Në fig. 9.1, një përshkruan dy rollers cilindrikë që rrokullisen njëra mbi tjetrën pa rrëshqitur. Ne do t'i quajmë cilindra fillestarë (në projeksionin e tyre - qarqet fillestare) dhe do t'i shndërrojmë rrotullat në rrota ingranazhesh, duke prerë zgavrat mbi to për këtë qëllim dhe zgjatur protezat (Fig. 9.6), të cilat së bashku formojnë dhëmbë të një profili të caktuar. natyrisht, gjendja e nevojshme mundësitë e funksionimit të transmetimit - barazia e hapave rrethanorë të matur përgjatë harkave të qarqeve fillestare.
Anët anësore të profilit të dhëmbit (njëra ose të dy palët janë duke punuar) mund të përcaktohen duke përfshirë (i cili përdoret më shpesh, Fig. 9.7, a), nga një kurbë ciklike e formuar nga qarqet kodruese O1 dhe O2 përgjatë qarqeve fillestare (Fig. 9.7.6), përgjatë harqeve të qarqeve (në programin e Novikovit, Fig. 9.7, c).
Në procesin e fejesës, normalja e tërhequr në kthesat në pikën e tangjencës kalon gjithmonë nëpër polin e fejesës R.
Vendi gjeometrik i pikave të tangjentës në rrjetë përfshirëse është një vijë e drejtë që bën një kënd prej 20 ° me një grup pingul në P në O1O2 (të gjitha normat përkojnë). Segmenti l i kësaj linje të drejtë është gjatësia e fejesës (Fig. 9.8); në ingranazhin cikloid, kurbën AB; në ingranazhin rrethor, një ose dy linja të drejta AB dhe CD.
Më pas, merren parasysh ingranazhet cilindrike me përfshirje të përfshirë.
Le të jenë z1 dhe z2 numrat e dhëmbëve të rrotave (në rastin e veçantë z1 \u003d z2). Ne vendosim marrëdhënien midis katranit periferik (kujtojmë se ato janë të barabarta për të dy rrotat (shiko Fig. 9.6)), numrin e dhëmbëve dhe diametrin e rrethit fillestar.
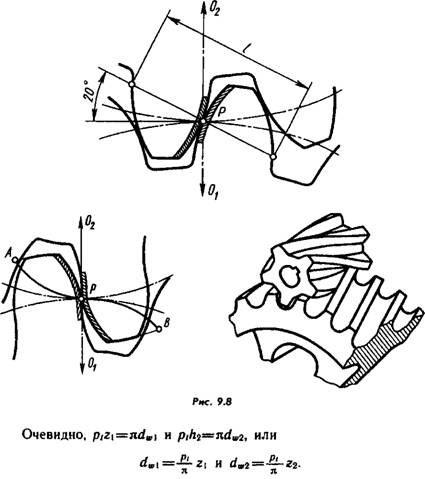
Për të përjashtuar numrin e pashërueshëm të pi nga formula, vlera e pt është zgjedhur në mënyrë që të jetë një shumëfish i pi, për shembull, 0.5pi; pi; 2pi, etj. Shumezësia (në mm) quhet moduli i rrethit rrota ingranazhesh dhe tregon mt. (Sipas GOST 16530-83, moduli është një sasi lineare pi më e vogël se hapi rrethanor; mt \u003d pt / pi). Tani formula e mësipërme mund të rishkruhen si më poshtë: dw1 \u003d mt * z1 dhe dw2 \u003d mt * z2.
Qysh ti rrota ingranazheshqë janë rrjetë, hapat rrethanorë janë të barabartë, atëherë, prandaj, modulet e tyre janë të barabartë.
Një përkufizim tjetër i modulit vijon nga formula formula mt \u003d dw / z - ky është numri i milimetrave të diametrit fillestar (ndarës) për dhëmb.
Moduli është parametri kryesor i projektimit të transmetimit të ingranazheve. Vlerat e tij (0.05 ... 100 mm) gjatë projektimit janë zgjedhur nga GOST 9563-60 * (ST SEV 310-76). Këtu është një ekstrakt nga ky standard për vlerat më të zakonshme të modulit në praktikën arsimore: rreshti i 1-të; 1.25; 2; 2.5; 3; 4; 5; 6; 8; 10; 12; 16; 20; Rreshti i dytë - 1,125; 1,375; 1.75; 2.25; 2.75; 3.5; 4.5; 5.5; 7.0; 11; 14; 18. Preferohen vlerat e rreshtit të 1-të.
Rrotat me një modul më pak se një quhen modul të vogël.
Cilindrat fillestarë (tani imagjinarë) janë të ndara në dhëmbët e kokës nga këmbët (Fig. 9.9). Le të përshkruajmë sipërfaqet cilindrike koncentrike nëpër pjesën e poshtme të lugjeve dhe majave të kokat. Parashikimet e tyre janë periferitë e zgjatjeve (da) dhe depresioneve (d1). (Në të ardhmen, pajtimet "1" dhe "2" do të shënohen vetëm nëse është e nevojshme.)
![]()
Lartësia e kokës zakonisht merret e barabartë me modulin, dhe këmbët - 1.25 modul. për këtë arsye,
da \u003d dw + 2mt \u003d mt * z + 2mt \u003d mt (z + 2); dt \u003d mt (z-2.5).
Për të rritur forcën dhe për të zvogëluar veshin, dhëmbët korrigjohen: lartësia e kokës së rrotës më të vogël rritet për shkak të këmbëve, dhe rrota më e madhe - zvogëloni, dhe qarqet fillestare nuk do të ndahen më, si në Fig. 9.6. Wheeldo rrotë do të ketë rrethin e vet ndarës d, i cili nuk përkon me atë fillestar (Fig. 9.10).

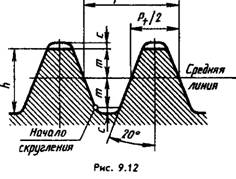
Korrigjimi kryhet duke zhvendosur një mjet për prerjen e ingranazheve - një raft (Fig. 9.11), dhëmbët e të cilit kanë të ashtuquajturin konturë fillestare normale, të krijuar nga GOST 13755-81 për përfshirje ingranazhet cilindrike (Fig. 9.12), sipas vlerës m * x, ku x është koeficienti i zhvendosjes së konturit fillestar (koeficienti i korrigjimit). Kështu, rrethi ndarës është rrethi mbi të cilin katrani dhe këndi i angazhimit janë të barabartë me katranin dhe këndin e angazhimit të raftit kryesor.
Rrethi i katranit është baza kryesore për përcaktimin e elementeve të dhëmbëve dhe madhësive të tyre.
Moduli m këtu është gjithashtu raporti i hapit periferik, i matur përgjatë harkut të rrethit të katranit, me pi. Prandaj, d \u003d mz është formula e llogaritjes themelore për një ingranazh cilindrik.
Në rrotat e pa korrigjuara, rrethi i katranit përkon me fillestarin (x \u003d 0), si në Fig. 9.6 dhe 9.9. Rrota për të cilat z1 \u003d z2 nuk korrigjohen.
Në vizatimin e punës së rrotës, sipas GOST 2.403-75 * (ST SEV 859-78) në pllakën e parametrave të vendosur në këndin e sipërm të djathtë të vizatimit (Fig. 9.13), tregoni modulin, numrin e dhëmbëve, numrin standard për konturin fillestar normal, koeficientin e zhvendosjes dhe shkalla e saktësisë sipas GOST 1643-81, për shembull 7-Н GOST 1643-81, ku 7 është shkalla e shtatë e saktësisë (gjithsej 1 ... 12 në rend zbritës), N është lloji i ndërfaqes (me zhdoganim zero lateral).
