pierścień zamykający 7. Pierścień zamykający jest rozcięty promieniowo na trzy części, a pierścień uszczelniający składa się z sześciu części, które zakrywają promieniowe szczeliny. Te rozcięte pierścienie, podobnie jak pierścienie dławika wstępnego, są otoczone sprężynami bransoletowymi. Sprężyna ściąga razem części pierścienia rozciętego i dociska je promieniowo do trzpienia. Dzięki tej konstrukcji gęstość jest samoregulująca, ponieważ pierścień jest dociskany promieniowo do trzonka podczas zużycia. Gdy pręt jest podgrzewany, pierścień dławnicy rozszerza się; po schłodzeniu następuje odwrotne ściśnięcie pierścienia z powodu elastyczności sprężyn bransoletowych.
Pierścienie dzielone wykonane są ze stopu aluminium. Półfabrykaty pierścieni są utwardzane i poddawane sztucznemu starzeniu. Powierzchnie uszczelniające pierścieni są starannie obrabiane i docierane do trzpienia, do siebie nawzajem i do korpusu komory.
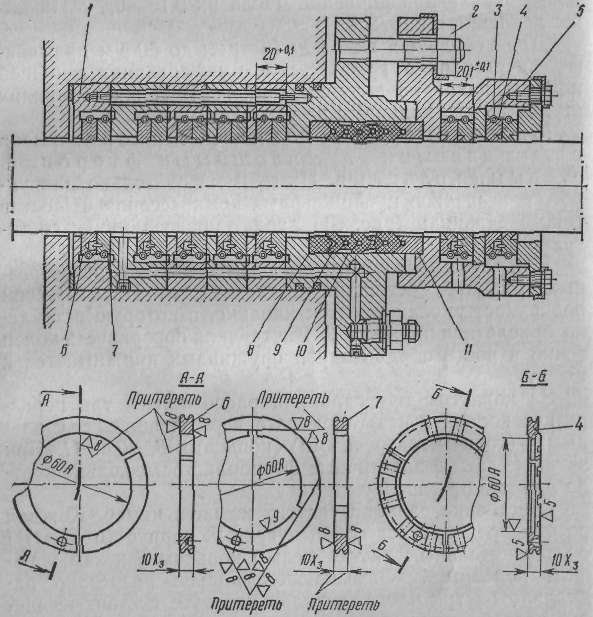
Ryż. . Dławnica wielokomorowa do uszczelnienia tłoczyska sprężarki AO.
Dławnica i tłoczysko są smarowane z pompy smarownicy przez specjalną tuleję latarniową.
Komora pomiędzy dławnicą a dławikiem wstępnym jest połączona ze stroną ssawną sprężarki. Dlatego też, gdy opary amoniaku przedostają się z cylindra przez dławnicę, są one odsysane przez sprężarkę przez tę komorę. W ten sposób uszczelnienie wstępne znajduje się tylko pod ciśnieniem ssania. Celem uszczelnienia wstępnego jest stworzenie dodatkowej gęstości, zapobieganie wyciekom amoniaku, gdy sprężarka jest zatrzymana (poprzez dokręcenie nakrętek 2) oraz dostanie się do cylindra i dławnicy prostego oleju maszynowego, który smaruje mechanizm korbowy.
Zawory ssące i tłoczne. W sprężarkach chłodniczych zawory te są samoczynne, tj. otwierają się pod wpływem różnicy ciśnień po obu stronach płytki zaworowej, a zamykają pod działaniem sprężystości płytki lub sprężyny.
Głównymi elementami każdego zaworu są gniazdo, płytka leżąca na gnieździe, blokująca przejście dla przelotu, sprężyna dociskająca płytkę do gniazda oraz prowadnica (gniazdo) płytki, będąca jednocześnie ogranicznikiem podnoszenia płytki nad gniazdo. W niektórych zaworach sprężyna nie jest zainstalowana, wówczas stosuje się płytki samosprężynujące. Wykonane są z cienkiej blachy sprężynowej o grubości 0,2-1 mm. Kształt płytek zaworowych jest zróżnicowany.
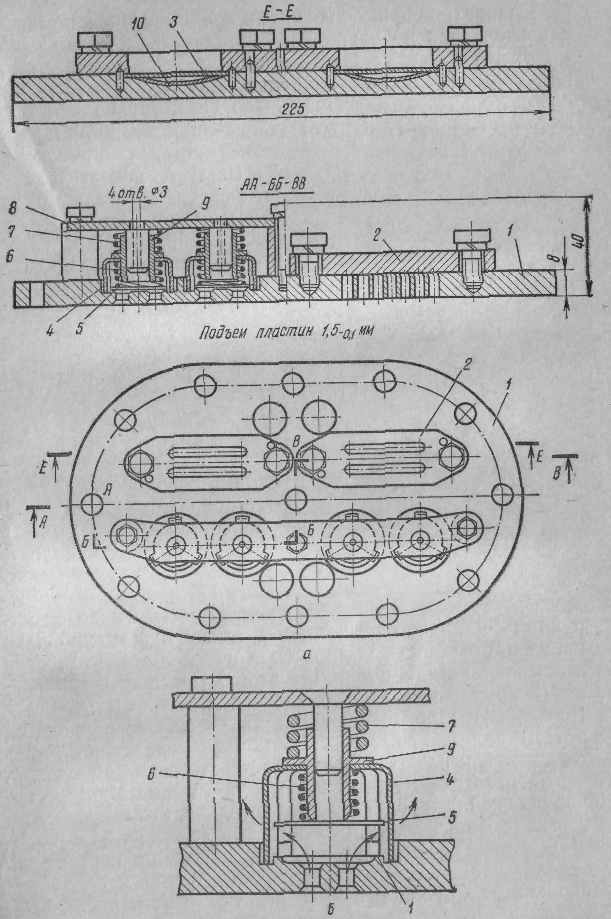
Rys. Zawory nieokrągłych małych sprężarek czynnika chłodniczego: A-pokrywa zaworu;
b - poprawkowy zawór ciśnieniowy.
W małych nieokrągłych sprężarkach zawory ssący i tłoczny znajdują się w górnej części cylindra (w pokrywa zaworów). Pokrywa zaworów dwucylindrowej sprężarki o przepływie pośrednim jest pokazana na ryc. , A. Zawory ssące - dwukierunkowe samosprężynujące, zawory upustowe - pyatachkovye ze sprężyną (dwa zawory pyatachkovy na każdy cylinder).
siodło 2 dla zaworów listwowych ssących występuje płyta stalowa z dwoma rowkami pokrytymi płytkami samosprężystymi 3. Podkładka jest docierana do płyty zaworowej 1 i zabezpieczana śrubami. Przewodnikiem dla zaworów ssących jest płyta zaworowa, w której znajdują się rowki odpowiadające ugięciu płyt (patrz ryc. a, przekrój wzdłuż JEJ). Płyty buforowe znajdują się w rowkach 10.
W celu otwarcia zaworów ssących w cylindrze powstaje pewien spadek ciśnienia w stosunku do ciśnienia po stronie ssącej sprężarki (do 0,03 MPa≈0,3 kgf/cm2). Pod wpływem różnicy ciśnień taśma wyginając się przepuszcza parę czynnika chłodniczego do cylindra przez szczeliny okładzin i otwory w płycie zaworowej. Podczas wyrównywania ciśnień w cylindrze i wnęce ssącej taśmy, prostując się, zakrywają szczeliny okładzin.
Zawór spustowy otwiera się od cylindra, w którym powstaje pewne nadciśnienie (do 0,07 MPa ≈ 0,7 kgf / cm2) powyżej ciśnienia skraplania. Pod wpływem różnicy ciśnień płyta krosowa 5, unosząc się, ściska sprężynę roboczą 6 i otwiera przejście dla pary (ryc. , b). Sprężona para wychodzi z cylindra do wnęki wylotowej sprężarki przez otwory w płycie zaworowej i szczeliny w gnieździe (szkło) 4.
Siodło zaworów spustowych jest pierścieniowym występem płyty zaworowej 1. Blacha stalowa prosiąt 5 jest docierana i dociskana do gniazda przez sprężynę roboczą 6, znajduje się w gnieździe 4. Dodatkowo zawory spustowe wyposażone są w sprężynę buforową 7 montowaną pomiędzy szybą 4 i trwałego przechodzenia 8 (Rys. , b).
Kiedy płynny czynnik chłodniczy lub znaczna ilość oleju dostanie się do cylindra, sprężyna buforowa umożliwia zwiększenie skoku płytki zaworowej. Sprężyny robocza i buforowa zaworu mają wspólną tuleję prowadzącą 9. Zawory wylotowe są zamykane pod działaniem sprężystości sprężyn.
W 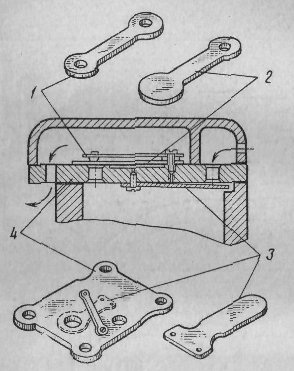 W sprężarce hermetycznej FG0.7 nad płytą zaworową zamontowany jest płytowy zawór upustowy z płytą dociskową (rys.). Płyta zaworu spustowego 2
i płyta dociskowa 1 są podparte śrubą na płytce zaworowej 4.
Pod wpływem różnicy ciśnień płyta 2
unosi się luźnym końcem nad płytką zaworową 4
i przepuszcza sprężoną parę do wnęki wylotowej. Zawór zamyka się pod działaniem sprężystości płytki zaworowej 2 i płyty dociskowej 1. Zawór ssący 3
trzcinowy, samosprężynowy.
W sprężarce hermetycznej FG0.7 nad płytą zaworową zamontowany jest płytowy zawór upustowy z płytą dociskową (rys.). Płyta zaworu spustowego 2
i płyta dociskowa 1 są podparte śrubą na płytce zaworowej 4.
Pod wpływem różnicy ciśnień płyta 2
unosi się luźnym końcem nad płytką zaworową 4
i przepuszcza sprężoną parę do wnęki wylotowej. Zawór zamyka się pod działaniem sprężystości płytki zaworowej 2 i płyty dociskowej 1. Zawór ssący 3
trzcinowy, samosprężynowy.
Ryż. . płytka zaworowa
sprężarka FG0.7.
Zawory do sprężarek krzyżowych, bezgłowicowych o średniej i dużej wydajności pokazano na rys. . Zawór ssący w tych sprężarkach jest umieszczony obwodowo. Jest to płyta pierścieniowa 2 (większa średnica niż średnica cylindra), dociskana przez kilka cylindrycznych sprężyn śrubowych 3 do gniazda 1, które jest powierzchnią czołową tulei cylindrowej (Rys. , A). Sprężyny dociskowe znajdują się w gnieździe 4, ograniczenie wzniosu płyty do wysokości 1,5 mm (podczas pracy w trybie średniotemperaturowym).Przestrzeń nad płytą komunikuje się z wnęką cylindra. Gdy ciśnienie w cylindrze spada, para z wnęki ssącej, pokonując elastyczność sprężyn dociskowych, unosi płytkę i wchodzi do wnęki roboczej cylindra przez szczelinę między płytą a powierzchnią czołową tulei cylindrowej. Taka konstrukcja zaworów pozwala na zastosowanie regulacji wydajności sprężarki poprzez naciskanie płyt zaworów ssących. W tym celu w pokrywie (na zewnątrz lub wewnątrz) zainstalowana jest cewka elektromagnetyczna. 5 (Rys. ,b). Gdy prąd jest włączony, w cewce powstaje pole magnetyczne, pod wpływem którego płyta 3 jest przyciągany do wylotu i otwiera zawór ssący.
Zawory tłoczne sprężarek o przepływie pośrednim o średniej i dużej wydajności są pierścieniowe (patrz rys., a) i niejednolite (patrz rys., b).
Jednopierścieniowy zawór ciśnieniowy składa się z gniazda 5, pierścieniowej płyty 6, dociskany do siodła kilkoma sprężynami 7 i gniazdami 8 (patrz rys. a). Siodło i gniazdo skręcone razem 9. Zawór tłoczny nie jest przymocowany do cylindra, ale jest dociskany do niego (do góry rozety zaworu ssącego) przez sprężynę buforową 10. Sprężyna zderzaka umożliwia podniesienie całego zaworu spustowego do wysokości nawet 5 mm, co zwiększa powierzchnię otworu i eliminuje niepożądane naprężenia w zaworze i korbowodzie.
Ryż. . Zawory do sprężarek niekołowych o średniej i dużej wydajności:
a - sprężarka P80; B - sprężarka FU40RE: 1 - gniazdo zaworu ssącego: 2 - płyta pierścieniowa;
3 - wiosna; 4 - gniazdo elektryczne; 5 - cewka elektromagnetyczna; 6 - Zawór dostarczający Piatachkovy.
grupy tłoków (a także eliminuje możliwość uderzenia hydraulicznego) w przypadku przedostania się ciekłego czynnika chłodniczego lub znacznej ilości oleju do cylindra.
W sprężarkach z przepływem bezpośrednim najczęściej spotykane są samosprężynujące zawory listkowe (rys.). Zawory ssące znajdują się w dolnej części tłoka, a zawory wylotowe znajdują się w wewnętrznej głowicy cylindrów. Siodła 1 i gniazda prowadzące 2 zawory mają podłużne rowki do przepuszczania pary. Rowki w siodełkach pokryte są listwowymi płytkami 3. Pod wpływem różnicy ciśnień płytki, wyginając się w kierunku rozet 2, tworzą podłużne szczeliny do przejścia pary. Oprócz ugięcia płyty mają pionowy wzrost o 0,2-0,4 mm, co zapewnia większy przekrój poprzeczny dla przepływu pary. Zawór zamyka się z powodu elastyczności płytki, która ma tendencję do przyjmowania kształtu prostoliniowego i ciśnienie zwrotne para. Samosprężyste zawory listwowe mają duży otwór i niezawodną szczelność. Zawory taśmowe są również stosowane w poziomych sprężarkach krzyżowych.
Gniazda i rozety zaworów wykonane są ze stali węglowej poddanej obróbce cieplnej oraz wysokiej jakości żeliwa, płytki zaworów samosprężynujących wykonane są z taśm stalowych sprężynowych ulepszonych cieplnie 70S2XA lub U10A o grubości 0,2-1 mm. Do produkcji sprężyn zaworowych stosuje się drut klasy II. Płytki zaworów są docierane do gniazd.
Ryż. . Samosprężynujące zawory paskowe:
A- ssanie; B - wtrysk: 1 - gniazdo; 2 - gniazdo; 3-płytowy zawór paskowy; 4 - śruba mocująca,
Wymagania dla zaworów to maksymalna powierzchnia przepływu przy minimalnej przestrzeni martwej, terminowe osadzenie, szczelność zaworów zarówno podczas pracy, jak i po zatrzymaniu sprężarki, żywotność (do 10 000 godzin dla małych maszyn, do 3000 godzin dla dużych i średnich). Gęstość zaworów uważa się za zadowalającą, jeżeli po zatrzymaniu sprężarki pracuje przy ciśnieniu tłoczenia 0,8 MPa≈8 kgf/cm 2 i ssaniu 0,053 MPa≈400 mm Hg. Art., wzrost ciśnienia po stronie ssącej sprężarki nie przekroczy 0,00133 MPa≈10 mm Hg. Sztuka. za 15 minut
Zawory bezpieczeństwa. Służą do zabezpieczenia mechanizmu ruchu sprężarki przed przeciążeniem, a także do zabezpieczenia sprężarki przed wypadkiem przy nadmiernym wzroście ciśnienia tłoczenia. Ciśnienie może wzrosnąć, na przykład, gdy sprężarki są uruchamiane przy zamkniętym zaworze tłocznym lub gdy w skraplaczu nie ma wody chłodzącej. Zawór bezpieczeństwa montuje się na przewodzie łączącym stronę tłoczną ze stroną ssawną, aż do zaworów odcinających (patrz rysunek).

Ryż. . Zawory bezpieczeństwa: A- piłka; 6 - naparstek.
Podczas pracy sprężarki zawór bezpieczeństwa musi być zamknięty, jednak jeśli ciśnienie w cylindrze sprężarki wzrośnie powyżej wartości dopuszczalnej, zawór bezpieczeństwa otworzy się i para ze strony tłocznej przejdzie do strony ssącej. Zatrzyma to wzrost ciśnienia i wyeliminuje możliwość wypadku. Ciśnienie otwarcia zaworu bezpieczeństwa zależy od obliczonej różnicy ciśnień R Do -R O . Dla sprężarek najnowszej serii różnica ciśnień podczas otwierania zaworów bezpieczeństwa wynosi 1,7 MPa, a dla poprzednich serii sprężarek 1 MPa podczas pracy na R12 i 1,6 MPa - na R717 i R22.
Najpopularniejsze sprężynowe zawory kulowe bezpieczeństwa (Rys. , A) i naparstek (ryc. ,b). W zaworach sprężyna 7 jest przystosowana do maksymalnej różnicy ciśnień w sprężarce. Gdy różnica ciśnień przekroczy dopuszczalną wartość, sprężyna kurczy się. Zawór 3 odsuwając się od siodła 1, tworząc pierścieniowy otwór, przez który czynnik chłodniczy przechodzi z wnęki wylotowej 8 do komory ssącej 2. Gdy ciśnienie się wyrówna, zawór zamyka się. Zawory gilzowe z o-ringiem 9 z gumy odpornej na olej i ciepło tworzą bardziej niezawodne uszczelnienie.
Przed zamontowaniem na sprężarce zawory są regulowane zaślepką 5 wkręcaną w szybę 6, i testowane powietrzem dla danej różnicy ciśnień otwierania i zamykania, a także szczelności pasowania na siodełku (ostatni test przeprowadzany jest pod wodą). Po teście zawór jest uszczelniany (seal 4).
Zawory bezpieczeństwa są instalowane tylko na sprężarkach o średniej i dużej wydajności. W małych sprężarkach zabezpieczenie przed nadmiernym wzrostem ciśnienia tłoczenia realizowane jest wyłącznie za pomocą urządzeń automatycznych.
Urządzenie smarujące. Smarowanie sprężarki służy do zmniejszenia ciepła i zużycia ruchomych części sprężarki oraz zmniejszenia zużycia energii tarcia, a także do stworzenia dodatkowej gęstości uszczelnień, pierścieni tłokowych i zaworów. Części trące sprężarek są smarowane specjalnymi olejami mineralnymi lub syntetycznymi, które mają wysoką temperaturę zapłonu i niska temperatura zestalenie.
Olej HF-12-18 o temperaturze zapłonu co najmniej 160°C i temperaturze krzepnięcia nie wyższej niż -40°C stosuje się do smarowania sprężarek pracujących na R12 i R142, oleje HF-22-24 i HF-22s-16 (syntetyczne) o temperaturze zapłonu odpowiednio 125-225°C i temperaturze krzepnięcia -55°C ÷ -58°C - dla sprężarek pracujących na R22 , oraz oleje XA, XA -23 i XA-30 o temperaturze zapłonu 160-180°C i temperaturze krzepnięcia -40÷-38 - do smarowania sprężarek amoniakalnych Ostatnia cyfra w gatunku oleju odpowiada lepkości w est. W sprężarkach krzyżowych olej przemysłowy 50 (maszynowy SU) służy do smarowania otwartego mechanizmu korbowego.

Ryż. . Schemat smarowania sprężarki krzyżowej z napędem zewnętrznym.
Sprężarki wykorzystują dwa systemy smarowania: rozbryzgowy (bezpompowy) oraz wymuszony pod ciśnieniem wytwarzanym przez pompę olejową. Zbiornikiem oleju w sprężarkach wodzikowych jest skrzynia korbowa, w sprężarkach wodzikowych jest to oddzielna miska olejowa.
Smarowanie bezpompowe jest stosowane w małych sprężarkach napędzanych zewnętrznie. Głowice korbowodów lub przeciwwagi wału korbowego są zanurzone w kąpieli olejowej skrzyni korbowej, a podczas ich obracania olej jest rozpylany (smarowanie bąbelkowe) lub utrzymywany jest poziom oleju na środku wału korbowego (smarowanie zalewane).
W hermetycznych małych sprężarkach stosuje się wymuszone smarowanie: z wałem pionowym, pod działaniem sił odśrodkowych (patrz ryc.) Powstających z obrotu wału, z wałem poziomym, z pompy rotacyjnej. Średnie i duże sprężarki wykorzystują wymuszone smarowanie, zwykle z pompy zębatej. Ciśnienie oleju jest utrzymywane na poziomie 0,15-0,2 MPa wyższym niż ciśnienie w skrzyni korbowej sprężarki. Pompy zębate znajdują się w pokrywie skrzyni korbowej (pompa niezalana) oraz w skrzyni korbowej poniżej poziomu oleju (pompa zalana). W pierwszym przypadku napęd odbywa się bezpośrednio z wału, w drugim - za pomocą pary kół zębatych walcowych lub walcowych.
na ryc. przedstawia układ smarowania sprężarki wodzikowej z zalaną pompą zębatą. Pompa 1 pobiera olej ze skrzyni korbowej przez wlot filtra siatkowego 4 (czyszczenie zgrubne) oraz pręty magnetyczne 5, opóźniające zużycie elementów metalowych. Pod ciśnieniem olej jest dostarczany przez filtr siatkowy dokładne czyszczenie 3 do wnęki dławnicy 6, aw sprężarce bezdławnicowej - do fałszywego łożyska. Ponadto olej przepływa przez kanały wywiercone w wale do łożysk 7 dolnych głowic korbowodów. Górne głowice korbowodów są smarowane przez rozpylanie oleju wypływającego ze szczelin końcowych dolnych głowic. Cylindry, tłoki, pierścienie tłokowe i łożyska główne są smarowane w ten sam sposób.
W układzie olejowym ciśnienie utrzymuje się na poziomie 0,15-0,2 MPa (1,5-2 kgf / cm 2) za pomocą zaworu sterującego 2, wbudowany w filtr dokładny. Przy gwałtownym wzroście ciśnienia zawór 2 wlewa olej do skrzyni korbowej. Kontrola poziomu oleju w skrzyni korbowej odbywa się wizualnie na wzierniku oleju. Dopuszczalne wahania poziomu w szkle.
W niektórych sprężarkach amoniaku olej jest chłodzony. W tym celu na bocznych pokrywach skrzyni korbowej znajdują się płaszcze wodne lub w układzie smarowania znajdują się zdalne chłodnice olejowo-wodne (za filtrem dokładnym). Przeciwnie, w sprężarkach pracujących na freonach czasami zapewniają one podgrzewanie oleju w skrzyni korbowej (grzałka elektryczna) przed uruchomieniem sprężarki. Po podgrzaniu odparował freon, który rozpuścił się w oleju podczas długiego postoju, co eliminuje pienienie się oleju podczas rozruchu sprężarki. Pienienie oleju zakłóca działanie pompy olejowej i przenosi olej ze sprężarki do układu chłodniczego.
Sprężarka pozioma wodzikowa posiada dwa niezależne układy smarowania:
układ smarowania cylindra i dławnicy olejem XA, X-23, X-30;
układ smarowania mechanizmu korbowego olejem przemysłowym 50.
Olej jest dostarczany do cylindra i dławnicy przez wielotłoczkową pompę smarującą, która jest napędzana z końca wału korbowego przez przekładnię redukcyjną lub ze specjalnego silnika elektrycznego.
