bară de scară măsurați lungimea sau lățimea pe avioane, determinați dimensiunile măsurate cu un șubler și șublere și, de asemenea, utilizați-l pentru lucrul de marcare. Precizie de măsurare - până la 0,5 mm.
Pentru măsurarea precisă a diferitelor unghiuri goniometru universal, reprezentând două rigle cu discuri articulate între ele. Un disc are diviziuni în grade. La măsurare, produsul este instalat între rigle, astfel încât marginile acestora să atingă planurile produsului măsurat. În acest caz, valoarea unghiului este determinată de diviziunile de pe disc.
Orez. Goniometru universal
Compas, șublere și gabarit interior
Busolă folosit în principal pentru marcare. Picioarele busolei trebuie să fie de aceeași lungime și grosime, ascuțite corespunzător și, atunci când sunt închise, să nu dea spațiu liber. Când sunt purtate și tocite, picioarele busolei sunt ascuțite cu o piatră de ascuțit.
![]()
a - busolă: b - șubler; c - etrier.
Etriere servește pentru măsurarea externă a detaliilor. Valoarea măsurată cu un șubler este determinată de bara de scară. Precizie de măsurare - până la 0,5 mm. Etrierele sunt articulate și încărcate cu arc.
Etrierul cu balamale este simplu în design și convenabil de utilizat, dar în timp, se dezvoltă o conexiune cu balamale și se obține jocul liber. Pentru eliminare roată liberă nitul capului balamalei este ușor sert sau nituit.
Capetele picioarelor își pierd forma inițială pe măsură ce sunt folosite, așa că ar trebui să fie umplute periodic cu o piatră de ajit.
Nutrometru determina dimensiunile interioare ale pieselor. Valorile măsurate de șubler sunt determinate de bara de scară. Precizie de măsurare de până la 0,5 mm. Indicatoarele din interior sunt cu arc și cu balamale.
(Figura a) - un instrument de măsurare care vă permite să efectuați trei măsurători: extern, intern și adâncime cu o precizie de 0,1 mm. Acest instrument constă dintr-o falcă fixă atașată la o bară de scară, pe care este aplicată o scară metrică și o falcă mobilă care se mișcă liber de-a lungul riglei. Falca mobilă are o crestătură vernier și o tijă de măsurare a adâncimii. Ambele fălci au capete ascuțite în partea de sus pt măsurători interne. Se fac zece diviziuni pe vernierul de jos. Linia extremă din stânga se numește zero. Pentru a determina dimensiunea cu fălcile etrierului depărtate, trebuie să numărați numărul întreg de milimetri pe care linia cea mai din stânga a vernierului a trecut de-a lungul riglei (în figura b este de 11 mm), apoi găsiți linia vernierului, care coincide exact cu orice diviziune a domnitorului. În cazul prezentat în figura b, a doua linie a vernierului (fără a număra linia zero) coincide cu împărțirea de pe riglă, prin urmare, dimensiune dată va fi egal cu 11,2 mm.
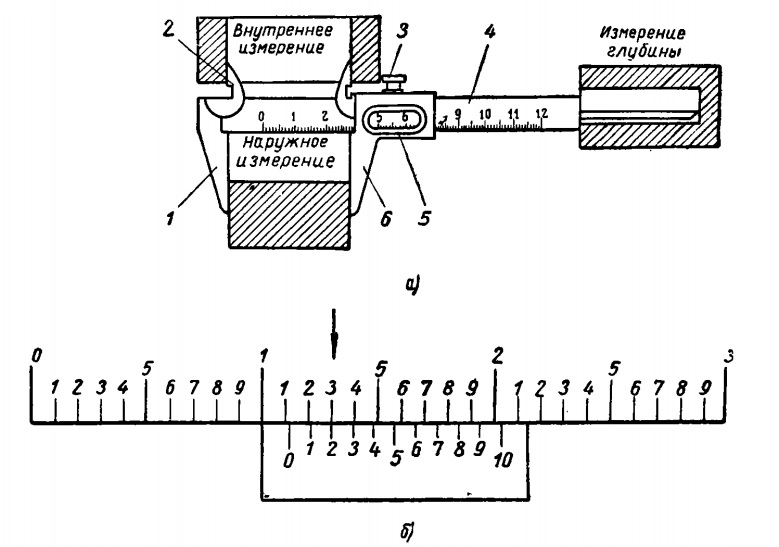
Orez. Etrier:
a - măsurarea cu un șubler; b - citirea vernierului; 1 - burete fix; 2 - capătul ascuțit al buretelui; 3 - șurub pentru fixarea buretelui mobil; 4 - bară de scară; 5 - nonius; 6 - burete mobil.
calibre de adâncime
calibre de adâncime se poate masura adancimea canelurilor de pe arbori, gauri etc. La masurare, planurile de referinta ale calibrei de adancime sunt plasate pe planul produsului din care se face masurarea. Este necesar să vă asigurați că fălcile de sprijin ale indicatorului de adâncime nu prezintă gropi și rugină. Periodic, fălcile de susținere trebuie șlefuite folosind o placă de testare. În timpul procesului de leuire, rigla mobilă ar trebui să fie la zero. Măsurarea cu un șubler se face în același mod ca și cu un șubler.
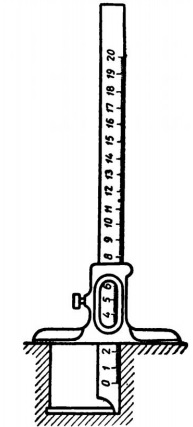
Orez. Măsurare cu un manometru
Este o legătură între un șubler și un indicator de adâncime.
Grosimea dinților angrenajului este măsurată cu un etrier pentru a determina uzura și dimensiunea acestora. Cunoscând înălțimea dintelui angrenajului din desen (numărând de la cercul de pornire), setați dimensiunea acestuia pe scara verticală a etrierului; după aceea, fălcile șublerului sunt instalate pe dinte și se măsoară grosimea dintelui cu un șubler orizontal. Precizia de măsurare cu un etrier este de până la 0,02 mm.
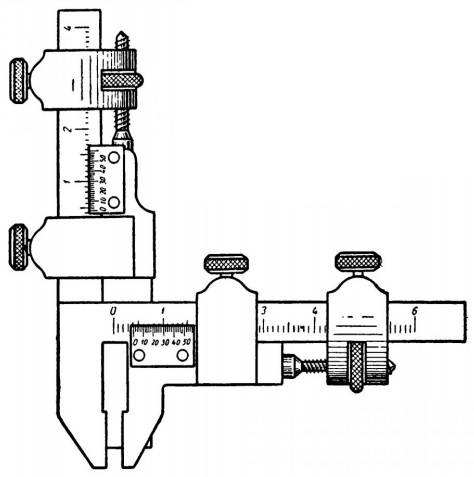
Orez. Subler
Pin telescopic măsurați dimensiunile interioare în intervalul de la 12 la 150 mm. Tija de măsurare mobilă a știftului intră în partea fixă a corpului, din care este stors de un arc. În interiorul carcasei circulă o tijă de blocare, care poate fi folosită pentru a fixa tija de măsurare în orice poziție. Pentru a măsura orificiul, trebuie să eliberați tija de măsurare, să introduceți știftul în orificiu și, dându-l pozitia corecta, prindeți tija de fixare și apoi îndepărtați cu grijă gravura din orificiu. După aceea, lungimea tijei de măsurare este măsurată cu un șubler sau un micrometru împreună cu partea fixă.
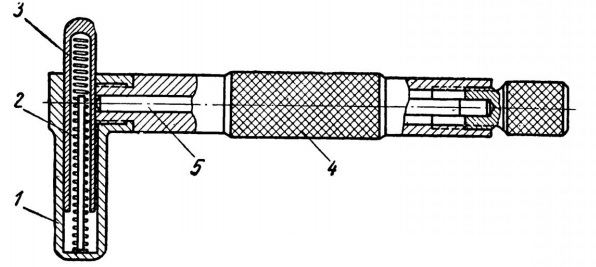
Orez. Tijă telescopică:
1 - parte fixa; 2 - arc de eliberare; 3 - tijă de măsurare; 4 - corp; 5 - tija de fixare.
Servește pentru măsurarea exterioară a pieselor cu o precizie de 0,01 mm. Cele mai comune micrometre sunt următoarele dimensiuni: 0-25; 25-50; 50-75; 75-100 mm. Dispozitivul micrometru este prezentat în figură.