Në pjesën e dytë dhe të tretë të tabelës (ato ndahen nga kryesore)
linjat) vendosin të dhënat për kontroll (shiko GOST 2.403-75) dhe referencën, përkatësisht.

Në vizatimet e trajnimit zakonisht vendosni të dhënat e shënuara në Fig. 9.13 me kornizë të dyfishtë me kusht, duke marrë rrota të palidhura (x \u003d 0), ose madje tregoni vetëm vlerat m, z, d.
Në pjesën ballore tregoni vetëm diametri i jashtëm timon. Përafërsia e sipërfaqeve anësore të dhëmbëve zbatohet në vijën e sipërfaqes ndarëse. Dhëmbët në seksionet boshtore në të gjitha rastet lihen të paqena.
Në vizatimin e rrotës spirale, pas kolonës "Numri i dhëmbëve", shtohen dy kolona për të treguar këndin e prirjes së dhëmbëve dhe drejtimi i tyre është i duhuri (Fig. 9.14) ose majtas; për rrotat chevron, shtoni një kolonë tjetër me mbishkrimin "Chevron".

Siç shihet nga fig. 9.14, në ingranazën spirale, hapi fundor dallohet dhe hapi normal dallohet në rrafshin pingul me drejtimin e dhëmbëve. Në përputhje me rrethanat, modulet fundore dhe normale dallohen.

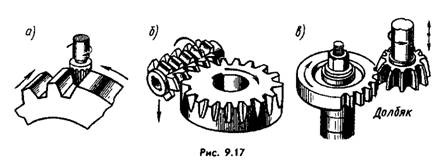
Meqenëse ingranazhet spirale janë bërë me të njëjtin mjet modular si ingranazhet nxitëse (shiko Fig. 9.17), moduli m tregohet në vizatimin e tij të punës në tabelën e parametrave (mn është gjithmonë i barabartë me m).
Në vizatimin e sektorit (Fig. 9.15) në kolonën "Numri i dhëmbëve" tregoni numrin e tyre në rrethin e plotë (120 në këtë shembull), dhe pas kolonës "Diametri i ndarjes" shtoni kolonën "Numri i dhëmbëve të sektorit" (17 në këtë shembull).
Në vizatimet e montimit (Fig. 9.16, a-d) në aeroplanët pingul me boshtet e ingranazheve, perimetrat e zgjatjeve tregohen nga linjat kryesore (pa boshllëqe në zonën e angazhimit): ato fillestare janë linja të holla me pika (ato duhet të prekin njëra-tjetrën), zgavrat janë të ngurta të ngurta ( nuk mund t’i tregoni). Rrathët katror të rrotave nuk zbatohen.
Në prerje, dhëmbi i njërës prej rrotave (preferohet ai kryesor) tregohet i vendosur përpara dhëmbit pasues (shiko shigjetën në Figurën 9.16, a). Nëse rrotat janë me modul të vogël (ose në shkallë të vogël), atëherë boshllëqet nuk përshkruajnë. Nëse është e nevojshme, lloji i angazhimit dhe drejtimi i dhëmbëve tregohet si në fig. 9.16.6, c, g
Kur bëni një skicë të ingranazheve (emri i zakonshëm i ingranazheve), matni diametrin e perimetrit të zgjatjeve da, llogaritni numrin e dhëmbëve dhe përcaktoni modulin nga formula da \u003d m (z + 2). Në të njëjtën kohë, është e mundur që vlera e marrë e modulit të ndryshojë nga standardi (për shembull, me vlerat e dhëna më lart për vlerat në rangun prej 1 ... 20 mm). Atëherë duhet të merrni vlerën më të afërt të modulit standard dhe të sqaroni vlerën e matur të da.
Ingranazhet janë prej gize (për shembull, shkalla СЧ-40), çeliku (për shembull, shkalla 45, 12ХНЗА), lidhjeve me ngjyra dhe materiale të tjera në makinat për prerjen e ingranazheve - mulliri i ingranazheve, formësimi i ingranazheve dhe të tjerët, duke u dhënë dhëmbëve formën që u duhen me shumë shkallë e lartë saktësinë.
Në fig. 9.17, a, b, c janë shembuj të metodave të prodhimit:
a - një mulli gishtash, profili i të cilit është një kopje e profilit të zgavrës së dhëmbit (metoda e kopjes); b - një prestar krimbi; në - dolbyakom; hekurudhor (shih. Fig. 9.11). Tri të fundit lidhen me metoda më efikase të prishjes.
Ingranazhet bëhen edhe me petëzim të nxehtë, që në disa raste nuk kërkon përpunim të mëtutjeshëm.
Për të përftuar performancën e kërkuar në ingranazhet me ingranazhet nxitëse gjatë prodhimit të tyre, duhet të sigurohen sa vijon: saktësia e duhur kinematike, butësia e angazhimit, madhësia dhe pozicioni i kërkuar i zonës së kontaktit të sipërfaqeve anësore, madhësia dhe qëndrueshmëria e anësore dhe pastrimi radial në veshje, dhe cilësia përkatëse e sipërfaqeve anësore dhëmbët. Saktësia kinematike e ingranazheve varet nga saktësia e makinës dhe mjetit të përfshirë në prerjen e ingranazheve, dhe nga saktësia e instalimit të pjesës së punës gjatë prerjes së ingranazheve. Korrektësia e instalimit, ose, siç quhet nganjëherë, korrektësia e bazës, nga ana tjetër, varet nga saktësia e biletave të rrotave për prerjen e ingranazheve.
Në prodhimin e ingranazheve në fazën e parë, kërkesa të caktuara vendosen në procesin teknologjik, nga i cili varet cilësia e ingranazheve të përfunduara. Kërkesat kryesore përfshijnë:
- sigurimi i përqendrimit të sipërfaqes cilindrike të uljes dhe sipërfaqeve të jashtme;
- duke siguruar pingulësinë e sipërfaqes së uljes dhe të paktën një fund bazë, dhe në rrotat e ingranazheve të prera nga paketa, dy skajet bazë.
Në të njëjtën kohë, duhet të sigurohet edhe pingulësia e sipërfaqes së uljes dhe fundi i mbështetjes strukturore.
Mos përqëndrimi i bazës dhe i sipërfaqeve konstruktive të ulëseve, dhe sipërfaqja e zgjatjeve çon në pastrime të pabarabarta radiale në fejesë, dhe për ingranazhe, në të cilat sigurohet matja e trashësisë së dhëmbit me një pedometër, - pamundësia e matjes së saktë të trashësisë së dhëmbit. Jo-pingulësia e sipërfaqes së uljes dhe skaji i bazës, si dhe jo paralelizmi i skajeve, do të çojë në një lakim të mandrinës, mbi të cilën është vendosur montimi i pjesës së punës për prerje, dhe rrota e ingranazhit vetë do të ketë gabime që do të shprehen në rrjedhën radiale të unazës së ingranazheve dhe në shtrembërimin e formës dhe pozicionit të vendit të kontaktit. Kështu që, saktësia e ingranazheve varet jo vetëm nga procesi i prerjes së ingranazheve të kryera në fazën e dytë të prodhimit, por gjithashtu kryesisht nga saktësia e pjesës së punës.
