Tangjent në perimetrin kryesor të ingranazhit që kryqëzon z w dhëmbët e saj dhe është normale për të dy evolvente ekstreme, të quajtur normale normale.
Distancimi në mes të sipërfaqeve të kundërta anësore të dhëmbëve të një rrotë cilindrike përgjatë një normale të zakonshme për këto sipërfaqe quhet gjatësia normale e zakonshme W (Fig. 2).
Gjatësia e zakonit të zakonshëm nuk varet nga pikat në të cilat profilet e dhëmbëve këtë normal kryqëzohen me dy evolvente kundër. Ndryshimi në gjatësinë e zakonit të zakonshëm është proporcional me ndryshimin në kompensimin e konturit origjinal. xM vegla prerese. Është gjithashtu e rëndësishme që kontrolli i madhësisë w Nuk është e lidhur me ndonjë bazë ndihmëse për instalimin e mjetit matës.
Këto karakteristika të normës së përgjithshme tregojnë përparësinë e kësaj metode të kontrollimit të trashësisë së një dhëmbi të timonit. Kjo madhësi mund të matet me një çekiç, mikrometër, kllapa speciale kufizuese.
Gjatësia e zakonit të zakonshëm për rrota cilindrike me dhëmbë të jashtëm të jashtëm llogaritur sipas formulës në vijim [2]
ku m - modul, mm; një profil këndor i konturit origjinal, sipas standardit GOST 13755-81 a = 20 0; z w - numri i dhëmbëve në gjatësinë e zakonit të zakonshëm; x- Koeficienti i kompensuar; z - numri i dhëmbëve të rrotave që duhen kontrolluar; inv a - kënd i përkulur që korrespondon me këndin e profilit a, për nxitjen e ingranazheve inv një = tg një - një .
Gjatësia e zakonit të zakonshëm për rrota cilindrike me dhëmbë të jashtëm të zhdrejtë llogaritur nga një formulë e ngjashme
ku m n - moduli normal, mm;
 , dhe këndi i fundit i profilit të konturit origjinal
, dhe këndi i fundit i profilit të konturit origjinal  . Zdes
- përcaktohet me vizatimin e rrotës së ingranazhit këndi i katranit të vijës së dhëmbit.
. Zdes
- përcaktohet me vizatimin e rrotës së ingranazhit këndi i katranit të vijës së dhëmbit.
Për një veshje spirale, gjatësia e zakonit të zakonshëm matet në këndin kryesor të pjerrësisë së vijës së dhëmbit b në fund të rrotave, dhe mundësinë e matjes së kontrollit me një gjerësi të mjaftueshme të pajisjes së unazës b nga gjendja
b ³ w sin b ,
ku sinbal b = sinalit cos.
Numri i dhëmbëve në gjatësinë e zakonit të zakonshëm z w për rrotat cilindrike të drejtpërdrejta duhet të plotësojnë kushtin
 ,
,
kur  ,
,

 ,
,
këtu një - këndi i profilit në një pikë në perimetrin e majave të dhëmbëve; l - këndi i profilit në pikën kufitare.
Me faktorë të kompensuar të vogël ( x 1) për të përcaktuar z w Ju mund të përdorni formulën e thjeshtuar
raundin e vlerës së fituar në vlerën më të afërt të numrit të plotë.
1.3. Tolerancat për matjen e dimensioneve të ingranazheve
Formulat e mësipërme për llogaritjen e dimensioneve nominale të matjes së zinxhirëve të shtytjes garantojnë lëvizjen pa pengesë në ingranazhet. Në ingranazhet e vërteta duhet të garantohet pastrimi anësor në mënyrë që të eliminohet zhurma e dhëmbëve kur punohet nën ngarkesë si rezultat i deformimeve të temperaturës së pjesëve të transmetimit, si dhe vendosja e një shtrese lubrifikant në profilet e punës së dhëmbëve. Zhdoganimi i anës në rrjet është gjithashtu i nevojshëm për të kompensuar gabimet në prodhimin dhe montimin e ingranazhit. Ajo përcaktohet kryesisht nga madhësia e distancës së qendrës një w transmetimit dhe trashësisë s dhëmbët e marsheve.
Standardi për ingranazhet cilindrike të ingranazheve (GOST 1643-81) ka tetë lloje tolerancash për pastrimin e anës: orë, d, c, b, një, z, y, x (përcaktimet e tolerancave janë rregulluar në mënyrë që të rritet toleranca). Shuma e pranuar e lejimit të garancionit të garantuar është baza për emërimin lloj mate rrota gear. I njëjti standard parashikon gjashtë lloje të konjugimit: H- zero pastrimin, E - hendeku i vogël, C dhe D - pastrimi i reduktuar, B - pastrim normal A - rritja e pastrimit. Llojet e çiftëzimit H, E dhe C kërkojnë dhëmbë të lartë të prodhimit të saktësisë. Ato përdoren për ingranazhet e kthyeshme me kërkesa të larta në saktësinë kinematike të transmetimit, si dhe në prani të dridhjeve torsive të boshteve të transmisionit. Më së shpeshti në përdorimin mesatar të përdorimit të inxhinierisë mekanike me llojet e ndërfaqes dhe C. Në mungesë të kërkesave të posaçme për ingranazhet përdoret një lloj i caktuar i tolerancës anësore të pastrimit me secilin lloj të çiftëzimit, të shënjuar me një letër të vogël të ngjashme me letrën e llojit të çiftëzimit (për shembull, A- dhe, - në, C - me dhe t. d.).