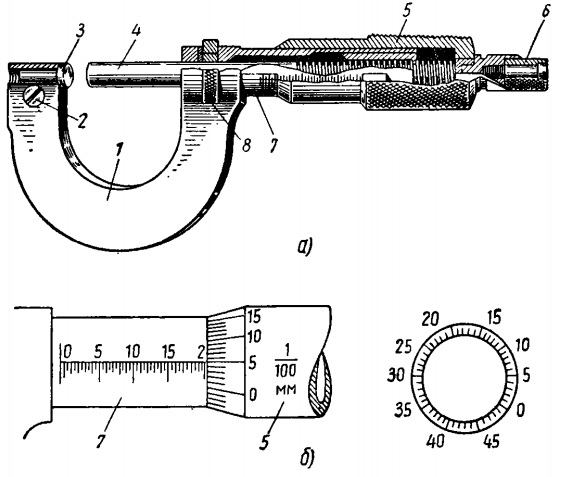
Orez. Micrometru:
a - secțiunea unui micrometru; b - dimensionare; 1 - suport; 2 - șurub de blocare a călcâiului; 3 - călcâi; 4 - surub cu filet micrometric; 5 - tambur; 6 - clichet; 7 - manșon cu diviziuni de până la 0,5 mm; 8 - inel de prindere.
Suportul micrometrului din partea stângă are un călcâi întărit și șlefuit fixat cu un șurub de blocare. Pe partea dreaptă a suportului se află un manșon cu o scară fixă; în manșon este fixat un manșon de oțel cu filet micrometric, al cărui pas este de 0,5 mm. În manșon este înfășurat un șurub micrometric, la capătul exterior al căruia este montat un tambur cu o scară cu 50 de diviziuni situate de-a lungul circumferinței și un clichet.
Pentru măsurare, piesa se instalează între șurub și călcâi, după care tamburul este rotit cu clichet și șurubul este extins până când vine în contact cu piesa măsurată. Pentru a determina dimensiunea, trebuie să numărați numărul de milimetri de pe suprafața manșonului, inclusiv diviziunea de jumătate de milimetru trecută, și apoi să vedeți ce diviziune de pe marginea tamburului coincide cu linia axială realizată pe manșon. Această împărțire va corespunde numărului de sutimi de milimetru care trebuie adăugat la datele anterioare. În poziția micrometrului prezentat în figura b, dimensiunea este setată la 20,05 mm.
Cu un știft micrometric, dimensiunile interne ale produselor sunt determinate cu o precizie de 0,01 mm. Conform structurii sale, micrometrul shtihmas este similar cu un micrometru. Shtikhmas constă dintr-un manșon având un vârf cu o suprafață de măsurare sferică la un capăt și un șurub micrometru cu aceeași suprafață la celălalt. Dimensiunile sunt determinate în același mod ca și cu un micrometru. Pentru a crește limitele de măsurare, știftul micrometric are un set de tije de măsurare interschimbabile, care vă permite să măsurați dimensiuni de până la 250 mm.
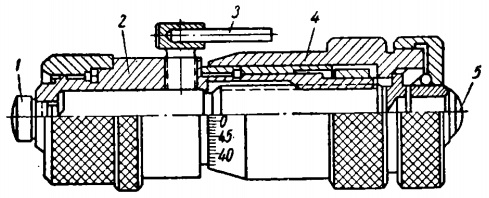
Orez. Shtihmas micrometric:
1 și 5 - suprafețe de măsurare sferice; 2 - maneca; 3 - șurub de blocare; 4 - tobă.
Este folosit pentru a măsura abaterile în dimensiunile produselor. Indicatoarele verifică planurile verticale și orizontale ale pieselor individuale, precum și deformarea, ovalitatea și conicitatea arborilor și cilindrilor. Precizia de măsurare a indicatorului este de până la 0,01 mm.
Indicatorul constă dintr-o carcasă, în interiorul căreia există un mecanism format din mai multe roți dințate, cremalieră de viteze, opriri și un cadran cu o săgeată. Cadranul are 100 de diviziuni, fiecare corespunzând la 0,01 mm. Când știftul de măsurare este mișcat cu 0,01 mm, săgeata se deplasează în jurul cercului cu o diviziune a scalei, iar când știftul este mișcat cu 1 mm, face o rotație. Știftul de măsurare se deplasează înapoi sub acțiunea unui arc.
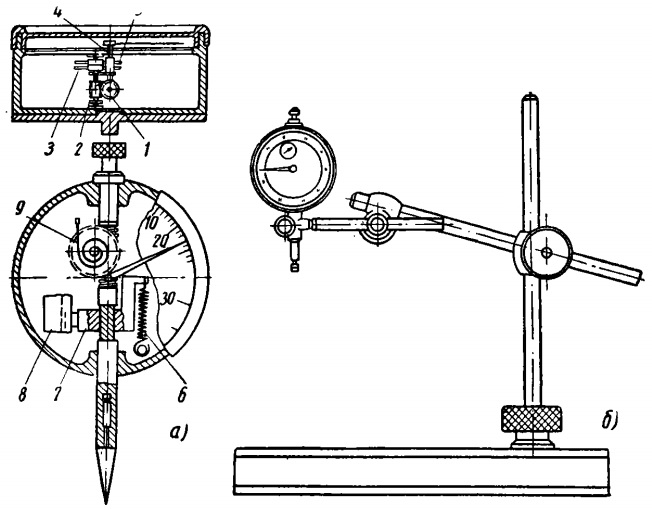
Orez. Indicator:
a - secțiunea indicatorului; b - suport universal pentru montarea indicatorului; 1 - știft de măsurare; 2- roată melcat; 3 și 5 - viteze; 4 - tija; 6 și 9 - arcuri; 7 - transport; 8 - ghid carucior.
Figura b prezintă un suport universal pentru montarea indicatorului, cu ajutorul căruia piesele sunt măsurate în diferite poziții.
Pentru a măsura uzura cilindrilor, indicatorul este fixat pe un dispozitiv special - un pasimetru.
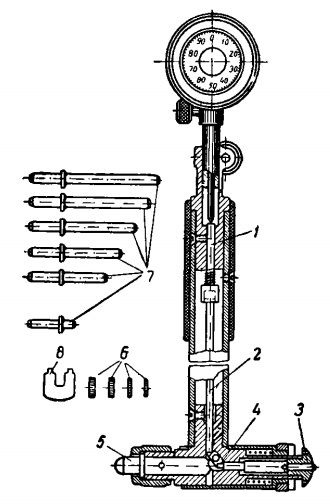
Orez. Indicator cu pasimetru pentru măsurarea uzurii cilindrului: 1 și 2 - tije; 3 - vârf mobil; 4 - maneta de balansare; 5 - tija fixa; 6 - inele calibrate; 7 - un set de tije fixe; 8 - cheie pentru dezasamblarea și montarea capului instrumentului.
Partea de măsurare (capul) a dispozitivului constă dintr-un vârf mobil și o tijă fixă. Mișcarea vârfului mobil este transmisă de un balansoar și tije către știftul de măsurare al indicatorului, care la rândul său acționează asupra mecanismului și săgeții. Setul indicator include un set de tije fixe și inele calibrate care vă permit să măsurați cilindri de diferite diametre. Înainte de măsurare, în capul dispozitivului este instalată o tijă fixă (uneori inele calibrate sunt plasate sub umărul tijei fixe). Pentru a selecta tija și inelul, cilindrul este pre-măsurat (aproximativ) cu un șubler sau o riglă.
Stylus și calibre de fir
sondă este o placă calibrată din oțel sau un set de plăci de diferite grosimi. Fiecare placă este marcată cu grosimea sa în milimetri. Aparate de măsurare sunt folosite pentru a măsura golurile dintre două părți. La măsurare goluri mari folosiți mai multe farfurii combinate. La măsurare, nu trebuie permise îndoiri ascuțite ale sondei și eforturi mari. Este necesar să vă asigurați că nu există murdărie și praf metalic pe sonde, ceea ce afectează precizia măsurării.
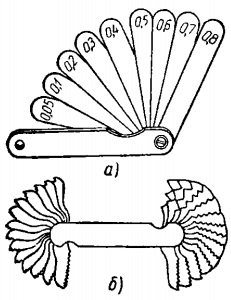
Orez. Instrumente de măsurare:
a - un set de sonde plate; b - calibrul filetului.
calibrul firului folosit pentru a verifica și determina numărul de filete pe inch sau pasul filetului (în milimetri) pe șuruburi, piulițe și alte piese. Este un set de piepteni din oțel (șabloane de fir) cu un profil de dinte corespunzător profilului unui filet standard în inch sau metric. Numărul de fire pe inch sau pasul firului este marcat pe fiecare pieptene. Pe corpul unui calibre de filet inch, un semn de 55 ° este scos și un semn metric de 60 °. Pentru a verifica filetul pe un șurub sau piuliță, este necesar să aplicați succesiv matrițele pentru calibrul de filet până când se găsește un pieptene ai cărui dinți se potrivesc exact cu firul piesei fără joc. Firul măsurat va corespunde mărimii acestui pieptene.
Șabloane
Model de rază folosit pentru a măsura razele produselor. Șablonul este o placă subțire de oțel cu curbe convexe sau concave. Pe suprafața fiecărui șablon sunt gravate numere, care determină dimensiunea razei de curbură în milimetri.