Mechanizm korbowy ma również wymuszone smarowanie z pompy zębatej, która jest napędzana z wału sprężarki lub ze specjalnego silnika elektrycznego. Pompa pobiera olej z miski olejowej i przesyła go pod ciśnieniem do punktów smarowania, a następnie wraca do miski olejowej. Filtry zgrubne znajdują się w misce olejowej lub przed nią, a filtr dokładny znajduje się po stronie tłocznej pompy. Olej jest chłodzony w płaszczowo-rurowej chłodnicy oleju, która jest zainstalowana nad filtrem dokładnym.
SPRĘŻARKI TŁOKOWE
Przy projektowaniu i produkcji nowoczesnych sprężarek zapewniają one maksymalne ujednolicenie i standaryzację konstrukcji, tj. tworzenie identycznych komponentów i części do sprężarek o różnej wydajności chłodniczej i pracujących na różnych czynnikach chłodniczych. Ujednolicenie i standaryzacja konstrukcji znacznie ułatwia organizację masowej produkcji, obniża koszty produkcji i napraw.
Skrzynie korbowe lub skrzynie korbowe bloków, wały, korbowody, tłoki, sworznie tłokowe, pierścienie tłokowe, zawory, uszczelnienia olejowe, pompy olejowe są stosowane jako zunifikowane komponenty i części. Sprężarki o tym samym skoku tłoka są maksymalnie ujednolicone. Przemysł wyprodukował szereg sprężarek do pracy na amoniaku i freonach o skoku tłoka 50, 70 i 130 mm. Różne średnice i liczba cylindrów, a także różne prędkości wału sprężarki powodują różne wydajności chłodzenia sprężarki. Główne wskaźniki tych ujednoliconych sprężarek jednostopniowych podano w tabeli. .
Oznaczenia w marce sprężarek są następujące: F - freon - freon, A - amoniak, V - pionowy, w kształcie litery U-U, UU - w kształcie wachlarza, BS - bezuszczelkowy, G - uszczelniony, cyfry za literami - wydajność chłodzenia (w tysiącach kcal / h); litery za cyframi - RE - z elektromagnetyczną regulacją wydajności. w tabeli. podane w nawiasach wartości wydajności chłodniczej i poboru mocy odnoszą się do sprężarek pracujących na freonach, których marka również jest w nawiasie, np. (22FV22 itp.).
Sprężarki (patrz tabela) są zaprojektowane na różnicę ciśnień na tłoku R Do -R 0 nie więcej niż 0,8 MPa ≈8 kgf / cm 2 (dla R12) i 1,2 MPa ≈12 kgf / cm 2 (dla R22 i R717) oraz przy ciśnieniu w skraplaczu nie większym niż 1,6 MPa.
Podstawą projektowania i produkcji nowych serii sprężarek jest stworzenie uniwersalnych konstrukcji do pracy na różne czynniki chłodnicze ze skokową regulacją wydajności chłodniczej. Przewiduje się zmniejszenie masy, gabarytów, zwiększenie prędkości obrotowej wału do 25-50 s -1 (1500-3000 obr/min), zwiększenie maksymalnego ciśnienia w skraplaczu (do 2,0 MPa≈20 kgf/cm2), różnicy ciśnień na tłoku (do 1,7 MPa ≈17 kgf/cm2) oraz stopnia sprężania (do 20). Rozszerzono zakres wydajności sprężarek hermetycznych i bezuszczelkowych. Oddany do użytku sprężarki śrubowe w szerokim zakresie wydajności.
Charakterystykę techniczną jednostopniowych sprężarek tłokowych tej serii podano w tabeli. . Oznaczenia w marce sprężarek są następujące: P- tłok, PB- tłok bez uszczelek, cyfry za literami - wydajność chłodzenia (w tys. kcal/h) w trybie standardowym.
w tabeli. biorąc pod uwagę dwie zunifikowane serie sprężarek o skoku tłoka 66 i 82 mm, przeznaczone do pracy na różnych czynnikach chłodniczych. Gama sprężarek o średniej wydajności ze skokiem tłoka 66 mm zastąpi sprężarki poprzedniej serii ze skokiem tłoka 70 mm, seria ze skokiem tłoka 82 mm - duże sprężarki ze skokiem tłoka 130 mm (patrz tabela).
Sprężarki o skoku tłoka 50 mm (patrz tabela), wraz z udoskonaleniem konstrukcji, pozostaną wśród nowoczesnych.
Specjalną grupę stanowią małe sprężarki hermetyczne, których parametry techniczne podano w tabeli. .
Sprężarki jednostopniowe
Małe kompresory. Te sprężarki są krzyżowe, z przepływem pośrednim, prosta czynność. Przeznaczone są do pracy na R12, R22, R142, R502. Wykonywane są z napędem zewnętrznym i uszczelnieniem wału dławnicowym, bezdławnicowym i szczelnym. Sprężarki znajdują zastosowanie w jednostkach handlowych, instalacjach transportowych, autonomicznych klimatyzatorach oraz domowych lodówkach.
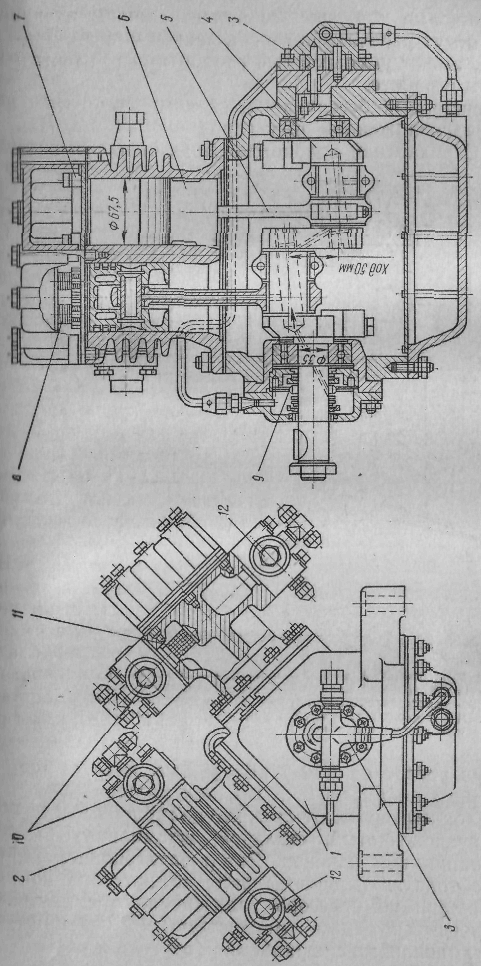
Sprężarki z napędem zewnętrznym i uszczelnieniem dławnicy. Są to sprężarki dwu- i czterocylindrowe z pionowym i U-kształtnym układem cylindrów o średnicy 40 i 67,5 mm oraz skoku tłoka 45 i 50 mm. Bloki cylindrów są wyjmowane, chłodzeniem cylindrów jest powietrze. Wał sprężarki jest dwułożyskowy o prędkości obrotowej do 24 s -1, napędzany silnikiem elektrycznym za pomocą przekładni pasowej lub bezpośrednio poprzez sprzęgło. Strona napędowa wału jest uszczelniona mieszkiem lub dławnicą sprężynową z parą cierną grafit-stal, brąz-stal lub stal o stal. Lubrykant Barbotage.
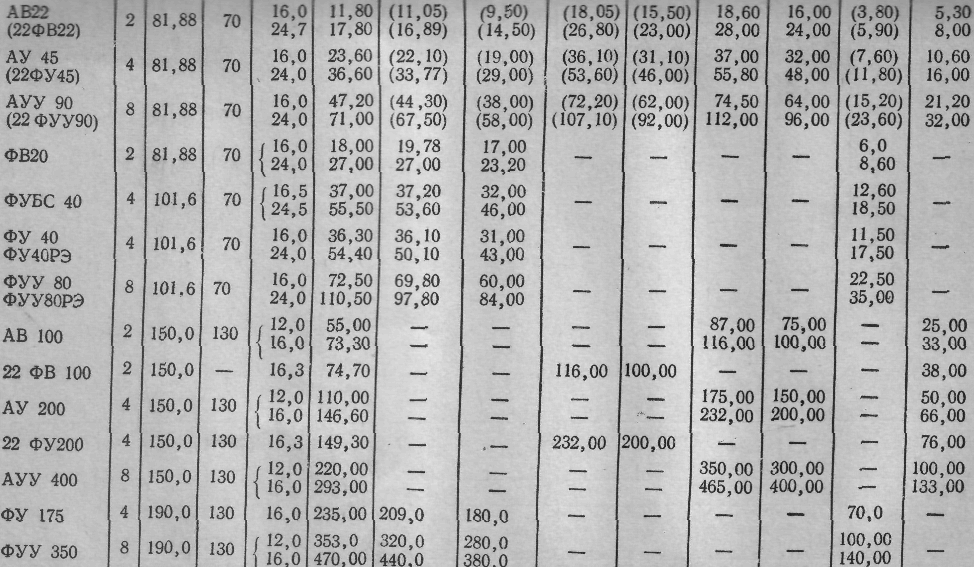
 Sprężarkę 2FV-4/4,5 zabudowaną w agregatach FAK-0,7, FAK-1,1 i FAK-1,5 przedstawiono na rys. . Jest to pionowa dwucylindrowa sprężarka o przepływie pośrednim, średnica cylindra 40 mm, skok tłoka 45 mm, standardowa wydajność chłodnicza 0,815, 1,28 i 1,75 kW (0,7, 1,1 i 1,5 tys. kcal / h) przy prędkości 7,5, 10,8 i 16,7 s -1 (450, 650 i 950 obr / min). Różne prędkości wału sprężarki uzyskuje się poprzez zainstalowanie kół zamachowych o różnych średnicach i odpowiednich silników elektrycznych.
Sprężarkę 2FV-4/4,5 zabudowaną w agregatach FAK-0,7, FAK-1,1 i FAK-1,5 przedstawiono na rys. . Jest to pionowa dwucylindrowa sprężarka o przepływie pośrednim, średnica cylindra 40 mm, skok tłoka 45 mm, standardowa wydajność chłodnicza 0,815, 1,28 i 1,75 kW (0,7, 1,1 i 1,5 tys. kcal / h) przy prędkości 7,5, 10,8 i 16,7 s -1 (450, 650 i 950 obr / min). Różne prędkości wału sprężarki uzyskuje się poprzez zainstalowanie kół zamachowych o różnych średnicach i odpowiednich silników elektrycznych.
 Ryż. . Sprężarka 2FV-4/4,5.
Ryż. . Sprężarka 2FV-4/4,5.
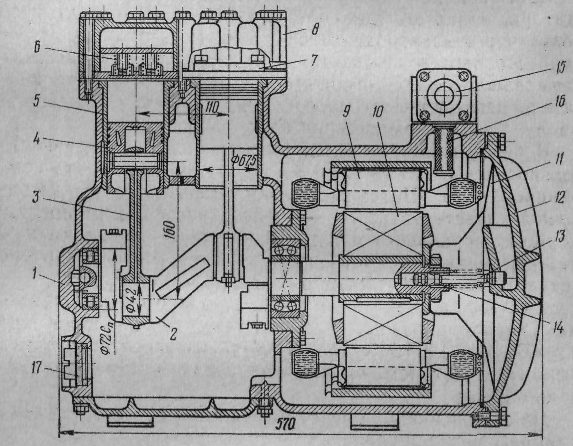
cylindry 6 sprężarki są odlewane jako oddzielny blok, wał korbowy 2 z przeciwwagami 10 spoczywa na łożyskach z brązu 3. Aby zainstalować wał na skrzyni korbowej 5 zdejmowana osłona w zestawie 4. Korbowody 1 stal, tłoczona z dzieloną dolną głowicą. Wał uszczelniony jest obustronną dławnicą mieszkową 11. Sprężarka jest smarowana przez rozpryskiwanie. Trzcina ssąca 7 i króciec wylotowy 8 Zawory sprężarki 2FV-4/4.5 znajdują się na płycie zaworowej, która jest sztywno przymocowana do korpusu cylindra na specjalnych gumowych uszczelkach. Tłok 9 posiada trzy pierścienie uszczelniające. W dolnej części tłoka wykonane są dwa rowki liżące olej. Dwucylindrowa pionowa, nieprzelotowa sprężarka FV6 pokazano na ryc. . Standardowa wydajność chłodnicza sprężarki wynosi 5,5-7 kW (4,7 tys. kcal/h) przy prędkości obrotowej wału 16-24 s -1 . Średnica cylindra 67,5 mm. Skok tłoka 50 mm.
Ryż. . Ryż. 39. Sprężarka FB6:
1 - skrzynia korbowa; 2 - blok cylindrów; 3 - korbowód z tłokiem;
4 - płyta zaworowa; 5 - pokrywa cylindra; B - wał korbowy; 7-łożyskowy tył;
5 - przednie łożysko;
9 - panewka łożyska;
10 - przednia okładka;
11 - dławnica.
 Skrzynia korbowa sprężarki FV6 jest odlana oddzielnie od bloku cylindrów, który jest przymocowany do skrzyni korbowej za pomocą kołnierza ze śrubami dwustronnymi. Na zewnętrznej powierzchni cylindra znajdują się żebra, które przyczyniają się do chłodzenia powietrzem. Kołnierz do mocowania cylindrów jest sztucznie rozszerzany, ponieważ wał sprężarki, zmontowany z mechanizmem korbowym, jest wkładany do skrzyni korbowej przez ten kołnierz.
Skrzynia korbowa sprężarki FV6 jest odlana oddzielnie od bloku cylindrów, który jest przymocowany do skrzyni korbowej za pomocą kołnierza ze śrubami dwustronnymi. Na zewnętrznej powierzchni cylindra znajdują się żebra, które przyczyniają się do chłodzenia powietrzem. Kołnierz do mocowania cylindrów jest sztucznie rozszerzany, ponieważ wał sprężarki, zmontowany z mechanizmem korbowym, jest wkładany do skrzyni korbowej przez ten kołnierz.W  Stalowy wał tłoczony z podwójną korbą oparty jest na łożyskach tocznych (kulkowych i wałeczkowych). Korbowody są stalowe, tłoczone, dwuteowe. Dolna głowica korbowodu jest wypełniona babbitem, a tuleja z brązu jest wciskana w górną. Korbowód jest połączony z tłokiem za pomocą pływającego sworznia tłokowego, który jest zabezpieczony przed ruchem osiowym za pomocą pierścieni sprężystych umieszczonych w specjalnych rowkach w korpusie tłoka. Tłok jest aluminiowy, ma dwa O-ringi i jeden skrobak do oleju.
Stalowy wał tłoczony z podwójną korbą oparty jest na łożyskach tocznych (kulkowych i wałeczkowych). Korbowody są stalowe, tłoczone, dwuteowe. Dolna głowica korbowodu jest wypełniona babbitem, a tuleja z brązu jest wciskana w górną. Korbowód jest połączony z tłokiem za pomocą pływającego sworznia tłokowego, który jest zabezpieczony przed ruchem osiowym za pomocą pierścieni sprężystych umieszczonych w specjalnych rowkach w korpusie tłoka. Tłok jest aluminiowy, ma dwa O-ringi i jeden skrobak do oleju.
Zawory ssące są typu paskowego, samosprężynujące, zawory wylotowe są pyatachkovy ze sprężynami (patrz rys.). Dławnicę stanowi jednostronna sprężyna grafitowo-stalowa. Lubrykant Barbotage.
Charakterystyka graficzna sprężarki FV6 pracującej na R12 i R22 panie na rys. .
Ryż. . Graficzna charakterystyka sprężarki FV6.
Dławnica czterocylindrowa sprężarka pośredniego przepływu w kształcie litery U FU 12 (ryc.) ma standardową wydajność chłodzenia 14 tys. W (12 tys. kcal / h) przy prędkości wału 24 s-1 (1440 obr./min). Jest zbudowany na tej samej podstawie co kompresor FV6. (Skok tłoka wynosi 50 mm, średnica cylindra 67,5 mm.) Do skrzyni korbowej sprężarki przymocowane są dwa bloki, każdy z nich ma dwa cylindry. Wał jest dwuczęściowy. Na szyjkach wału zamontowane są dwa korbowody. Bloki cylindrów, korbowody, tłoki i zawory są takie same jak w sprężarce FV 6. Uszczelnienie sprężyste grafitowo-stalowe, dwustronne. Smarowanie sprężarki wymuszane jest z pompy zębatej zamontowanej w pokrywie skrzyni korbowej. Napęd sprężarki przez Napęd paskowy lub bezpośrednio przez sprzęgło.
Ryż. . Omental czterocylindrowa pośrednia sprężarka w kształcie litery Y FU12:
1 - skrzynia korbowa; 2 - blok cylindrów; 3 - sprzęt do twarzy Pompa olejowa; 4 - wał korbowy; 5 - korbowód; 6- tłok; 7, 10 - zawory ssące; 8, 12 - zawory dozujące; 9 - dławnica uszczelnienia wału z grafitowymi i stalowymi pierścieniami ciernymi; 11 - filtr gazu.
Sprężarki bezuszczelkowe. Sprężarki te wraz z silnikiem elektrycznym zamknięte są we wspólnej obudowie, a wirnik silnika elektrycznego osadzony jest bezpośrednio na wsporniku wału sprężarki. W sprężarce nie ma uszczelki. Aby uzyskać dostęp do silnika elektrycznego i mechanizmu sprężarki, bezdławnicowa obudowa sprężarki ma zdejmowane pokrywy.
Sprężarki bezuszczelkowe. Sprężarki te wraz z silnikiem elektrycznym zamknięte są we wspólnej obudowie, a wirnik silnika elektrycznego osadzony jest bezpośrednio na wsporniku wału sprężarki. W sprężarce nie ma uszczelki. Aby uzyskać dostęp do silnika elektrycznego i mechanizmu sprężarki, bezdławnicowa obudowa sprężarki ma zdejmowane pokrywy.
Sprężarki bezuszczelkowe są bardziej niezawodne w działaniu, mogą pracować z większą prędkością obrotową wału, mają mniejsze gabaryty i są mniej hałaśliwe podczas pracy.
Dwucylindrowa sprężarka bezuszczelkowa z pionowym układem cylindrów FVBS6 pokazano na ryc. . Standardowa wydajność chłodzenia sprężarki podczas pracy na R12 wynosi 7 kW (6 tysięcy kcal / h) przy 24 s -1, średnica cylindra 67,5 mm, skok tłoka 50 mm. Skrzynia korbowa z żeliwa ma wyjmowane tuleje cylindrowe. Wał dwuwypustowy, stalowy, tłoczony, z dwoma łożyskami tocznymi. Wirnik trójfazowego silnika elektrycznego jest osadzony na wsporniku wału sprężarki. Tłoki sprężarki są aluminiowe z dwoma pierścieniami uszczelniającymi i jednym zgarniaczem oleju. Tłoczone korbowody z jednoczęściową górną i dzieloną dolną głowicą. Dolna głowica z wymiennymi cienkościennymi wkładkami. Zawory taśmowe nasiąkliwe, samosprężynujące, zawory tłoczne - zawory krosowe, obciążone sprężynami. Zawory montowane są na wspólnej płycie zaworowej. Zdejmowane pokrywy znajdują się na skrzyni korbowej, obudowie silnika i górnej części cylindrów.
Ryż. . Dwucylindrowy bez uszczelek sprężarka freonowa FVBS6:
1 - korbowód; 2-wał korbowy;
3 - korbowód; 4-tłokowy; 5 - tuleja cylindra; 6 - zawór spustowy;
7 - zawór ssący; 8 - pokrywa cylindra; 9 - stojan silnika; 10 - wirnik; 11 - tarcza do rozpylania oleju; 12 - pokrywa; 13 - rura doprowadzająca olej; 14 - uszczelka olejowa;
15 - zawór ssący; 16 - filtr gazu; 17 - wziernik.
Rura ssąca jest zamontowana na obudowie stojana, a opary czynnika chłodniczego z parownika przechodzą przez silnik elektryczny, a następnie do cylindra, w wyniku czego dochodzi do schłodzenia uzwojenia silnika elektrycznego i zmniejszenia jego mocy znamionowej. Silnik elektryczny wykonany jest z materiałów odpornych na freon i olej. Smarowanie sprężarki bulgocze.
W sprężarkach bezuszczelkowych o większej wydajności (FUBS 12, FUUBS 25, FUBS 40) środek smarny jest mieszany. Czopy korbowodów są smarowane przez zalaną pompę oleju przekładniowego, natomiast cylindry, tłoki, sworznie tłokowe i łożyska główne są smarowane rozbryzgowo. Kontrola poziomu oleju w skrzyni korbowej jest niska, przez wziernik w skrzyni korbowej.
Sprężarki hermetyczne. Obecnie moc chłodnicza tych sprężarek wynosi do 3,2 kW (do 2,8 tys. kcal/h). Stosowane są w jednostkach handlowych, autonomicznych klimatyzatorach i domowych lodówkach.
Przewiduje się rozszerzenie zakresu wydajności chłodniczej dla sprężarek hermetycznych do 12 kW (patrz tabela).
Sprężarki hermetyczne przeznaczone są do pracy na czynnikach R12, R22, R142, R502. Sprężarki te wraz z silnikami elektrycznymi umieszczone są we wspólnej hermetycznie zamkniętej obudowie. W przeciwieństwie do sprężarek bezuszczelkowych, obudowa sprężarek hermetycznych nie posiada złączy. Sprężarki te są kompaktowe, wysoce niezawodne i ciche w działaniu.
Sprężarki hermetyczne wykonywane są z wałem pionowym i poziomym układem cylindrów, z wałem poziomym i pionowym układem cylindrów. Stosowane są silniki elektryczne trój- i jednofazowe.
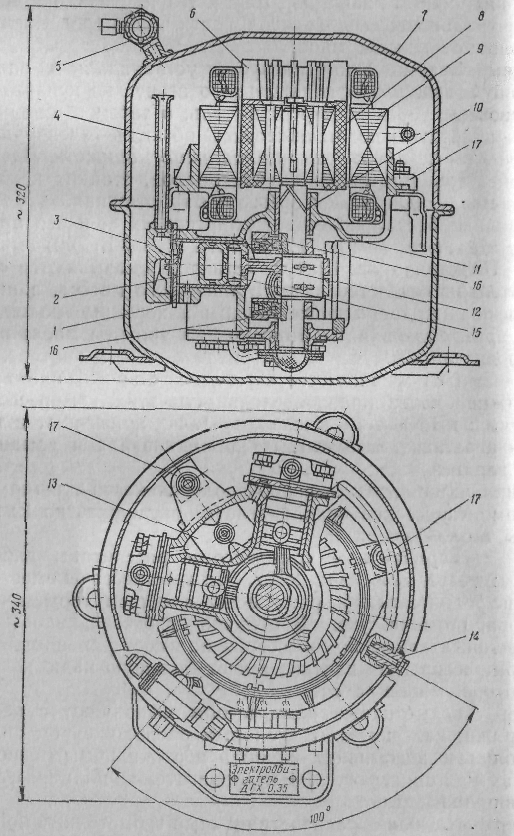
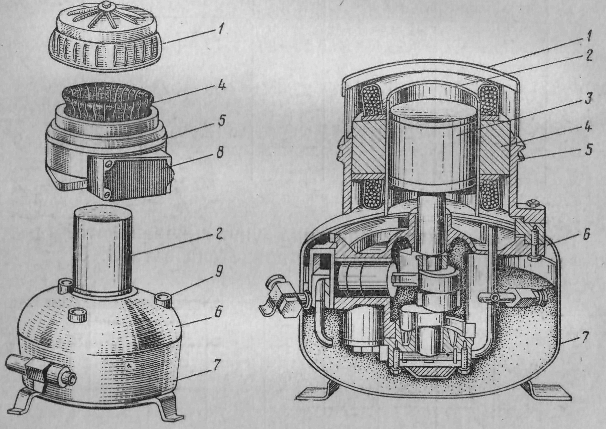
Najpopularniejszy hermetyczny kompresor FG0.7 o standardowej wydajności chłodniczej (podczas pracy na R12) 815 W (700 kcal / h) przy prędkości obrotowej 24 s -1 (1440 obr / min) pokazano na ryc. . Sprężarka wraz z silnikiem elektrycznym umieszczona jest w stalowej spawanej obudowie.