Fusha e tolerancës për madhësinë matëse të rrotës së ingranazhit drejtohet gjithmonë në trupin e dhëmbit, prandaj devijimet maksimale të madhësisë matëse (sipërme dhe të ulëta) gjithmonë kanë vlera negative [1].
n1.doc
Ministria e Arsimit e Federatës Ruse
AVIACIONI I SHTETIT UFIM
UNIVERSITETI TEKNIK
INDIKIMET METODIKE
dhe bazat e projektimit
Ufa 2004
Ministria e Arsimit e Federatës Ruse
AVIACIONI I SHTETIT UFIM
UNIVERSITETI TEKNIK
Departamenti i bazave të mekanizmave dhe makinerive të projektimit
DIMENSIONET E MATERIALEVE TË ROTAVE TË GJENERIMIT
INDIKIMET METODIKE
Për dizajnin e kursit për pjesët e makinës
Dhe bazat e dizajnit
Ufa 2004
Hartuar nga: О.F. kumak
UDK 621.833 (07)
BBK 34.445 (97)
Dimensionet matëse të ingranazheve: Udhëzime për dizajnin e kursit në pjesët e makinës dhe bazat e dizajnimit / Ufimsk. shtet. aviacionit. tehn. Univ; Comp. I Marigolds. - Ufa, 2003. - 17 f.
Vëmendja kryesore i kushtohet shqyrtimit të mënyrave më të zakonshme të kontrollit të trashësisë së dhëmbëve në prodhimin e rrotave cilindrike dhe të pjerrët. Në zhvillimet ekzistuese metodologjike, kjo çështje konsiderohet vetëm në një aspekt të përgjithshëm dhe llogaritja e dimensioneve matëse që kontrollojnë trashësinë e dhëmbëve, duke marrë parasysh fushat e tolerancës, kërkon një sasi të konsiderueshme kohore kur punon me libra referimi për projektuesit dhe ndërtuesit e makinerive.
Designed për studentët e specialiteteve mekanike në kolegjet teknike.
IL. 2. Bibliogr.: 5 tituj.
Rishikuesit: Cand. tehn. Shkencat, Assoc. Guriev B.I.
Doctor. tehn. shkencat, prof. Schuster L.Sh.
© Ufa Shtetit
Universiteti Teknik i Aviacionit, 2004
1. Dimensionet e matjes së ingranazheve 4
1.1. Akordi i përhershëm 4
1.2. Gjatësia normale e zakonshme 5
1.3. Tolerancat për matjen e dimensioneve të ingranazheve shtytëse 7
2. Karakteristikat e llogaritjes së dimensioneve matëse të marsheve konike të dhëmbëve 12
2.1. Akord i vazhdueshëm i jashtëm 13
2.2. Devijimet maksimale të akordit konstant të jashtëm 14
Referencat 16
1. Dimensionet e matjes së ingranazheve
Në prodhimin e ingranazheve është e nevojshme të kontrollohet pozicioni relativ i profileve të dhëmbëve të kundërt (djathtas dhe majtas), i cili përcaktohet nga trashësia e dhëmbit. s dhe varet nga faktori i paragjykimit x. Ky i fundit është zgjedhur nga projektuesi për të arritur treguesit e cilësisë së transmetimit të kërkuar. Megjithatë, kontrolli i drejtpërdrejtë i madhësisë së koeficientit të paragjykimeve është i vështirë, kështu që kontrollohet në mënyrë indirekte, në disa madhësi të përshtatshme për matje, varësisht nga x. kështu JQ madhësia quhet matëse.
1.1. Akord i përhershëm
Në praktikë, në prodhimin e rrotave cilindrike me dhëmbë të jashtëm është i zakonshëm dhe kontrolli i duhur akord i përhershëm, meqë madhësia e saj nuk varet nga numri i dhëmbëve dhe nga këndi i pjerrësisë së vijës së dhëmbit dhe format e llogaritura për rrota zbythëse janë të njëjta. Disavantazhi i kësaj metode të matjes është përdorimi i majës së dhëmbit të timonit si një bazë.
Në fig. 1 segment që lidh dy pika të profileve të dhëmbëve të kundërta që i përkasin një rrethi koncentrik dhe normave të tërhequra prej tyre nga një pikë e rrethit të katranit quhet akord i përhershëm .