GOST-et aktuale në ingranazhe përcaktojnë tolerancat vetëm për ingranazhet e përfunduara, prandaj saktësia e prodhimit të pjesës së punës mund të vendoset në varësi të pranuar procesi teknologjik metodat e përpunimit dhe kontrollit. Kërkesat për sipërfaqet bazë të pjesës së punës duhet të përcaktohen nga standardet e industrisë ose fabrikës.
Për të siguruar saktësinë e specifikuar të ingranazheve të përfunduara në pjesët e punës, parametrat e mëposhtëm janë standardizuar:
- dimensionet dhe forma e vrimës së montimit (për ingranazhet e montuara);
- dimensionet e revistave të revistës (për ingranazhet me rul);
- diametri i jashtëm i pjesës së punës;
- ekzekutimi radial i sipërfaqes së jashtme të pjesëve të punës;
- rrahja fundore e fytyrës fundore të pjesës së punës (fytyra fundore përgjatë së cilës pjesa e punës bazohet në makinë gjatë prerjes së ingranazheve).
Vrimat në pjesën e punës janë baza teknologjike për prerjen e rrotës së ingranazhit, dhe në rrotën e ingranazhit të përfunduar - bazat kryesore, matëse dhe montimi, d.m.th., vrimë përcakton saktësinë e përpunimit kur prerja e ingranazheve dhe saktësia e matjes kur monitoroni timonin e ingranazhit të përfunduar. Kështu, në pjesët e punës për ingranazhet e 3 ... Shkalla e 5-të e saktësisë, diametrat e vrimave të bazës duhet të bëhen jo më keq se niveli i 5-të, për rrotat e shkallëve të 6-të dhe të 7-të të saktësisë - jo më keq se niveli i 7-të, për rrotat e një niveli më të ulët shkallë saktësie - jo më keq se kualifikimi i 8-të . Vrazhdësia e sipërfaqes së vrimës duhet të jetë në përputhje me rrethanatR α \u003d 0.4 μm;R α \u003d 0.8 μm dheR α \u003d 1.6 μm.
Devijimet në diametrin e jashtëm të boshllëkut të ingranazheve nuk ndikojnë në vetvete në saktësinë e ingranazheve. Ko qysh sipërfaqja e jashtme shpesh përdoret si bazë matëse kur matni një numër parametrash në një rrotë ingranazhi të përfunduar, dhe gjithashtu si bazë matëse kur matni në një pajisje prerëse ingranazhesh, devijimet e diametrit të jashtëm duhet të jenë të kufizuara në varësi të kushteve të përdorimit të sipërfaqes së jashtme. Pra, devijimi dhe toleranca në diametrin e jashtëm të pjesës së punës mund të caktohet sipas kualifikimit të 14-të, me kusht që që devijimi i diametrit të jashtëm për ingranazhe me shkallë 3 ... 7 të saktësisë nuk do të kalojë 0.1 m; për rrotat e një shkalle bruto të saktësisë, devijimi nuk duhet të kalojë 0.2 m, ku m është moduli i ingranazheve. Tolerancat specifikohen në trupin e pjesës së punës. 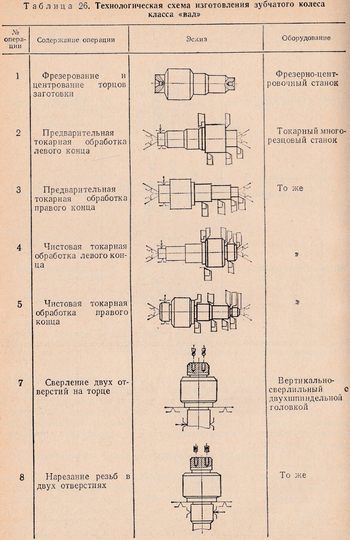
Kur përdorni sipërfaqen e jashtme të pjesës së punës, si bazë matëse për përafrimin e pozitës së pjesës së punës gjatë prerjes së ingranazheve, rekomandohet të kufizoni rrjedhën e saj radiale në lidhje me boshtin e rrotës; rrezatimi i lejueshëm radial F rrd i pjesës së punës duhet të jetë pjesë e tolerancës për ekzekutimin radial F rr të unazës ingranazhet e rrotës së përfunduar, d.m.th. F rrd \u003d (0.5 ... 0.7)Fr rr.
Nëse sipërfaqja e jashtme nuk përdoret si bazë, atëherë rrezatimi i lejueshëm radial F i pjesës së punës mund të dyfishohet, por nuk duhet të tejkalojë tolerancën në diametrin e pjesës së punës.
Përfshirja përfundimtare e fytyrës fundore të pjesës së punës ndikon në performancën e kontaktit të dhëmbit, në këtë drejtim, skadimi i lejueshëm përfundimtar F t i boshllëkut të ingranazhit nxitës duhet të jetë vetëm pjesë e tolerancës F β në drejtimin e dhëmbit, dhe për një ingranazh spiral të moduleve të mesme dhe të mëdha, pjesë e devijimit të katranit axial .
Dizajni i ingranazheve ndikon në zgjedhjen e skemës së fazës së parë të procesit teknologjik të prodhimit të një rrote ingranazhi. Kështu, skemat e proceseve teknologjike për prodhimin e ingranazheve që i përkasin klasave "mëngë" dhe "bosht" ndryshojnë ndjeshëm. Ky ndryshim ekziston në mënyrë të pavarur nga të tjerët. tiparet e projektimit rrota ingranazhesh, si dhe llojet dhe llojet e prodhimit.
Kur zgjidhni një skemë të përpunimit të veshjeve të klasës "ingranazhe", konsideratat e mëposhtme janë ndjekur: për bazën fillestare të rrotave, janë zgjedhur sipërfaqet e papërpunuara që duhet të jenë koncentrike me sipërfaqet e përpunuara, dhe fytyrat fundore jo të përpunuara të vulosjes duhet të jenë paralele me aeroplanët e përfunduar të përpunuar.
Në tabelë. 25 është dhënë si shembull skema teknologjike e prodhimit të një rrote ingranazhi (klasa "mëngë").
Nga bazat fillestare të instalimit, kryhet operacioni i parë, i cili konsiston në shpimin dhe vendosjen e një vrimë qendrore dhe prerjen e një prej skajeve të qendrës nga i njëjti instalim. Qëllimi i këtij operacioni është përgatitja e vrimës qendrore për tërheqje dhe krijimi i një baze fundi të përpunuar për operacionin pasues. Operacioni i dytë - tërheqja - kryhet nga baza fundore e krijuar dhe zvogëlohet në formimin e një profili të vrimave, për shembull, të një slotted. Baza e përpunimit të mëtejshëm do të jetë tashmë sipërfaqja e uljes së vrimës (lojëra elektronike) dhe fytyra fundore.
Operacioni i tretë dhe i katërt janë përfundimtar për fazën e parë dhe reduktohen në përfundimin e rrotës së ingranazhit për prerjen e dhëmbëve; ato kryhen bazuar në elementet e një lidhjeje spline ose të një profili tjetër të vrimave. Gjatë kryerjes së këtyre operacioneve, duhet të respektohen posaçërisht kërkesat për boshllëqet e prerjes të përcaktuara më sipër dhe zvogëlimin për të siguruar përqendrimin e sipërfaqes së jashtme të ingranazheve dhe sipërfaqen e ulëseve të vrimës, si dhe pingulueshmërinë e planeve përfundimtare të përpunuara të boshtit të vrimës.