 Ryż. . Sprężarka hermetyczna FG0,7-3.
Ryż. . Sprężarka hermetyczna FG0,7-3.
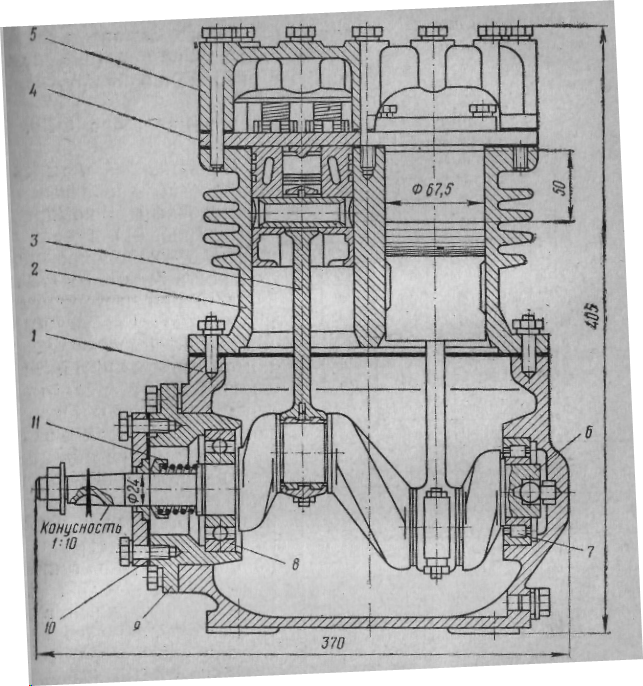
Sprężarka FG0.7 to dwucylindrowa sprężarka o przepływie pośrednim z pionowym wałem mimośrodowym i dwoma poziomo ułożonymi cylindrami. Kąt między osiami cylindrów wynosi 90°. Średnica otworu 36 mm, skok 18 mm. Obudowa sprężarki 11 odlane razem z cylindrami z żeliwa szarego tocznego i zamocowane w dolnej połowie obudowy na trzech wieszakach sprężynowych. Korbowody z brązu 12 z jednoczęściowymi głowicami są nakładane na wspólny czop korbowodu wału mimośrodowego 10. Przeciwwagi 16 przymocowany do wału za pomocą śrub. Tłoki 2 stal, bez pierścieni tłokowych, z rowkami. Uszczelnienie między tłokiem a cylindrem uzyskuje się dzięki zwiększonej dokładności obróbki, zmniejszonej
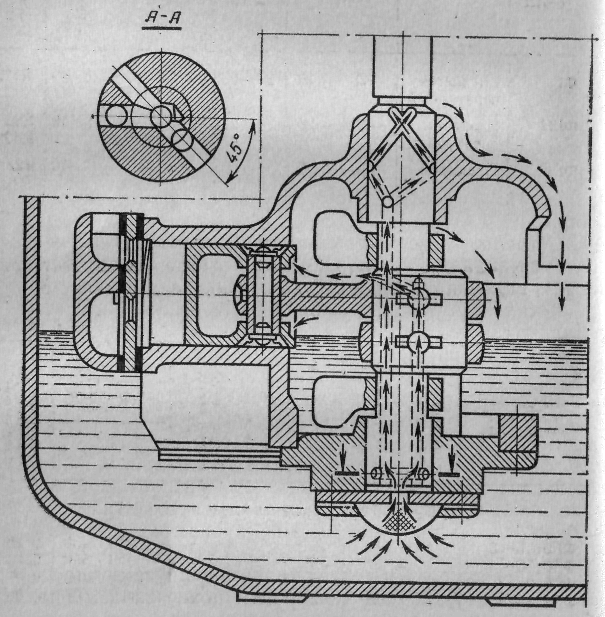 Ryż. . Schemat smarowania sprężarki hermetycznej FG0.7.
Ryż. . Schemat smarowania sprężarki hermetycznej FG0.7.
luki poprzez selektywny wybór części. sworznie tłokowe 15 stal z mosiężnymi końcówkami.
Płytowe (płatkowe) zawory ssące i tłoczne są zamontowane na stalowej płycie zaworowej. Głowica cylindra 3 podzielone na dwie wnęki i przymocowane do cylindra za pomocą kołków na uszczelkach paronitowych.
Smarowanie sprężarki jest wymuszone (rys.). Z dolnej części obudowy olej dostarczany jest do części trących dwoma pionowymi kanałami w wale. W jednym kanale olej trafia do korbowodów, a w drugim - do górnego czopu głównego wału. Kanały są połączone promieniowymi otworami z krótkim kanałem środkowym. Olej porusza się pod działaniem siła odśrodkowa generowane przez obrót wału.
Silnik elektryczny trójfazowy o mocy 0,35 kW z prędkością obrotową 25 s -1 (1500 obr/min). stojan 9 (patrz rys.) jest wciskany w górną część obudowy sprężarki, wirnik 8 przymocowany do górnego końca wału. Silnik elektryczny wykonany jest z materiałów odpornych na działanie freonu i oleju. Wirnik 6, zamontowany na górze wirnika, pomaga chłodzić silnik. Compressop z silnikiem elektrycznym w obudowie spoczywa na trzech sprężynowych wspornikach 17. W górnej części obudowy 7 znajduje się zawór odcinający ssania 5. Najpierw do obudowy dostaje się para R12, w wyniku czego chłodzony jest silnik elektryczny, a następnie dwoma pionowymi rurami ssącymi do sprężarki 4. Sprężona para wydostaje się przez tłumik 13 , znajduje się w obudowie sprężarki między cylindrami, w rurociągu tłocznym do króćca wylotowego 14.
W dolnej części obudowy znajdują się styki i listwa zaciskowa do przełączania uzwojeń silnika oraz przekaźniki zabezpieczenia termicznego podłączone do dwóch faz silnika. Silnik sprężarki jest przystosowany do napięć 127 i 220 lub 220 i 380 V.
Sprężarki hermetyczne produkowane są w trzech wersjach w zależności od temperatury pracy i czynnika chłodniczego (tabela).

Charakterystykę techniczną ujednoliconej gamy sprężarek hermetycznych podano w tabeli.

Sprężarki hermetyczne ze zdalnym stojanem i osłoniętym wirnikiem (rys.) są bardziej niezawodne w działaniu i łatwe w naprawie. W nich uzwojenie silnika nie styka się z freonem i olejem. Między wirnikiem 3 i stojan 4 zlokalizowany ekran 2 ze stali nierdzewnej o grubości 0,3 mm.
Ryż. . Sprężarka hermetyczna FG0.7 ze zdalnym stojanem i ekranowanym wirnikiem:
1-tarcza; 2 - ekran; 3 - wirnik; 4 - stojan; 5 - klips; B - górna obudowa sprężarki; 7 - dolna obudowa sprężarki; 8 - skrzynka zaciskowa z zabezpieczeniem termicznym; 9 - mocowanie stojana.
W urządzeniach chłodniczych do domowych szaf chłodniczych stosowane są hermetyczne sprężarki pośrednie z wałem pionowym i poziomym.
Hermetyczna sprężarka jednocylindrowa FG0.14 (rys.) Z poziomym wałem i pionowym cylindrem jest przeznaczona do maszyny chłodniczej domowej lodówki ZIL-Moscow. Średnica cylindra 27 mm, skok tłoka 16 mm, prędkość wału 25 s "1. Wydajność chłodzenia przy T O=-15°С i T K \u003d 30 ° C 165 W (140 kcal / h). Moc znamionowa silnika elektrycznego wynosi 93 W. Hermetyczna sprężarka bez obudowy i stojana jest pokazana na ryc. , A. Wał 1 jest stalowy, jednowypustowy, podwójnie łożyskowany. Korbowód żeliwny z dzieloną dolną głowicą bez wkładki. Tłok 3 stalowa, bez pierścieni, z dwoma rowkami. Sworzeń tłokowy 2 jest zamocowany w tłoku za pomocą klina i sprężyny. Sprężynowe zapięcie na palec zapewnia bezgłośną pracę. Zawór ssący z kwadratową płytą 4 (Rys. ,b)
Ryż. 46. Sprężarka FG0.14: A- sprężarka; B- grupa zaworów; V-System smarowania.
zaciśnięte wzdłuż konturu między osłoną 8 i cylinder. Para dostaje się do cylindra przez rurę ssącą 11 i otwory na obwodzie otworu w pokrywie. Okrągła płyta zaworu wylotowego 6 zakrywa otwory w siodle 5, który jest połączony z pokrywą 8 nit 7. Sprężona para wychodzi przez zawór ciśnieniowy i rurkę 12. Do rur 11 i 12 tłumiki są przyspawane. Smarowanie wymuszone z pompy rotacyjnej (Rys. , V). Wirnik pompy to mimośrodowy rowek na wale sprężarki, a obudowa to panewka łożyska 13. Od spodu obudowy olej jest dostarczany do łożysk. 13 I 14, a następnie przez zawór redukcyjny 15 w rowek wykonany wzdłuż tworzącej cylindra. Wirnik jest przymocowany do wystającego końca wału. 9 (patrz rys. , A) z przeciwwagą 10, Silnik sprężarki o specjalnej konstrukcji: AC, asynchroniczny, jednofazowy z rozpoczęcie nawijania i wirnik klatkowy. Sprężarka wraz z silnikiem elektrycznym umieszczona jest w szczelnej obudowie. Sprężarka zamontowana jest na resorach sprężynowych (wibroizolatory).
Sprężarki hermetyczne są fabrycznie napełniane freonem i olejem. Obudowa sprężarki może być otwierana tylko w fabryce lub w specjalnych warsztatach do naprawy hermetycznie zamkniętych maszyn.
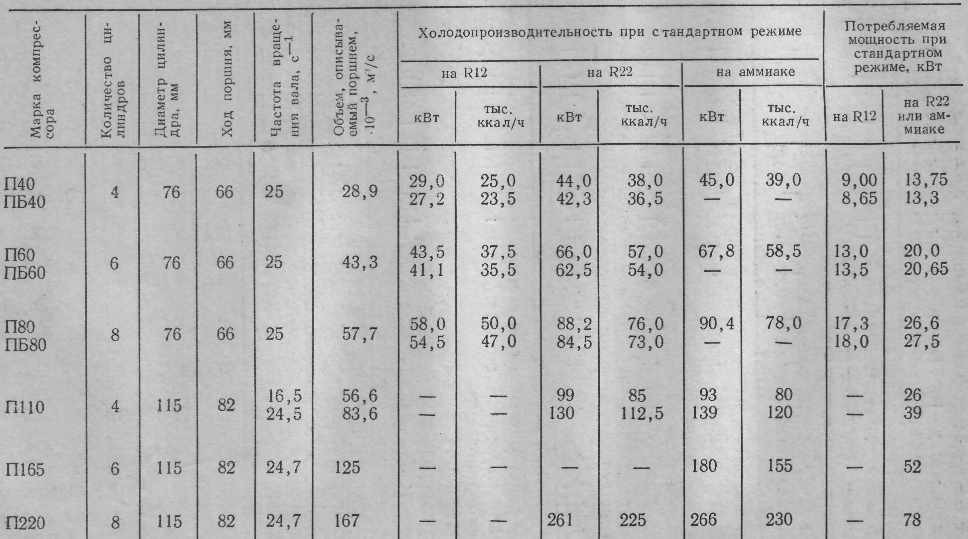
Ryż. Sześciocylindrowa sprężarka bezdławnicowa z przepływem bezpośrednim PB60
Z czerwonymi kompresorami. Ta grupa obejmuje sprężarki najnowszej serii o skoku tłoka 66 mm, średnicy cylindra 76 mm, standardowej wydajności chłodniczej od 25 do 90 kW (patrz tabela 6) oraz sprężarki poprzedniej serii o skoku tłoka 70 mm, średnicy cylindra 101,6 i 81,88 mm (patrz tabela). Wszystkie sprężarki o średniej wydajności są bezgłowicowe, z blokową skrzynią korbową, jednostronnego działania.Sprężarki o skoku tłoka 66 mm są nieproste, tłokowe, bezdławnicowe (PB40, PB60, PB80) oraz z napędem zewnętrznym - dławnicą (P40, P60, P80), z liczbą cylindrów 4, 6 i 8. Występują w wersjach uniwersalnych tj. do pracy na różnych czynnikach chłodniczych (R12, R22 i amoniak) oraz w różnych warunkach temperaturowych: wysoka temperatura ( T O= = + 10÷-10°С), średniej temperatury (-5÷-30°С) i niskiej temperatury (-20÷-40°С) przy różnicy ciśnień P Do - P O DO 1,7 MPa.
Sprężarki o skoku tłoka 70 mm to wszystkie dławnice z liczbą cylindrów 2, 4 i 8. Wykonywane są w dwóch typach: z przepływem bezpośrednim o średnicy cylindra 81, 88 mm, przeznaczonym do pracy na czynnikach R12, R22 i amoniaku oraz pośrednio przepływowym o średnicy cylindra 101,6 mm, przeznaczonym do pracy wyłącznie na czynniku R12.
Bezdławnicowa sześciocylindrowa sprężarka PB60 z przepływem bezpośrednim o wydajności chłodniczej w trybie standardowym 62,5 kW (na R22) przy prędkości 25 s -1 pokazano na ryc. .
Skrzynia korbowa z żeliwa 3 ma zdejmowane pokrywy i wewnętrzną przegrodę 7 oddzielającą wnękę ssącą od skrzyni korbowej. W skrzyni korbowej zamontowane są żeliwne tuleje cylindrowe 5, Wał 2 dwunożny, stalowy, tłoczony, z przeciwwagą. Na każdej szyjce są zainstalowane trzy główki korbowodu. Wirnik 11 silnika elektrycznego jest zamocowany na wspornikowym końcu wału. stojan 10 wciśnięty w tylną pokrywę skrzyni korbowej, na której zainstalowany jest zawór ssący i filtr gazu 9. Para wchodząca do sprężarki przepływa wokół uzwojenia stojana, chłodząc go. Wał spoczywa na dwóch łożyskach tocznych, a od strony wbudowanego silnika elektrycznego łożysko jest pływające, samonastawne. korbowody 4 stalowy, tłoczony, z skośnym łącznikiem w dolnej głowicy i cienkościenną wymienną wkładką. Dwie tuleje z brązu są wciśnięte w górną jednoczęściową głowicę. Tłoki 6 aluminium z dwoma pierścieniami uszczelniającymi i jednym zgarniaczem oleju. Pierścień zgarniający olej jest montowany bezpośrednio za uszczelnieniami. Tłok jest specjalnie ukształtowany, aby pasował do układu zaworów, co skutkuje minimalną martwą przestrzenią. Tłok jest połączony z korbowodem za pomocą pływającego sworznia tłoka. ssanie 12 a zawory wylotowe 14 są pierścieniowymi zaworami sprężynowymi. Zawór ssący znajduje się obwodowo, jego gniazdo jest czołową powierzchnią tulei cylindra. Zawór spustowy, umieszczony nad cylindrem, nie jest zamocowany na stałe, ale jest dociskany przez sprężynę buforową 13 do gniazda zaworu ssącego. Wysokość podnoszenia płyty zaworu ssącego podczas pracy w niskiej temperaturze wynosi 1,5 mm, aw średniej temperaturze plus - 2 mm. Wymuszone smarowanie z pompy zębatej 1. Olej pobierany jest przez pompę przez filtr zgrubny 15 i pod ciśnieniem jest kierowany przez filtr dokładny do fałszywego łożyska 8 znajdującego się z boku silnika elektrycznego, a następnie przez otwory w wale do dolnych główek korbowodów. Górne końce korbowodów, cylindrów, tłoków i łożysk głównych są smarowane rozbryzgowo. Sprężarka jest wyposażona w zawór bezpieczeństwa.
Ryż. . Czterocylindrowa sprężarka z przepływem bezpośrednim AU45 (22FU45);
1 - skrzynia korbowa; 2 - tulei cylindrowej; 3 - tłok przelotowy; 4 - płaszcz wodny cylindrów;
5 - zawór łatkowy dostawy; 6 - zawór listwy ssącej; 7 - zalana pompa olejowa; 8 - Filtr oleju; 9 - drobny filtr; 10 - wał korbowy; 11 - dławnica.
Sprężarki bezuszczelkowe PB40 i PB80 różnią się od PB60 liczbą cylindrów i wielkością silnika elektrycznego. W sprężarkach z dławnicowym uszczelnieniem wału P40, P60 i P80 silnik elektryczny jest wymontowany ze skrzyni korbowej sprężarki, a wystający koniec wału uszczelniony jest dławnicą dwustronnie zalewaną olejem ze stali grafitowej.
Sprężarki z dławnicą tej serii przeznaczone są do pracy na freonach i amoniaku, a sprężarki bezuszczelkowe - tylko na freonach. Sprężarki przystosowane do pracy na amoniaku i pracy niskotemperaturowej na R22 zapewniają wodne chłodzenie pokryw cylindrów i pokryw bocznych skrzyni korbowej. Wydajność chłodzenia tej serii sprężarek można regulować, naciskając płytki zaworów ssących.
Jednorazowa sprężarka o średniej wydajności AU45 (22FU 45) jest pokazana na ryc. 48. Czterocylindrowa sprężarka w kształcie litery U, standardowa wydajność chłodzenia podczas pracy na amoniaku 37-56 kW (32-48 tysięcy kcal / h) przy prędkości 16-24 s -1. W skrzyni korbowej sprężarki montowane są wymienne tuleje o średnicy wewnętrznej 81,88 mm. Skok tłoka 70 mm. Skrzynia korbowa ma zdejmowane pokrywy umożliwiające dostęp do mechanizmu korbowego, pompy olejowej i zaworów. Jedna z bocznych pokryw posiada wziernik do kontroli poziomu oleju w skrzyni korbowej. Cylindry mają płaszcz chłodzący wodę. Tłoki są żeliwne, przelotowe, trzpieniowe, z dwoma pierścieniami uszczelniającymi i jednym zgarniaczem oleju (w dolnej części).
W  zawory ssące listwowe samosprężynujące znajdują się w dnie tłoka, a zawory grupy ciśnieniowej ze sprężynami znajdują się w fałszywej pokrywie dociskanej do cylindra sprężyną buforową. Korbowody stalowe posiadają górną jednoczęściową głowicę oraz dolną z skośnym łącznikiem. Tuleja z brązu jest wciskana w górną głowicę, a cienkościenna wkładka babbitt jest wciskana w dolną głowicę. Podwójny wał korbowy z przeciwwagą ma wydłużone szyje, na których osadzone są dwie głowice korbowodów. Łożyska wałeczkowe, baryłkowe, wahliwe. Dławnica jest sprężynowa, grafitowo-stalowa, dwustronna. Uszczelniacz olejowy i łożyska korbowodu są smarowane przez zalaną pompę zębatą. Tłok ze sworzniem tłokowym, cylinder i łożyska wału są smarowane rozbryzgowo. Sprężarka posiada gilzowy zawór bezpieczeństwa.
zawory ssące listwowe samosprężynujące znajdują się w dnie tłoka, a zawory grupy ciśnieniowej ze sprężynami znajdują się w fałszywej pokrywie dociskanej do cylindra sprężyną buforową. Korbowody stalowe posiadają górną jednoczęściową głowicę oraz dolną z skośnym łącznikiem. Tuleja z brązu jest wciskana w górną głowicę, a cienkościenna wkładka babbitt jest wciskana w dolną głowicę. Podwójny wał korbowy z przeciwwagą ma wydłużone szyje, na których osadzone są dwie głowice korbowodów. Łożyska wałeczkowe, baryłkowe, wahliwe. Dławnica jest sprężynowa, grafitowo-stalowa, dwustronna. Uszczelniacz olejowy i łożyska korbowodu są smarowane przez zalaną pompę zębatą. Tłok ze sworzniem tłokowym, cylinder i łożyska wału są smarowane rozbryzgowo. Sprężarka posiada gilzowy zawór bezpieczeństwa.
Inne sprężarki tej serii, działające na amoniak (AV22 i AUU90), różnią się od sprężarki AU45 liczbą i rozmieszczeniem cylindrów, reszta podzespołów i części jest taka sama.
Sprężarki 22ФВ22, 22ФУ45 i 22ФУУ90, działające na freonach, różnią się od odpowiednich amoniaku tylko specjalnymi armaturami freonowymi.
Duże sprężarki. Sprężarki tej grupy obejmują sprężarki bezgłowicowe i krzyżowe.
Sprężarki krzyżowe. Do tej grupy należą bezgłowicowe sprężarki dławnicowe o skoku tłoka 82 mm, średnicy cylindra 115 mm (patrz tabela 6) o wydajności chłodniczej 90-260 kW, przeznaczone do pracy na amoniaku i freonie oraz sprężarki o skoku tłoka 130 mm o mocy 90-460 kW (patrz tabela 5). Te ostatnie produkowane są w dwóch rodzajach: do pracy na amoniaku i R22 o średnicy 150 mm oraz do pracy tylko na R12 o średnicy 190 mm.
Wszystkie duże sprężarki poprzeczne nowej serii (patrz tabela) mają przepływ pośredni, blokową skrzynię korbową, z liczbą cylindrów 4, 6 i 8, a sprężarki poprzedniej serii (patrz tabela) są wszystkie z przepływem bezpośrednim, blokową skrzynią korbową, z liczbą cylindrów 2, 4 i 8.
Niebezpośredni przepływ, jednostopniowa ośmiocylindrowa sprężarka krzyżowa P220 pokazano na ryc. . Standardowa wydajność chłodnicza sprężarki pracującej na amoniaku wynosi 266 kW (230 tysięcy kcal / h) przy prędkości obrotowej 24,7 s -1, skoku tłoka 82 mm, średnicy cylindra 115 mm.
korbowód 1 żeliwo. Wnęka ssąca jest oddzielona od wnęki skrzyni korbowej przegrodą 2. Ma dziury 8, za pomocą którego wyrównuje się ciśnienie w skrzyni korbowej i wnęce ssącej. W skrzyni korbowej zamontowane są żeliwne tuleje cylindrowe 4 (przez lądowanie poślizgowe). Mają dwa pasy do lądowania. Górny koniec tulei jest gniazdem zaworu ssącego.
ssanie 5 i zastrzyk 6 zawory są jednopierścieniowe, sprężynowe. Pokrywa, w której znajduje się zawór tłoczny, nie jest zamocowana na stałe, ale jest dociskana do gniazda zaworu ssącego za pomocą sprężyny buforowej, która umożliwia podnoszenie pokrywy, gdy ciecz dostaje się do cylindra.
Ryż. . Ryż. . Zależność wydajności chłodniczej Q o i mocy efektywnej na wale sprężarki P220 w punkcie wrzenia T 0 przy różnych temperaturach skraplania T k.