Vlera e akordit të vazhdueshëm llogaritet nga raporti  ,
,
ku m - modul, mm; është këndi i profilit të qarkut origjinal, marrë sipas GOST 13755-81 = 20 0.
Lartësia nga maja e dhëmbit të timonit në akord të vazhdueshëm
,
këtu d një - diametri i një rrethi të majave të dhëmbëve, mm; d– .
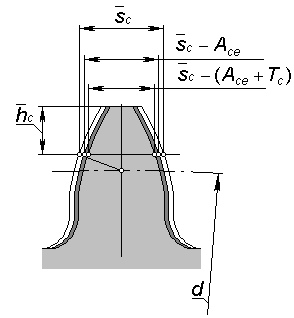
Fig. 1
Për të matur madhësinë dhe  nevojitet një matës i dhëmbëve tangent ose një shabllon i veçantë, sipërfaqet matëse të të cilave prekin sipërfaqen e profileve të dhëmbëve.
nevojitet një matës i dhëmbëve tangent ose një shabllon i veçantë, sipërfaqet matëse të të cilave prekin sipërfaqen e profileve të dhëmbëve.
1.2. Gjatësia normale e zakonshme
Tangjent në perimetrin kryesor të ingranazhit që kryqëzon z w dhëmbët e saj dhe është normale për të dy evolvente ekstreme, të quajtur normale normale.
Distancimi në mes të sipërfaqeve të kundërta anësore të dhëmbëve të një rrotë cilindrike përgjatë një normale të zakonshme për këto sipërfaqe quhet gjatësia normale e zakonshme W (Fig. 2).
Gjatësia e zakonit të zakonshëm nuk varet nga pikat në të cilat profilet e dhëmbëve këtë normal kryqëzohen me dy evolvente kundër. Ndryshimi në gjatësinë e zakonit të zakonshëm është proporcional me ndryshimin në kompensimin e konturit origjinal. xM vegla prerese. Është gjithashtu e rëndësishme që kontrolli i madhësisë w Nuk është e lidhur me ndonjë bazë ndihmëse për instalimin e mjetit matës.
Këto karakteristika të normës së përgjithshme tregojnë përparësinë e kësaj metode të kontrollimit të trashësisë së një dhëmbi të timonit. Kjo madhësi mund të matet me një çekiç, mikrometër, kllapa speciale kufizuese. 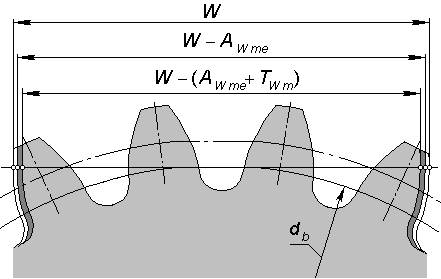
Fig. 2
Gjatësia e zakonit të zakonshëm për rrota cilindrike me dhëmbë të jashtëm të jashtëm llogaritur sipas formulës në vijim [2]
,
ku m - modul, mm; një profil këndor i konturit origjinal, sipas standardit GOST 13755-81 a = 20 0; z w - numri i dhëmbëve në gjatësinë e zakonit të zakonshëm; x- Koeficienti i kompensuar; z - numri i dhëmbëve të rrotave që duhen kontrolluar; inv a - kënd i përkulur që korrespondon me këndin e profilit a, për nxitjen e ingranazheve inv
një =
tg
një -
një .
Gjatësia e zakonit të zakonshëm për rrota cilindrike me dhëmbë të jashtëm të zhdrejtë llogaritur nga një formulë e ngjashme
,
ku m n - moduli normal, mm;
 , dhe këndi i fundit i profilit të konturit origjinal
, dhe këndi i fundit i profilit të konturit origjinal  . këtu
- përcaktohet me vizatimin e rrotës së ingranazhit këndi i katranit të vijës së dhëmbit.
. këtu
- përcaktohet me vizatimin e rrotës së ingranazhit këndi i katranit të vijës së dhëmbit.
Për një veshje spirale, gjatësia e zakonit të zakonshëm matet në këndin kryesor të pjerrësisë së vijës së dhëmbit b në fund të rrotave, dhe mundësinë e matjes së kontrollit me një gjerësi të mjaftueshme të pajisjes së unazës b nga gjendja
b і w sin b ,
ku sinbal b = sinalit cos.
Numri i dhëmbëve në gjatësinë e zakonit të zakonshëm z w për rrotat cilindrike të drejtpërdrejta duhet të plotësojnë kushtin  ,
,
kur  ,
,  ,
,
këtu një - këndi i profilit në një pikë në perimetrin e majave të dhëmbëve; l - këndi i profilit në pikën kufitare.
Me faktorë të kompensuar të vogël ( x 1) për të përcaktuar z w Ju mund të përdorni formulën e thjeshtuar 
raundin e vlerës së fituar në vlerën më të afërt të numrit të plotë.