Operacioni i pestë - prerja paraprake dhe përfundimtare e dhëmbëve - kryhet në makinën e lëvizjes së ingranazheve. Baza e këtij operacioni janë diametri i uljes vrima dhe një nga skajet e ingranazës së unazës. Operacionet e gjashta, e shtata dhe e dymbëdhjeta kanë të bëjnë me trajtimet përfundimtare. Këtu baza është e njëjta sipërfaqe.
Përpunimi mekanik i ingranazheve të klasës "bosht" zakonisht bëhet në qendra dhe vetëm në operacione të caktuara, për të rritur besueshmërinë dhe ngurtësinë e fiksimit të pjesës, fiksohet duke përdorur sipërfaqe të tjera.
Në tabelë. 26 është një diagram i rrjedhës së prodhimit të një ingranazhi (klasa "bosht").
Operacioni i parë kur përpunon një bosht ingranazhi të klasës "bosht" është prerja e skajeve dhe përqendrimi i pjesës së punës. Ky operacion është i dëshirueshëm për të kryer në makina që lejojnë bluarjen e skajeve dhe përqendrimin e pjesës nga një prej instalimeve të tij. Operacionet nga e dyta në të pestën janë reduktuar në kthesën paraprake dhe gjysëm të mbarimit me instalimin e pjesës së punës në qendrat e makinës. Operacioni i shtatë dhe i tetë - shpimi dhe fillimi në dy vrima në fund - përfundojnë fazën e parë të pjesëve të prodhimit. Operacioni i nëntë - prerja paraprake e dhëmbëve - kryhet nga hobi me instalimin e pjesës në qendra. Operacioni i dhjetë - shtrimi - bazohet gjithashtu në qendra. Operacioni i pesëmbëdhjetë është çimentimi dhe ngurtësimi i ingranazheve. Pas trajtimit të nxehtësisë, qendrat pastrohen ose përdoren. Ky operacion kërkohet. Operacionet e tetëmbëdhjetë dhe të nëntëmbëdhjetë - bluarja e qafave cilindrike dhe skajet e prapanicës - përfundon procesi i mbarimit, pas së cilës lojëra elektronike janë bluar dhe fije është prerë në krah.
Proceset teknologjike përfshijnë përpunimin e metaleve dhe operacionet e kontrollit të kryera në faza të caktuara të përpunimit të pjesës.
përshkruar skemat e mostrave proceset teknologjike janë tipike për lloje të ndryshme dhe llojet e prodhimit.
Rritja e kërkesave për cilësinë e sipërfaqes së dhëmbëve dhe saktësinë e elementeve të ingranazhit të timonit të ingranazheve mund të kërkojë përfshirjen në procesin e operacioneve shtesë të mbarimit, termike dhe kontrollit; operacione të ndryshme mund të zmadhohen ose ndahen në varësi të llojit të prodhimit, por diagrami i qarkut, sekuenca e hapave dhe renditja e operacioneve do të mbeten të pandryshuara.
Ingranazhet nxitëse kanë një strukturë shumë komplekse (prania e qafave shtesë, vrimave, etj.), Dhe zgjedhja e një modeli të plotë të procesit duhet të bazohet në një analizë të plotë të kërkesave teknike të vizatimeve dhe aftësive të prodhimit.
Në një vend të veçantë midis ingranazheve të klasës "mëngë" janë rimat ingranazhesh ingranazhe të brendshme madhësive të mëdha, bazuar në punën në diametrin e jashtëm të pjesës. Pjesë të këtij lloji kanë një diagram të rrjedhës së ndryshme të procesit. Dallimi qëndron në faktin se sipërfaqja cilindrike bazë, sipërfaqja e zgjatjeve të dhëmbit dhe fytyra fundore zakonisht përpunohen në një instalim të pjesës, dhe baza kur prerni dhëmbët është sipërfaqja e jashtme, e cila pjesa është e instaluar në ndeshjen ose me të cilën vërtetohet instalimi i pjesës në pllakën e fytyrës së makinës për prerje ingranazhesh.
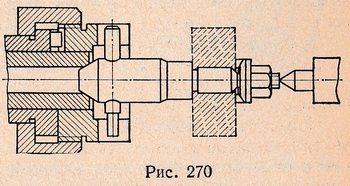
Llojet kryesore të pajisjeve të përdorura në funksionimet e fazës së parë janë kthesat e mandreve për kthimin e ingranazheve cilindrike të klasës "Mëngë" sigurimi i përqendrimit të sipërfaqeve cilindrike të jashtme dhe të brendshme të arkës së ingranazheve, pajisje për instalimin e ingranazheve në makinën e brendshme të bluarjes kur bluajnë gropat dhe fytyrat fundore.
Në fig. 270 tregon modelin më të zakonshëm të mandrel qendrës. Mandrina me njërën skaj është e instaluar në grykën konike të makinës dhe skaji tjetër në qendër të rrobës së rrobave. Rrotullimi i mandrelës kryhet nga bashkimi me dy grooves fundore të lidhura në fllanxhat e gishtit nëpër gisht, shtypur në mandrel dhe përfshihet në grooves bashkimi.Për të eliminuar ndikimin e jo-paralelizmit të mundshëm të pjesës së majtë të fytyrës mbështetëse gjatë fiksimit të pjesës së punës, vendoset një larëse sferike nën arrë.
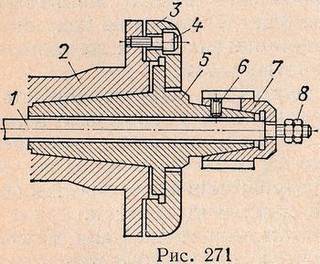 Në masë dhe të madhe prodhimi masiv Përdoren gjithashtu mandrelat e gishtave me kapësa me vidhos dhe pneumatikë. Në fig. 271 tregon një mandrel vijë kthesash spindle me kapës pneumatik. Trupi i mandrelit 5 futet në konin e gishtit 2 dhe sigurohet nga një rondele 3, e shtypur kundër fllanxhës së gishtave nga tre vida 4. Koleta e çarë 7, e ulur në konin e mandrilës, ka katër prerje dhe një brazdë të mbyllur përmes së cilës kalon vidhos 6, i cili mban koletën nga rrëzimi i shtëpisë. . Shufra 1, e lidhur me cilindrin pneumatik, kalon nëpër mandrel dhe kolet, dhe arrat 8 janë të dehur mbi bishtin e saj të filetuar, me ndihmën e së cilës rregullohet kapësja e koletës. Kur tërheqja zhvendoset në të majtë, ajo tërheq koletën mbi kon dhe siguron pjesën;kur tërheqja zhvendoset në të djathtë, ai tërheq koletin me shpatullën e tij nga trupi i mandrelës, si rezultat i së cilës koleta merr mundësinë për të kompresuar dhe lëshuar pjesën.