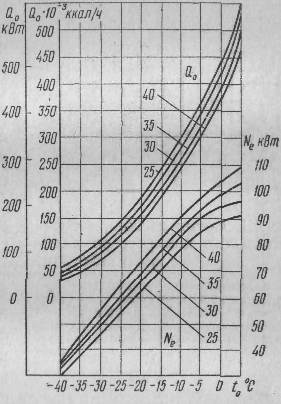 Tłoki 7 aluminium z dwoma uszczelnieniami i jednym pierścieniem zgarniającym olej (w dolnej części). Aby zmniejszyć martwą przestrzeń Górna część Tłok jest specjalnie ukształtowany, aby pasował do kształtu zaworów. Pierścienie tłokowe są plastikowe ze stalowymi rozpierakami. korbowody 3
stalowy, tłoczony. Dolna głowica ma ukośne złącze. Posiada cienkościenną wkładkę bimetaliczną z warstwą przeciwcierną ze stopu aluminium. Śruby korbowodu są dokręcane przez boczne szyby skrzyni korbowej. Korbowód połączony jest z tłokiem za pomocą sworznia tłokowego wciśniętego w tłok (z równomiernym nagrzewaniem do 80-100°C). Korbowód łatwo obraca się wokół sworznia tłokowego i porusza się wzdłuż osi. Wał 9
dwukolanowy z przeciwwagą, tłoczony razem z wałem, ma wydłużone szyje, na których zamocowane są cztery głowice korbowodów. Dławnica 10
sprężynowe, grafitowo-stalowe, dwustronne, wypełnione olejem. Smarowanie dławnicy i dolnych głowic korbowodów odbywa się pod ciśnieniem z podgrzewanej pompy zębatej 13.
Olej został zassany przez sito zgrubne 12,
jest podawany przez filtr dokładny 11, najpierw do wnęki dławnicy, a następnie przez otwory w wale do łożysk korbowodu. Łożyska główne, końcówki korbowodów, tłoki i cylindry są smarowane rozbryzgowo. Sprężarka posiada zawór bezpieczeństwa, który łączy stronę tłoczną ze stroną ssącą przy różnicy ciśnień 1,7 MPa.
Tłoki 7 aluminium z dwoma uszczelnieniami i jednym pierścieniem zgarniającym olej (w dolnej części). Aby zmniejszyć martwą przestrzeń Górna część Tłok jest specjalnie ukształtowany, aby pasował do kształtu zaworów. Pierścienie tłokowe są plastikowe ze stalowymi rozpierakami. korbowody 3
stalowy, tłoczony. Dolna głowica ma ukośne złącze. Posiada cienkościenną wkładkę bimetaliczną z warstwą przeciwcierną ze stopu aluminium. Śruby korbowodu są dokręcane przez boczne szyby skrzyni korbowej. Korbowód połączony jest z tłokiem za pomocą sworznia tłokowego wciśniętego w tłok (z równomiernym nagrzewaniem do 80-100°C). Korbowód łatwo obraca się wokół sworznia tłokowego i porusza się wzdłuż osi. Wał 9
dwukolanowy z przeciwwagą, tłoczony razem z wałem, ma wydłużone szyje, na których zamocowane są cztery głowice korbowodów. Dławnica 10
sprężynowe, grafitowo-stalowe, dwustronne, wypełnione olejem. Smarowanie dławnicy i dolnych głowic korbowodów odbywa się pod ciśnieniem z podgrzewanej pompy zębatej 13.
Olej został zassany przez sito zgrubne 12,
jest podawany przez filtr dokładny 11, najpierw do wnęki dławnicy, a następnie przez otwory w wale do łożysk korbowodu. Łożyska główne, końcówki korbowodów, tłoki i cylindry są smarowane rozbryzgowo. Sprężarka posiada zawór bezpieczeństwa, który łączy stronę tłoczną ze stroną ssącą przy różnicy ciśnień 1,7 MPa.G  Charakterystykę graficzną sprężarki P220 przedstawiono na rys. .
Charakterystykę graficzną sprężarki P220 przedstawiono na rys. .
Sprężarki P110 i P165 różnią się od sprężarki P220 liczbą cylindrów. Wysokość podnoszenia płyt zaworów ssących dla sprężarek amoniaku wynosi 1,3-1,6 mm, dla sprężarek pracujących na freonach - 2,2-2,5 mm.
Ryż. . Schemat cylindra poziomej sprężarki dwustronnego działania:
1 - zawory ssące;
2 - rura ssąca; 3 - tłok;
4 - dławnica; 5 - zapas; 6 - zawory tłoczne; 7 - cylinder; 8 - rura odprowadzająca
Sprężarki amoniakalne i niskotemperaturowe sprężarki freonowe są cylindrami chłodzonymi wodą.Sprężarki tej serii mogą być wyposażone w regulację wydajności poprzez naciśnięcie płyt zaworów ssących. Różnica ciśnień tłoka R Do -R O nie powinno przekraczać 1,7 MPa, a temperatura tłoczenia -160°C.
Sprężarki krzyżowe. Sprężarki o standardowej wydajności chłodniczej powyżej 465 kW (400 tys. kcal/h) to poziome sprężarki krzyżowe dwustronnego działania. Schemat cylindra takiej sprężarki pokazano na ryc. . Sprężanie następuje naprzemiennie po obu stronach tłoka i zmienia się kierunek ruchu czynnika w cylindrze.
Sprężarki krzyżowe są dwu- i czterocylindrowe napędzane przez wspólny wał i wraz z nadchodzącym ruchem tłoka (przeciwnego). Przeciwległe cylindry sprężarki znajdują się po obu stronach wału, co skutkuje lepszym wyważeniem sił bezwładności.
Ryż. . Sprężarka typu bokser AO600:
1 - cylinder; 2 - tłok; 3-dławnicowy; 4 - magazyn; 5-krzyżowa; b - korbowód;
7 - wał korbowy; 8 - łóżko.
Sprężarka typu bokser AO600 (rys.) jest dwucylindrowa, o wydajności chłodniczej w trybie standardowym 670 kW (575 tys. kcal/h) przy prędkości obrotowej wału 8,5 s -1 (500 obr./min). Żeliwna rama (podstawa) sprężarki, oparta na fundamencie za pomocą dwóch poprzecznych nóg, jest przykręcona śrubami. W ścianach ramy umieszczone są panewki łożysk wału. Wał dwuwypustowy, trójłożyskowy, stalowy, kuty, z żeliwnymi przeciwwagami. Sprężarka napędzana jest specjalnie zaprojektowanym synchronicznym silnikiem elektrycznym, którego wirnik osadzony jest na konsoli wału korbowego. Po drugiej stronie wału znajduje się mechanizm ręcznego obracania wału.Korbowody są stalowe, tłoczone. Głowica korby jest zdejmowana ze stalową wkładką wypełnioną babbittem. Jednoczęściowa głowica poprzeczna z wkładką bimetalową (spawanie stali i brązu). Korpus poprzeczki jest stalowy z odłączanymi suwakami i podkładkami. Zjeżdżalnie są stalowe z wypełnieniem babbitt. Pręt z poprzeczką jest połączony śrubami (patrz ryc.), a z tłokiem - nakrętką (patrz ryc. 26). Stalowe tłoki tarczowe
lub żeliwo z trzema O-ringami
i z paskami babbitt na dole. Cylindry są żeliwne, odlewane, z wodnym płaszczem chłodzącym w części tłocznej. Średnica otworu 270 mm, skok 220 mm. Zawory taśmowe, samosprężynujące, umieszczone promieniowo w cylindrze. W przedniej pokrywie cylindra do uszczelnienia tłoczyska znajduje się wielokomorowa dławnica z pierścieniami rozciętymi ze stopu aluminium oraz dławik wstępny z metalowymi i fluoroplastycznymi pierścieniami ciernymi (patrz rys.).
Smarowanie mechanizmu korbowego sprężarki odbywa się ze specjalnej jednostki z pompą zębatą. Olej pod ciśnieniem 0,05-0,15 MPa podawany jest przez filtr dokładny i chłodnicę oleju do części ocierających się (łożyska główne, łożyska korbowodu i wodzika, suwaki wodzika). Zużyty olej przepływa najpierw do skrzyni korbowej, a następnie do miski olejowej, skąd jest ponownie pobierany (przez filtry) przez pompę zębatą. Wielonurnikowa pompa smarownicza służy do smarowania cylindrów i uszczelnień. Zużyty olej nie wraca do smarownicy. Ta pompa jest napełniana olejem ręcznie. Smarownica i pompa zębata napędzane są indywidualnymi silnikami elektrycznymi.
Sprężarki przeciwstawne znajdują zastosowanie w przemyśle chemicznym, dużych zakładach przetwórstwa spożywczego i chłodniach. Przeznaczone są do pracy na amoniak, propan i etan.
Sprężarki dwustopniowe
W niskotemperaturowych agregatach chłodniczych stosowane są sprężarki dwustopniowe. Kompresja stopniowa jest przeprowadzana w różne cylindry, podczas gdy kroki niskie ciśnienie(nd) i wysokiego ciśnienia (h.p.) można połączyć w jednej obudowie sprężarki lub wykonać oddzielnie. W tym drugim przypadku dla każdego stopnia ciśnieniowego instalowana jest oddzielna sprężarka jednostopniowa.
Ryż. . Ryż. . Agregat sprężarkowy dwustopniowy AD-90:
I- zasysanie do sprężarki RB90; II- wstrzyknięcie do naczynia pośredniego; III- zasysanie do sprężarki P110; IV- wtrysk do skraplacza.
W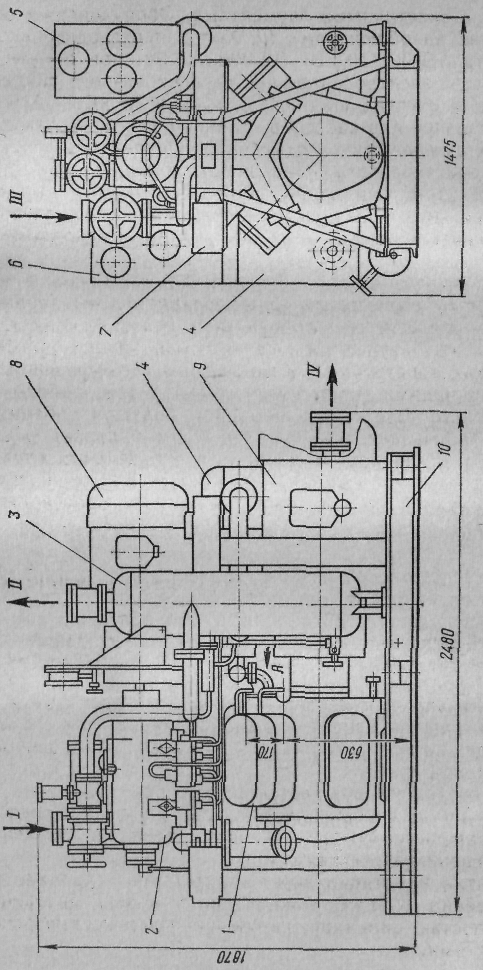 dwustopniowe czterocylindrowe sprężarki bezpośredniego przepływu w kształcie litery U (DAU80, DAU50) oba stopnie sprężania są połączone w jednej obudowie. Wszystkie cztery cylindry sprężarki mają tę samą średnicę, trzy z nich to cylindry niskiego ciśnienia, a jeden to cylindry wysokiego ciśnienia. Te same średnice cylindrów w stopniach wysokiego i niskiego ciśnienia umożliwiają całkowitą unifikację mechanizmu ruchu ze sprężarkami jednostopniowymi, a tym samym upraszczają ich produkcję i eksploatację, poprawiają równowagę konstrukcyjną i umożliwiają pracę zgodnie ze schematem sprężania jednostopniowego (z odpowiednim przełączaniem).
dwustopniowe czterocylindrowe sprężarki bezpośredniego przepływu w kształcie litery U (DAU80, DAU50) oba stopnie sprężania są połączone w jednej obudowie. Wszystkie cztery cylindry sprężarki mają tę samą średnicę, trzy z nich to cylindry niskiego ciśnienia, a jeden to cylindry wysokiego ciśnienia. Te same średnice cylindrów w stopniach wysokiego i niskiego ciśnienia umożliwiają całkowitą unifikację mechanizmu ruchu ze sprężarkami jednostopniowymi, a tym samym upraszczają ich produkcję i eksploatację, poprawiają równowagę konstrukcyjną i umożliwiają pracę zgodnie ze schematem sprężania jednostopniowego (z odpowiednim przełączaniem).Zgodnie z tą zasadą na bazie sprężarek jednostopniowych AU200 i AUU400 zbudowano sprężarki dwustopniowe DAU50 (czterocylindrowa) i DAUU100 (ośmiocylindrowa) o mocy odpowiednio 58 i 116 kW (50 i 100 tys. T 0 = - 40°C i T Do= 35°С.
Dość szeroko stosowane jednostki dwustopniowe, złożone z dwóch sprężarek jednostopniowych.
Sprężarki rotacyjne lub śrubowe stosowane są jako stopnie niskiego ciśnienia w jednostkach dwustopniowych o średniej i dużej wydajności chłodniczej, a sprężarki tłokowe jako stopnie wysokiego ciśnienia.
Zespół dwustopniowy AD-90 pokazano na ryc. 53. W skład takiego zespołu wchodzi rotacyjna sprężarka łopatkowa RB90 jako stopień niski (ciśnienie 2, pośrednia sprężarka tłokowa P110 jako stopień wysokiego ciśnienia 1, pionowy separator oleju 3 cyklonowe stopnie niskiego ciśnienia, pionowy separator oleju 4 stopnie wysokiego ciśnienia z automatycznym powrotem oleju do skrzyni korbowej sprężarki przez pływak, deski rozdzielcze 5 stopnie niskiego ciśnienia i 6 stopnie wysokiego ciśnienia, instrumenty 7 urządzenia sterujące i monitorujące, automatyczne urządzenia zabezpieczające, armaturę i silniki synchroniczne 8 I 9 do napędzania sprężarek poprzez sprzęgła z elementami sprężystymi. Sprzęt jest montowany na wspólnej ramie 10. Wydajność chłodnicza urządzenia AD-90 NO kW (95 000 kcal/h) przy t=- 40°C, moc silników elektrycznych stopnia niskiego ciśnienia wynosi 40 kW, a moc stopnia wysokiego ciśnienia 75 kW. Agregat przeznaczony jest do pracy w stacjonarnych niskotemperaturowych amoniakalnych agregatach chłodniczych.
W dwustopniowych sprężarkach typu bokser (typu DAO i DAON) cylindry dolnego i wysokie ciśnienie mają różne średnice i odpowiednie uszczelnienie. Cylinder wysokiego ciśnienia jest chłodzony wodą.
Sprężanie stopniowe odbywa się również w sprężarce ze stopniowanym (różnicowym) tłokiem. Jednak duża masa tłoka i niewystarczająca gęstość między stopniami sprężania ograniczają stosowanie takich konstrukcji. Sprężarki z tłokami różnicowymi są używane tylko do pracy na dwutlenku węgla CO 2, który ma dużą objętościową wydajność chłodzenia, co prowadzi do małych rozmiarów cylindrów i tłoków, aw niektórych przypadkach do pracy na amoniaku, na przykład w górnym stopniu kaskadowej maszyny chłodniczej produkującej suchy lód.
SPRĘŻARKI OBROTOWE
Głównymi elementami sprężarek rotacyjnych są stały cylinder, tłok lub wirnik, ruchome łopatki.
Występują sprężarki z obracającym się wirnikiem i łopatką umieszczoną w szczelinie cylindra (rys. a) oraz z obracającym się wirnikiem i łopatkami umieszczonymi w jego szczelinach (rys. b). W sprężarce z obracającym się wirnikiem ten ostatni obraca się wokół osi cylindra, która jest mimośrodowa względem osi wirnika, aw sprężarce z obracającym się wirnikiem obraca się wokół własnej osi, która jest przesunięta względem osi cylindra.
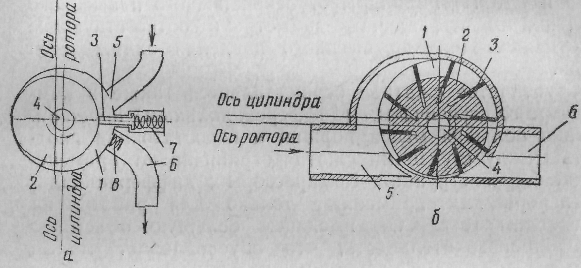
Ryż. . Schematy sprężarek rotacyjnych:
a-z obracającym się wirnikiem; b - z obracającym się wirnikiem.
Sprężanie w sprężarce rotacyjnej polega na zmniejszeniu objętości zawartej między wewnętrzną powierzchnią cylindra, zewnętrzną powierzchnią wirnika i łopatkami.
W sprężarkach działających zgodnie z pierwszym schematem (patrz ryc. , a), gdy wał się obraca 4 wirnik 2 toczy się po wewnętrznej powierzchni cylindra 1. Kiedy wirnik swoim wydłużonym bokiem jest skierowany w stronę ostrza 3, zapada się w szczeliny, aw cylindrze tworzy się półksiężycowa wnęka wypełniona parami czynnika chłodniczego. Gdy tylko wirnik przejdzie przez rurę ssącą 5, w cylindrze powstają dwie wnęki, oddzielone ostrzem 3, który jest popychany w kierunku cylindra i dociskany do wirnika przez sprężynę 7. Objętość wnęki przed wirnikiem (w kierunku ruchu) zmniejsza się w miarę jego ruchu, a opary czynnika chłodniczego są sprężane.
Gdy ciśnienie w komorze sprężania staje się wyższe niż ciśnienie w skraplaczu, zawór spustowy 8 otwarty, a sprężone opary przepłyną przez rurę odprowadzającą 6 do skraplacza. W tym czasie zwiększa się objętość wnęki ssącej za wirnikiem. Opary freonu z parownika przez rurę ssącą i przez otwór 5 jest zasysany do komory cylindra (w sprężarce nie ma zaworu ssącego). Zasysanie zakończy się, gdy ostrze ponownie schowa się w szczelinie i cała objętość cylindra zostanie wypełniona zassaną parą. Przy dalszym ruchu wirnika wnęka ssąca zamieni się w wnękę kompresyjną, a za wirnikiem pojawi się nowa wnęka ssąca, oddzielona od wnęki sprężającej wystającym ostrzem 3.
Sprężarki z obrotowym wirnikiem są hermetyczne, są częścią małych agregatów napędzanych freonami.
Hermetyczna sprężarka rotacyjna FGRO, 35 ~ 1A z toczącym się wirnikiem-tłokiem pokazano na ryc. . Wydajność chłodzenia 405 W (350 kcal/h) przy częstotliwości rotacji 25 s -1 . Średnica cylindra 55 mm, wysokość 33 mm, mimośród 3,5 mm.
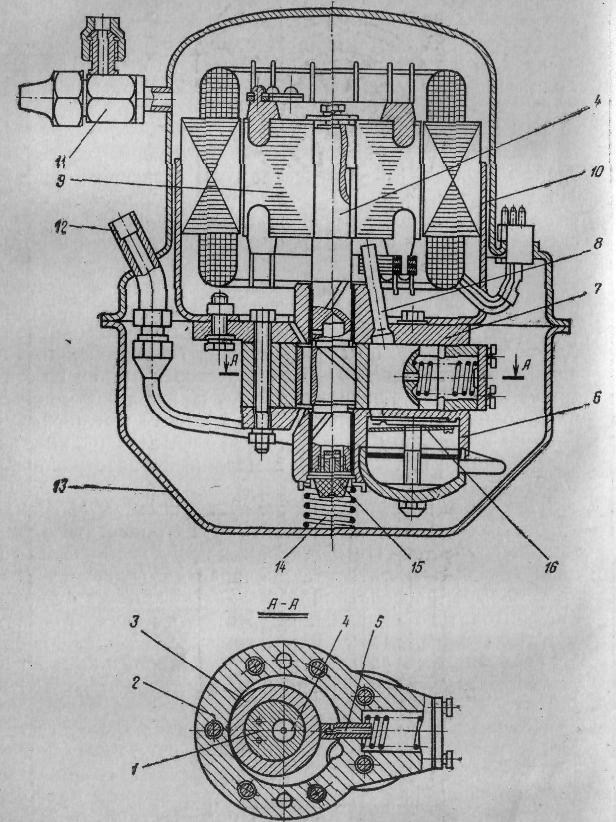
Ryż. . Hermetyczna sprężarka rotacyjna FGRO, 35~1A,
Sprężarka z silnikiem elektrycznym umieszczona w szczelnej obudowie 13, Wał 4 pionowy, ekscentryczny. Wirnik-tłok osadzony jest na mimośrodzie 1 wału 3, toczy się po wewnętrznej powierzchni cylindra 2. Ostrze 5, umieszczone w cylindrze, dociskane jest do wirnika przez sprężynę. Cylinder ma dno 6 i 7 górnych zaślepek. Na górnym końcu wału 4 zamontowany wirnik 9 silnik elektryczny, stojan jest wciskany w wytłoczony kubek 10, do którego sama sprężarka jest przymocowana trzema śrubami. Wiosna 14, spoczywa na dnie kadłuba 13, dociska sprężarkę i szybę ze stojanem do górnej połowy obudowy. Dolna część obudowy jest wypełniona olejem. Olej dostaje się do części trących przez otwory w wale i spiralne rowki na powierzchni wału. Na wlocie pompy oleju jest filtr. 15.
Para przez zawór odcinający ssania 11 najpierw wchodzi do obudowy, chłodzi silnik elektryczny, następnie jest zasysana przez sprężarkę rurką 8. Sprężona para przez zawór ciśnieniowy 16 (wspornik blaszkowy), umieszczony w dolnej pokrywie butli, przechodzi przez spiralną rurkę do zewnętrznej rury wylotowej 12.
Hermetyczne zunifikowane sprężarki rotacyjne produkowane są o mocy chłodniczej 250-600 W.
Ryż. . Ryż. . Obrotowa wielopłytowa sprężarka wspomagająca napięcie wstępne RAB300,
Duże obrotowe sprężarki wielołopatkowe z obracającym się wirnikiem działają zgodnie ze schematem pokazanym na ryc. ,B. Stosowane są jako sprężarki wspomagające (booster) w schematach dwustopniowego sprężania instalacji amoniaku. Sprężarki wspomagające działają przy niewielkim spadku ciśnienia (nie większym niż 0,28 MPa).Rotacyjne wielopłytowe sprężarki wspomagające amoniak RAB90, RAB150, RAB300 (rys.) i RAB600 wchodzą w skład zespołów dwustopniowych. Ich wydajność chłodnicza wynosi odpowiednio 110, 175, 350, 700 kW (95, 150, 300, 600 tysięcy kcal/h) przy temperaturze wrzenia -40°C i temperaturze skraplania 30°C.
Cylinder 2 i zaślepki kompresora (patrz rys.) posiadają płaszcz wodny. Żeliwny wirnik 7 jest wciskany w stalowy wałek 5. Rowki na płyty są frezowane na całej długości wirnika. talerze 6 azbest-tekstolit. Gdy wirnik obraca się pod działaniem sił odśrodkowych, płytki są dociskane do wewnętrznej powierzchni cylindra, w wyniku czego powstają komory, których objętość stale się zmienia. Łożyska wałeczkowe promieniowe są umieszczone w zaślepkach /. Dławnica 4 stal grafitowa z zamkiem olejowym. Uszczelka olejowa jest napełniana olejem przez zbiornik 3, przymocowany do kadłuba. Zbiornik posiada wziernik do kontroli poziomu oleju.