1.3. Tolerancat për matjen e dimensioneve të ingranazheve
Formulat e mësipërme për llogaritjen e dimensioneve nominale të matjes së zinxhirëve të shtytjes garantojnë lëvizjen pa pengesë në ingranazhet. Në ingranazhet e vërteta duhet të garantohet pastrimi anësor në mënyrë që të eliminohet zhurma e dhëmbëve kur punohet nën ngarkesë si rezultat i deformimeve të temperaturës së pjesëve të transmetimit, si dhe vendosja e një shtrese lubrifikant në profilet e punës së dhëmbëve. Zhdoganimi i anës në rrjet është gjithashtu i nevojshëm për të kompensuar gabimet në prodhimin dhe montimin e ingranazhit. Ajo përcaktohet kryesisht nga madhësia e distancës së qendrës një w transmetimit dhe trashësisë s dhëmbët e marsheve.
Standardi për ingranazhet cilindrike të ingranazheve (GOST 1643-81) ka tetë lloje tolerancash për pastrimin e anës: orë, d, c, b, një, z, y, x (përcaktimet e tolerancave janë rregulluar në mënyrë që të rritet toleranca). Shuma e pranuar e lejimit të garancionit të garantuar është baza për emërimin lloj mate rrota gear. I njëjti standard parashikon gjashtë lloje të konjugimit: H- zero pastrimin, E - hendeku i vogël, C dhe D - pastrimi i reduktuar, B - pastrim normal A - rritja e pastrimit. Llojet e çiftëzimit H, E dhe C kërkojnë dhëmbë të lartë të prodhimit të saktësisë. Ato përdoren për ingranazhet e kthyeshme me kërkesa të larta në saktësinë kinematike të transmetimit, si dhe në prani të dridhjeve torsive të boshteve të transmisionit. Më së shpeshti në përdorimin mesatar të përdorimit të inxhinierisë mekanike me llojet e ndërfaqes dhe C. Në mungesë të kërkesave të posaçme për ingranazhet përdoret një lloj i caktuar i tolerancës anësore të pastrimit me secilin lloj të çiftëzimit, të shënjuar me një letër të vogël të ngjashme me letrën e llojit të çiftëzimit (për shembull, A- dhe, - në, C - me dhe t. d.).
Fusha e tolerancës për madhësinë matëse të rrotës së ingranazhit drejtohet gjithmonë në trupin e dhëmbit, prandaj devijimet maksimale të madhësisë matëse (sipërme dhe të ulëta) gjithmonë kanë vlera negative [1].
1.3.1. Devijimet maksimale të akordit të dhëmbëve të përhershëm. Llogaritja e vlerave devijimet maksimale madhësia e akordit të vazhdueshëm kryhet në sekuencën e mëposhtme:
- caktojë (ose të marrë në ingranazhet e vizatimit) diametrin e tolerancës së majave të dhëmbëve reklamë një me rekomandim: me një shkallë saktësie prej 7 - orë10, me një shkallë saktësie prej 8 - orë11, me një nivel saktësie prej 9 - orë12;F r ;
Sipas tabelës. 2 përcaktojnë devijimin më të vogël (të sipërm) të trashësisë së dhëmbit A ce ;
Sipas tabelës. 3 të përcaktojë tolerancën në trashësinë e dhëmbit T me ;
Pastaj llogaris devijimin më të madh (më të ulët) të trashësisë së dhëmbit ( A ce + T me);
Në kompleksin e kontrollit të tabelës së parametrave të ingranazhit të unazës regjistrohet vlera e madhësisë së trashësisë konstante akordi 
Tabela 1
| F r , m |
|||||
| Shkalla e saktësisë | modul mmm | Diametri i rrethit të katranit, mm |
|||
| Shën 12 deri në 50 | Mbi 50 vjeç deri në 125 | Mbi 125 deri në 280 | St 280 deri në 560 |
||
| 7 | 1 deri në 2 Shën 2 deri 3.55 Mbi 3.55 deri në 6 Nga 6 në 10 | 30 | 38 | 48 | 63 |
| 8 | 1 deri në 2 Shën 2 deri 3.55 Mbi 3.55 deri në 6 Nga 6 në 10 | 38 | 48 | 60 | 75 |
| 9 | 1 deri në 2 Shën 2 deri 3.55 Mbi 3.55 deri në 6 Nga 6 në 10 | 48 | 60 | 75 | 95 |
Tabela 2
| Lloji i Konjugimit | | Diametri i rrethit të katranit, mm |
|||||
| Deri në 80 | Mbi 80 deri në 125 | Nga 125 në 180 | Lartë nga 180 në 250 | Mbi 250 deri 315 | Sun. 315 deri në 400 |
||
| devijim A ce , m |
|||||||
| D | 7 | 38 | 45 | 50 | 60 | 65 | 70 |
| 8 | 40 | 48 | 55 | 63 | 70 | 80 |
|
| C | 7 | 60 | 70 | 80 | 90 | 100 | 110 |
| 8 | 65 | 75 | 85 | 100 | 120 | 125 |
|
| 9 | 70 | 80 | 95 | 110 | 125 | 130 |