Në masë dhe të madhe prodhimi masiv Përdoren gjithashtu mandrelat e gishtave me kapësa me vidhos dhe pneumatikë. Në fig. 271 tregon një mandrel vijë kthesash spindle me kapës pneumatik. Trupi i mandrelit 5 futet në konin e gishtit 2 dhe sigurohet nga një rondele 3, e shtypur kundër fllanxhës së gishtave nga tre vida 4. Koleta e çarë 7, e ulur në konin e mandrilës, ka katër prerje dhe një brazdë të mbyllur përmes së cilës kalon vidhos 6, i cili mban koletën nga rrëzimi i shtëpisë. . Shufra 1, e lidhur me cilindrin pneumatik, kalon nëpër mandrel dhe kolet, dhe arrat 8 janë të dehur mbi bishtin e saj të filetuar, me ndihmën e së cilës rregullohet kapësja e koletës. Kur tërheqja zhvendoset në të majtë, ajo tërheq koletën mbi kon dhe siguron pjesën;kur tërheqja zhvendoset në të djathtë, ai tërheq koletin me shpatullën e tij nga trupi i mandrelës, si rezultat i së cilës koleta merr mundësinë për të kompresuar dhe lëshuar pjesën.
Avantazhi i mandreleve të tilla është se gjatë prodhimit në masë koletat me diametër të ndryshëm mund të vishen në të njëjtin trup, dhe përpunimi mund të riorganizohet nga një pjesë në tjetrën vetëm duke ndryshuar koletën.
Nxitjet e ingranazheve të klasës "shkurre" pas ngurtësimit zakonisht duhet të jenë në tokë diametri i brendshëm dhe fytyrën fundore, dhe ingranazhet me 6 ... shkallë të 7-të të saktësisë janë gjithashtu tokë në sipërfaqen e dhëmbëve.
Vrimat dhe skajet janë tokë në makina bluarëse të brendshme me një pajisje për bluarjen e skajeve. Bluarja e vrimës mund të paraprijë në bluarjen e dhëmbëve ose, nëse dhëmbët nuk janë tokë, mund të jetë operacioni i fundit.
Në një rast ose në një tjetër, vrima e lëmuar duhet të jetë koncentrike me perimetrin fillestar (ndarës) të rrotës dhe diametri fillestar (ndarës) duhet të merret si bazë e bluarjes. Instalimi i ingranazheve korresponduese gjatë bluarjes kryhet duke përdorur pajisje speciale. Në mënyrë tipike, pajisje të tilla janë një çakmak i saktë me tre nofulla dhe një ndarës me tre rollers, me të cilët një ingranazh i grimcuar është i fiksuar në kameve të çukës. Në dizajne të tjera të pajisjeve, pjesa kapet nga gjashtë rolerë të bashkangjitur në kame, të reduktuara në qendër duke lëvizur kafazin me një sipërfaqe konike të brendshme. Disa dizajne fishekësh ofrojnë përqendrim përgjatë profileve të dhëmbëve dhe në të njëjtën kohë kapës deri në fund të rrotës.
K ATEGORY:
Punimet e montimit dhe montimit mekanik
ingranazhet
Ingranazhet janë në dispozicion pothuajse në të gjitha njësitë e montimit. pajisje industriale. Me ndihmën e tyre, madhësia dhe drejtimi i shpejtësisë së pjesëve lëvizëse të makinave ndryshohen, forcat dhe çift rrotullimet transmetohen nga një bosht në tjetrin.
Në një tren ingranazhesh, lëvizja transmetohet duke përdorur një palë ingranazhesh. Në praktikë, një rrotë ingranazhi më i vogël zakonisht quhet ingranazh, dhe një më i madh quhet rrotë. Termi "ingranazh" i referohet të dy ingranazheve dhe timonit.
Një timon ingranazhi i ulur në boshtin e makinës quhet ingranazhi, dhe ulur në boshtin e drejtuar quhet boshti i makinës. Numri i dhëmbëve të ingranazheve tregohet me shkronjën z.
Në varësi të pozicionit relativ të akseve gjeometrike të boshteve, ingranazhet janë: cilindrike, bevelë dhe spirale. Ingranazhet për pajisjet industriale bëhen me dhëmbë të drejtë, të zhdrejtë dhe këndor (chevron).
Sipas profilit të dhëmbit, ingranazhet dallohen: përfshirëse dhe cikloide. Përveç ingranazheve me ingranazhe përfshirëse, reduktuesit përdorin veshje Novikov me një profil rrethor të dhëmbëve. Transmetimi Novikov lejon përdorimin e rrotave me një numër të vogël dhëmbësh, që do të thotë se ka një të madhe raporti i ingranazheve dhe mund të transmetojë fuqi të konsiderueshme. Ingranazhet cikloidale përdoren në pajisje dhe orë.
Nxiten ingranazhet me një dhëmb të drejtë shërbejnë në ingranazhe me boshte paralele të boshtave dhe janë montuar në këto të fundit pa lëvizje ose të luajtshme.
Rrotat e prizave me dhëmb të zhdrejtë përdoren për të transmetuar lëvizjen midis boshteve boshtet e të cilëve kryqëzohen në hapësirë, dhe në disa raste midis boshteve paralele, për shembull, kur ingranazhet duhet të kombinojnë shpejtësinë e rritur periferike të rrotave dhe funksionimin e qetë me të mëdha raportet e ingranazheve deri në 15: 1.
Rrotat spirale janë montuar në boshte vetëm pa lëvizje.
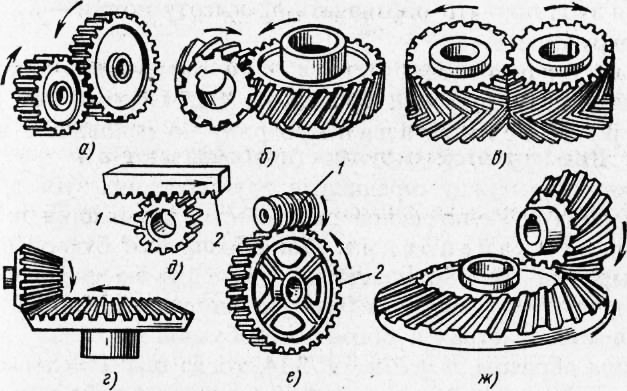
Fig. 1. ingranazhe të dhëmbëve: a - cilindrikë me një dhëmb të drejtë, b - të njëjtë me një dhëmb të zhdrejtë, c - me një dhëmb chevron, d - bevel, e - timon - hekurudhor, e - krimb, w - s dhëmb rrethor
Puna e ingranazheve spirale shoqërohet me presion aksial. Presioni boshtor mund të eleminohet duke lidhur dy rrota spirale me identike, por të drejtuara brenda anët e ndryshme dhëmbët. Kështu që merrni një rrotë chevron (Fig. 1, c), e cila është montuar, duke e kthyer majën e këndit të dhëmbëve në drejtim të rrotullimit të rrotës. Në makinat speciale, rrotat chevron bëhen krejt nga një pjesë e punës.
Ingranazhet rrotulluese dallohen nga forma e dhëmbëve: nxitje, spirale dhe rrethore.
Në fig. 1, d tregon dhëmbët nxitës konik, dhe në Fig. 1, g - ingranazhe rrethore. Qëllimi i tyre është transmetimi i rrotullimit midis boshteve boshtet e të cilëve kryqëzohen. Për boshtet kryqëzuese përdoren gjithashtu ingranazhe krimbi (Fig. 1, f). Ingranazhet rrotulluese me një dhëmb rrethor përdoren në ingranazhe ku kërkohet qetësi e veçantë dhe funksionim i qetë.
Në fig. 1, e tregon një rrotë ingranazhesh dhe një raft. Në këtë transmetim, lëvizja rrotulluese e rrotës konvertohet në lëvizje drejtvizore hekurudhor.