Para jest zasysana i wydmuchiwana przez okienka w obudowie. W sprężarce nie ma zaworów. Zainstalowany po stronie tłocznej zawór zwrotny, który zapobiega przepływowi pary z rurociągu tłocznego do sprężarki po jej zatrzymaniu.
Smarowanie sprężarki odbywa się za pomocą pompy wielonurnikowej (smarownicy) napędzanej napędem pasowym z wału sprężarki. Sprężarka i silnik elektryczny są zamontowane na wspólnej ramie, napęd sprężarki jest bezpośredni.
Cechy sprężarek rotacyjnych - prostota konstrukcji, brak części wykonujących ruch posuwisto-zwrotny (z wyjątkiem łopatek), a także zaworów ssących (dla dużych sprężarek i tłocznych), znikoma martwa przestrzeń. Wadą tych sprężarek jest ograniczone ciśnienie końcowe, ponieważ praktycznie trudno jest zapewnić niezbędną gęstość między końcowymi powierzchniami cylindrów a obracającym się wirnikiem, a także między łopatkami a ich powierzchnią styku.
W sprężarkach rotacyjnych prędkość zasilania λ jest zbliżony wielkością do współczynników zasilania w sprężarkach tłokowych i sprawności wskaźnika η I poniżej.
SPRĘŻARKI ŚRUBOWE
Sprężarki śrubowe są klasyfikowane jako rotacyjne. Schemat konstrukcyjny sprężarki śrubowej pokazano na ryc. . Rama 1 Sprężarka posiada otwory, w których umieszczone są dwa wirniki (śruby) z łopatkami zębato-śrubowymi. Wiodący wirnik 2 podłączony do silnika. Ma wypukłe szerokie zęby. napędzany wirnik 13 napędzany przez ściśliwe ciśnienie pary.
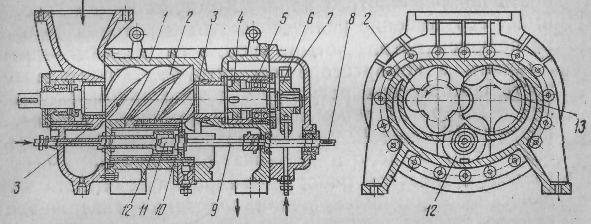
Ryż. . Przekrój schematyczny sprężarki śrubowej.
Ma wklęsłe, cienkie zęby. Wały wirnika są utrzymywane w pewnej odległości przez parę kół zębatych rozrządu. 6 oraz 7. Wał jest osadzony na łożyskach ślizgowych. 3 i łożysko oporowe 5. Aby zmniejszyć siłę osiową działającą na wirnik główny, zastosowano tłok odciążający 4. Wirniki sprężarki są stalowe, solidnie kute. Profile zębów wirnika są wykonane tak, aby podczas obrotu wchodziły, ale nie stykały się ze sobą. Odległość między profilami śrub jest ograniczona do minimum. Wymaga to precyzyjnej obróbki i montażu sprężarek. Szczelina między wirnikami jest mniejsza niż 1 mm, szczelina końcowa po stronie tłocznej wynosi 0,1 mm, po stronie ssącej wynosi 0,5 mm, szczelina między wirnikiem a cylindryczną częścią obudowy wynosi 0,25 mm.
Para dostaje się do spiralnych wnęk wirników, gdy komunikują się one z otworem ssącym znajdującym się na końcu obudowy. Kiedy spiralne wnęki są odcięte od okna ssącego, para znajdująca się we wnęce roboczej sprężarki (między powierzchniami wnęk, a także końcowymi i cylindrycznymi ścianami obudowy) jest ściskana, ponieważ zęby jednego wirnika wchodzą do wnęk drugiego podczas obrotu, a objętość pary maleje. Pod koniec sprężania wgłębienia ze sprężoną parą komunikują się z otworem wylotowym znajdującym się na przeciwległym końcu obudowy, a sprężona para jest wypychana przez zęby wirnika wchodząc w zagłębienia kolejnego wirnika. Obecność kilku wgłębień i ich spiralne ułożenie na wirnikach zapewnia ciągłość dopływu sprężonej pary. Sprężarka (patrz ryc.) ma stosunek liczby zębów wirników 4-6, tj. mi. wirnik męski ma cztery zęby, a wirnik napędzany ma sześć. W sprężarce nie ma zaworów. Wydajność sprężarki jest regulowana suwakiem 12. Szpula z nakrętką 11 jest mieszana z rolką 8 i śruba 9. Klucz 10 zapobiega obracaniu się szpuli. Napęd szpuli może być ręczny, aw trybie automatycznym - hydrauliczny lub elektryczny. Podczas przesuwania suwaka początek sprężania jest opóźniony, ponieważ komora sprężania jest połączona z komorą ssącą, co jest równoznaczne ze zmniejszeniem pojemności skokowej sprężarki. Szpula umożliwia regulację wydajności od 10 do 100%. Sprężarka jest napełniona olejem.
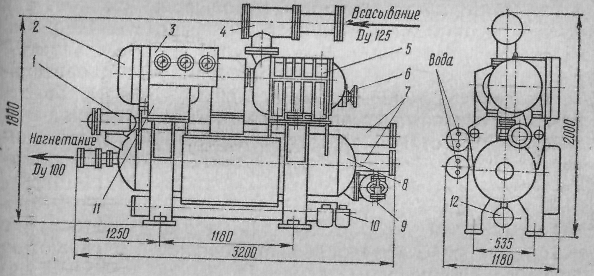
Ryż. . Formularz ogólny agregat sprężarkowy 5BX-350/2,6a-IV:
1 - filtr ceramiczno-metalowy do dokładnego oczyszczania oleju; 2 - silnik elektryczny; 3" - osłona manometru;
4 - filtr gazu; 5 - sprężarka śrubowa; 6 - koło zamachowe do ręcznej regulacji wydajności;
7 - chłodnica oleju; 8 - Separator oleju; 9 - Pompa olejowa; 10 filtr zgrubny; 11 - osłona czujników; 12 - kolektor oleju.
Sprężarki śrubowe mogą być wykonane bez smarowania wnęki roboczej (na sucho), ponieważ wirniki obracają się bez kontaktu między ich powierzchniami. Jednak w większości przypadków są one wykonane z wtryskiem oleju do wnęki roboczej (wypełnionej olejem). W takich sprężarkach uzyskuje się wyższe stopnie sprężania, ponieważ olej uszczelnia szczeliny między wirnikami i odprowadza ciepło. Ta ostatnia pozwala zrezygnować z wodnego chłodzenia obudowy.
Zalety sprężarek śrubowych - mniejsze wymiary i ciężar w porównaniu ze sprężarkami tłokowymi i rotacyjnymi, wyważona konstrukcja dzięki brakowi części poruszających się ruchem posuwisto-zwrotnym, wysoka sprawność dzięki brakowi zaworów i tarcia w komorze roboczej, niezawodne działanie. Wadami sprężarek są wysoki poziom hałasu, duża prędkość obrotowa śrub oraz dość uciążliwy układ smarowania.
W naszym kraju opracowano szereg sprężarek śrubowych o mocy 400-1600 kW do pracy na amoniaku i R22. Przeznaczone są do pracy zarówno w urządzeniach chłodniczych jednostopniowych jak i dwustopniowych jako sprężarka wstępnego obciążenia (booster).
Widok ogólny agregatu 5BX-350/2.6a-IV ze sprężarką śrubową przedstawiono na rys. . Oznaczenie w marce; liczba przed literami 5 to numer podstawy sprężarki, B to śruba, X to chłodzenie, 350 to wydajność chłodnicza w tysiącach kcal / hw trybie standardowym, 2,6 to stopień sprężania, a to amoniak, IV to booster. Sprężarka śrubowa, olejowa, napędzana silnikiem elektrycznym poprzez sprzęgło elastyczne, o prędkości obrotowej 49 s -1 . Wydajność sprężarki jest kontrolowana przez ruchomy suwak, który jest również przeznaczony do odciążenia podczas pierwszego rozruchu. Obudowa sprężarki jest wykonana ze specjalnego żeliwa. Port ssący znajduje się na górze, a port wylotowy na dole. Wirniki wykonane ze stali osadzone są w łożyskach ślizgowych. Siły osiowe działające na wirniki są odbierane przez łożyska skośne.
Kompresor 5 i silnik elektryczny 2 zainstalowany na poziomym separatorze oleju 8, który za pomocą łap jest instalowany na fundamencie. Miska olejowa znajduje się pod separatorem oleju 12, a dwie płaszczowo-rurowe chłodnice oleju są przymocowane do wsporników łożysk. 7. Pompa 9 ponieważ olej jest napędzany własnym silnikiem elektrycznym. Wydajność chłodnicza zespołu dociskowego ślimaka przy T O\u003d -40 ° C 180 kW. Sprężarki śrubowe Booster są zaprojektowane do różnic ciśnień R N - R słońce do 0,5 MPa≈5 kgf / cm 2.
Sprężarki śrubowe stosowane w agregatach jednostopniowych są przystosowane do różnic ciśnień R N - R słońce do 1,7 MPa≈17 kgf / cm 2. W jednostkach z taką sprężarką montowane są dwa separatory oleju - poziomy i pionowy. Sprężarki śrubowe przeznaczone są do instalacji morskich i stacjonarnych.
TURBOKOMPRESORY
Turbosprężarki stosowane są w urządzeniach chłodniczych o dużej wydajności chłodniczej i stosunkowo niskich ciśnieniach końcowych.
Sprężanie oparów czynnika chłodniczego w turbosprężarce polega na wytworzeniu siły odśrodkowej podczas gwałtownego obrotu wirnika oraz na konwersji energii kinetycznej pozyskanej na łopatce wirnika 3 (Rys.), do potencjału w dyfuzorze 4. Wirnik osadzony na wale 1 znajduje się w zamkniętej obudowie 2. Gdy wirnik obraca się, para czynnika chłodniczego jest zasysana na łopatki wirnika. 3 od strony wału. Poruszając się wzdłuż ostrza, para nabiera dużej prędkości ruchu i pod działaniem siły odśrodkowej jest kierowana z ostrza do dyfuzora 4, gdzie ze względu na wzrost powierzchni przepływu prędkość pary maleje, a ciśnienie wzrasta. Ciśnienie uzyskane na wylocie z jednego koła jest często niewystarczające, wtedy para kierowana jest wzdłuż tylnej łopatki kierującej 5 do drugiego koła iw razie potrzeby przechodzi kolejno przez szereg kół. Każdy wirnik jest stopniem sprężania. Liczba kół (stopni kompresji) zależy od trybu pracy agregatu chłodniczego i odpowiednio od stopnia sprężania R Do /R O , jak również właściwości czynnika chłodniczego.
Ekonomiczna praca turbosprężarki jest możliwa tylko przy dużych objętościach krążącej pary. W tym przypadku straty z jej wewnętrznego przepływu między wirnikami a obudową oraz tarcie kół o łopatki w przestrzeni pary mają niewielki wpływ na sprawność sprężarki. Dlatego turbosprężarki są stosowane przy dużych objętościach krążącego czynnika chłodniczego, a co za tym idzie, przy dużej wydajności chłodzenia. Dla każdego czynnika chłodniczego istnieje granica wydajności chłodniczej, poniżej której turbosprężarka jest konstrukcyjnie niewykonalna lub nieekonomiczna.
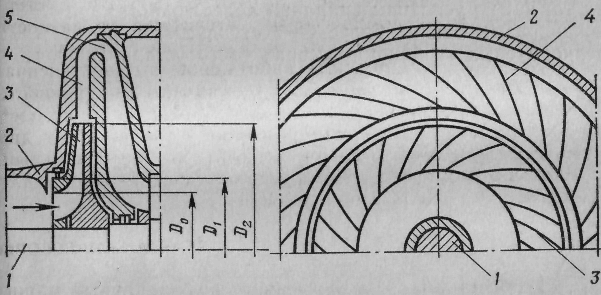
Ryż. . Schemat wirnika turbosprężarki.
Czynniki chłodnicze do turbosprężarek muszą spełniać nie tylko ogólne, ale i specjalne wymagania:
mają dużą masę cząsteczkową, co powoduje znaczną ilość energii kinetycznej pozyskiwanej na jednym wirniku, a co za tym idzie znaczny stopień sprężania, co skutkuje zmniejszeniem liczby stopni sprężania;
mają niską objętościową wydajność chłodniczą, zapewniając dużą objętość krążącego czynnika chłodniczego przy stosunkowo małej wydajności chłodniczej sprężarki.
Freony w większym stopniu spełniają te wymagania.
Podczas korzystania z R11 praca turbosprężarki jest dość ekonomiczna przy standardowej wydajności chłodniczej 230 kW i więcej, na R142 - ponad 700 kW, a na R12 - ponad 1400 kW. Liczba stopni kompresji w tych warunkach wynosi 2-3. W turbosprężarkach amoniakalnych maksymalna wydajność chłodzenia wynosi 1750 kW, a liczba stopni jest znacznie większa (10-15). Wyjaśnia to fakt, że amoniak ma dużą objętościową zdolność chłodzenia i niską masę cząsteczkową (17,03). W turbosprężarkach amoniakalnych wirniki są często umieszczane nie w jednej, ale w dwóch lub trzech oddzielnych obudowach, ponieważ ze względu na warunki wibracyjne kół w jednej obudowie można umieścić nie więcej niż 6-7 stopni. W turbosprężarkach dwu- i trzyczęściowych często instaluje się 2-3 stopnie w każdym przypadku. Turbosprężarki amoniakalne są częściej stosowane jako sprężarki wspomagające.
Turbosprężarka TKF348 (rys.) ma moc chłodzenia 2,3 mln W przy temperaturze wrzenia R12 - 15°C i kondensacji 35°C. Każde koło sprężarki to stopień sprężania.
W razie 2 sprężarka posiada trzy wirniki z łopatkami 3, osadzony na wale prostym 1. Wał osadzony jest na łożyskach ślizgowych z wypełnieniem typu babbitt. Dodatkowo z boku rury ssącej zamontowane jest łożysko skośne. 14 i z Przeciwna strona- promieniowy 10. Aby zmniejszyć siłę osiową działającą na łożysko skośne, na wale zamontowany jest tłok odciążający (du-mis) 9. Wystający z obudowy koniec wału uszczelniony jest obustronną dławnicą grafitowo-stalową 11 . Pierścienie grafitowe są swobodnie osadzone na wale i zaciśnięte między pierścieniami ruchomymi i stałymi, przez co obracają się z mniejszą prędkością niż wał. Wzdłuż wału rozmieszczone są szczelinowe labirynty grzebieniowe 7. Smarowanie łożysk i dławnicy odbywa się ze specjalnego zespołu, na który składa się zbiornik oleju, pompa oleju, chłodnica oleju, filtry oraz zawór zespolony służący do regulacji ciśnienia oleju w układzie.

Ryż. . Turbosprężarka TKF348.
Turbosprężarka jest dobrze wyważona i pracuje przy dużych prędkościach i dużej prędkości obwodowej kół. Koła sprężarki są wykonane ze stopu o wysokiej wytrzymałości, zapewniającego wystarczający margines bezpieczeństwa przy dużych prędkościach obwodowych. Turbosprężarka napędzana jest synchronicznym silnikiem elektrycznym poprzez multiplikator przeznaczony do zwiększania prędkości obrotowej od 50 do 115 s -1 .
Para czynnika chłodniczego dostaje się do sprężarki przez rurę ssącą 13 a gdy wirniki obracają się, są zasysane na łopatki 3 pierwsze (lewe) koło od strony wału. Z ostrzy para dostaje się do bezłopatkowego dyfuzora 4, gdzie ze względu na wzrost powierzchni przepływu prędkość pary maleje, a ciśnienie wzrasta. Aby uzyskać wymagany stopień sprężania R Do /R 0 para z dyfuzora pierwszego koła wchodzi na łopatki następnego wzdłuż zwrotnej łopatki kierującej 5. Z ostatniego (trzeciego) koła para przechodzi do urządzenia wyjściowego - ślimaka 8. Regulator wlotowy jest zainstalowany po stronie ssącej sprężarki 12. Obracając łopatki tego urządzenia, można zmienić obszar przepływu i utrzymać stałe ciśnienie początkowe w różnych trybach pracy agregatu chłodniczego (dławienie pary na ssaniu). Wydajność chłodzenia można regulować w zakresie od 100 do 50%. Przed drugim kołem zapewnione jest pośrednie zasysanie pary przez sprężarkę (wprowadzenie pary o średnim ciśnieniu do sprężarki) przez kanał 6.
Turbosprężarki mają następujące zalety w porównaniu ze sprężarkami tłokowymi: wyważenie i zwartość maszyny ze względu na brak zmiennych sił bezwładności, brak zaworów, których opór trzeba pokonać w maszynach tłokowych, brak niebezpieczeństwa wstrząsu hydraulicznego, małe gabaryty i ciężar maszyny, brak wewnętrznego smarowania, co zapobiega przedostawaniu się oleju do wymienników ciepła (parownika i skraplacza).
Wady obejmują konieczność zainstalowania mnożnika, synchronicznego silnika elektrycznego, oddzielnej jednostki smarującej.
Turbosprężarki znajdują zastosowanie w dużym przemyśle chemicznym i naftowym, a także w dużych instalacjach klimatyzacyjnych.
MINISTERSTWO EDUKACJI I NAUKI UKRAINY
CHARKOWSKI PAŃSTWOWY UNIWERSYTET
ŻYWNOŚĆ I HANDEL
dział sprzęt chłodniczy
Prace rozliczeniowe i graficzne
na temat: „Obliczanie cyklu jednostopniowej parowej maszyny chłodniczej,
określenie parametrów czynnika chłodniczego.
Dobór sprężarki i skraplacza”
Ukończył: student III roku
gr. M-17 FOTS
Moshnin E. S.
Sprawdzony:
Petrenko E.V.
Charków 2010
1. Zadanie dla RGR…………………………………………………………………3
2. Obliczenia termiczne…………………………………………………………………4
3. Dobór sprężarki urządzenia chłodniczego…………………………………………7
4. Dobór silnika elektrycznego KM……………………...8
5. Dobór kondensatora…………………………………9
6. Zakończenie…………………………………………………………………………..10
7. Załącznik (schemat i-lgp z wbudowanym jednostopniowym agregatem parowym)
1. Zadanie RGR
Dobór i dobór urządzeń chłodniczych (sprężarki i skraplacza) do agregatu chłodniczego o mocy Q 0 = 2 kW z obiegowym zaopatrzeniem w wodę. Agregat chłodniczy obsługuje komorę pierwszego etapu dwustopniowego zamrażania mięsa w lodówce zakładu mięsnego, który znajduje się w mieście Kamensk-Podolsk, utrzymywanie zadanej temperatury powietrza t p \u003d - 12 ° C w komorze chłodniczej odbywa się za pomocą akumulatorów chłodzących.
Rysunek 1. Jednostopniowa maszyna chłodnicza pracująca zgodnie z teoretycznym cyklem: a - Schemat obwodu(B - parownik; VR - separator cieczy; RV - zawór sterujący (przepustnica); ON - dochładzacz; KD - skraplacz; KM - sprężarka); b - budowa cyklu na schemacie S - T; c – konstrukcja cyklu na diagramie lgp-i.
2. Termiczny obliczenie
Tryb pracy agregatu chłodniczego charakteryzuje się temperaturami wrzenia Do, kondensacja t do, dochładzanie (płynny czynnik chłodniczy przed zaworem rozprężnym) pas ruchu, ssanie (pary na wlocie sprężarki) słońce .
Przy określaniu parametrów projektowych otaczającego powietrza bierzemy pod uwagę reżim temperaturowy okres letni.
Szacunkowe parametry powietrza dla miasta: Zaporoże
t cp- (letnia temperatura powietrza) t cp = + 33 0 C ;
φ cp.. - (wilgotność względna powietrza - lato) φ cp. = 39 %.
Za i- na wykresie (załącznik 2) dla powietrza wilgotnego znajdujemy początkową wartość entalpii, która odpowiada temperaturze powietrza w miesiącu letnim i wilgotności względnej powietrza w tym miesiącu, stąd I = 67 kJ/kg .
Następnie określamy temperaturę za pomocą termometru mokrego. t m.t. = 22 0 Z, (przecięcie linii I = 64 kJ/kg, który charakteryzuje zawartość ciepła w powietrzu, za pomocą linii φ = 100%).
Temperatura wody powrotnej t w (woda dostarczana do skraplacza) jest o 3 ... 4 0 C wyższa niż temperatura mokrego termometru, dlatego akceptuję:
t w = t b.w. + 3= 23 + 3 = 25 0 Z.
Korzystając z danych wychodzących, biorąc pod uwagę, że skraplacz jest częścią agregatu chłodniczego, który obsługuje lodówkę do zamrażania mięsa i działa na wodzie obiegowej, wybieramy skraplacz wyparny. W kondensatorach tego typu stosunkowo małe zużycie wody obiegowej, więc nie jest wymagana żadna instalacja specjalne urządzenie do chłodzenia wodą.
Określam tryb pracy maszyny chłodniczej. Używam amoniaku jako czynnika chłodniczego.
Akceptuję temperaturę wrzenia t o w zależności od temperatury pokojowej i sposobu chłodzenia. Podczas chłodzenia pomieszczenia za pomocą akumulatorów chłodzących temperaturę wrzenia czynnika chłodniczego określa się jako t o \u003d t p - (7 ... 10) 0 C stąd:
t o \u003d t p - 10 \u003d -12 - 10 \u003d -22 0 C .
Aby zapobiec zamoczeniu sprężarki, para czynnika chłodniczego przed nią jest przegrzewana. W przypadku maszyn zasilanych amoniakiem bezpieczeństwo pracy jest zapewnione przy przegrzaniu pary do temp 5...15 0 С .
Akceptuję temperaturę par czynnika chłodniczego w 7 0 C powyżej temperatury wrzenia:
t vs. \u003d -22 + 7 \u003d -15 0 C.
Temperaturę skraplania skraplacza wyparnego określa się zgodnie z Załącznikiem 3. Biorąc pod uwagę warunki powietrza otoczenia ( t zp = +33 0 C , φ cp. = 0,39) i gęstość strumienia ciepła q F , które dla skraplaczy parowania staną się: Q F = 2000 W/m2, Akceptuję temperaturę skraplania tk \u003d +37 0 С .
Zakłada się, że temperatura przechłodzenia ciekłego czynnika chłodniczego wynosi 5 0 Z powyżej temperatury wody obiegowej:
t pas \u003d 25 + 5 \u003d 30 0 C .
Zgodnie z uzyskanymi temperaturami ( do , tk , t słońce , t pas) konstruujemy cykl jednoetapowy silnik parowy na schemacie lgр - i numeracja punktów węzłowych jest umieszczona zgodnie z rys. 2

Rysunek 2. Budowa cyklu jednostopniowego agregatu parowego na schemacie lgr - i
Wyniki wyznaczania parametrów czynnika chłodniczego zestawiono w tabeli 1.