|
| B | 7 | 95 | 110 | 125 | 150 | 170 | 180 |
| 8 | 100 | 125 | 140 | 160 | 180 | 200 |
|
| 9 | 120 | 130 | 150 | 170 | 200 | 220 |
|
Tabela 3
| Toleranca, vrapimi radial i pajisjes unazore F z , m | Lloji i dhëmbëve mating |
||||
| H, E | D | C | B | A |
|
| Lloji i tolerancës anësore të zhdoganimit |
|||||
| orë | d | c | b | një |
|
| tolerancë T me , m |
|||||
| Nga 25 në 32 | 38 | 48 | 60 | 75 | 95 |
| E Shenjtë 32 deri në 40 | 42 | 55 | 70 | 85 | 110 |
| Shën 40 deri në 50 | 50 | 65 | 80 | 110 | 130 |
| Shën 50 deri në 60 | 60 | 75 | 95 | 120 | 150 |
| Shën. 60 deri në 80 | 70 | 90 | 110 | 130 | 180 |
| Nga 80 në 100 | 90 | 110 | 140 | 170 | 220 |
| Mbi 100 deri në 125 | 110 | 130 | 170 | 200 | 260 |
| Shënim. Nëse lloji i pranuar i tolerancës së pastrimit anësor nuk përputhet me llojin e bashkimit (për shembull, - dhe) atëherë tolerancat T me zgjidhni në varësi të llojit të pastrimit anësor të tolerancës. |
|||||
Kufizo devijimin e gjatësisë së zakonit të zakonshëm . Devijimet maksimale të gjatësisë së përgjithshme normale llogariten në rendin vijues:
 .
.Sipas tabelës. 1 të përcaktojë tolerancën për daljen radiale të pajisjes së unazës F r ;
Sipas tabelës. 4 përcaktojnë devijimin më të vogël të gjatësisë mesatare të normës së zakonshme A W më (Termi unë) ;
Sipas tabelës. 5 të përcaktojë devijimin më të vogël A W më (Termi II);
Llogaritni vlerën e devijimit më të vogël (të sipërm) të gjatësisë mesatare të normës së zakonshme A wME si shuma e vlerave të termave unë dhe II;
Sipas tabelës. 6 të përcaktojë tolerancën për gjatësinë mesatare të totalit normal T W m , në varësi të tolerancës së goditjes radiale të pajisjes së unazës F r (shih tabelën 1);
Llogaritni devijimin më të ulët të gjatësisë së normës së zakonshme si shuma e vlerave të devijimit të sipërm dhe të fushës së tolerancës për gjatësinë e zakonit të zakonshëm ( A W më + T W m);
Në tabelën e parametrave të rimatës së ingranazhit në ingranazhet e vizatimit vendosni madhësinë  .
.
Tabela 4
| pikëpamje përzierjen e dhëmbëve | Diametri i rrotave të rrethit katror, mm |
||||||||||||
| Shkalla e saktësisë sipas normave të butësisë | Shën 12 deri në 20 | Nga 20 në 32 | Lartë nga 32 deri 50 | Shën 50 deri në 80 | Mbi 80 deri në 125 | Nga 125 në 180 | Lartë nga 180 në 250 | Mbi 250 deri 315 | Nga 315 në 400 |
||||
| Devijimi më i vogël A W më (termi I), mkm |
|||||||||||||
| C | 3 – 6 | 50 | 50 | 50 | 50 | 60 | 70 | 80 | 90 | 95 |
|||
| | 3 – 6 | 80 | 80 | 80 | 80 | 95 | 110 | 125 | 140 | 160 |
|||
| A | 3 – 6 | 130 | 130 | 130 | 130 | 150 | 170 | 200 | 220 | 240 |
|||
Tabela 5
Tabela 6
| Tolerancat në gjatësi mesatare të totalit normal T W m |
||||||||
| Shikoni çiftëzimin heqjen e dhëmbëve | Lloji i tolerancës anësore të zhdoganimit | Tolerancat për rrjedhjen radiale të pajisjes së unazës F r , m |
||||||
| Nga 25 në 32 | E Shenjtë 32 deri në 40 | Shën 40 deri në 50 | Shën 50 deri në 60 | Shën. 60 deri në 80 | Nga 80 në 100 | Mbi 100 deri në 125 |
||
| tolerancat T Wm |
||||||||
| H, E | orë | 22 | 24 | 26 | 28 | 32 | 38 | 45 |
| D | d | 30 | 34 | 38 | 42 | 50 | 60 | 70 |
| C | c | 42 | 48 | 56 | 63 | 75 | 90 | 105 |
| B | b | 56 | 63 | 70 | 85 | 100 | 120 | 140 |
| A | një | 71 | 85 | 100 | 120 | 140 | 160 | 190 |
| - | z | 95 | 110 | 125 | 140 | 170 | 200 | 250 |
| - | y | 125 | 150 | 170 | 190 | 210 | 260 | 320 |
| - | x | 150 | 170 | 200 | 220 | 280 | 340 | 420 |
2. Karakteristikat e llogaritjes së dimensioneve matëse të marsheve konike
Pozicioni relativ i profileve të dhëmbëve të kundërt (të djathtë dhe të majtë) të timonit të rrotave përcakton trashësinë e dhëmbit në konin e jashtëm (shtesë), i cili varet nga raporti i kompensimit x e dhe koeficienti i ndryshimit të trashësisë së llogaritur të dhëmbit x .