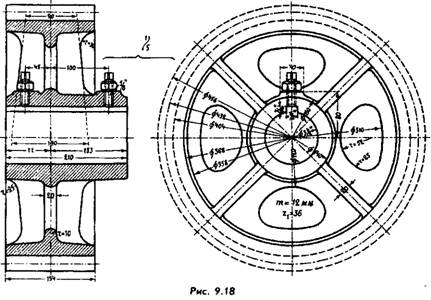
Elementet ingranazhesh. Në secilën rrotë ingranazhi (Fig. 2), dallohen tre rrathë (ndarës, rrethi i zgjatjeve, rrethi i depresioneve) dhe, për këtë arsye, tre diametra që korrespondojnë me to.
Rrethi ndarës, ose fillestar, e ndan 3 Ub në lartësi në dy pjesë të pabarabarta: sipërme, të quajtur kokën e dhëmbit dhe pjesën e poshtme, të quajtur këmbën e dhëmbit. Lartësia e kokës së dhëmbit zakonisht tregohet me ha, lartësia e këmbës është hf, dhe diametri i rrethit është d.
Perimetri i zgjatjeve është perimetri që lidh profilet e dhëmbëve të rrotës nga lart. Përcaktoni da.
Perimetri i depresioneve shkon përgjatë bazës së depresioneve të dhëmbëve. Diametri i këtij rrethi shënohet me df.
Distanca në mes të pikave të mesit të dy dhëmbëve ngjitur, e matur përgjatë një harku të një rrethi katran, quhet katran ingranazhi. Hapi shënohet me shkronjën P. Nëse hapi, i shprehur në milimetra, ndahet me numrin n \u003d 3.14, atëherë marrim një vlerë të quajtur modul. Moduli shprehet në milimetra dhe tregohet me shkronjën T.
Harku i rrethit të katranit brenda dhëmbit quhet trashësia e dhëmbit, harku S1 - gjerësia e zgavrës. Si rregull, S \u003d Sx. Madhësia b e dhëmbit në një rresht paralel me boshtin e rrotave quhet gjatësia e dhëmbit.
Pastrimi radial - distanca më e shkurtër midis majës së dhëmbit dhe bazës së zgavrës së rrotës çiftëzuese.
Pastrimi lateral - distanca më e shkurtër midis sipërfaqeve të profileve jo pune të dhëmbëve ngjitur kur sipërfaqet e tyre të punës janë në kontakt.
Të gjitha elementet e rrotës ingranazhet janë të lidhura me modulin: lartësia e kokës së dhëmbit ha \u003d t, lartësia e këmbës së dhëmbit hf \u003d 1.2 t, lartësia e tërë dhëmbit h \u003d 2.2 t.
Duke ditur numrin e dhëmbëve z, duke përdorur modulin, ju mund të përcaktoni diametrin e rrethit të hapit të marsheve d \u003d zm.

Fig. 2. Skema e ingranazheve në ingranazhet me ingranazhe
Formulat me të cilat mund të përcaktoni parametrat e ingranazheve cilindrike në varësi të modulit dhe numrit të dhëmbëve janë dhënë në tabelë. 5.
Ingranazhet me shpejtësi të ngadaltë janë bërë prej gize ose çeliku karboni, ingranazhet me shpejtësi të lartë janë bërë prej çeliku aliazh. Pas prerjes së dhëmbëve në makinat e prerjes së ingranazheve, ingranazhet janë trajtuar me nxehtësi për të rritur forcën e tyre dhe për të rritur rezistencën e tyre ndaj veshjes. Rrota karboni
dieta CTa.‘irf përmirëson sipërfaqen e dhëmbëve me metodën kimike-termike - çimentim dhe më pas forcim. Pas trajtimit të nxehtësisë, dhëmbët e rrotave me shpejtësi të lartë janë bluar ose tokë, përdoret gjithashtu shuarja sipërfaqësore nga rryma me frekuencë të lartë.
Për ta bërë fejesën të qetë dhe të heshtur, një nga dy rrotat brenda palë ingranazhesh në disa raste, kur ngarkesa e lejon atë, ato janë bërë prej tekstili, chipboard plastike të laminuar me dru -G ose najlon. Për të lehtësuar lidhjen e ingranazheve kur ndizni duke lëvizur përgjatë boshtit, skajet e dhëmbëve nga ana e kthesës janë të rrumbullakosura.
Ingranazhet janë të hapura dhe të mbyllura. Ingranazhet e hapura janë zakonisht të ngadalta. Ata nuk kanë një banjë me vaj dush dhe lubrifikohen periodikisht me yndyrë. Ingranazhe të mbyllura të mbyllura në mbyllje. Ingranazhet e ingranazheve të mbyllura lubrifikohen ose në një banjë me vaj ose me anë të vajosjes nën presion.
Me shpejtësi, ingranazhet ndahen në llojet e mëposhtme (m / s): shumë i ngadaltë - v< 0,5, тихоходные - 0,5 < v < 3, среднескоростные - 3 < v < 15, скоростные - 15 < v < 40, высокоскоростные - v > 40.
Saktësia e prodhimit të rrotave dhe montimi i ingranazheve duhet të përputhen standardi shtetëror. Për ingranazhet cilindrike, kabinë dhe krimbat, përcaktohen 12 shkallë saktësie, të përcaktuara në uljen e rendit të saktësisë me gradat 1 -12.
Shkalla më e saktë 1 dhe 2 janë rezerva, pasi aftësitë moderne të prodhimit dhe kontrollit nuk mund të sigurojnë prodhimin e rrotave të sakta. Shkalla e 12-të është gjithashtu rezervë, pasi që sipas GOST-it aktual, ingranazhet nuk janë kryer akoma më të trashë se sa shkalla e 12-të e saktësisë.
Ingranazhet e shkallës së 6, 7, 8 dhe 9 të saktësisë janë të një përdorimi të madh. Karakteristikat e shkurtra veshje më të zakonshme dhe ingranazhet e krimbave (Shkalla e 6 - 9 e saktësisë) janë dhënë në tabelë. 6. Secila shkallë e saktësisë së ingranazhit korrespondon me saktësinë kinematike normale të vendosur nga GOST, si dhe funksionimin e qetë të timonit dhe kontaktin e dhëmbëve.
Përshtatja e ingranazheve në boshte nuk ndryshon nga përshtatja e rrotave, prandaj, vetëm kontrolli dhe rregullimi i ingranazheve dhe ingranazheve të krimbave përshkruhen më poshtë.
Kryesorja kërkesat teknike njësitë e montimit të ingranazheve janë si më poshtë:
1. Dhëmbët e rrotave kur kontrolloni për bojë duhet të kenë një zonë prekjeje të paktën 0.3 gjatësi dhëmbi, dhe përgjatë profilit - nga 0.6 në 0.7 lartësia e dhëmbit.
2. Kontrolli i rrotave radiale nuk duhet të kalojë kufijtë e përcaktuar nga kërkesat teknike.
3. Boshtet e boshteve të rrotave çiftëzuese dhe boshti i mureve të dhomave të vendosjes duhet të qëndrojnë në të njëjtin rrafsh dhe të jenë paralel me njëri-tjetrin. Tolerancat tregohen në kushtet teknike.