Tabela 1
Parametry czynnika chłodniczego w węzłowy zwrotnica
| Numer zwrotnica |
Opcje |
|||||
| P, MPa |
v, m 3 / kg |
i, kJ/kg |
s, kJ/kg K |
państwo agent |
||
| sucha para nasycona |
||||||
| sucha para przegrzana |
||||||
| para przegrzana |
||||||
| sucha para nasycona |
||||||
| nasycona ciecz |
||||||
| za. płyn |
||||||
| mokra para nasycona |
||||||
Obliczenia termiczne jednostopniowej maszyny chłodniczej:
Specyficzna wydajność chłodzenia masy:
q 0 \u003d ja 1´ - i 4, \u003d 1440-330 \u003d 1110 (kJ/kg),
Specyficzna objętość wydajności chłodniczej:
q v \u003d q 0 / v 1, \u003d 1 110 /0.77 =1441 (kJ/m3),
Specyficzna teoretyczna praca kompresji:
q ext \u003d ja 2 - i 1, \u003d 1 800 -1440= 360 (kJ/kg),
Ciepło, które otrzymuje 1 kg czynnika chłodniczego w skraplaczu:
q k \u003d ja 2 - i 3 ", \u003d 1 800 - 370=1 430 (kJ/kg),
Ciepło, które otrzymuje 1 kg czynnika chłodniczego w dochładzaczu:
q o \u003d i 3 "- i 3, \u003d 370 - 330 = 40 (kJ/kg),
Ciepło, które otrzymuje 1 kg czynnika chłodniczego w skraplaczu i dochładzaczu:
q k+ o \u003d i 2 - i 3, \u003d 1 800 - 330=1 470 (kJ/kg),
Bilans cieplny maszyny chłodniczej:
q \u003d q 0 + q ext, \u003d 1110 + 360 =1 470 (kJ/kg),
Teoretyczny współczynnik wydajności:
mi \u003d q 0 / q ext, \u003d 1 110 / 360= 3,1
Współczynnik wydajności maszyny chłodniczej pracującej w odwrotnym cyklu Carnota przy tych samych temperaturach wrzenia i skraplania:
mi Do \u003d T 0 / (T k - T 0) \u003d (273-22) / ((273+ 33) - (273-22))= 4,2
3. Wybór sprężarki
Wiadomo z warunku, że Q0 = 2 kW Następnie:
1. Haftowana wydajność masowa kompresora:
sol. 0 \u003d Q 0 / q 0, =2/ 1110 = 0, 0018 (kg/s),
2. Ilość oparów czynnika chłodniczego zasysana przez sprężarkę agregatu chłodniczego:
V 0 = sol 0 v 1 ,= 0,0018 · 0,8= 0,0014 (m3 / s)
3. Obliczam prędkość zasilania sprężarki λ:
λ = λ do λ´ w =0, 64 0 0,8=0, 5
Obliczam współczynnik objętości λ s biorąc pod uwagę fakt, że dla sprężarek, które działają na amoniak, względna martwa przestrzeń C = 0,045, wskaźnik politropii ekspansji (dla sprężarek amoniaku m = 0,95...1,1)

Współczynnik λ´ w biorąc pod uwagę straty objętości występujące w sprężarce obliczam ze wzoru:
λ´ w \u003d T 0 / T do =251/ 310= 0,8
Sprawdzamy współczynnik przepływu sprężarki zgodnie ze schematem, biorąc pod uwagę
P \u003d Pk / Po (współczynnik kompresji) P = 0,105 Na λ =0, 5.
4. Opisana objętość:
V godz = V 0 /λ, = 0,0014/ 0,5=0,0028 (m3 / s)
Wybieram sprężarkę dla tej objętości, to jest 1A110-7-2.
Dla ostateczny wybór wykonamy obliczenia i dobór silnika elektrycznego KM.
4. Dobór silnika elektrycznego KM
1. Najpierw określamy teoretyczną (adiabatyczną) moc N T (w kW) sprężarki:
N t = G 0 q bh =0, 0018 · 360 = 0.64 kW.
2. Określam rzeczywistą (orientacyjną) moc N i (w kW) sprężarki:
N I = N T / η і , =0,64/ 0,79 = 0,8 kW.
Wskaźnik wydajności weź średnią.
3. Oblicz efektywną moc CM :
N e = N I / η =0,8/ 0,87= 0,9 kW.
Zgodnie z pewną efektywną mocą N e (w kW) na wale sprężarki (zgodnie z załącznikiem 5) do sprężarki wybrano silnik elektryczny AOP 2-82-6 o rezerwie mocy 10 ... 15%. Nie dotyczy to wbudowanych silników elektrycznych, które mogą mieć znacznie mniejszą moc.
5. Dobór kondensatora
Aby wybrać skraplacz agregatu chłodniczego, należy najpierw określić obciążenie cieplne skraplacza Q k (w kW).
1. Rzeczywiste obciążenie cieplne, uwzględniające straty podczas procesu sprężania, określa wzór:
Qk D = Q 0 + N ja = 2 + 0,8 = 2,8 kW
Qk T = G 0 q k + p = 0,0018 · 1470= 2, 7 kW.
3. Ponieważ Qk D > Qk T = 2,8 > 2,7 , dlatego obciążenie cieplne jest niższe niż rzeczywiste obciążenie cieplne.
Przy obliczaniu parametrów przyjęto skraplacz wyparny o określonym strumieniu ciepła Q F = 2000 W/ m 2
Wymagana powierzchnia powierzchni wymiany ciepła skraplacza:
fa = Q k/ q = 2,7 / 1 470 = 0,0018 m 2
Zgodnie z załącznikiem nr 6 przyjmuję skraplacz wyparny IK - 90 o powierzchni sekcji głównej 75 m 2, w związku z tym przyjmuję do instalacji dwie takie sekcje o łącznej powierzchni 150 m 2
6. Wniosek
Obliczając tryb pracy maszyny chłodniczej i dobierając do niej sprzęt chłodniczy opanowałem podstawy i zasady działania agregatu chłodniczego do zamrażania mięsa. Na podstawie wstępnych danych (temperatura i wilgotność względna powietrza) nauczyłem się znajdować i obliczać temperatury: wrzenia, skraplania, ssania i przechłodzenia. I wpisz te wartości charakteryzujące parametry i stan skupienia czynnika chłodniczego (amoniaku) na wykresie lgp - i.
Ponadto, wykonując RGR, nauczyłem się poprawnie i ekonomicznie wybierać niezbędny sprzęt(skraplacz, sprężarka i silnik do niego).
Wyślij swoją dobrą pracę w bazie wiedzy jest prosta. Skorzystaj z poniższego formularza
Studenci, doktoranci, młodzi naukowcy, którzy korzystają z bazy wiedzy w swoich studiach i pracy, będą Wam bardzo wdzięczni.
Hostowane na http://www.allbest.ru/
Opis statkowej instalacji chłodniczej
Agregat chłodniczy przemysłowy PST przeznaczony jest do utrzymania temperatury powietrza w ładowni w zakresie od 0 C do -8 C. Agregat chłodniczy przeznaczony jest do pracy w następujących warunkach: temperatura wody morskiej -16°C; temperatura powietrza na zewnątrz -21°С; wilgotność względna powietrza zewnętrznego 65%.
Główne dane techniczne zakładu produkcyjnego
Typ ХУ - kompresja, kompresja jednostopniowa, z bezpośrednim gotowaniem ХА (freon - 12). Wydajność chłodnicza, standard. kcal/h zainstalowanych sprężarek, w tym agregatu rezerwowego - około 72 000 przy temperaturze wrzenia -15°C, temperaturze skraplania 30°C.
Moc z tabliczki znamionowej XY:
z wyłączeniem odszraniania elektrycznego dla chłodnic powietrza o mocy 50 kW
w tym elektryczne odszranianie chłodnic powietrza 180 kW
pobór mocy XU:
z wyłączeniem odszraniania elektrycznego dla chłodnic powietrza 30 kW
w tym odszranianie elektryczne chłodnic powietrza 83 kW
szacowana pojemność systemu:
freon 270 kg
olejem (XA 12-18) 36 kg
* zużycie morskiej wody chłodzącej 30 m3/h
Chłodnice powietrza ładowni są odszraniane za pomocą wbudowanych grzałek elektrycznych. Ogrzewanie palet i rur odpływowych chłodnic powietrza odbywa się poprzez obieg ciepłego oleju na wbudowanej wężownicy. Agregat chłodniczy w stanie ustalonym (w tym rozmrażanie chłodnic powietrza ładowni) działa automatycznie. Wejście w tryb agregatu chłodniczego i jego zatrzymanie odbywa się ręcznie.
Część wyposażenia. Agregat chłodniczy obejmuje następujące główne wyposażenie:
sprężarka i skraplacz - 3 szt.
wymiennik ciepła - 2 szt.
morski filtr osuszacza freonowego - 2 szt.
chłodnica powietrza - 8 szt.
elektryczny wentylator osiowy - 4 szt.
odśrodkowa pompa elektryczna chłodzenia - 2 szt.
elektryczna pompa zębata (olej) - 2 szt.
zawory odcinające i regulacyjne, urządzenia automatyki i sterowania urządzenia pomiarowe, rurociągi, osprzęt pomocniczy (grzałka elektryczna, odbieralnik oleju, palety) - jeden kpl.
Systemy chłodnicze
Zgodnie z układem chłodniczym agregat składa się z dwóch agregatów chłodniczych: prawej i lewej strony. Agregat sprężarkowo-skraplający nr 1 zapewnia pracę chłodnic powietrza prawej burty, a agregatu nr 3 - lewej burty. Jednostka rezerwowa nr 2 może pracować zarówno na chłodnicach powietrza prawej jak i lewej burty.
Działanie każdej maszyny chłodniczej jest następujące. Para freonu, powstająca podczas wrzenia ciekłego freonu w chłodnicach powietrza w wyniku dostarczania ciepła z powietrza obiegowego, przez wymiennik ciepła dostaje się do sprężarek agregatu skraplającego. Wymiennik ciepła zapewnia niezbędne normalna operacja przegrzanie pary.
W sprężarkach pary freonu są sprężane do ciśnienia skraplania i wtryskiwane do skraplacza. W skraplaczu opary skraplają się w wyniku wymiany ciepła wody morskiej krążącej w rurkach skraplacza, a ciekły freon gromadzi się w odbiorniku skraplacza.
Ciekły freon z części odbiornika wchodzi do wężownicy wymiennika ciepła, gdzie ulega przechłodzeniu w wyniku wymiany ciepła z zimnymi parami freonu wchodzącymi do przestrzeni międzywężownicowej wymiennika ciepła z chłodnic powietrza.
Za wymiennikiem ciepła przechłodzony ciekły freon trafia do stacji kontrolnej, gdzie jest oczyszczany i suszony w filtro-osuszaczu. Ponadto płynny freon, w zależności od sposobu regulacji jego dopływu, wchodzi do chłodnic powietrza: ze sterowaniem automatycznym - przez elektrozawór oraz zawór termostatyczny, ze sterowaniem ręcznym - poprzez zawór regulacyjny. To kończy cykl.
Kompresorowo-skraplaczowy zespół wydobywczy
Agregat skraplający składa się z dwóch sprężarek bezdławnicowych, skraplacza, czujnika presostatu, czujnika różnicy ciśnień oraz zaworów odcinających.
Agregat wykonany jest konstrukcyjnie w postaci dwóch sprężarek zainstalowanych na płaszczu skraplacza. Czujniki presostatu i różnicy ciśnień są również zamontowane na osłonie płaszcza skraplacza.
Sprężarki
Sprężarki 2FUBS-12 są 4-tłoczkowe, w kształcie litery U, o kącie pochylenia cylindra 90°, bezdławnicowe, o średnicy cylindra 67,5 mm, skoku tłoka 50 mm. Wydajność chłodnicza sprężarki - 12000 kcal/h przy 1440 obr/min, objętość godzinowa opisana przez tłoki każdej sprężarki - 52 m3/h. Sucha masa - 210 kg. Blok cylindrów i skrzynia korbowa sprężarki są odlane razem, tworząc blok
skrzynia korbowa wysunięta w kierunku silnika. Tuleje cylindrów są wciskane w skrzynię korbową. Wał korbowy jest dwukolanowy, oparty na sferycznych łożyskach dwunasto-wałkowych. Czopy korbowodu są ustawione pod kątem 180°. Do każdej szyi przymocowane są dwa korbowody. Wirnik elektryczny jest zamontowany na wspornikowej części wału. silnik pełniący rolę koła zamachowego. Wewnątrz skrzyni korbowej stojan jest zamocowany za pomocą dwóch kołków. Połączone smarowanie sprężarki.
1 - wlot parującego freonu; 2 - wyjście płynnego freonu; 3 - zwolnienie awaryjne; 4 - wlot wody; 5 - odpływ wody.
Rysunek 1 - Sprężarka-kondensator MAKB - 12 * 2 / s. Filtr-osuszacz instalowany jest na linii płynnego freonu przed stacją sterowniczą i służy do osuszania freonu i oczyszczania go z zanieczyszczeń mechanicznych. Filtr osuszacz składa się z obudowy ze zdejmowaną pokrywą, do której przyspawane są dwie rurki Dy25 (wlot i wylot freonu). W obudowie filtra osuszacza umieszcza się wkład osuszający z elementem filtrującym (żel krzemionkowy lub zeolit). Wkład jest utrzymywany w pozycji roboczej przez sprężynę umieszczoną pomiędzy wkładem a zdejmowaną pokrywą. W układzie zastosowano chłodnicę powietrza bezpośredniego odparowania czynnika chłodniczego chłodzenie powietrzemładownie produktów solonych i schłodzonych. Typ - wężownica rurowa, freonowa, ze zmiennym rozstawem lamel, z grzałką elektryczną.
Chłodzenie powietrza pompowanego przez chłodnicę powietrza od dołu do góry odbywa się poprzez powierzchnię cewek, wewnątrz których wrze freon. Powierzchnia chłodnicy składa się z dziesięciu pionowych wężownic. Czynnik chłodniczy jest dostarczany od góry przez dystrybutor cieczy. Opary freonu są odsysane przez kolektor w dolnej części chłodnicy. Pomiędzy rurami w chłodnicy powietrza zabudowane są nagrzewnice elektryczne, które dzięki kontaktowi z żeberkami zapewniają odszranianie „płaszcza” śnieżnego.
Główne cechy chłodnicy powietrza
Powierzchnia zewnętrzna, m. 40
Całkowita moc silników elektrycznych, kW 15
Waga całkowita, kg. OK. 130
Wentylator elektryczny - osiowy, składa się z silnika elektrycznego, wirnika zamocowanego bezpośrednio na wale silnika oraz obudowy z kołnierzami, za pomocą których mocowany jest do instalacji wentylacyjnej. Wirnik składa się z piasty, tarczy, wieńca i łopatek ułożonych promieniowo pod pewnym kątem do osi obrotu.
W celu poprawy właściwości aerodynamicznych na wieńcu wirnika zamontowana jest owiewka. Obudowa wentylatora jest cylindryczną, spawaną, jednoczęściową konstrukcją. Silnik elektryczny jest przymocowany do korpusu za pomocą sześciu szelek.
Główne cechy wentylatora elektrycznego
Wydajność, m3/h 6000
Ciśnienie (ciśnienie), mm słupa wody. Sztuka. 50
Pobór mocy, kW 1,1--1,3
Silnik elektryczny AMOS1-2T,
prąd przemienny,
napięcie Z8O V
Automatyka, sygnalizacja i oprzyrządowanie
Automatyzacja produkcyjnej instalacji chłodniczej zapewnia: ochronę instalacji przed możliwe wypadki; regulacja procesów (wydajność chłodnicza agregatów i temperatura w ładowni poprzez załączanie i wyłączanie sprężarek, dostarczanie ciekłego freonu do układu odparowania); odszranianie chłodnic powietrza ładowni. Aby zabezpieczyć instalację przed możliwymi wypadkami, przewidziano następujące urządzenia automatyki:
wyłącznik ciśnieniowy i różnicowy (RD) na sprężarkach;
przekaźnik kontroli ciśnienia oleju (RKS) w sprężarkach;
przełącznik przepływu RRK-50 na przewodach doprowadzających wodę do urządzeń w celu ochrony przed
odcięcie dopływu wody chłodzącej poprzez zatrzymanie sprężarek
odpowiednia jednostka;
Elektrozawory SVMS-25 na linii dostarczania ciekłego freonu do układu wyparnego zatrzymują dopływ czynnika chłodniczego po zatrzymaniu sprężarek.
Tymczasowa jednostka chłodnicza
Tymczasowy agregat chłodniczy: przeznaczony do utrzymania następujących warunków temperaturowych w prowizorycznych spiżarniach: spiżarnia mięsna - 10° С; spiżarnia na warzywa - 2°C Agregat chłodniczy jest przystosowany do pracy w następujących warunkach: temperatura wody morskiej - 16°C; temperatura powietrze- 21°С; wilgotność względna powietrza -65%.
Podstawowe dane techniczne zakładu prowiantowego
Typ instalacji sprężarka jednostopniowa sprężanie z bezpośrednim gotowaniem czynnika chłodniczego (freon-12).
* wydajność chłodnicza, art. kcal/h 4000 (temperatura wrzenia -15°C temperatura skraplania 30°C)
moc instalacji 7,3 kW
pobór mocy 3,0 kW
szacowana pojemność systemu:
freon 22 kg
olejem 3,2 kg
Sprężarka - pionowa, dwucylindrowa, o przepływie pośrednim, jednostopniowa, wydajność chłodzenia 6000 kcal/h przy 1440 obr/min i 4500 kcal/h przy 960 obr/min. Zawory ssawny i tłoczny są umieszczone na płycie zaworowej. Smarowanie ruchomych części odbywa się przez rozpryskiwanie. Silnik sprężarki marki AM51-6 o mocy 3,4 kW przy 935 obr./min. Skraplacz jest skraplaczem płaszczowo-rurowym o powierzchni skraplania 2,7 m2. Skraplacz wyposażony jest w korek topikowy.
Praca przy temperaturze w dolnej części skraplacza powyżej 70°C.
Wymiennik ciepła to miedziana wężownica zamknięta w obudowie Stalowa rura. Część sprzęt pomocniczy W skład instalacji wchodzi osiem parowników, dwa filtro-osuszacze, dwie pompy elektryczne, automatyka i urządzenia alarmowe. Agregat chłodniczy działa automatycznie.
Urządzenie do solenia ryb RPA-3
Solarnia ryb RPA-3 przeznaczona jest do solenia śledzi i zbierania ich do beczek.
Charakterystyka techniczna urządzenia:
Wydajność 4000 kg/godz
Pr-t sól tr-ra:
przy zamkniętej przepustnicy 6 kg/min
pełne otwarcie 18 kg/min
Prędkość bębna 10 obr./min
Prędkość tr-tej taśmy 0,3 m/s
Wymiary przenośnika 1600*360 mm
moc el. dv. 2,2 kW
Waga 965 kg
Zamontowane na spawanej ramie: napęd, bęben mieszający, wałek rolkowy, wałek napędowy i wał pośredni.
Bęben przeznaczony jest do mieszania ryb z solą i napełniania mieszanką beczek. Składa się z dwóch cylindrycznych bębnów: mieszającego i podnoszącego. Bęben mieszający ma na wewnętrznej powierzchni spiralę, która podczas obracania się bębna przesuwa się do części podnoszącej i jednocześnie miesza rybę z solą.
Pomiędzy zwojami spirali przyspawane są dwie przegrody o wysokości 25 mm, przeznaczone do przeładunku ryb. Bęben podnoszący podnosi mieszankę za pomocą łopatek i wrzuca ją do tacy załadunkowej, przez którą mieszanka śledziowo-solna trafia do beczki.
Na zewnętrznej powierzchni bębna zamontowane są dwa koła zębate, które są połączone łańcuchami z kołami zębatymi wału napędowego, a wał napędowy przez para stożkowa a wał pośredni jest połączony z napędem.
Podczas pracy napędu łańcuchowego bęben obraca się z prędkością 9-10 obr/min i jednocześnie jest dociskany do rolek osadzonych na wałach.
Rysunek 2 - Zespół do solenia ryb RPA-3. 3.7
1- przenośnik do soli; 2 - miarka; 3 - taca załadowcza; 4 - okładka; 5 - bęben; 6 - przenośnik dla ryb; 7- rama fundamentowa; 8 - silnik elektryczny; 9 - skrzynia biegów; 10 - rama.
Zszywanie półautomatyczne B4-KZT-56
Zszywanie półautomatyczne B4-KZT-56. Przeznaczony do zamykania puszek cylindrycznych.
Charakterystyka techniczna urządzenia półautomatycznego:
Wydajność podczas zszywania puszek o średnicy 50-160 mm.
Cykl 45,5 cykli/min
Operacyjna 16,65 szt./min
Wydajność podczas zszywania puszek 150-320 mm.:
Cykle bez wstępnego prasowania produktu 29,1 cykli / min
Operacyjna z dociskiem 13,4 szt./min
Cykle 29,1 cykli/min
operacyjna 11,18 szt./min
Wymiary walcowanych puszek:
średnica 50-320 mm
wysokość 20-320 mm
Obroty płyty czołowej na minutę:
podczas utwardzania puszek śr. 50-160 mm 500
średnica 150-320 mm 320
Skok popychacza 70 mm
Siła nacisku 0-500 kg
moc el. dv. 2,2 kW
Wymiary:
długość 850 mm
szerokość 1300 mm
wysokość 1730mm
Waga 730 kg
Zdjęcie 3 Półautomatyczna zszywanie B4-KZT-56
1 - stół mocujący; 2 - rolki zszywające; 3 - nabój; 4 - krzywka zszywająca; 5 - płyta czołowa; 6 - rolki kopiujące; 7 - skrzynka wrzeciona; 8 - przekładnia pasowa; 9 - silnik elektryczny; 10 - sprzęgło jednoobrotowe; 11 - łóżko; 12 - krzywka; 13 - dźwignia; 14 - pedał.
Krótki opis wyposażenia technologicznego
Wyposażenie technologiczne pozwala na przetworzenie średniodziennych połowów dorsza i śledzia na łowiskach dorsza i śledzia oraz produkcję następujących produktów: solonych półproduktów z dorsza patroszonego i bezgłowego, labraksa, flądry, suma i halibuta; solony półprodukt - clipfix z dużego dorsza; schłodzony półprodukt z dorsza patroszonego i bezgłowego w opakowaniach zwrotnych; schłodzony dorsz (patroszony i pozbawiony głowy) w standardowych drewnianych skrzyniach; konserwy „Naturalna wątróbka dorsza”; półprodukt tłuszczu medycznego; konserwy śledziowe w słoikach 3-kilogramowych; danie rybne.
Wyposażenie technologiczne zlokalizowane jest w następujących zakładach produkcyjnych: przetwórnia ryb; dział konserw, dział tłuszczów; ładownia, sklep z mączką rybną.
Warsztat przetwórstwa ryb znajduje się pod pokładem rybackim w części rufowej statku. Zawiera następujące wyposażenie technologiczne:
trzysekcyjny kosz przyjęciowy
Maszyna A8-IR2-C do rozbioru dorsza patroszonego bez głowy
przenośnik do cięcia ryb z 5 stołami roboczymi
uniwersalna myjka do ryb V5-IRM
solelarnia ryb RPA-3 do solenia śledzi w beczkach
półautomatyczna zaszywarka BCH-KZT-56 do zaszywania puszek z przetworami
przenośniki, stoły, tace itp. do układania i transportu surowców, półproduktów, pojemników i wyrobów gotowych
Cechy działania urządzeń technologicznych
Kierowanie eksploatacją techniczną powierzono kapitanowi, który jest odpowiedzialny za stan techniczny statku. Kapitan jest zobowiązany do zapewnienia wdrożenia wszystkich środków organizacyjnych i technicznych przewidzianych w niniejszej instrukcji i innych dokumentach regulacyjnych.