Koeficientët e zhvendosjes për ingranazhet e pjerrëta ndikojnë ndjeshëm në treguesit e gjeometrisë dhe cilësisë së ingranazheve (në kontaktin dhe forcën e përkuljes së dhëmbëve, rezistencën e tyre të konsumimit etj.). Zgjedhja e faktorëve racional të zhvendosjes për ingranazhet e pjerrëta është një nga fazat e rëndësishme në hartimin e një veshje. Është më efikas për të prodhuar duke përdorur qarqe bllokimi [4].
Në praktikë, në ingranazhet e pjerrët me një raport të shpejtësisë u1 gear rekomandohet për të kryer me një paragjykim pozitiv x e 1, sipas tabelës. 7, dhe një rrotë me një vlerë negative të barabartë me atë ( x e 2 = - x e 1).
Për ingranazhet që kanë u dhe z 1 ndryshon nga ato në tabelë. 7, koeficientët e kompensuar janë të rrumbullakosura.
Tabela 7
| Numri i dhëmbëve të marsheve z 1 | Faktor i kompensimit x e 1 me raportin e shpejtësisë u |
|||||||||
| 1 | 1,12 | 1,25 | 1,4 | 1,6 | 1,8 | 2 | 2,5 | 3,15 | 4 |
|
| 12 | - | - | - | - | - | - | - | 0,50 | 0,53 | 0,56 |
Duke vendosur mjetet e prerjes së dhëmbit në makinë, mund të ndryshoni trashësinë e dhëmbit të timonit që pritet, pavarësisht kompensimit ( x e ma) kundër llogaritur. Kjo metodë përdoret kryesisht për zero ingranazhe: duke dobësuar një dhëmb më të qëndrueshëm, është e mundur të forcohet një më pak i qëndrueshëm dhe në këtë mënyrë të rritet kapaciteti i ngarkesës së transmetimit në tërësi. Kjo metodë eliminon mprehjen e tepruar të dhëmbit të njërit nga rrotat e transmisionit.
Për të zgjedhur koeficientin e ndryshimit të trashësisë së llogaritur të dhëmbit, rekomandohet përdorimi i formulës empirike [5]
Matja e drejtpërdrejtë e trashësisë së dhëmbit të rrotave ose koeficientëve të pjerrët x dhe x e vështirë, më e lehtë për t'u përdorur për këtë qëllim çdo përmasat e përshtatshme të matura dhe në mënyrë indirekte të kontrolloni trashësinë e dhëmbit. Madhësia e tillë matëse për rrotat konike është madhësia e një akordi të vazhdueshëm, të matur nga një matës i dhëmbëve tangjencial ose një kllapa speciale (shablloni) në fundin e jashtëm të dhëmbit (në një kon shtesë).
2.2. Devijimet maksimale të akordit konstant të jashtëm
Llogaritja e devijimeve maksimale të madhësisë së akordit konstant të dhëmbit kryhet në sekuencën e mëposhtme:
Llogaritni (ose merrni nga tabela e parametrave të timonit) diametri mesatar i katranit  ;
;
- llogarit devijimin më të vogël të akordit konstant të dhëmbit  në pjesën e mesme të dhëmbit si produkt i dy faktorëve: devijimi më i vogël për shkallën e saktësisë së 7- H (Tabela 8) dhe faktorit korrektues K 1 (Tabela 9) për shkallën aktuale të saktësisë së rrotave që monitorohen;
në pjesën e mesme të dhëmbit si produkt i dy faktorëve: devijimi më i vogël për shkallën e saktësisë së 7- H (Tabela 8) dhe faktorit korrektues K 1 (Tabela 9) për shkallën aktuale të saktësisë së rrotave që monitorohen;
Tabela 8
| Moduli mesatar m m mm | Diametri mesatar i katranit d m mm |
||||||||||
| Deri në 125 | Mbi 125 deri në 400 | Mbi 400 |
|||||||||
| Këndi i konit katror, grad |
|||||||||||
| Deri në 20 | Mbi 20 deri 45 | Shën 45 | Deri në 20 | Mbi 20 deri 45 | Shën 45 | Deri në 20 | Mbi 20 deri 45 | Shën 45 |
|||
| Devijimi më i vogël E sc për klasën e 7 - H |
|||||||||||