Un șablon pentru verificarea unghiului de ascuțire al burghiilor elicoidal cu un diametru de până la 50 mm este realizat sub forma unei plăci de oțel cu o decupare cu un unghi de 116-118 °. Pe marginea decupajului se aplică o scară milimetrică (Figura a), prin care se verifică lungimea muchiilor de tăiere ale burghiului.
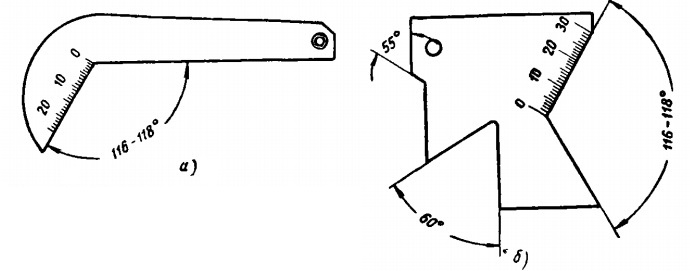
Orez. Șabloane pentru verificarea unghiului de ascuțire al burghiilor elicoidal:
un simplu; b - universal.
Cu un șablon universal (figura b), puteți verifica, pe lângă unghiul de ascuțire a burghiului, și filetul (metric 60 ° și inch 55 °).
Placa de testare
Placa de testare este o placă din fontă cu suprafețe și margini prelucrate cu precizie. Este utilizat pe scară largă în lucrările de marcare și control. Suprafața plăcii trebuie să fie lipsită de zgârieturi, zgârieturi și pete de rugină. Placa este instalată strict orizontal la nivel. Pentru verificare, produsul sau placa este unsă cu un strat subțire de vopsea, apoi produsul este așezat pe farfurie și mutat de-a lungul acesteia. În funcție de imprimarea cu cerneală, este determinată acuratețea procesării produsului. La sfârșitul lucrării, se șterge suprafața plăcii, se unge cu ulei și se acoperă cu un capac de lemn.
Verificarea cilindrului și a pistonuluiCilindru si piston verificate inspecție externă pentru uzura neuniformă, crăpături și deteriorare. În plus, uzura pistonului este verificată prin măsurare și comparată cu valoare limită uzură, care este dată în manualul de reparații. Chiar dacă se constată cantitatea de uzură
Se referă la manualul de reparații. Chiar dacă nivelul de uzură este în limite acceptabile, pistonul trebuie înlocuit dacă există deteriorări sau uzură neuniformă. În mod similar, chiar și în absența deteriorării sau a uzurii neuniforme, pistonul trebuie înlocuit dacă uzura lui depășește valoarea admisă.
Verificare piston
Zgârieturi și alte daune pe suprafața pistonului
Dacă procesul de ardere este perturbat, se produce o deformare sau o deteriorare inacceptabilă pe coroana pistonului și pe suprafața superioară. Mai mult, dacă pistonul funcționează în condiții dure sau uleiul și-a pierdut calitățile, atunci pe suprafața pistonului apar semne de uzură gravă sau crăpături.
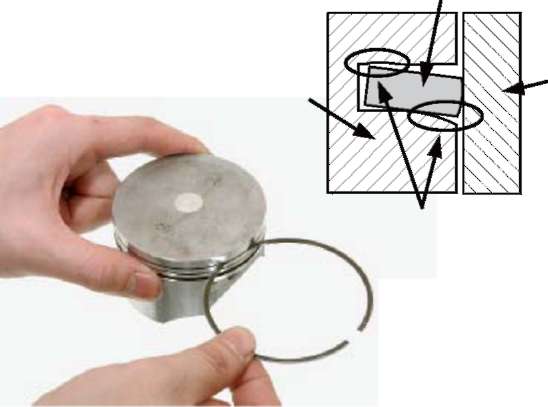
Uzura neuniformă și deteriorarea canelurilor segmentelor pistonului
Uzura neuniformă a canelurilor are ca rezultat o vibrație puternică a inelului, ceea ce provoacă consum crescut uleiuri și descoperire gaze de carter. De mare importanță este nu numai măsurarea uzurii, ci și evaluarea vizuală a uniformității acesteia.
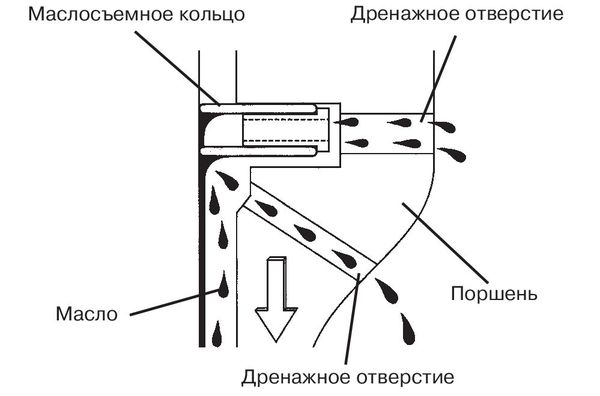
Găuri de scurgere înfundate
Inelul răzuitor de ulei îndepărtează excesul de ulei de pe peretele cilindrului, care intră în cilindru prin pulverizare din carter. arbore cotit. Uleiul pe care inelul îl răzuiește de pe peretele cilindrului se întoarce în carter prin orificiile de scurgere din canelura inelului inferioară. Dacă orificiile de scurgere se înfundă, uleiul începe să ardă. Unele pistoane au orificii de drenaj în partea de jos a canelurii inelului.
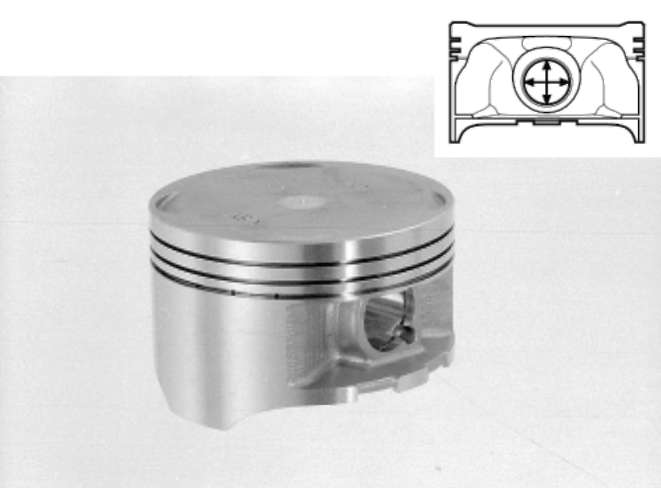
Măsurarea diametrului exterior al pistonului
Pe măsură ce kilometrajul crește, uzura suprafețelor de frecare ale pistonului crește. Odată cu uzura puternică, spațiul dintre fustă și cilindru crește - acest lucru duce la o creștere a zgomotului motorului în funcțiune și la o creștere a consumului de ulei. Locația măsurării diametrului fustei și valoarea limită de uzură sunt indicate în manualul de reparații. Dacă uzura este mai mult decât acceptabilă, atunci pistonul trebuie înlocuit. În plus, dacă uzura pistonului este în limite acceptabile, dar după măsurarea diametrului cilindrului, devine evident că distanța dintre manta și cilindru încă depășește valoare admisibilă, atunci pistonul trebuie schimbat dacă acest lucru va ajuta la readucerea jocului la normal.

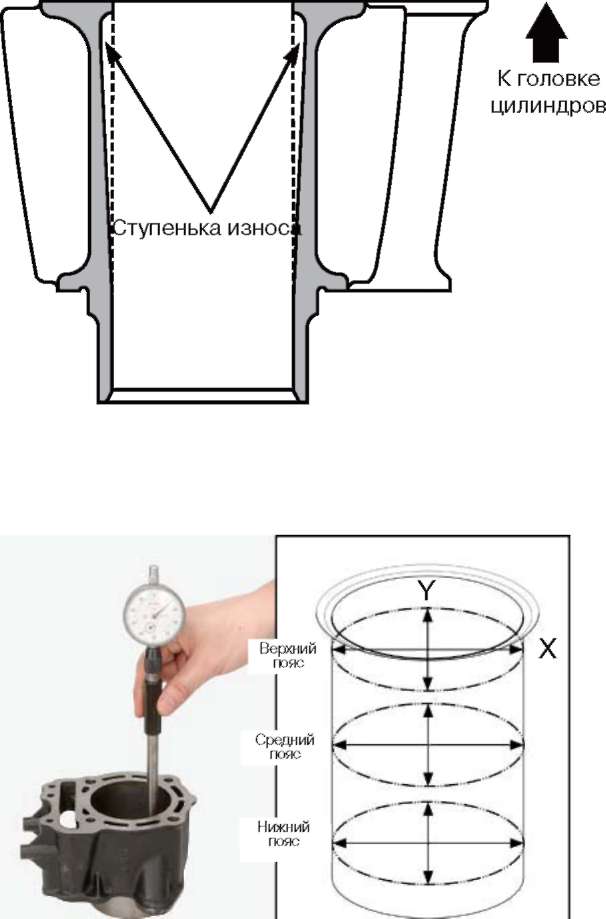
Verificare oglinda cilindrului
Aproape intotdeauna top parte Cilindrul se uzează mai repede decât cel inferior din cauza condițiilor de frecare inegale dintre inele și cilindrul în înălțime. În plus, cilindrul se uzează mai repede în direcția perpendiculară pe axa bolțului, deoarece pistonul apasă mai puternic pe cilindr în această direcție. Cilindrul nu se uzează niciodată uniform: profilul de uzură este în formă de pâlnie, cu expansiune în sus și în plan oval. Rebordul care se formează la TDC al inelului de compresie superior poate fi apreciat vizual și cu degetul, prin atingere. Apoi, măsurați diametrul în partea de sus, în centura mijlocie și în jos, în două planuri: paralel cu axa știftului pistonului (X) și peste axa bolțului (Y). Aceste măsurători vor determina conicitatea și ovalitatea cilindrului. Dacă există zgârieturi, zgârieturi sau uzură pe oglinda cilindrului care depășește valoarea admisă, atunci cilindrul trebuie să fie alezat pentru pistoanele supradimensionate (dacă este disponibil). Dacă blocul cilindrilor din anumite motive nu permite plictisirea, atunci blocul trebuie înlocuit.