Odpowiedzialność organizacji operacja techniczna wyposażenie technologiczne jest przydzielone zastępcy kapitana do produkcji – w zakresie rzeczywistej eksploatacji i starszych mechanizmów – w zakresie Konserwacja.
Bezpośrednie kierowanie utrzymaniem i odpowiedzialność za stan techniczny mechanizmów, aparatury i systemów jest przypisane harmonogramem działów specjalistom okrętowym w zakresie obowiązków.
Właściwa eksploatacja urządzeń technologicznych statków przemysłu rybnego ma decydujący wpływ na jakość produktów, gdyż naruszenie normalnej pracy maszyn, zespołów, linii zmechanizowanych na skutek niedostatecznych prac konserwacyjnych powoduje przedwczesne zużycie, skróconą żywotność, wypadki i przestoje sprzętu. Na przydatność eksploatacyjną mają wpływ warunki eksploatacji urządzeń na statkach, które przyczyniają się do intensywnego zużycia, niszczenia i awarii urządzeń.
Specyfikę warunków pracy determinuje wysoka wilgotność, obecność wody morskiej, a także zastosowanie takich składników jak sól, nadzienia i przyprawy.
Specyfika warunków pracy zależy również od takich czynników, jak różnorodność projektów i różnorodność typów urządzeń technologicznych. Wysoki poziom eksploatacja powinna zapewniać poprawę wydajności użytkowej urządzeń, wzrost wydajności, wzrost niezawodności i trwałości, zapewnienie rentowności, ochronę pracy, zabezpieczenia techniczne maszyny w eksploatacji i ochronie środowisko.
Eksploatacja techniczna urządzeń technologicznych zawiera codzienna operacja, konserwacja w trakcie eksploatacji, przeglądy i naprawy w trakcie eksploatacji (jest to całokształt wszystkich faz istnienia maszyn, zespołów i urządzeń, łącznie z transportem, składowaniem, przygotowaniem do użytkowania). Wszelkiego rodzaju konserwacje i naprawy, jak również efektywne wykorzystanie zgodnie z przeznaczeniem tworzą 2 główne grupy funkcji:
doskonalenie jakości systemu eksploatacji technicznej polega na rozwiązywaniu problemów monitorowania stanu technicznego urządzeń w różnych warunkach.
zwiększenie efektywności wykorzystania maszyn dzięki ich optymalnemu rozmieszczeniu, optymalizacja trybów ich pracy, ograniczenie przestojów urządzeń, racjonalne obciążenie maszyn, działania na rzecz poprawy ochrony pracy i środowiska oraz szkolenia personelu utrzymania ruchu. Wymagania wyposażenie technologiczne, określa rozporządzenie w sprawie technicznej eksploatacji statków FRP.
Zwiększona żywotność sprzętu
Urządzenie techniczne może znajdować się w stanie roboczym i niedziałającym, stąd głównym wymogiem stawianym personelowi jest zbadanie każdego przypadku przejścia maszyny w stan wadliwy. Sprzęt należy przypisać do konkretnych specjalistów. Muszą być regularnie certyfikowani (pracownicy - co roku, inżynierowie - 1 raz na 2 lata). Aby zapewnić ekonomiczną i bezawaryjną pracę maszyny, personel musi:
Badanie dokumentacja techniczna
umieć szybko i dokładnie wykonywać czynności wagowe, które zapewniają bezproblemowy rozruch, pracę i zatrzymanie maszyn
wyeliminować drobne awarie jednostek i mechanizmów (bez wyjmowania
operacja)
prowadzić dziennik eksploatacji urządzeń
przestrzegać przepisów bezpieczeństwa
Cechy działania urządzeń transportowych i wyciągów. Na wszystkich etapach przetwórstwa ryb konieczne staje się przenoszenie ich z jednej operacji technologicznej do drugiej. Ruch ryb odbywa się w płaszczyźnie poziomej za pomocą przenośników taśmowych, w płaszczyźnie pionowej - za pomocą nachylonych płyt przenośników lub elewatorów korytowych (gęsia szyja). Kompleks prac związanych z konserwacją urządzeń przenośnikowych musi zapewniać użyteczność i funkcjonalność. Podczas pracy przenośnika konieczne jest monitorowanie właściwy ruch i napięcie tkaniny roboczej. Ładunek musi być podawany w sposób ciągły, w równych porcjach bez zatorów i równomiernie rozłożony na całej szerokości taśmy. Niedopuszczalne jest zsuwanie się taśmy, opuszczanie bębnów i rolek. Skok taśmy jest regulowany przez przesuwanie bębnów napinających. Przenośnik zatrzymuje się po zwolnieniu taśmy z ładunku. Podczas konserwacji przenośników okrętowych 2 razy w miesiącu prowadzone są prace polegające na oczyszczeniu przenośników z brudu i resztek surowców, po czym następuje mycie i przegląd. Jeśli ugięcie przekracza 50 mm, wyreguluj naprężenie. Czyścić, smarować i sprawdzać raz w miesiącu napinacz. Sprawdź, czy rolki podtrzymujące i odchylające obracają się swobodnie. Sprawdź stan elementów złącznych, upewnij się, że nie ma wibracji. Po co drugim locie lista prac obsługowych obejmuje:
demontaż napinaczy
wymiana rolek podporowych i chwytaków
Bardzo charakterystyczne załamanie przenośników taśmowych jest awaria bębnów napędowych spowodowana naruszeniem izolacji el. silnik, zużycie uszczelek dławnicy. Łączenie taśm mechanicznie jest szeroko stosowany, ale stosuje się również wulkanizację. Osłony muszą być zamontowane zanim przenośnik zacznie pracować. Przegląd na początku każdego zegarka, przy okazji sprawdzenia naciągu taśmy, napędu łańcuchowego, wykonania oględzin zewnętrznych, dokręcenia śrub jednostek napędowych oraz sprawdzenia działania wszystkich części ruchomych. W przypadku wykrycia pukania i szarpania przyczyna jest ustalana i eliminowana. Dezynfekcja przenośnika roztworem myjącym i wodą co najmniej 1 raz na zmianę. Badanie profilaktyczne - 1 raz w tygodniu. Łożyska toczne - co najmniej 1 raz w ciągu 3-4 miesięcy. Przekładnia łańcuchowa - co najmniej 1 raz w tygodniu.
Kontrola wyrobów własnych firmy
1) Zarejestrowane dane dotyczące obróbki cieplnej (temperatura, ciśnienie i czas) muszą być przechowywane w celu późniejszej dokumentacji, aw przypadku weryfikacji co najmniej przez okres trwałości produktu.
2) Konieczne jest codzienne pobieranie próbek produktów w określonych odstępach czasu, aby zapewnić skuteczne zamknięcie.
3) Puszki należy sprawdzić, czy nie są uszkodzone.
Wymagania Morskiego Rejestru Statków dla urządzeń chłodniczych
Postanowienia ogólne:
1) Przegląd urządzeń chłodniczych ma na celu określenie bezpieczeństwa eksploatacji ich urządzeń mających wpływ na bezpieczeństwo żeglugi statku i ochronę życia ludzkiego, a także sprawdzenie tworzenia i utrzymywania określonych temperatur w pomieszczeniach chłodzonych.
2) przeprowadza się: a) przegląd wstępny do nadania klasy rejestru; b) regularny przegląd w celu odnowienia klasy Rejestru; c) corocznie w celu potwierdzenia klasy Rejestru.
3) Do wszystkich rodzajów przeglądów obiekty instalacji chłodniczej muszą być przygotowane do kontroli, zapewniając w razie potrzeby dostęp, otwarcie, demontaż elementów i części.
4) Na żądanie geodety do Rejestru należy przedstawić Wymagane dokumenty, rysunki, schematy, formularze, paszporty dla agregatu chłodniczego oraz dziennik maszynowy.
5) Próby pneumatyczne przeprowadza się przy użyciu suchego powietrza, dwutlenku węgla lub azotu. Testy przeprowadza się przy wyłączonych sprężarkach. Podczas testu cały układ musi pozostawać pod ciśnieniem przez 18 godzin, co jest rejestrowane co godzinę.Przez pierwsze 6 godzin spadek ciśnienia nie może przekroczyć 2% wartości początkowej, a przez pozostałe 12 godzin ciśnienie musi być stałe.
6) Po teście układ należy opróżnić.
7) Zawór bezpieczeństwa sprężarki musi się otworzyć, gdy różnica ciśnień między tłoczeniem a ssaniem. Dla amoniaku i freonu-22 jest to 16 kg/cm², a dla freonu-12 10,5 kg/cm². Po sprawdzeniu i regulacji zawór powinien zostać zaplombowany przez Inspektora do Rejestru.
Zakres badania wstępnego:
1) Sprawdza się zgodność konstrukcji, usytuowania i instalacji mechanizmów, aparatury i innych obiektów dozoru, wyposażenia pomieszczeń maszyn chłodniczych, zapasów czynnika chłodniczego oraz urządzeń elektrycznych z wymaganiami Regulaminu Rejestru.
2) Armator musi przedstawić dokumentację techniczną w ilości niezbędnej do weryfikacji wykonania wymagania techniczne i regulaminów, a także dokumentacji okrętowej i certyfikatów fabrycznych.
Zakres następnej kontroli:
1) Agregat chłodniczy podlega szczegółowemu przeglądowi i próbie działania.
2) Sprężarki, pompy, wentylatory należy przedstawić do szczegółowych oględzin w stanie otwartym z niezbędnym demontażem części i zespołów.
3) Po zmontowaniu mechanizmy podlegają sprawdzeniu w działaniu jako element agregatu chłodniczego.
4) Zbiorniki ciekłego czynnika chłodniczego należy poddać inspekcji wewnętrznej w stanie oczyszczonym.
5) Rurociągi i armatura instalacji wody chłodzącej i cieczy chłodzącej muszą być co 8 lat poddawane próbie hydraulicznej ciśnieniem próbnym co najmniej 1,25 ciśnienia roboczego.
6) Próbę eksploatacyjną przeprowadza się w celu określenia przydatności do bezpiecznej eksploatacji, zapewnienia wytworzenia i utrzymania określonych temperatur w pomieszczeniach chłodzonych, skuteczności izolacji pomieszczeń chłodzonych, a także określenia bezpieczeństwa eksploatacji obiektów mających wpływ na bezpieczeństwo żeglugi statku i ochronę życia ludzkiego. Podczas kolejnego przeglądu temperaturę w chłodni należy sprowadzić do najniższej wartości i utrzymywać przez 24 godziny.
Zakres przeglądu rocznego:
1) Należy przetestować w działaniu silniki napędowe, pompy, wentylatory.
2) Zbiorniki z ciekłym czynnikiem chłodniczym należy poddać oględzinom zewnętrznym.
3) Podczas sprawdzania instalacji w eksploatacji należy dokonać oględzin armatury i rurociągów instalacji wody chłodzącej, cieczy chłodzącej, kanałów powietrza chłodnic powietrza oraz wentylacji pomieszczeń chłodzonych.
4) Pomieszczenia chłodzone należy poddać inspekcji.
5) Urządzenia do zdalnego pomiaru temperatury i alarmowania z pomieszczeń chłodniczych powinny być sprawdzone w działaniu.
Określenie stanu technicznego obiektów instalacji chłodniczej:
Wyprodukowano zgodnie z wynikami ankiety. Normy dopuszczalnego zużycia, uszkodzeń, wadliwego działania komponentów i części są określone zgodnie z niniejszą instrukcją i formularzami producenta. Jeżeli przegląd ujawni zużycie, uszkodzenia, awarie obiektu, które stwarzają zagrożenie dla żeglugi statku i życia ludzkiego, wówczas taki obiekt nie jest uznawany za zdatny do użytku, zakaz eksploatacji do czasu usunięcia wad. Jeżeli podczas badań urządzenia chłodniczego okaże się, że stan techniczny urządzenia chłodniczego oraz izolacja pomieszczeń chłodniczych nie zapewniają wytworzenia i utrzymania określonych temperatur w pomieszczeniach chłodniczych, wówczas urządzenie takie zostaje pozbawione klasy Rejestr.
Zasady eksploatacji technicznej agregatów chłodniczych
Ogólne wymagania dotyczące eksploatacji
Eksploatacja okrętowych agregatów chłodniczych to zespół środków organizacyjnych i technicznych zapewniających niezawodność i bezpieczna praca instalacji i wykorzystywać je z maksymalną wydajnością.
Kompleks środków organizacyjnych i technicznych obejmuje:
Organizacja obsługi technicznej agregatu chłodniczego w celu utrzymania go w stanie spełniającym wymagania organów nadzoru, instrukcji zakładowych, specjalne zasady i aktualnych przepisów
Udostępnienie personelowi dokumentacji technicznej i instruktażowej dotyczącej obsługi agregatu chłodniczego;
Określenie wymaganej wielkości zaopatrzenia materiałowego i technicznego;
Planowanie zakresu i terminów konserwacji (TO) i naprawy agregatu chłodniczego.
Podczas eksploatacji agregatu chłodniczego należy bezwzględnie przestrzegać rocznego harmonogramu przeglądów prewencyjnych i prace naprawcze, a także harmonogram działań organizacyjnych i technicznych.
Dokumentem przewodnim eksploatacji agregatów chłodniczych statków przeniesionych do systemu ciągłej obsługi i napraw (SNTOR) jest skrócony harmonogram obsługi i napraw.
Ogólne zarządzanie eksploatacją statków środki techniczne jest przypisany do grupy inżynierów mechaników obsługi mechanicznej i okrętowej przedsiębiorstw rybackich zgodnie z ich specjalizacją. Zarządzanie operacyjne pracą urządzeń chłodniczych i kontrola nad nimi stan techniczny w terenie prowadzona jest przez mechanika-mentora przedsiębiorstw.
Personel obsługujący jednostki chłodnicze statków kieruje się w swojej pracy: zasadami technicznej eksploatacji floty przemysłu rybnego Federacji Rosyjskiej; Przepisy bezpieczeństwa na statkach floty rybackiej; zasady eksploatacji technicznej agregatów chłodniczych, przepisy sanitarne bezpieczeństwo przeciwpożarowe na statkach floty przemysłu rybnego Federacji Rosyjskiej; Zasady klasyfikacji i konstrukcji statki morskie Rejestr Federacji Rosyjskiej; Podręcznik dotyczący zapobiegania wypadkom i kontroli uszkodzeń statków; instrukcje fabryczne dotyczące wyposażenia agregatu chłodniczego; dokumentacja SNTOR szefa mechanika chłodnictwa; czarter służby na statkach floty przemysłu rybnego Federacji Rosyjskiej; inne dokumenty dotyczące sprawności i bezpieczeństwa eksploatacji, a także naprawy agregatów chłodniczych.
Eksploatacja okrętowych agregatów chłodniczych jest dozwolona dla osób, które posiadają dyplom inżyniera chłodnictwa (dozorcy) i które zdały egzamin sprawdzający wiedzę uprawniający do zajmowania tego stanowiska.
Mechanicy chłodnictwo (mechanicy), którzy pracowali na statkach na stanowisku inżyniera chłodnictwa przez co najmniej dwa lata, mogą samozarządzanie agregat chłodniczy jednostopniowy o mocy chłodniczej do 11 kW. W tym przypadku odpowiedzialność za stan instalacji chłodniczej spoczywa na głównym mechaniku statku.
Na statkach z instalacją chłodniczą dwustopniową o wydajności chłodniczej mniejszej niż 349 kW lub na statkach z instalacją chłodniczą jednostopniową o wydajności chłodniczej mniejszej niż 1396 kW na statkach z instalacją chłodniczą jednostopniową o wydajności chłodniczej mniejszej niż 1396 kW mogą zajmować osoby, które posiadają dyplom inżyniera chłodnictwa okrętowego trzeciej kategorii.
Na statkach z dwustopniową instalacją chłodniczą o mocy chłodniczej co najmniej 349 kW lub na statkach z jednostopniową instalacją chłodniczą o wydajności chłodniczej co najmniej 1396 kW, mechanik chłodnictwa okrętowego drugiej kategorii może zajmować stanowisko inżyniera chłodnictwa.
Personel statku obsługujący agregaty chłodnicze jest zobowiązany do:
Doskonale znać Zasady eksploatacji technicznej agregatów chłodniczych na statkach floty przemysłu rybnego, dokumentację fabryczną agregatu chłodniczego i jego elementów; przeznaczenie, podstawowe dane techniczne, zasada działania i konstrukcja agregatu chłodniczego oraz jego mechanizmów i układów pomocniczych; wymagania Regulaminu Rejestru Federacji Rosyjskiej dla sklasyfikowanych i niesklasyfikowanych urządzeń chłodniczych;
Zapewnić konserwację urządzeń chłodniczych zgodnie z aktualne instrukcje, zasad i wytycznych związanych z eksploatacją agregatów chłodniczych; przedstawienie agregatów chłodniczych do kontroli przez Rejestr Federacji Rosyjskiej w zakresie określonym w Regulaminie Rejestru i terminowe wykonanie wszystkich instrukcji Rejestru;
Prowadzenie niezbędnej dokumentacji technicznej i sprawozdawczej;
Umieć korzystać ze środków ochrony indywidualnej (maski przeciwgazowe, aparaty izolujące drogi oddechowe KIP-7, ASV-2) oraz w razie potrzeby udzielić pierwszej pomocy.
Eksploatacja instalacji chłodniczej obejmuje: rozruch, konserwację w trakcie eksploatacji, czynności pomocnicze (usuwanie pokrywy śnieżnej, dolewanie czynnika chłodniczego, oleju, odpowietrzanie), konserwację oprzyrządowania (oprzyrządowania) i automatyki, postoje.
Przygotowanie do startu
Czynności przygotowawcze mają na celu zapewnienie bezpiecznego i bezawaryjnego wprowadzenia agregatu do eksploatacji.
Przygotowanie do uruchomienia, wspólne dla wszystkich urządzeń chłodniczych, obejmuje: identyfikację w dzienniku dozoru przyczyn ostatniego zatrzymania (jeżeli zatrzymanie było związane z jakąkolwiek awarią w działaniu, należy upewnić się, że wszystkie problemy odnotowane w dzienniku zostały usunięte); sprawdzenie szczelności układu chłodniczego; sprawdzanie dostępności i sprawności urządzeń sterujących, monitorujących, zabezpieczających i sygnalizacyjnych; obecność napięcia na tablicach rozdzielczych agregatu chłodniczego; sprawdzenie działania lampek sygnalizacyjnych.
Podczas przygotowywania układu chłodniczego do pracy sprawdzana jest obecność w nim czynnika chłodniczego oraz jego poziom w aparaturze i pojemnikach (liniowy, zbiornik cyrkulacyjny, zbiornik przemysłowy itp.). Jeśli system jest bez chłodnicy powietrza, należy upewnić się, że nie ma w niej powietrza; jeśli zostanie wykryte powietrze, zostanie ono usunięte.
Sprawdzić i otworzyć zawory odcinające na rurociągach tłocznym, cieczowym i ssawnym zgodnie ze schematem instalacji, a także zawory odcinające manometrów, poziomowskazów, łączników pływakowych, przewodów wyrównawczych. Zawory ssące i tłoczne sprężarek, zawory odcinające i regulacyjne do dostarczania ciekłego czynnika chłodniczego do parownika, zbiornika procesowego, zbiornika cyrkulacyjnego, kostkarki do lodu, zamrażarki pozostają zamknięte.
W obwodach ze zdalnie sterowanymi elektrozaworami zawory regulacyjne mogą być otwierane. W takim przypadku, gdy agregat się zatrzymuje, elektrozawory zamykają się, a dopływ czynnika chłodniczego do obiektów zatrzymuje się.
W amoniakalnych instalacjach chłodniczych, zgodnie z przepisami bezpieczeństwa, niektóre zawory na rurociągach tłocznych i cieczowych są uszczelnione w stanie otwartym.
W schematach z wymuszonym doprowadzeniem cieczy do urządzeń chłodzących pompa czynnika chłodniczego jest przygotowana do uruchomienia. Jednocześnie otwiera się zawór ssący pompy, zawór do usuwania oparów z rurociągu ssącego pompy oraz zawór do usuwania czynnika chłodniczego używanego do smarowania łożysk i chłodzenia silnika elektrycznego.
W układzie chłodzenia wodą wszystkie zawory na przewodach ssawnym i tłocznym są otwarte, z wyjątkiem zaworu po stronie tłocznej pompy, który musi być zamknięty (w niektórych konstrukcjach otwiera się również zawór tłoczny pompy). Sprawdź wzrokowo, czy nie ma wycieków wody chłodzącej.
Obracając ręcznie wałem pompy, sprawdzić jego swobodny obrót.
Obecność solanki w układzie solanki jest określana przez włączony wskaźnik poziomu zbiornik wyrównawczy. Sprawdź gęstość solanki. Obracając wałem pompy, sprawdź jego swobodny obrót. Po otwarciu zaworów odcinających (ręcznych, silnikowych i elektromagnetycznych) na wszystkich połączeniach rurowych oraz urządzeniach chłodniczych należy sprawdzić szczelność solanki. Zawór po stronie tłocznej pompy pozostaje zamknięty.
W pomieszczeniu nie powinno być chłodnic powietrza. obce obiekty. Egzamin zewnętrzny chłodnicy powietrza i ręcznie obracając wirnik wentylatora, upewnij się, że jest dobrze zamocowany, nie uderza ani nie zacina się. Sprawdź również obecność urządzeń ochronnych. Pozycja przepustnice powietrza, drzwi wewnętrzne i klapy powinny być takie, aby możliwe było doprowadzenie powietrza do pomieszczeń chłodzonych (ładownie, mroźnie). Drzwi muszą mieć dobre zamki i szczelnie się zamykać.
Przed uruchomieniem sprężarki płynny czynnik chłodniczy, który dostał się do skrzyni korbowej, jest odprowadzany z rurociągów ssących i tłocznych do skrzyni korbowej. Są przekonani o niezawodności mocowania, sprawności sprężarki i sprzęgła, obecności ogrodzenia, szczelności dławnicy oraz braku ciał obcych na sprężarce, które zakłócają rozruch.
Sprawdź poziom oleju w skrzyni korbowej (lub cylindrze smarownicy), jego obecność w układzie smarowania, włącz grzałkę oleju. Upewnij się, że zawory zwrotne układ olejowy z niezależnymi pompami olejowymi (jednostki śrubowe) i zaworami obejściowymi (sprężarkami tłokowymi) są otwarte.
Aby sprawdzić swobodny ruch ruchomych części sprężarki, obróć ręcznie jej wał korbowy (wirnik) o co najmniej dwa obroty. W obecności gniazda Filtr oleju jego uchwyt jest obrócony o jeden lub dwa obroty.
Sprawdzić dopływ wody do płaszcza chłodzącego sprężarki oraz do układu chłodzenia chłodnicy oleju.W przypadku ręcznej regulacji dopływu wody lub czynnika chłodniczego do chłodzenia chłodnicy oleju należy pozostawić otwarty zawór na wlocie wody do chłodnicy, gdy olej jest schładzany przez czynnik chłodniczy, przed uruchomieniem sprężarki należy zamknąć zawór sterujący.
Uruchomienie agregatu chłodniczego
Uruchomienie pomp wody chłodzącej, pomp solanki, wentylatorów chłodnic powietrza. Po przygotowaniu agregatu chłodniczego do pracy można go uruchomić. Zaczyna się to od wprowadzenia systemów chłodzenia wodą, solanką i powietrzem.