4. Midis dhëmbëve të rrotave çiftëzuese, është e nevojshme një hendek, vlera e së cilës varet nga shkalla e saktësisë së transmetimit dhe përcaktohet nga tabela.
5. Njësia e montuar e montuar testohet përtaci ose nën ngarkesë. Ai duhet të sigurojë forcë të përshtatshme për transmetimin e energjisë, funksionimin e qetë dhe ngrohjen e moderuar të kushinetave të kushinetave (jo më shumë se 323 K, ose 50 ° C).
6. Transmetimi duhet të funksionojë pa probleme dhe pothuajse në heshtje.
Procedura e montimit për disa njësi të montimit të ingranazheve të përbëra përshkruhet më poshtë.
Ingranazhi i unazës është montuar në jakën qendrore A të shpërndarës dhe të paracaktuar me tre deri në katër bulona të përkohshëm që kanë një diametër më të vogël. Njësia e montimit kontrollohet në një mandrel për ekzekutimin radial dhe kurora është e fiksuar me bulona të përkohshme. Vrimat e mbetura për bulonat në shpërndarës dhe në kurorë me ndihmën e një bashkim vendosen bashkërisht dhe kundërvihen, dhe pastaj bulonat normale futen në këto vrima, dhe bulonat e përkohshëm hiqen dhe vrimat e lëshuara trajtohen në të njëjtën mënyrë si ato të parat. Pas instalimit të bulonave normale në të gjitha vrimat, veshja kontrollohet më në fund për skadimin. Në ingranazhet e ngarkuara shumë është e këshillueshme që të shtrëngoni bulonat me një pikëllim çift rrotullues për të krijuar fërkime në aeroplanët e fllanxha, momenti i të cilit do të tejkalonte çift rrotullues të transmetuar nga rrota e ingranazheve.
Një unazë ingranazhi shtypet në diskun e qendrës me një tension. Për të lehtësuar funksionimin dhe për të shmangur shtrembërimet e mundshme, kurora është e paravendosur në një banjë me vaj ose në një induktor të veçantë t.v. orë deri në 393-423 K (120-150 ° C). Pastaj stërvitni vrimat për pengesat. Në vend të pengesave, fiksimi shpesh kryhet me thumba. Në këtë rast, vrimat janë shpuar përmes, thumba janë instaluar në to dhe mbështjellë mbi shtresa.
Gjatë instalimit të njësive të montimit të ingranazheve në boshte, gabimet e mëposhtme hasen më shpesh: goditja e ingranazhit në qafën e boshtit, rrjedhja radiale rreth perimetrit të zgjatjeve, rakordimi i skajit dhe përshtatja e lirshme në shpatullën e futur të boshtit.
Në njësinë e montimit të lëkundur kontrollohet duke shtypur veshjen e shtypur me një çekiç metalik të butë.
Kontrolloni për rrezatimin dhe mbarimin përfundimtar të njësisë së montimit - një rrotë ingranazhi me bosht prodhohet në prizma ose në qendra.
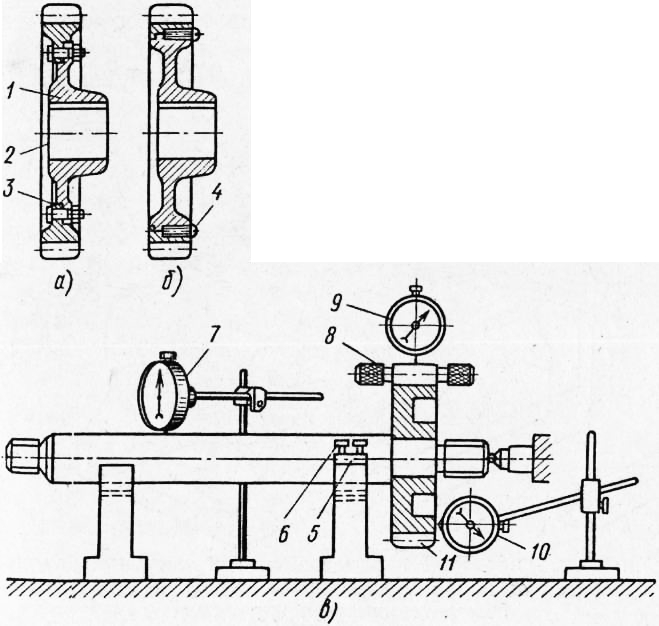
Fig. 3. Montimi i ingranazheve të përbërë dhe prova e rrjedhjes: a - një rrotë ingranazhi e përbërë, e mbyllur, b - e fiksuar nga ndalesat, c - diagrama e montimit të njësisë së boshtit - rrota ingranazhesh për rrezatimin dhe rrezatimin e fytyrës
Për ta bërë këtë, boshti është hedhur në prizma, pozicioni i shalës së prizmit është rregulluar me vida dhe boshti është instaluar paralelisht me pllakën e kalibrimit sipas treguesit. Një matës cilindrik është hedhur në zgavrën e timonit, diametri i të cilit duhet të jetë 1.68 i modulit të angazhimit të rrotave. Qëndrimi me treguesin është vendosur në mënyrë që këmba e tij të vihet në kontakt me kalibrin dhe me një ndërhyrje të aftë të një ose dy kthesave të shigjetës. Në të njëjtën kohë, treguesi lexon treguesin, pastaj, duke zhvendosur kalibrin nëpër 2-3 dhëmbë dhe duke e kthyer timonin, e sillni kalibrin në këmbën e treguesit. Shënohet shigjeta dhe përcaktohet vrapimi diametral. Kontrolli i lejueshëm i fytyrës fundore dhe diametri i rreshtit të ingranazheve varet nga shkalla e saktësisë së rrotës sipas GOST. Rrahjet përfundimtare kontrollohen nga një tregues.
Angazhimi i saktë i ingranazheve ndodh kur boshtet e rrotave janë paralele, ato nuk kryqëzohen, dhe distanca midis boshteve të boshteve është e barabartë me vlerën e llogaritur. Paralelizmi i vendndodhjes së akseve të kushinetave të kutisë së ingranazheve (Fig. 4) kontrollohet nga një kalibër, caliper dhe tregues. Distanca midis akseve të kushinetave kontrollohet nga mandralet e kontrollit të instaluar në strehimore. Distanca matet ose midis mandrels, ose në sipërfaqen e tyre të jashtme.
Fig. 4. Skema për kontrollimin e paralelizmit dhe pingulësisë së akseve të vrimave dhe boshteve me një bosht kontrolli dhe një mjet universal matës
Duke përcaktuar dimensionet ose nga të dy anët, boshtet e vrimave të kushinetave nuk janë paralele. Për të arritur distancën dhe paralelizmin e qendrës së kërkuar, banesat e kushinetave zhvendosen. Mos paralelizmi në rrafshin vertikal mund të përcaktohet duke aplikuar një nivel në secilën prej boshteve. Vlera e jo-paralelizmit në këtë rast do të jetë e barabartë me ndryshimin në leximet e niveleve në ndarjet këndore. Në mënyrë tipike, çmimi i ndarjes së niveleve është dhënë në fraksione të një milimetri për 1 mm dhe për të shndërruar leximet e nivelit në sekonda këndore, çmimi i ndarjes duhet të shumëzohet me numrin 200.
Për shembull, çmimi i ndarjes së nivelit prej 0,1 mm për 1 m i përgjigjet 20 sekondave të harkut (0,1-200 / 1 \u003d 20 ”).