Verificarea bolțului pistonului și a găurilor din știftul știftului
Ambele capete ale bolțului pistonului lucrează în interiorul bofurilor pistonului, iar partea sa din mijloc funcționează în capul superior al bielei. Pentru a verifica uzura și dimensiunea jocului efectiv, este necesar să se măsoare diametrul bolțului pistonului în acele locuri cu care lucrează în găuri și diametrele găurilor corespunzătoare.
Dacă rezultatul uneia dintre măsurători este în afara intervalului, pistonul cu bolțul trebuie înlocuit.
Natura uzurii orificiului din boful pistonului depinde de condițiile de funcționare ale motorului. Purtarea uniformă aproape niciodată nu apare - de obicei are forma unui oval. Din acest motiv, diametrul găurii trebuie măsurat în două planuri: vertical și orizontal (X și Y). Dacă rezultatul unei măsurători este în afara limite admisibile, apoi pistonul cu un deget trebuie schimbat.
Măsurați diametrul găurii din capul superior al bielei într-un plan vertical, deoarece uzura este întotdeauna mai mare în această direcție. Dacă rezultatul unuia este în afara intervalului, atunci biela trebuie înlocuită.
Deoarece uleiul din perechile de frecare piston- știft și tijă de legătură este furnizat de o pană de ulei de o anumită grosime, atunci când decalajul crește peste valoarea admisă, piesele enumerate trebuie înlocuite. Înlocuirea este obligatorie, chiar dacă uzura unei piese individuale dintr-o pereche de frecare nu a depășit valoarea admisă. Calculați golurile din perechile de frecare enumerate mai sus și înlocuiți piesele dacă distanța depășește valoarea admisă.
* Verificarea planului superior al blocului cilindri pentru deformare
Dacă există o deformare a planului superior al blocului de cilindri, atunci comprimarea garniturii chiulasei nu va avea loc așa cum ar trebui. Acolo unde presiunea specifică pe garnitură este sub normală, poate exista o spargere a lichidului de răcire sau, chiar mai rău, gazele de eșapament. În cele mai multe cazuri, problemele menționate mai sus apar din cauza deformării planului superior al blocului cilindric, strângerii necorespunzătoare a șuruburilor chiulasei, deformarii planului inferior al blocului sau din cauza unei combinații a acestor motive.
La motoarele cu un singur cilindru cu o cilindree mică, deformarea planului superior al blocului de cilindri este rareori cauza unei străpungeri a articulației de gaz. Deși pentru motoarele cu mai mulți cilindri, problemele legate de îmbinarea gazului sunt cauzate în principal de deformarea planului inferior al chiulasei și de strângerea necorespunzătoare a șuruburilor de cap, planul superior al blocului cilindrilor trebuie verificat.
Folosind o linie dreaptă, verificați suprafața superioară a blocului de cilindri pentru spațiul liber și măsurați jocul cu un calibre plat. Dacă deformarea este mai mare decât valoarea admisă, înlocuiți blocul cilindrilor. Dacă se constată deformarea blocului cilindrilor, atunci există o mare probabilitate ca și chiulasa să fi avut de suferit. Verificați deformarea și chiulasa.















Voi scrie cum să folosesc shtihmas, poate că cineva este interesat. Shtihmas asamblat cu cea mai scurtă duză
introdus în suport
Se extinde până la oprirea din suport. Suportul servește la calibrarea și verificarea pinului, are o dimensiune de 75mm exact, este realizat cu o clasă înaltă de precizie. Piulița șurubului micrometrului este deșurubată. "0" limb
surub micrometru
combinat cu riscul asupra organismului, de ex. este setat la "zero" / calibrat la o dimensiune de 75,00 mm. Piulița șurubului micrometrului este strânsă. Încă o dată este verificat „prin zerouri”. Shtikhmas este gata de plecare. De exemplu, se măsoară blocul cilindrilor motorului VAZ 2103. Pinul este introdus diametral în cilindru, se desfășoară până când atinge, este blocat cu un șurub pe corp și îndepărtat. Să ne uităm la lecturi în continuare. Shtikhmas a arătat, să zicem, 1,04 mm. Obținem 1,04 + 75,00 = 76,04 mm, adică marimea standard. Este posibil/necesar măsurarea cilindrului în mai multe locuri, de-a lungul și peste bloc, precum și în locurile de uzură maximă a inelelor. De exemplu, diametrul maxim s-a dovedit a fi de 1,26 mm. Scădeți dimensiunea standard 1,04 = 0,22 mm. Acestea. ieșire cilindrului 0,22 mm. In reparatie. Micrometrul interior se extinde cu 10 mm și are o valoare a diviziunii de 0,01 mm (o țesătură). Două ture ale cadranului sunt de 1,00 mm, deoarece pas micrometric al șurubului 0,5 mm. Pentru măsurarea diametrelor mari se folosesc duze +15mm, +25mm, +50mm, ceea ce permite măsurarea diametrelor de până la 175mm.
De ce este folosit pentru a măsura dimensiunile interne ale pieselor? Răspunsul este simplu - doar aceste dispozitive, datorită designului și principiului lor de funcționare, sunt capabile să ofere rezultate de înaltă precizie, precum și măsurători în locuri greu accesibile.
Ca oricare altul instrumente de masura, manometrele din interior necesită o ajustare atentă înainte de măsurare și verificare periodică. Nutromerii sunt tipuri variate Le puteți citi în detaliu la noi. Astăzi vom lua în considerare care este folosit pentru măsurarea dimensiunilor interne ale produselor: diametrele găurilor, distanțele dintre plane paralele etc. Etrierul indicator este o combinație a unui cadran indicator standard cu un sistem de pârghie etrier. Se compune dintr-o tijă de măsurare mobilă, în care sunt montate inserții de măsurare înlocuibile, și o tijă de măsurare fixă instalată în carcasă.În interiorul carcasei există un sistem de pârghii, a căror mișcare este fixată de abaterile acului indicator.

Cum se utilizează etrierul indicator
Să luăm în considerare mai detaliat tehnologia de măsurare și control a părților principale ale motorului, folosind Tabelul. 8.2.
La arborele cotit, ar trebui mai întâi să verificați vizual starea suprafeței gâturilor. Riscurile profunde (Fig. 8.1) indică de obicei necesitatea reparației acestuia, chiar dacă măsurarea nu arată uzură vizibilă. În același timp suprafață netedă gâturile nu înseamnă deloc că arborele nu este uzat - există cazuri când, cu o condiție externă aproape ideală, gâturile au avut o uzură inacceptabilă, iar arborele în ansamblu a avut o deformare mare.