Odśrodkowa pompa wody chłodzącej jest uruchamiana przy zamkniętym zaworze tłocznym, a pobór mocy przez pompę jest minimalny. Po otwarciu zaworu tłocznego sprawdzana jest praca pompy na podstawie wskazań manometru, wakuometru i amperomierza. Jeśli w układzie znajduje się powietrze, jest ono uwalniane przez zawory odpowietrzające (korki) na filtrze i obudowie pompy.
Obieg wody przez chłodzony sprzęt można określić na podstawie jej wyjścia z rurociągu odpływowego. Podczas normalnej pracy obcy hałas nie powinien być słyszalny w pompie.
Uruchomienie odśrodkowej pompy solanki i objawy jej normalnej pracy są takie same jak w przypadku pompy odśrodkowej do wody. Inne typy pomp wody i solanki oraz pompy czynnika chłodniczego należy uruchamiać zgodnie z zaleceniami producenta.
Uruchomienie pompy czynnika chłodniczego i wentylatorów zamrażarki następuje zwykle po uruchomieniu sprężarki. Na układ powietrza chłodzenia uruchamiane są wentylatory chłodnic powietrza zęzowego.
Uruchomienie sprężarek tłokowych jednostopniowych. Ręczny rozruch sprężarek o średniej i dużej wydajności chłodniczej odbywa się za pomocą urządzeń zmniejszających moment rozruchowy silnika elektrycznego. Rozruch jest ułatwiony poprzez otwarcie zaworu obejściowego na rurociągu łączącym stronę ssawną i tłoczną sprężarki. Sprężarki o regulowanej wydajności są uruchamiane przy otwartych zaworach ssawnych. Zawory są zwalniane za pomocą popychaczy hydraulicznych lub elektromagnetycznych.
Uruchomienie pompy czynnika chłodniczego. Pompa czynnika chłodniczego zostaje uruchomiona, gdy ostygnie i osiągnie temperaturę zbliżoną do temperatury czynnika chłodniczego w zbiorniku obiegowym.
Jeśli występuje obejście, jego zawór jest lekko otwarty i pompa jest uruchamiana, przy stałym przepływie cieczy, zawór tłoczny jest lekko otwierany i regulowana jest niezbędna różnica ciśnień między tłoczeniem a ssaniem. W zależności od konstrukcji pompy, regulacja jest dokonywana przez zawór tłoczny pompy.
W przypadku braku obejścia pompa jest uruchamiana przy uchylonym zaworze tłocznym. Wymaganą różnicę ciśnień między tłoczeniem a ssaniem uzyskuje się poprzez regulację otwarcia zaworu tłocznego podczas stabilnej pracy pompy.
Wraz ze spadkiem różnicy ciśnień między tłoczeniem a ssaniem zwiększa się przepływ pompy, dlatego wzrasta pobór mocy jej silnika elektrycznego. Te same odczyty manometru i podciśnienia na ssaniu i manometru na wylocie wskazują na przerwanie dopływu cieczy przez pompę.
Działanie pompy sprawdza się na podstawie wskazań manometru i wakuometru, wskazań amperomierza oraz poziomu ciekłego czynnika chłodniczego w odbiorniku cyrkulacyjnym. Jeśli pojawią się usterki w działaniu pompy (obcy hałas, zaprzestanie ruchu płynu, nadmierne nagrzewanie), zatrzymują ją, identyfikują przyczyny problemu i eliminują go.
Wyłączenie agregatu chłodniczego
Zatrzymanie agregatu chłodniczego odbywa się w następujący sposób. Najpierw odciąć dopływ ciekłego czynnika chłodniczego do układu parownika, zbiornika cyrkulacyjnego i naczynia procesowego oraz zatrzymać pompę czynnika chłodniczego. Sprężarka zasysa opary czynnika chłodniczego z aparatu do ciśnienia niższego od roboczego. Następnie zatrzymaj sprężarkę, wentylatory i pompy (solanka i woda). Następnie zamyka się zawory odcinające na rurociągach układu czynnika chłodniczego, solanki i wody chłodzącej, odłącza się zasilanie od odłączonych mechanizmów, paneli i konsol.
Aby zatrzymać pompę czynnika chłodniczego, wyłącz silnik pompy, a następnie zamknij jej zawór spustowy. Zawór ssący pompy, w przypadku braku zaworu bezpieczeństwa, pozostaje otwarty, podczas gdy pompa komunikuje się z odbiornikiem cyrkulacji i zapobiega się znacznemu wzrostowi ciśnienia w pompie podczas jej podgrzewania.
Zatrzymać sprężarki tłokowe, śrubowe lub rotacyjne w następujący sposób. Ustaw minimalną wydajność chłodzenia sprężarki (dla sprężarek o zmiennym przepływie). Zamknąć zawór ssący sprężarki. Wyłączyć silnik napędowy sprężarki. Pod koniec obrotu wału korbowego (wirników) zawór wylotowy sprężarki jest zamknięty. Zamknąć zawory doprowadzające wodę do układu chłodzenia sprężarki oraz wodę lub czynnik chłodniczy do chłodnicy oleju. Zamknij zawory na rurociągach do spuszczania oleju do skrzyni korbowej sprężarki, a także zawory odcinające ssania i tłoczenia na zbiorniku pośrednim. Zamknąć zawory na rurociągach chłodzenia wodnego sprężarki. Zapisz czas i przyczynę zatrzymania sprężarki w dzienniku.
Po zatrzymaniu sprężarki dwustopniowej najpierw zamykany jest zawór ssawny SND, a po obniżeniu ciśnienia w zbiorniku procesowym i skrzyni korbowej sprężarki do 0,02 MPa (na podstawie manometru) zamykany jest zawór ssawny SVD. Zatrzymując dwustopniową jednostkę składającą się z dwóch jednostopniowych sprężarek, należy najpierw zatrzymać sprężarkę LPC, a następnie sprężarkę HP.
W skrzyni korbowej zatrzymanych sprężarek czynnika chłodniczego utrzymywane jest ciśnienie 0,03-0,05 MPa (mierzone manometrem), aby uniknąć nasycenia oleju parami czynnika chłodniczego. Uruchomienie sprężarki z olejem nasyconym czynnikiem chłodniczym powoduje pienienie się oleju i smarowanie sprężarki.
Podczas wyłączania agregatu chłodniczego z układem chłodzenia solanką, zamknij zawór na rurociągu doprowadzającym solankę do układu chłodzenia, pozostawiając otwarte zawory na rurociągu powrotnym solanki. Zapobiega to naruszeniu gęstości układu (wyciskaniu uszczelek, uszczelnień itp.), gdy ciśnienie w nim wzrasta w wyniku rozszerzania się solanki podczas jej podgrzewania.
Na temperatura ujemna w chłodnictwie MO po zatrzymaniu agregatu następuje odwodnienie płaszczy (głowic, pokryw) sprężarek, chłodnic oleju, skraplaczy i innych urządzeń.
Bezpieczeństwo konserwacji urządzeń chłodniczych
Według organizacji bezpieczna operacja agregatu chłodniczego na statku znajdują się następujące dokumenty urzędowe: OST 15 350-85 „Statki floty cywilnej. Eksploatacja agregatów chłodniczych.
Wymagania bezpieczeństwa”; instrukcje opracowane przez armatora i dostosowane przez administrację statku w celu uwzględnienia warunków lokalnych;
rozporządzenie w sprawie przeprowadzania odpraw bezpieczeństwa na statkach Ministerstwa Rybołówstwa Federacji Rosyjskiej. W agregacie chłodniczym w widocznym miejscu należy wywiesić podstawowe zasady bezpieczeństwa, obsługi agregatu i udzielania pierwszej pomocy oraz schematy rurociągów czynnika chłodniczego solanki i wody, a każdy zawór powinien mieć napis określający jego przeznaczenie. Przy wejściach do ładowni, mroźni itp. instrukcje bezpieczeństwa. W amoniakalnych agregatach chłodniczych na zewnątrz agregatu w pobliżu drzwi wejściowych znajduje się wyłącznik awaryjny napędu elektrycznego sprężarki, który jednocześnie włącza wentylację awaryjną. Na drzwiach i włazach wyjść awaryjnych z chłodzonego MO zamontowane są tablice z napisem „Wyjście awaryjne. Nie zagracaj”. Wszystkie rurociągi instalacji chłodniczej muszą mieć charakterystyczny kolor zgodnie z Podręcznikiem zapobiegania wypadkom i kontroli uszkodzeń statków Floty Rybackiej Federacji Rosyjskiej. Wszystkie agregaty chłodnicze posiadają automatyczne urządzenia zabezpieczające. Eksploatacja agregatów chłodniczych przy odłączonym lub wadliwe urządzenia automatyczna ochrona jest niedozwolona. Sprężyny fałszywych pokryw sprężarek muszą być skalibrowane tak, aby otwierały się przy ciśnieniu w cylindrze nie większym niż 0,3 MPa powyżej ciśnienia tłoczenia.
Jeśli pojawią się oznaki pracy na mokro, zamknij zawór ssawny i zawór dostarczania ciekłego czynnika chłodniczego do układu odparowywania.
Jeśli w tym samym czasie stukanie w sprężarce nie ustaje, to natychmiast zostaje zatrzymane. Uruchamianie sprężarki napełnionej czynnikiem chłodniczym przy zamkniętych zaworach ssących i tłocznych oraz otwartym zaworze obejściowym jest niedozwolone. Dopływ wody chłodzącej jest kontynuowany do przestrzeni koszulowej sprężarki wypełnionej czynnikiem chłodniczym lub woda jest z niej odprowadzana przez korki spustowe, zatrzymując dopływ, zatrzymując dopływ wody. Otwarcie urządzeń chłodni i prace spawalnicze są dozwolone tylko po obniżeniu ciśnienia w niej do ciśnienia atmosferycznego, przy tym ciśnieniu urządzenie otwiera się nie wcześniej niż po 20 minutach. Prace przy otwieraniu sprzętu prowadzone są w masce gazowej i rękawicach gumowych. Nie wolno otwierać aparatów i rurociągów przy temperaturze ścian poniżej (-33) - (35) ° С. Gdy amoniak dostanie się do chłodniczego MO, podejmuje się następujące środki: natychmiast załóż maskę przeciwgazową; wyłączyć silniki elektryczne sprężarek i mechanizmów oraz włączyć wentylację awaryjną; ewakuować ludzi; w razie potrzeby włącz urządzenia irygacyjne; uszczelnić chłodzony MO; powiadomić głównego mechanika, na jego polecenie, personel serwisowy założyć aparaty oddechowe z obiegiem zamkniętym, personel gazoszczelny założyć aparaty oddechowe z obiegiem zamkniętym, kombinezony gazoszczelne i podjąć działania w celu usunięcia awarii. Awaryjne uwolnienie amoniaku za burtę odbywa się wyłącznie na polecenie głównego mechanika. Z nieobecnością wyposażenie ochronne zaleca się oddychanie przez szmatkę obficie zwilżoną wodą. Ukrywając się przed zatruciem czynnikiem chłodniczym w pomieszczeniu pamiętaj, że amoniak jest lżejszy od powietrza i koncentruje się w górnej części pomieszczenia. Do wglądu części wewnętrzne urządzeń używaj lamp przenośnych (w instalacjach amoniakalnych o napięciu nie większym niż 12V) lub lamp ładowalnych. Zabrania się oświetlania miejsca pracy otwartym ogniem. Wymiana uszczelnienia dławnicy zaworów odcinających nieposiadających urządzenia do rozłączania dławnicy odbywa się poprzez usunięcie czynnika chłodniczego z części instalacji, do której podłączony jest zawór odcinający. Podczas testowania instalacji chłodniczej pod kątem gęstości nie wolno dodawać amoniaku do układu. Zabrania się określania miejsc nieszczelności w układzie chłodniczym poprzez zbliżanie twarzy do miejsc ewentualnych szczelin, gdyż strumień czynnika chłodniczego może uszkodzić oczy. Aby chronić ręce przed korozją podczas pracy z solanką, załóż skórzane lub płócienne olejowane rękawiczki oraz płócienny fartuch. Prace związane z napełnieniem układu czynnikiem chłodniczym, jego spuszczeniem, usunięciem „płaszcza” śnieżnego, spawaniem i/lub pracami awaryjnymi, przeprowadzane są w obecności mechanika chłodnictwa. W lodówce MO powinny znajdować się maski gazowe z zapasowymi wkładami filtracyjnymi, ich liczba powinna być równa liczbie personelu serwisowego. Na zewnątrz, przy wejściu do chłodni MOD, znajdują się co najmniej dwie zapasowe maski przeciwgazowe wraz z parą gumowych rękawic i butów, a także dwa aparaty oddechowe i dwa kombinezony gazoszczelne. Kombinezony i wyposażenie przeciwgazowe są sprawdzane pod kątem gazoszczelności co najmniej raz na 6 miesięcy. W przypadku zatrucia amoniakiem stosuje się następujące środki przedmedyczne: wyprowadzić poszkodowanego na świeże powietrze; gdy oddech ustaje, wykonuje się sztuczne oddychanie, okrywa się je cieplej, wzywa się lekarza; podawać do wdychania oparów 1-2% roztworu kwasu octowego, a także pić sok pomarańczowy lub słaby roztwór kwasu cytrynowego lub 3% roztwór kwasu mlekowego; gdy organizm jest osłabiony podaje się mocną herbatę lub kawę. Jeśli ciekły amoniak dostanie się na skórę, należy go zmyć wodą lub octem (oczu nie należy myć octem). Jeśli amoniak dostanie się do oczu, przemywa się je strumieniem wody o temperaturze pokojowej, a następnie wkrapla się do nich kilka kropli 2-4% roztworu kwasu borowego. Odmrożoną okolicę delikatnie pociera się sterylnym wacikiem lub gazikiem, aż do pojawienia się wrażliwości i zaczerwienienia skóry. Jeśli dotknięte są duże obszary, nie należy pocierać odmrożeń. Dotknięty obszar jest pokryty bandażem antyseptycznym, a ofiara jest wysyłana do lekarza.
CZĘŚĆ OBLICZONA
Wybór danych do projektowania termicznego agregatu chłodniczego
czynnik chłodniczy: freon 12
temperatura zewnętrzna: 21°С
temperatura wody morskiej: 16°С
objętość chłodzonych ładowni: 485 m³
masa czynnika chłodniczego: 270 kg.
t?=-15, przegrzanie -25°C; tk=30°C;
t pas \u003d 10 * (t? + pas) \u003d -15 + 25 \u003d 10? C \u003d telewizory;
|
opcje |
|||||
Budowa cykli pracy sprężarkowej maszyny chłodniczej na wykresach cieplnych i obliczanie cyklu
Po ustaleniu parametrów głównych punktów cyklu przejdź do jego obliczeń:
1) Określ wydajność chłodzenia 1 kg. Czynnik chłodniczy lub specyficzna masa chłodnicza:
q?=i1- i5ґ=545-435=110 (kJ/kg);
gdzie i1 to entalpia pary pobieranej z parownika;
i5ґ - entalpia pary wchodzącej do parownika;
2) Praca sprężarki w procesie termicznego sprężania adiabatycznego
Lag=i2-i1ґ=590-560=30 (kJ/kg);
gdzie i2 ;i1ґ jest entalpią pary opuszczającej sprężarkę i wchodzącej do sprężarki;
3) Ilość ciepła odprowadzanego w skraplaczu z 1 kg. czynnik chłodniczy.
gk=i2-i4=590-440=50 (kJ/kg);
Gdzie i2 ;i4 to entalpia przegrzanej pary wchodzącej do skraplacza i nasyconej cieczy opuszczającej skraplacz.
4) Ilość ciepła usuwanego w procesie przechłodzenia
gn= i4-i5=440-435=5 (kJ/kg);
Gdzie i4 ;i5 jest entalpią cieczy XA przed i po przechłodzeniu.
W obiegu z regeneracyjnym wymiennikiem ciepła ciepło równe i4-i5 jest wykorzystywane do przegrzania pary w procesie przegrzania 1-1ґ (ciepło i1ґ - i1), tj. gper=gp
5) Współczynnik chłodzenia.
E=q?/opóźnienie=110/45=2,44;
6) Stopień doskonałości termodynamicznej.
sc=E/ek=2,44/5,16=0,47;
gdzie ek=258/50=5 jest współczynnikiem czynnika chłodniczego odwrotnego cyklu Carnota przeprowadzonego w tym samym zakresie, co obliczony w ta sprawa cykl sprężania pary
Obliczenia cieplne jednostopniowej maszyny chłodniczej
1) Wyznacz masę pary zasysanej przez sprężarkę:
G=Q?/q?=13,95/110=0,13 (kg/s);
2) Rzeczywista ilość pary zasysanej przez sprężarkę:
V=G*Vґ1=0,13*0,11=0,014 (m/s);
3) Objętość opisana przez tłok:
Vk=V/l=0,014/0,64=0,022(m/s);
Gdzie występują zgodnie z harmonogramem (ryc. 12, s. 38, Kondrashova N.G. 1979),
Przy Рк/Р?=8,5/1,5=5,67; l=0,64 Moc sprężarki adiabatycznej:
Nag= G(i2-i1ґ)=0,13*(590-560)=3,9 (kW);
4) Moc wskaźnika:
Ni=N/Ři=3,9/0,72=5,42 (kW);
gdzie zi wyznacza się zgodnie z wykresem (ryc. 13, s. 41, Kondrashova N.G. 1979), dla sprężarek bezdławnicowych zi = 0,72;
5) Siła tarcia:
Ntr \u003d Vk * Pitr \u003d 0,022 * 0,04 \u003d 0,0008 (kW);
Gdzie Pitr \u003d 0,04 MPa - dla sprężarek freonowych;
6) Efektywna moc:
Ne= Ni+ Ntr =5,42-0,35=5,77(kW);
7) Elektr. silnik:
Ne \u003d Ne / (zn * ze) \u003d 5,77 / (0,97 * 0,8) \u003d 7,44 (kW);
Gdzie zn - sprawność transmisji równa (0,96x0,99); zn=0,97;
gdzie ze jest sprawnością przenoszenia mocy równą (0,8h0,9); ze=0,8;
8) Rzeczywisty efektywny współczynnik wydajności:
Jej \u003d Q? / Ne \u003d 13,95 / 5,77 \u003d 2,42;
10) Rzeczywisty elektryczny współczynnik wydajności:
Ee \u003d Q? / Ne \u003d 13,95 / 7,44 \u003d 1,86;
11) Ciepło usuwane w skraplaczu:
Qk \u003d G * (i-i) \u003d 0,13 * (590-440) \u003d 19,5 (kW);
12) Ciepło odebrane w wymienniku ciepła z cieczy w procesie 4-5 i dostarczone do pary w procesie 1-1ґ
G*(i1ґ-i1)=Qper
0,13*(440-435)=0,65(kW);
0,13*(560-545)=1,95(kW);
Obliczenia termiczne chłodzonej przestrzeni
Temperatura zewnętrzna: 21°C
Temperatura wody morskiej: 16ºC
Objętość chłodzonych ładowni: 265 m3
Waga XA: 270 kg
Na całkowity zysk ciepła składa się szereg składowych, których obecność zależy od rodzaju i przeznaczenia naczynia.
1) Zyski ciepła przez izolowane obudowy statku
Q1=1,2?k*F*(tn-t),
gdzie k to współczynnik przenikania ciepła ogrodzenia, k=0,47 (m²/k)
F - powierzchnia ogrodzenia, m²
tn - temperatura zewnętrzna, ?C
t - temperatura powietrza w chłodzonym pomieszczeniu
Q1=1,2*0,47*603,8*(21-(-16))=12600 (W)=12,6 (kW)
F=2*78,9+150,6*2+75,4*2=603,8 m²
2) Godzinowe zużycie chłodu do obróbki cieplnej produktu
Q2=M(tn-tk)/f=6000*(10000-0)/86400=694,4(W)=0,69(kW);
gdzie M jest masą chłodzonego ładunku, M=6000 kg
tn; tk - entalpia produktu na początku i końcu obróbki cieplnej
f - czas trwania obróbki cieplnej;
3) Zyski ciepła pochodzące z powietrza zewnętrznego podczas wietrzenia pomieszczenia chłodniczego
Podobne dokumenty
Przeznaczenie napędów elektrycznych do uruchamiania korpusów roboczych mechanizmów i maszyn, ich główne typy. Wymagania dla silniki elektryczne agregaty i maszyny chłodnicze. Dynamika napędu elektrycznego, jego właściwości mechaniczne.
prezentacja, dodano 01.11.2012
Obliczenie końcowej różnicy temperatur skraplacza i ciśnienie absolutne para w jego szyi. Charakterystyka wydajności skraplacz, jego weryfikacja obliczenia termicznego zgodnie z metodą Instytutu Techniki Cieplnej i Zakładu Turbin w Kałudze.
test, dodano 17.06.2015
Parametry czynnika roboczego w prądach charakterystycznych obwodu. Energia elektryczna sprężarka i jej wydajność energetyczna. Wyznaczanie wyważenia sprężarkowego agregatu chłodniczego. Specyficzne straty elektromechaniczne. Egzergia usunięta w skraplaczu.
praca semestralna, dodano 25.04.2015
Metoda obliczania rurowej chłodnicy powietrza, w której schłodzone powietrze omywa wiązkę rur mosiężnych w kierunku poprzecznym, a woda chłodząca przepływa wewnątrz rur. Wyznaczanie przepływu ciepła, cechy konstrukcyjne klimatyzer.
test, dodano 04.03.2010
Lithozbor do wykorzystania ciepła wtórnego. Obliczenia cieplne rekuperacyjnego wymiennika ciepła. Wybór wyposażenia podstawowego: wentylatory, pompy. Ocena oporów hydraulicznych. Dobór wyposażenia pomocniczego. Urządzenia kontrolno-pomiarowe.
praca semestralna, dodano 01.03.2013
Modernizacja i poprawa efektywności zużycia energii w OAO „Borisovdrev”. Obliczanie zużycia ciepła z sieci ciepłowniczej. Cel i charakterystyka kotłowni. Obliczanie i analiza bilansów energetycznych i egzergii; oprzyrządowania i automatyki.
praca dyplomowa, dodano 04.03.2012
ogólna charakterystyka elektrownie o cyklu kombinowanym (CCGT). Wybór schematu CCGT i jego opis. Obliczenia termodynamiczne cyklu turbiny gazowej. Obliczanie cyklu CCGT. Zużycie paliwa naturalnego i pary. Bilans cieplny kotła odzysknicowego. proces przegrzania pary.
praca semestralna, dodano 24.03.2013
Określenie technologicznego wskaźnika zużycia energii elektrycznej, rocznego zapotrzebowania na amoniak do uzupełniania układów chłodniczych, wskaźnika zużycia wody do odbioru ciepła w skraplaczach i urządzeniach schładzających wodę instalacji chłodniczej. Przyczyny marnowania energii.
praca semestralna, dodano 18.11.2014
Procedura projektowania trójpłaszczowej instalacji wyparki do odparowania roztworu NH4NO3. Obliczenia armatury i skraplacza barometrycznego badanej instalacji wyparki, główne etapy obliczeń cieplnych i charakteryzujące je współczynniki.
praca semestralna, dodano 03.06.2010
Elektrodynamiczne przyrządy pomiarowe i ich zastosowanie. Przetwornica elektrodynamiczna. Oddziaływanie pól magnetycznych prądów. Amperomierze, watomierze, mierniki fazy oparte na przetwornikach elektrodynamicznych. Elektromagnetyczne urządzenia pomiarowe.