| 1 deri 3.5 Mbi 3.5 deri në 6.3 Shën 6.3 deri në 10 | 20 | 20 | 22 | 28 | 32 | 30 | 36 | 50 | 45 |
||
Tabela 9
| Shkalla e saktësisë sipas normave të butësisë | Lloji i bashkëshortëve të dhëmbëve |
|||||
| H | E | D | C | B | A |
|
| faktor K 1 |
||||||
| 7 | 1 | 1,6 | 2 | 2,7 | 3,8 | 5,5 |
| 8 | - | - | 2,2 | 3 | 4,2 | 6 |
| 9 | - | - | - | 3,2 | 4,6 | 6,6 |
Kur matni trashësinë e dhëmbëve në fundin e jashtëm të marsheve, devijimi më i vogël (i sipërm) i akordit mesatar të dhëmbëve  llogaritur nga formula
llogaritur nga formula  ,
,
ku R e dhe R m - respektivisht, distanca e jashtme dhe mesatare konike e ingranazhit;
Sipas tabelës. 10 të përcaktojë tolerancën për rrahjen e unazës së dhëmbëzuar të rrotave të pjerrët. F r ;
Sipas tabelës. 11 të përcaktojë tolerancën për mesataren e dhëmbit të përhershëm  ;
;
Llogaritni devijimin më të madh (më të ulët) të akordit mesatar të dhëmbëve ( ![]() );
);
Tabela 10
| Shkalla e saktësisë | Moduli i distriktit të mesëm m m mm | Diametri mesatar i katranit d m mm |
||
| Deri në 125 | Mbi 125 deri në 400 | Mbi 400 deri 800 |
||
| Tolerojeni F r , m |
||||
| 7 | 1 deri 3.5 Mbi 3.5 deri në 6.3 Shën 6.3 deri në 10 | 36 | 53 | 63 |
| 8 | 1 deri 3.5 Mbi 3.5 deri në 6.3 Shën 6.3 deri në 10 | 45 | 63 | 80 |
| 9 | 1 deri 3.5 Mbi 3.5 deri në 6.3 Shën 6.3 deri në 10 | 56 | 80 | 100 |
Tabela 11
| Lloji i tolerancës anësore të zhdoganimit | Toleranca e rrahjes së dhëmbëve F r , m |
|||||
| Shën 32 deri në 40 | Shën 40 deri në 50 | Mbi 50 vjeç deri në 60 | Mbi 60 vjeç deri në 80 | Mbi 80 vjeç deri në 100 | Mbi 100 deri në 125 |
|
| tolerancë  , m , m |
||||||
| orë një | 42 | 50 | 60 | 70 | 90 | 110 |
Në tabelën e parametrave të rimatës së ingranazhit në vizatimin e një ingranazhi të pjerrët shkruani madhësinë e akordit të përhershëm të dhëmbit në formën  .
.
referencat
Tolerancat dhe uljet. Directory. Në 2 orë Pjesa 2 / Ed. VD Myagkova. Edicioni i 5, Pererab. dhe shto. - L .: Inxhinieri Mekanike, 1978. - f. 545-1032.
Doracaku i llogaritjes gjeometrike të ingranazheve të pavëzuara dhe ingranazheve të krimbave / Ed. IA Bolotovskogo. - 2nd ed., Pererab. dhe shto. - M .: Mashinostroenie, 1986. - 448 f.
Tarabasov N.D., Uchaev P.N. Projektimi i pjesëve dhe komponentëve të strukturave të ndërtimit të makinës: një doracak. - M .: Mashinostroenie, 1983. - 239 f.
Zinxhirët e shtyllave të shtyllave: një doracak / I.A. Bolotovsky, B.I. Guriev, V.E. Smirnov, B.I. Shenderey. - M .: Mashinostroenie, 1981. - 104 f.
Transmetimet janë veshje, konik me dhëmbë të drejtpërdrejtë. Llogaritja e gjeometrisë. GOST 19624-74.
DIMENSIONET E MATERIALEVE TË ROTAVE TË GJENERIMIT
INDIKIMET METODIKE
Për dizajnin e kursit për pjesët e makinës
Dhe bazat e dizajnit
Redaktor Sokolova O.A.
Nënshkruar në shtyp 12/05/2004. Format 60x84 1/16
Letër ofset. Printimi është i sheshtë. Këndesat e Times New Roman Cyr.
Cond. Pejë. l. Cond. kr. - nga Ouch. - ed. L.
Kopjet e qarkullimit. Nr i porosisë
Editorial dhe publikimin kompleks USATU
450000, Qendra Ufa, rr. K. Marx, 12
Dy lloje të kontrollit përdoren gjerësisht në praktikë për të kontrolluar cilësinë e prodhimit të sipërfaqeve të dhëmbëve të rrotave cilindrike të pavullnetshme: matjen e madhësisë së rollers (balls) dhe matjen e gjatësisë së përgjithshme normale.