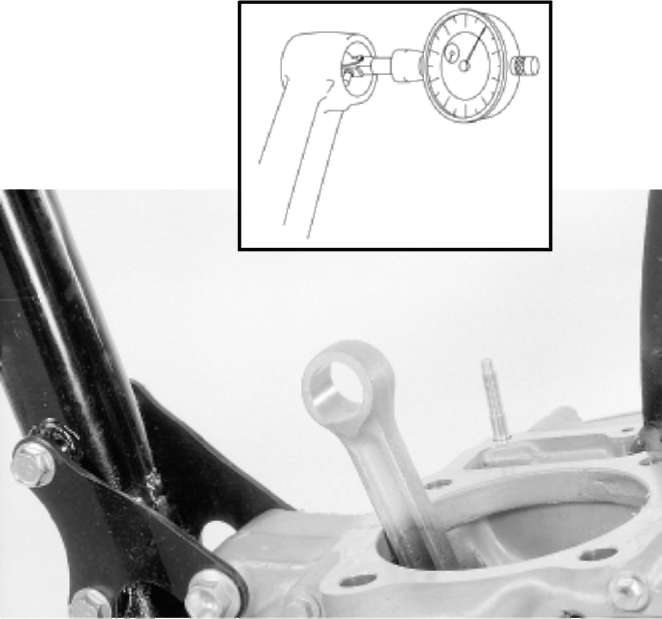
Deformarea arborelui este controlată pe prisme de un suport cu un indicator având piciorul alungit (Fig. 8.2). Când se măsoară, arborele trebuie instalat pe suporturile principale extreme. Mai departe, sprijinind piciorul indicator alternativ în mijlocul unuia dintre gâturile din mijloc, arborele se rotește cu o rotație. Abaterea maximă a săgeții (între valorile extreme) arată bătaia gâtului. Dacă uzura este neuniformă de-a lungul lățimii gâtului, atunci este de obicei mai puțin la mijloc, unde trebuie luată măsurarea. Mai aproape de marginile jurnalului principal, rezultatul măsurării poate fi afectat de ovalitatea jurnalului din cauza uzurii neuniforme.
Deplasarea admisibilă a jurnalelor principale mijlocii ale arborelui în raport cu cele extreme nu depășește de obicei 0,05-^ 0,06 mm. Având în vedere că arborii noi au o curgere mai mică de 0,010-^0,015 mm, se recomandă repararea arborelui dacă depasirea depășește 0,04-5-0,05 mm (vezi secțiunea 9.4.).
Pe lângă curățarea gâturilor din mijloc, este necesar să se verifice curățarea tijei și a suprafețelor de sub cutii de presa (Fig. 8.3). Acest
deosebit de important pentru un arbore deja reparat anterior. Din cauza reparațiilor necalificate, suprafețele auxiliare pot avea bataie mareîn raport cu jurnalele principale, care pot afecta nu numai dimensiunea reparației arborelui, ci și tehnologia reparației sale ulterioare în ansamblu (Secțiunile 9.3., 9.4.). Deformarea reciprocă a fustelor principale extreme și a suprafețelor auxiliare (codă, suprafețe pentru cutii de presa etc.) nu trebuie să depășească 0,02-^0,03 mm, altfel este imposibil să se asigure durata de viață a etanșărilor arborelui și a elementelor de antrenare arbore cu came(curea, lanț, întinzător etc.).
Deformarea reciprocă a fuselor și suprafețelor arborelui cotit poate fi verificată și în centrele fixe într-un strung, cu toate acestea, această metodă de verificare este mai potrivită atunci când se pregătește arborele pentru reparație (a se vedea secțiunile 8.2., 9.3. și 9.4.) .
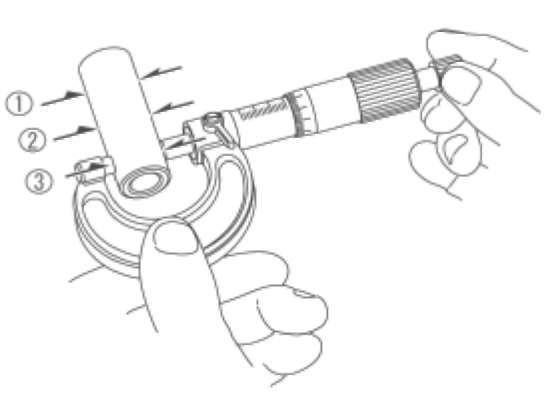
Este convenabil să măsurați dimensiunile jurnalelor arborelui cu un micrometru (Fig. 8.4). La măsurare, trebuie să instalați un micrometru pe gât și să rotiți capul de măsurare al dispozitivului până când apar clicurile caracteristice ale „clichetului”, care limitează forța de compresie a gâtului de către fălcile dispozitivului. În același timp, este necesar să scuturați ușor dispozitivul în două planuri în direcțiile circumferențiale și axiale pentru a exclude o eroare de la instalarea incorectă a dispozitivului. Forța excesivă de compresie a gâtului de către dispozitiv dă o scădere și o oblică în timpul instalării - o creștere a diametrului măsurat în comparație cu cel adevărat.
Măsurătorile mai precise pot fi efectuate cu o clemă de pârghie - un pasometru (vezi secțiunea 5.2.), Având un interval de 5 și 0 ori Preț mai mic scăzutîmpărțirea și excluderea influenței forței de compresie a piesei asupra rezultatului măsurării.
Dimensiunile suporturilor de biele sunt întotdeauna determinate în două direcții - aproximativ de-a lungul razei manivelei și perpendicular pe aceasta (Fig. 8.5), ceea ce este necesar pentru a determina ovalitatea. Dimensiunea minimă a gâtului cu o ovalitate mare se dovedește, de obicei, a fi aproape de direcția razei manivelei, cu un decalaj de 20 ^ 40 ° față de rotația arborelui (Fig. 8.6).
Ovalitatea admisă a gâtului nu depășește de obicei 0,010-0,015 mm, în timp ce dimensiune minimă nu trebuie să se extindă cu mai mult de 0,010 mm dincolo de dimensiunea inferioară (minimă).
Orez. 8.1. Griparea tijei de biela a arborelui cotit

Orez. 8.3. Controlul deformarii tijei pe pane 
Orez. 8.7. Verificarea micrometrului cu un bloc de lungime plan-paralel 
Orez. 8.8. Măsurarea grosimii căptușelii cu un micrometru prin minge
Orez. 8.9. Măsurarea îndreptării căptușelii cu un șubler
Pentru a determina cu exactitate dimensiunea inițială (standard) a gâtului, ar trebui să utilizați literatura de referință, inclusiv datele din Anexa 1.
La arborele cotit este de asemenea necesar să se verifice starea suprafețelor de capăt ale lagărului axial (lagăr axial). Destul de des, se observă uzură vizibilă la capătul din spate, cel mai încărcat, ceea ce poate necesita șlefuirea capetelor și utilizarea semi-inelelor de tracțiune de reparare cu grosime crescută (vezi Secțiunea 9.4.).
Pentru a exclude erorile de măsurare, înainte de fiecare serie de măsurători (de exemplu, înainte de detectarea defecțiunii fiecărui motor), micrometrul trebuie verificat și, dacă este necesar, reglat. Pentru a face acest lucru, utilizați o măsură a lungimii aplicată unui micrometru sau un set de măsuri plan-paralele (Fig. 5.17). La verificarea micrometrului, citirile acestuia trebuie să se potrivească cu lungimea măsurării cu o precizie de jumătate de diviziune a scalei, adică ± 0,005 mm (Fig. 8.7). Dacă discrepanța este mai mare, ar trebui să deblocați capul de măsurare și să reglați dispozitivul.
Dacă, ca urmare a monitorizării stării arborelui cotit, se dovedește că nu necesită reparații, trebuie verificată starea căptușelilor - acestea nu ar trebui să aibă semne de uzură, zgârieturi și incluziuni străine pe suprafata de lucru altfel ar trebui înlocuite. V caz general cu o mașină de peste 150 de mii de km, este mai bine să schimbați garniturile chiar și atunci când starea lor este aproape de ideală. Acest lucru se datorează introducerii treptate a particulelor dure mici în suprafața moale de lucru a căptușelilor, accelerând uzura abrazivă a gâtului arborelui, precum și ciobirea prin oboseală a suprafeței de lucru a căptușelilor.
Dacă intenționați să lăsați căptușele vechi, atunci nu strica să măsurați grosimea acestora și să determinați uzura. Pentru a face acest lucru, puteți utiliza diverse dispozitive, inclusiv un calibre de grosime sau un micrometru special cu o rotunjire a uneia dintre suprafețele de măsurare (Fig. 5.31 și 5.32). Cel mai simplu mod de a măsura grosimea garniturilor este cu un micrometru și o bilă de la rulment (Fig. 8.8). În acest caz, grosimea inserției va fi egală cu diferența dintre citirile micrometrului (sau passometrului) cu inserția și bilă și fără inserție. Grosimea măsurată trebuie comparată cu cea cunoscută pentru acest motor(vezi Anexa 1). Grosimea căptușelilor poate fi determinată și după măsurarea diametrului patului și a diametrului lagărului (adică patul cu căptușelile instalate în el). Pe lângă grosime, este necesar să se determine așa-numita îndreptare a căptușelilor, adică. diferența dintre diametrul exterior al căptușelii în stare liberă (vezi Figura 8.9) și diametrul patului. Dacă îndreptarea este mai mică de 0,4 + 0,5 mm, atunci este mai bine să înlocuiți căptușelile, deoarece. nu vor oferi etanșeitatea necesară pentru a se potrivi bine în pat.