Nga shkalla e saktësisë së rrotave dhe ingranazheve, përcaktohen standardet e pastrimit anësor. Këto kryesore janë normat e zhdoganimit normal të garantuar (treguar nga shkronja X), i cili kompenson uljen e zhdoganimit lateral nga ngrohja e ingranazhit.
Në fig. 5a tregon një kontroll të zbritjes anësore, e cila kryhet me një dipintë ose tregues në ingranazhet cilindrike. Një leh është bashkangjitur në boshtin e njërit prej ingranazheve, fundi i të cilit mbështetet në këmbën e treguesit të montuar në strehimin e njësisë së montimit. Vegla tjetër nuk mund të kthehet nga bllokimi. Atëherë shiriti së bashku me boshtin dhe timonin rrotullohet paksa në një drejtim ose në tjetrin, dhe kjo mund të bëhet vetëm nga sasia e pastrimit në dhëmbë. Sipas treguesit, përcaktoni pastrimin anësor. Pastrimi më i vogël anësor C ”tregohet në specifikimet teknike për montimin e njësisë së montimit. Me një distancë qendrore prej 320 - 500 mm për ingranazhet me precizion të mesëm, kjo pastrim duhet të jetë së paku 0.26 mm. Më saktë, boshllëqet anësore maten duke përdorur pajisje treguese me të ashtuquajturën metodë të largët. Pajisjet ju lejojnë të matni pastrimin në ingranazhet e verbër.
Në fig. 5b, tregohet një nga pajisjet e tilla. Përbëhet nga një kryq i montuar në boshtin e ingranazheve me doreza, dhe një stendë me një tregues. Qëndrimi me treguesin është i dehur në pirg, i fiksuar me një vidhë në kapakun e kutisë së ingranazhit. Kur boshti tronditet me dorë derisa avioni i kryqëzimit të vihet në kontakt me këmbën e treguesit të fiksuar në kapakun e ingranazhit fiks, përcaktohet hendeku anësor midis dhëmbëve. Rrota e vogël e ingranazheve duhet të jetë e palëvizshme.
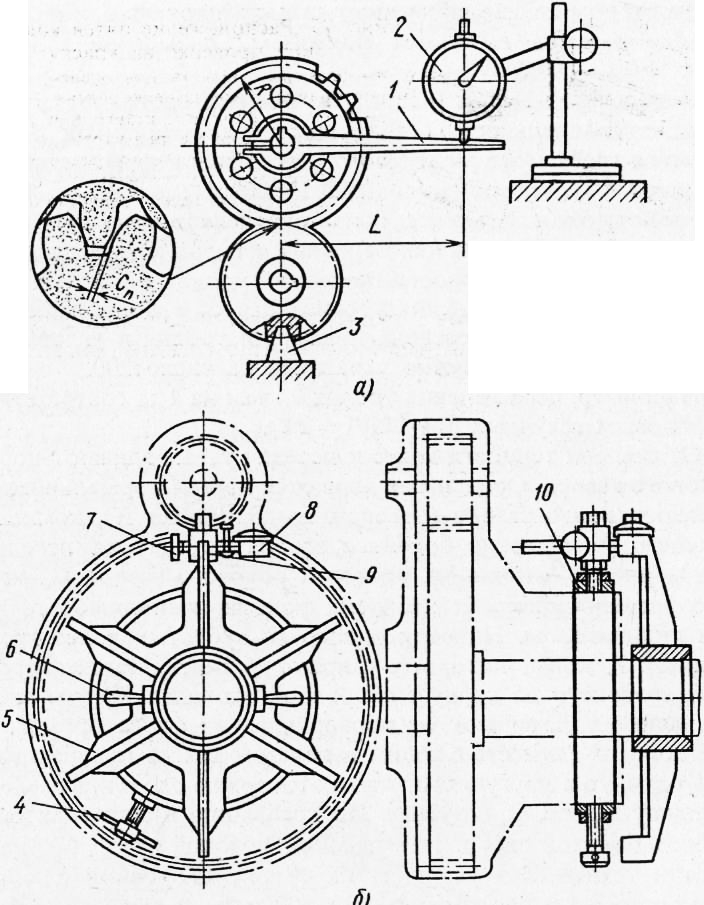
Fig. 5. Skema e kontrollit të treguesit të zhdoganimit lateral: a - rrugë e hapur, b - i largët
Pastrimi i matur duhet t'i atribuohet diametrit të perimetrit fillestar të rrotës së ingranazhit, në boshtin e të cilit është fiksuar një kryq.
Në të njëjtën mënyrë, kontrolloni pastrimin anësor për pesë pozicionet e tjera të kryqit, ndërsa kthejeni atë me bosht në një kënd prej 60 °. Sipas rezultateve të matjes, përcaktohet luhatja e boshllëqeve anësore dhe gjykohet cilësia e mjeteve të montuara. Në varësi të modulit dhe saktësinë e transmetimit të ingranazheve, ndryshimi i lejueshëm në boshllëqet anësore është 0.08-0.15 mm.
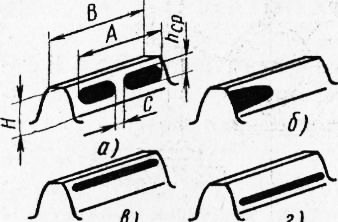
Fig. 6. Vendndodhja e pikave të kontaktit kur kontrolloni për bojën:
a - dimensionet e kontaktit për vlerësim, b - rregullimi i njëanshëm i njollave (rrotullimi i rrotës në makinën e prerjes së ingranazheve ose rrëshqitja e vrimave në rastin e ingranazheve, c - pastrimi i madh rreth kurorës (distanca e vogël ose e madhe qendrore), d - pastrimi i pamjaftueshëm rreth kurorës (i tepërt ose trashësia e pamjaftueshme e dhëmbit të njërës ose të dy rrotave)
Pika e gabuar e kontaktit dhe vendndodhja e gabuar në dhëmbë janë rezultat i gabimeve që kanë ndodhur gjatë përpunimit dhe montimit të rrotave, boshteve, rasteve të ingranazheve, kushinetave. Në fig. 6, shtypja e bojës është e vendosur në mënyrë të njëanshme. Shkaku i vendndodhjes së gabuar të kontaktit mund të jetë kthesa e rrotës në makinën e prerjes së ingranazheve ose pjesa më e vogël e vrimave në rastin e ingranazheve.
Nëse dhëmbi i rrotës tërhiqet nga ana e fundit dhe nuk ndryshon kur kthehet në 180 °, atëherë, për këtë arsye, boshti i vrimës në strehimore është skamuar. Ky gabim eliminohet duke shtypur një mëngë të re dhe duke e mërzitur atë ose duke shtypur përsëri pinin e rrotës së ingranazhit, nëse është ulur në gisht.
Në fig. 6c tregon një pastrim tepër të madh rreth kurorës. Arsyet e mundshme: Distanca qendrore në strehim është e pamjaftueshme ose shumë e madhe. Zhduk gabimin
duke shtypur përsëri tufat në strehim dhe duke i mërzitur ato.
Pastrimi i pamjaftueshëm në të gjithë buzën është treguar në Fig. 6, g. Arsyet e mundshme për pastrimin e vogël: trashësi e tepruar ose e pamjaftueshme e dhëmbëve në njërën ose të dy rrotat. Në këtë rast, zëvendësoni rrotat ose përdorni një strehim me një distancë të ndryshme qendrore.