Meqë shpesh është e mjaftueshme që të ketë vetëm një çikrik për të matur gjatësinë e zakonit të zakonshëm, kjo metodë e kontrollimit të trashësisë së dhëmbëve është praktikisht më e volitshme dhe përdoret gjerësisht sidomos për prodhimin e vetme (riparuese) të ingranazheve me një nivel të ulët saktësie. Duhet të theksohet saktësia mjaft e lartë e kësaj metode kontrolli për shkak të metodës së drejtpërdrejtë të matjes së pjesës në dallim nga matja e madhësisë së rrotulluesve, të cilat me tolerancat e tyre paraqesin një gabim shtesë. Gjatësia e zakonit të zakonshëm i referohet parametrave që karakterizojnë shkallën e pastrimit anësor në veshje.
Konsideroni zhvendosjen e jashtme. Llogaritja drejtohet nga GOST 16532-70. Matjet kryhen në planin e sipërfaqes normale (pingule) të dhëmbëve. Për ingranazhet spirale (sidomos në kënde të mëdha anime) është e nevojshme pas llogaritjeve të siguroheni që gjerësia e rimatës së rrotave është "e mjaftueshme" për të kryer matjen.
Për të thjeshtuar llogaritjen në internet, në faqen e internetit www.al-vo.ru, është gjetur një program i organizuar në formën e një tabele MS Excel, e cila ju lejon të shpejt të gjeni gjatësinë e zakonshme të ingranazhet cilindrike, duke përfshirë ingranazhet spirale me kompensim.
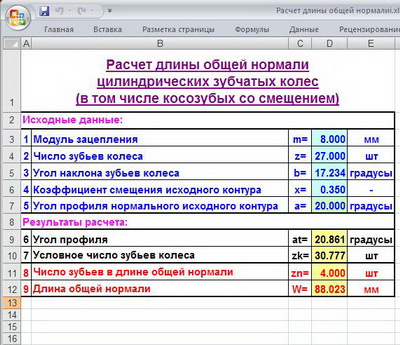
Ky program është i përshtatshëm sepse ju lejon të shpejt "në fushë", nëse keni një smartphone ose tabletë, për të kontrolluar saktësinë e matjeve aktuale të pajisjes ekzistuese, duke përfshirë praninë ose mungesën e zhvendosjeve të mundshme.
Nëse punoni me të KOMPAS-3Datëherë kur llogaritni në bibliotekën "Shafts dhe transmissions mekanike 2D" ju merrni automatikisht nga rezultatet e llogaritjes dhe gjatësinë e përgjithshme normale.
Pas përfundimit të llogaritjes, duhet të merrni një matës, të matni gjatësinë e zakonit të zakonshëm të numrit të dhëmbëve (disa herë dhe grupeve të ndryshme) dhe të merrni një vlerë nga rrota e prerë e cilësisë së barabartë me atë të llogaritur.
Për hir të drejtësisë, është e nevojshme të përmendet se ekziston një mjet i veçantë për matjen e gjatësisë së një normale të zakonshme - matësin normal. Normalizuesi është bërë në bazë të një caliper ose mikrometër, duke siguruar këtë të fundit me një përshtatje të veçantë për kryerjen e matjeve me sponga dhe një tregues dial.
Tolerancat e ingranazheve cilindrike rregullohen nga GOST 1643-81. Përfshirja e gjatësisë së përgjithshme të përgjithshme përcaktohen tolerancat varësisht nga lloji i bashkimit dhe norma e boshllëkut anësor.
P.S. Në librat referencë dhe në GOST, kjo llogaritje është shkruar në mënyrë të tillë që "dy ditë me birrë ju duhet të kuptoni", duke kërcyer "nga tabela në tryezë". Me sa duket në raste të tilla, autorët gjithmonë e kanë bërë këtë në mënyrë që t'i japin vetes "rëndësinë dhe rëndësinë më të madhe" ... Dhe studentët dhe inxhinierët e zakonshëm duhet të "frikësohen" me një bollëk tranzicioni nga faqja në faqe, kështu që në tranzicionin e katërt ose të pestë në një tabelë apo tabelë të re harrojnë po bëjnë. Nëse, në fund të çdo gjëje, të shtoni diçka absolutisht të tmerrshme - të tilla si një involute (kjo nuk është euro apo dollarë, por një funksion si ky), atëherë gjithçka do të bëhet. Ne do të marrim një ose dy ingranazhe të kuptueshme për njëqind inxhinierë mekanikë! Dhe nëse ngjiteni në paragjykime konturuese për të marrë fuqi të caktuar ose ndryshime cilësore, zbuloni se çfarë në Gjermani dhe Japoni e konsiderojnë dhe e zgjedhin më parë transferimin, pastaj e bëjnë mjetin për të ... Dhe ne ende e konsiderojmë gjithçka nën një mjet të standardizuar - α = 20 ° .