Măsurarea diametrului cilindrilor se realizează cu un șubler. Înainte de măsurare, contorul interior trebuie setat la zero, așa cum este un dispozitiv relativ. După cum sa menționat deja în secțiunea 5.4., acest lucru se poate face în mai multe moduri - folosind un micrometru, un calibre inel sau un dispozitiv special de setare.
Cea mai ușoară (dar nu cea mai bună) modalitate este reglarea cu un micrometru. Pentru a face acest lucru, mai întâi micrometrul este ajustat la o dimensiune rotunjită apropiată de diametrul cilindrului (aproximativ diametrul cilindrului poate fi măsurat cu un șubler). Apoi, gabaritul interior este instalat astfel încât picioarele sale să se sprijine pe suprafețele de măsurare ale micrometrului (Fig. 8.10). Prin scuturarea micrometrului în două planuri, se observă poziția extremă (în sensul acelor de ceasornic) a săgeții indicatorului etrierului, cu care apoi se aliniază zeroul scalei indicatorului rotind-o. Setarea gabaritului interior cu un gabarit inel (Fig. 5.25) a fost deja descrisă în Secțiunea 5.4. După cum am menționat mai devreme, această metodă este aplicabilă în practică într-o măsură foarte limitată din cauza necesității de a avea un număr foarte mare de calibre, cu atât mai mult, cu atât gama de motoare reparate este mai mare. Diametrele și dispozitivele de instalare sunt convenabile pentru instalare (Fig. 5.26), dar până acum sunt rare.
Atunci când se măsoară diametrul cilindrului cu un calibre de alezaj (Fig. 8.11), este necesar să se evite erorile făcute de mecanici neexperimentați și asociate cu citirea incorectă a citirilor indicatorului. Ecartamentul interior, instalat în mod arbitrar în cilindru, prezintă întotdeauna o dimensiune supradimensionată din cauza alinierii greșite a axei suprafețelor de măsurare față de plan secțiune transversală(Fig. 8.12). În acest caz, acul indicator este deviat de la zero în sens invers acelor de ceasornic. Prin balansarea ecartamentului interior într-un plan vertical, ar trebui să găsiți poziție extremă săgeată dincolo de care nu se abate (în sensul acelor de ceasornic). Dacă poziția extremă indicată a săgeții indicator se abate de la zero cu N diviziuni în sens invers acelor de ceasornic, atunci diametrul cilindrului dorit
D = D0 + N . D mm,
Orez. 8.15. Măsurarea diametrului patului blocului cu un șubler
unde D0 este dimensiunea, care corespunde cu zero al indicatorului etrierului;
D - indicator de preț de diviziune.
Abateri de la zero prin N diviziuni în partea opusă(în sensul acelor de ceasornic) înseamnă diametrul cilindrului dimensiune mai mică la care este configurat etrierul:
D \u003d D0 - N ¦ D mm.
Diametrul cilindrului este măsurat în mai multe secțiuni. Partea inferioară a cilindrului este cea mai puțin uzată în secțiunea de sub inelul racletor de ulei cu poziția pistonului la BDC.Uzura minimă în această secțiune (și, în consecință, dimensiunea minimă a cilindrului) corespunde poziției axei cilindrului. alezajului picioarelor paralele cu axa arborelui cotit (Fig. 8.13). În planul perpendicular (în planul de rotație al manivelei), dimensiunea cilindrului este de obicei mai mare din cauza uzurii din cauza frecării mantalei pistonului. Diferența dintre dimensiunile indicate determină ovalitatea cilindrului.
Cea mai mare uzură a cilindrului este adesea observată în zona de oprire a inelului superior când pistonul este la PMS. Mărimea cilindrului din această secțiune, de obicei, nu poate fi determinată cu exactitate din cauza discrepanței dintre profilul suprafeței și forma picioarelor etrierului (Fig. 8.14). În plus, în majoritatea cazurilor, uzura circumferențială este neuniformă. Acest lucru este necesar
trebuie luate în considerare la determinarea ulterioară a supradimensionării cilindrului (vezi secțiunea 9.5.).
Dacă uzura cilindrilor este mică (mai puțin de 0,05 * 0,06 mm), trebuie verificată starea suprafeței cilindrului în sine. Doar în absența zgârieturilor longitudinale pe suprafață pot fi folosite pistoanele și inelele în viitor
dimensiunea piciorului. În practica reparației, există cazuri când, când cilindrii erau uzați doar cu 0,01 * 0,02 mm, suprafața lor a fost atât de „ștersă”, adică. deteriorat de riscuri minore că, după instalarea de noi inele și pistoane standard, consumul de ulei sa dovedit a fi mai mare de 1,0 * 1,5 litri la 1000 de kilometri.
Diametrul cilindrului majorității mari a motoarelor are o toleranță de „+” față de valoarea standard (în limita 0 * 0,02 mm). Țineți cont de acest lucru când faceți măsurători.
Dimensiunile patului de lagăr în stadiul de detectare a defecțiunilor sunt controlate pentru a stabili deformarea acestora și a determina necesitatea reparației (Fig. 8.15). Înainte de măsurare, este necesar să ștergeți planurile de separare ale pieselor și să strângeți uniform șuruburile capacelor cu un cuplu de lucru. În caz contrar, procedura de măsurare este similară cu cea descrisă mai sus pentru cilindri. În acest caz, o atenție deosebită trebuie acordată suporturilor cu semne de uzură (întoarcerea căptușelilor) și supraîncălzire (culoare neagră pe sau în apropierea suprafeței patului). În astfel de cazuri, pe lângă verificarea diametrului, trebuie să se verifice alinierea greșită a suporturilor. Pentru aceasta, se folosește o riglă. Se instalează pe trei suporturi adiacente strict paralele cu axa acestora (Fig. 8.16). Nealinierea și/sau deformarea se caută prin balansarea riglei pe mijlocul celor trei suporturi selectate. Dacă ciotul începe să se „batine” pe unul dintre suporturi, ar trebui să se folosească un set de calibre pentru a determina dezalinierea. Un defect admis este acela în care rigla „se clătina” cu cel mult 0,02 mm, în caz contrar, suporturile necesită reparații (a se vedea secțiunea 9.5.).
Dimensiunile capetelor inferioare ale bielelor sunt controlate de un etrier după strângerea piulițelor sau șuruburilor capacelor cu un moment de lucru (Fig. 8.17). Când măsurați, trebuie să vă ghidați după datele din literatura de referință (vezi Anexa 1). După o funcționare pe termen lung, orificiile capului inferior sunt extinse cu 0,01 * 0,03 mm în direcția axei tijei bielei, prin urmare, de regulă, bielele necesită reparații, indiferent de aspect. Dacă căptușelile s-au rotit în tija de legătură, atunci chiar dacă dimensiunea găurii este menținută, este necesară repararea, deoarece riscurile de pe suprafața găurii încalcă etanșeitatea căptușelilor.
Orificiile capului superior al bielelor necesită, de asemenea, control obligatoriu. Pentru manivelele cu o fixare fixă a știfturilor, asigurați-vă că strângerea știfturilor vechi după ce sunt apăsate nu devine mai mică de 0,015 * 0,020 mm. În caz contrar, bielele trebuie schimbate sau trebuie instalate degete cu diametru crescut, ceea ce necesită modificarea corespunzătoare a pistoanelor. Pentru manivelele cu știft plutitor, măsurarea diametrului alezajului capătului superior vă permite să determinați dacă bucșele trebuie înlocuite. 
Orez. 8.18. Măsurarea diametrului (uzurii) bolțului pistonului cu o clemă-passmetru pârghie 
Orez. 8.20. Verificarea deformării bielei cu o linie dreaptă 
Orez. 8.22. Controlul proeminenței discurilor inelare de îndepărtare a masei deasupra suprafeței exterioare a dilatatorului
Diametrul și uzura bolțului pistonului se măsoară cu un passometru (Fig. 8.18) cu o precizie de 0,002 mm. Uzura este definită ca diferența dintre diametrele suprafețelor de lucru (lucitoare) și nefuncționale (întunecate). În acest caz, ar trebui să se țină cont de posibilitatea de uzură neuniformă și deformare a degetelor, ca urmare a faptului că suprafața exterioară devine eliptică. Uzura și „elipsa” știfturilor nu trebuie să depășească 0,010 mm, în caz contrar știfturile trebuie înlocuite.
O atenție deosebită trebuie acordată controlului deformării tijelor bielelor, pentru care trebuie folosite instrumente speciale de măsură (Fig. 5.38 și 5.39). Dacă acestea nu sunt disponibile, o suprafață plană (de exemplu, o placă de suprafață) poate fi utilizată pentru o verificare brută (calitativă) a prezenței deformării. Când este instalată pe placă, biela deformată „se balansează” așa cum se arată în fig. 8.19. Rezultate ceva mai fiabile se obțin prin verificarea „prin lumină” cu ajutorul unei rigle curbate (Fig.
8.20), dar ambele metode sunt inacceptabile pentru cuantificarea gradului de deformare necesar pentru îndreptarea bielelor deformate (vezi secțiunea 9.4). La măsurarea deformării bielelor cu un dispozitiv special, neparalelismul axelor capului superior și inferior nu trebuie să depășească 0,02 + 0,03 mm pe o lungime egală cu diametrul cilindrului. De asemenea, trebuie remarcat faptul că controlul la placa unei manivele cu tijă răsucită nu produce, de obicei, o „balanțuire” caracteristică, deci Pe aici nu este întotdeauna de încredere, nu numai cantitativ, ci și calitativ.
Purta suprafata exterioara inelele se verifică cu ușurință după dimensiunea broaștei atunci când se instalează inelele în partea neuzată a cilindrului. De obicei, pentru aceasta se folosește partea superioară a cilindrului, care trebuie curățată de depunerile de carbon. Decalajul din lacăt este măsurat folosind un set de sonde (Fig. 8.21).
Pentru majoritatea motoarelor, lățimea de blocare a inelelor instalate în cilindru nu trebuie să depășească 0,7 + 0,8 mm, în caz contrar inelele trebuie înlocuite. Pentru inelele raclete de ulei stivuite, lățimea de blocare admisă este mai mare - de obicei până la 1,2 + 1,4 mm. Pentru astfel de inele, este, de asemenea, necesar să se verifice proeminența discurilor deasupra expandorului cu două funcții și blocarea discurilor instalate cu expandorul în canelura pistonului în stare liberă (Fig. 8.22). Dacă există urme de atingere a Qi-pindra pe expandor, inele raclete de ulei ar trebui, de asemenea, înlocuit. Valoarea blocării discului pe piston în stare liberă pentru inele de funcționare normală nu trebuie să fie mai mică de 2,0 + 2,5 mm. O valoare mai mică a blocării indică deformarea expansiunii
purtător, iar astfel de inele trebuie de asemenea înlocuite.
Este interesant de remarcat faptul că uzura părții superioare a cilindrului poate fi determinată destul de precis în același mod. Dacă măsurați lățimea inelului de blocare într-un 6-| uzat și neuzate 60 de părți ale cilindrului, apoi uzura cilindrului (după diametru):
6D = (bi -80)/3,14159.
Uzura inelelor pe suprafețele de capăt este ușor de măsurat cu un micrometru (Fig. 8.23). De obicei, capătul inferior al inelelor de compresie superioare se uzează vizibil. Dacă uzura depășește 0,015 + -0,020 mm, atunci inelele trebuie înlocuite indiferent de dimensiunea blocării lor în cilindru. Pentru a determina cantitatea de uzură, trebuie să cunoașteți înălțimea noilor inele. În absența datelor de referință, ar trebui să fie ghidat de o gamă standard de înălțimi și toleranțe pentru acestea. Deoarece inelele se uzează neuniform pe lățime, înălțimea trebuie măsurată separat pe toată lățimea inelului și la marginea interioară (Fig. 8.23).
Pentru a asigura mare parametrii de funcționare motor, inclusiv consum redus de ulei, jocul axial al inelelor din canelurile pistonului este foarte important. Din practică, există multe exemple când, la uzura ușoară a cilindrilor și a manșonurilor pistonului, uzura canelurilor superioare depășește 0,20 + 0,25 mm, ceea ce determină debit mare ulei datorita efectului de „pompare”.
Este convenabil să măsurați înălțimea canelurii pistonului folosind un set de plăci - măsuri de lungime plan-paralele (Fig. 5.17). Prin selectarea plăcilor cu grosimea necesară, una sau două plăci împreună ar trebui să se potrivească perfect în canelura (Fig. 8.24). Apoi, înălțimea canelurii pistonului corespunde mărimii plăcii H1. Decalajul 6 din canelură este ușor de calculat:
8 = H1-H,
unde H este înălțimea inelului. Dacă chiar și cu un inel nou, jocul din canelura superioară depășește 0,09 + 0,10 mm pentru benzină și 0,12 + 0,13 mm pentru motoare diesel, pistoanele trebuie schimbate ( cale alternativă- instalarea de inele de înălțime crescută - discutat în secțiunea 9.5.). Mai puțin precis, puteți măsura decalajul direct, folosind un inel și un set de sonde. 
Orez. 8.24. Măsurarea înălțimii canelurii pistonului cu o măsură a lungimii plan-paralelă (tigla) 
Orez. 8.27. Măsurarea distanței dintre angrenaj și carcasa pompei de ulei 
Orez. 8.30. Monitorizarea uzurii arborelui cu came
Controlul piesei pompă de ulei Se realizează în principal cu ajutorul unei rigle curbe și a unui set de sonde. Pentru performanța pompei, cel mai important joc de capăt dintre roți dințate și carcasă, care nu trebuie să depășească 0,08 + 0,09 mm. Se verifică așa cum se arată în fig. 8.25. De asemenea, ar trebui să măsurați diametrul arborelui de antrenare și al orificiului din corp pentru a determina golul în legătură (Fig. 8.26). Jocul radial dintre roți dințate și carcasă poate fi măsurat cu un ecartament (Fig. 8.27). Dacă aceste goluri depășesc 0,07 + 0,08 mm, pompa necesită reparație sau înlocuire.
Se verifică vizual supapa de reducere a presiunii a sistemului de lubrifiere (Fig. 8.28). Pistonul supapei nu trebuie să prezinte semne de gripare în corp, iar marginea de etanșare (scaunul) a supapei nu trebuie să aibă defecte (carcasi, zgârieturi adânci etc.), ceea ce poate cauza scurgerile supapei atunci când este închisă (la unele motoare, acest lucru poate întrerupe alimentarea cu ulei la pornire).
Când verificați starea pieselor motorului, acordați atenție Atentie speciala mecanismul de distribuție și acționarea acestuia, deoarece această parte a motorului poate avea un număr destul de mare de defecte. Cea mai mare influență zgomotul motorului este afectat de starea arborelui cu came și a pieselor sale de împerechere - împingătoare și suporturi (lagăre). Jocurile din lagărele arborelui cu came sunt determinate prin măsurarea diametrelor găurilor lagărelor (Fig. 8.29) și a articulațiilor arborelui cu came (Fig.
8.30). Aceste goluri nu trebuie să depășească 0,09 + 0,10 mm. Dacă jocurile sunt crescute, este necesar să se afle cu ajutorul literaturii de referință dimensiunile nominale ale pieselor pentru a determina care parte este mai uzată - adesea înlocuirea arborelui cu came restabilește jocul în rulmenți la normal.
La motoarele cu arbore cu came deasupra capului (OHV) și unele motoare OHV cu capete din fontă (FORD) arbore cu came se rotește în bucșe presate în bloc (cap). Practica arată că, spre deosebire de capete din aluminiu, unde uzura este mai mare la fusele arborelui, bucșele se uzează mai mult aici. După o rulare de peste 200 + 250 mii km, pentru multe motoare OHV, jocurile din rulmenții arborelui cu came pot depăși 0,20 + 0,25 mm, cu o stare exterioară destul de satisfăcătoare a suprafeței bucșelor. Dacă în timpul reparației, jocurile din rulmenți nu sunt restaurate, de exemplu, prin înlocuirea bucșelor, în viitor acest lucru duce la o scădere semnificativă a presiunii uleiului și. este posibil ca resursa motorului după reparație.
Pe lângă diametrele fustelor lagărelor, la arborele cu came este imperativ să se verifice deplasarea lor reciprocă (Fig. 8.31). După o rupere a curelei de transmisie, deformarea și/sau ruperea supapelor, deformarea distribuției ![]()

Orez. 8.33. Suprafețele de lucru uzate ale împingătoarelor (indicate printr-o săgeată): a - cilindrice; b - culbutori 
Orez. 8.35. Măsurarea diametrului găurii culbutorului 
Orez. 8.37. Verificarea uzurii teșiturii de lucru a supapei „prin lumină” folosind o riglă curbă
arborele pentru unele motoare (de exemplu, motoarele diesel) poate depăși 0,15 + 0,20 mm. Evident, asamblarea unui motor cu un deformat arbore cu came va duce în viitor la instabilitate a jocurilor în mecanismul supapei, zgomot și uzură rapidă a rulmenților.
Lobii arborelui cu came necesită în principal inspecție vizuală. Vârfurile camelor trebuie să fie netede, fără „tăiere”. Puteți determina uzura camei măsurând înălțimea acesteia (Fig. 8.32) și comparând-o cu înălțimea altor came care nu prezintă uzură evidentă.
Suprafețele de lucru ale împingătoarelor (pârghii, culbutori) în contact cu camele sunt controlate vizual (Fig. 8.33). În cele mai multe cazuri, uzura puternică a camei arborelui cu came este însoțită de uzura împingătorului, deși o uzură crescută a împingătorilor este posibilă fără uzura vizibilă a camelor. Piesele uzate trebuie înlocuite ulterior sau, dacă este necesar, ultima solutie, reparat (vezi secțiunea 9.6.). Instalarea pieselor de sincronizare uzate are ca rezultat de obicei zgomot crescut funcţionarea motorului.
În structurile cu culbutori, uzura axelor culbutorului trebuie determinată și prin măsurarea diametrului acestora în secțiunile uzate și neuzate cu un micrometru (Fig. 8.34). Când uzura depășește 0,02-5-0,03 mm, axa trebuie înlocuită (opțiunile alternative sunt descrise în secțiunea 9.6.). Orificiul culbutorului trebuie de asemenea verificat cu un calibre interior (Fig. 8.35), iar decalajul determinat de suprafețele uzate și neuzate ale osiei. Dacă în al doilea caz distanța din îmbinare este mai mare de 0,06 + 0,07 mm, atunci înlocuirea axei, evident, nu va restabili golul la normal (0,02 + 0,04 mm). Apoi ar trebui să înlocuiți sau, în cazuri extreme, să reparați culbutorii (secțiunea 9.6.)
În modelele cu împingătoare cilindrice, spațiul de împingere în orificiu (priză) trebuie verificat - nu trebuie să depășească 0,08 + 0,10 mm. Distanțe mari în legătură provoacă funcționarea zgomotoasă a motorului, uzura accelerată a supapelor și bucșelor de ghidare. Dacă vorbim de împingătoare hidraulice, atunci loviturile supapelor sunt posibile la viteze mici din cauza încălcării alimentării cu ulei a împingătoarelor hidraulice.
O mare atenție trebuie acordată supapelor, ghidajelor supapelor și scaunelor supapelor. Parametrii principali ai motorului (putere,
consum de combustibil), consum de ulei, zgomot. Începeți verificarea mecanism de supapă decurge din tijele supapelor (Fig. 8.36). Comparând diametrul tijei în partea superioară neuzată (deasupra suprafeței lustruite de capacul de ulei, dar sub canelura cracker) și în cea inferioară, se poate determina uzura tijei. Când se măsoară la baza tijei, este necesar să se facă mai multe măsurători în jurul circumferinței, deoarece uzura este adesea neuniformă. Uzura tijei mai mare de 0,02 + 0,03 mm poate fi considerată critică, de exemplu. necesitând înlocuirea supapei.
Uzura teșirii supapei este determinată vizual (Fig. 8.37), este suficient să atașați o riglă curbată la teșit.Concavitatea teșiturii indică uzura și necesitatea reparației sau înlocuirii supapei. Scaunul urmează de obicei forma teșirii supapei, așa că dacă teșirea este foarte concavă, scaunul trebuie corectat.
Uzura alezajului ghidajului supapei poate fi determinată prin măsurare directă sau indirect. Măsurarea directă (Fig. 8.38) nu este întotdeauna posibilă din cauza dificultății de a obține un calibre interior pentru măsurarea găurilor cu diametru mic (6 + 9 mm). Metoda indirectă este mai accesibilă, deoarece necesită măsurarea cursei transversale a jocului discului supapei cu ajutorul unui indicator (Fig. 8.39).
Având în vedere că L este aproximativ egal cu /, obținem 8 = A / 3. Astfel, într-o bucșă ușor uzată, jocul supapei nu va depăși 0,15 + 0,18 mm dacă jocul în bucșă este normal (0,04 + 0,05 mm). Conform rezultatelor măsurătorilor uzurii tijei și a spațiului dintre tijă și bucșă, se poate concluziona că supapele și/sau bucșele de ghidare trebuie înlocuite. Pe lângă uzura supapelor, trebuie verificată și deformarea acestora. Pentru a face acest lucru, este de obicei suficient să rotiți supapele pe prisme - chiar și o deformare ușoară este ușor de detectat vizual, dar este mai bine să folosiți dispozitive speciale pentru aceasta (Fig. 8.41). 
Orez. 8.38. Măsurarea diametrului ghidajului supapei cu un calibre 
Figura 8.40. Schema de măsurare indirectă a distanței dintre tija supapei și manșonul de ghidare prin jocul supapei în manșon: D - joc poppete, d - joc în manșon; L este distanța de la manșon la placă; I - lungimea mânecii  Orez. 8.42. Verificarea deformării planului capului blocului folosind o riglă curbă și un set de sonde
Orez. 8.42. Verificarea deformării planului capului blocului folosind o riglă curbă și un set de sonde
Motoarele care au funcționat de mult timp prezintă uneori deformarea arcurilor supapelor, ceea ce determină o scădere a rigidității arcului, determinând o creștere a sarcini dinamice pe supape și părți ale antrenării acestora. Arcurile sunt ușor de verificat prin măsurarea lungimii lor în stare liberă, cu toate acestea, pentru aceasta este necesar să aveți date adecvate, în special, literatură detaliată despre repararea unui anumit motor.
Când motorul este defect, planurile blocului și chiulasei sunt neapărat verificate. Verificarea se efectuează folosind o riglă curbă și un set de sonde. Rigla este plasată în diagonală pe plan (Fig. 8.42), iar în golul dintre aceasta și suprafață este instalată o sondă de grosimea corespunzătoare. Dacă o sondă cu o grosime de 0,05 + 0,06 mm iese liber de sub riglă, avionul necesită prelucrare. În blocuri după o funcționare pe termen lung, poate exista o ușoară „scădere” în planul dintre cilindri și o „înălțare” la orificiile șuruburilor de fixare a capului. La capete, deformarea este adesea asociată cu supraîncălzirea motorului și se exprimă într-o „scădere” în partea de mijloc a avionului.
În caz de supraîncălzire severă, capul poate fi deformat nu numai de-a lungul planului de joncțiune cu blocul, ci și de-a lungul planului superior și, în special, de-a lungul patului arborelui cu came. Nealinierea patului în cap este controlată în același mod ca și în bloc (Fig. 8.16). Deformarea patului peste 0,02+0,03 mm necesită repararea acestora (vezi secțiunea 9.6.). Dacă paturile deformate nu sunt reparate, sarcinile și uzura lagărelor cresc semnificativ. În plus, este posibilă defecțiunea prin oboseală a arborelui cu came după o scurtă funcționare, deoarece, rotindu-se în rulmenți nealiniați, suferă sarcini mari de încovoiere alternante.
După dezasamblarea motorului, nu toate garniturile și garniturile pot necesita înlocuire. Dacă garnitura capului este înlocuită fara esec indiferent de starea acestuia (altfel este imposibil de asigurat etanșeitatea joncțiunii capului cu blocul), atunci garniturile de tavă, capacele capului și unele altele sunt salvate în unele cazuri și pot fi refolosite fără pierderea etanșeității. Acest lucru este tipic în principal pentru motoarele cu kilometraj redus, în care, în primul rând, garniturile arborelui pot fi uzate și, de asemenea, refolosite. Prin urmare, atunci când efectuați o depistare a defecțiunilor motorului, este recomandabil să verificați starea pieselor de etanșare. De asemenea, ar trebui să verificați starea ambreiajului - este evident ce să instalați piese uzate ambreiajul unui motor recondiționat este complet inutil. La fel, nu se poate calcula
bate la reparatie de calitate motor, dacă suporturile sale ("perne") sunt deteriorate sau distruse - acest lucru va duce la nivel inalt vibrațiile corpului și condițiile „incomode” pentru șofer.
Pe baza rezultatelor inspecției tuturor pieselor motorului, se pot trage concluzii cu privire la necesitatea reparației sau înlocuirii acestora. Practica arată că este convenabil să rezumați rezultatele tuturor verificărilor în tabele, împărțind părțile reparabile și înlocuibile. În același timp, dimensiunile de reparație ale unor piese pot fi indicate doar aproximativ. Odată cu repararea simultană a unui număr mare de motoare, compilarea unor astfel de tabele poate reduce probabilitatea erorilor asociate cu reparațiile intempestive sau comandarea de noi piese.
Decizia finală de reparare sau înlocuire jucarie noua sau un alt detaliu este adesea asociat cu două factori importanți- prezenta unei baze de reparatii cu personal calificat si posibilitatea de aprovizionare a pieselor necesare. Pentru motoarele rare si vechi reparatia este mai indicata atat din motive economice cat si din cauza dificultatilor in obtinerea de piese noi. Pentru motoarele cunoscute și comune, toate opțiunile sunt posibile, iar pentru modelele noi este adesea necesar să se bazeze pe înlocuirea pieselor, inclusiv din cauza lipsei dimensiunilor de reparație a componentelor. Într-un fel sau altul, decizia depinde în mare măsură de capacitățile organizației de reparații și de calificările personalului care efectuează reparațiile.
Vezi și alte articole din categorie