Wynalazek dotyczy dziedziny trybologii, a mianowicie tworzenia smarów do łożysk tocznych stosowanych we wszystkich obszarach inżynierii mechanicznej, w wielu węzłach maszyn, samochodów i innych pojazdymaszyny i mechanizmy rolnicze samochody elektryczne itd. Istota: smar zawiera w% wag .: proszek nanodiamentu 0,01-0,05, baza mydła - smar Litol-24 - reszta wynosi do 100. Stosuje się proszek nanodiamentu do syntezy detonacyjnej, oczyszczony do zawartości niepalnych zanieczyszczeń poniżej 0,1% wagowych nanodiamentu , o wielkości cząstek nie większej niż 5 nm. Rezultatem technicznym jest poprawa właściwości przeciwciernych i odpornych na zużycie smaru, a w konsekwencji samych łożysk. 1 zakładka.
Wynalazek dotyczy dziedziny trybologii, a mianowicie tworzenia smarów do łożysk tocznych stosowanych we wszystkich obszarach inżynierii mechanicznej, w wielu węzłach maszyn, samochodów i innych pojazdów, maszyn i mechanizmów rolniczych, maszyn elektrycznych itp.
W przemyśle domowym szeroko stosowany jest plastikowy smar uniwersalny Litol-24 (GOST 21150-87), zalecany do wszystkich rodzajów łożysk tocznych i ślizgowych, połączeń przekładni i innych przekładni, mechanizmów przemysłowych i maszyn elektrycznych. Zagraniczne analogi: SHELL-ALVANIA3; R3; CYPRINA - 3; RA MOBILUX 3; CASTROL-SPHEROL AP3. Smar zawiera następujące składniki,% wag .: mydło litowe - 13, dodatek przeciwutleniający - 0,7, dodatek lepki - 4, olej mineralny - do 100.
Wadą tego smaru jest zmniejszona wydajność par ciernych i niewystarczające bezpieczeństwo bieżni łożysk podczas długotrwałej pracy. Ponadto zagraniczne analogi są stosunkowo drogie.
Znana kompozycja do zwiększania właściwości przeciwzużyciowych i przeciwciernych jednostek ciernych zawierających środek smarujący (z których jeden jest proponowany smarem Litol-24) i kruszony naturalny minerał o dyspersji nie większej niż 10 μm, zawierający% wagowy: serpentyna 78-85, chloryn 2- 3, magnetyt 1-2, amakenyt 1-2, amfibol 1,5-2, kalcyt 0,5-1, rentgenowska faza bezpostaciowa 9-12 (patent USA nr 2243252, IPC C10M 125/00, C10M 125/02, publ. 12/27/2004). Proponowaną kompozycję dodaje się do smaru w ilości 0,5-1% wag.
Wada ta decyzja oznacza obecność dużej liczby składników zawartych w przeciwzużyciowej kompozycji przeciwciernej i przedłużoną aktywację mechaniczną w celu otrzymania nanoziarnistych cząstek kompozycji.
Znany skład smaru (zgłoszenie EPO nr 1498472, IPC C10M 169/06, publ. 19.01.2005) zawierający podstawowy smar na bazie syntetycznego smaru poli-alfa-olefinowego lub difenyloeterowego i zagęszczacza diurenowego, do którego dodano ditiokarbaminian bizmutu. Taki smar zachowuje lepkość podczas pracy w trudnych warunkach pracy łożysk, takich jak wysokie prędkości obrotowe, które wytwarzają wysokie ciśnienie na powierzchni tocznej łożysk, oraz podwyższone temperatury. Dodanie ditiokarbaminianu bizmutu pozwala zwiększyć odporność na wysokie temperatury. Jednak taki smar ma złożoną technologię produkcji, jest drogi i nie jest wystarczająco dostępny dla rosyjskiego przemysłu.
Znane jest stosowanie plastycznego smaru antyfrykcyjnego zawierającego Litol-24, najdrobniejszy proszek diamentowo-grafitowy (UDP-AG) 2-5%, wysoce zdyspergowana sól metalu 2-15% (patent USA nr 2163921, IPC С10М 125/00, С10М 125/02, publ. 10.03.2001). Stosunek składników w UDP-AG może wynosić od 2 do 50% diamentu i od 50 do 98% grafitu. Jako drobno zdyspergowaną sól metalu zastosowano sole z grupy: cyna, miedź, bar lub siarczany ołowiu, a także siarczek baru. Podczas przygotowywania smaru proponuje się, aby UDP-AG wraz z solą metalu rozpraszano w pośrednim ośrodku dyspersyjnym (benzyna, aceton itp.) Przez 15 minut, a następnie odparowano rozpuszczalnik. Smar ma wysokie właściwości przeciwcierne ze względu na fakt, że sól metalu wypełnia makropęknięcia, a cząstki litego diamentu i cząstki miękkiego grafitu wypełniają mikropęknięcia i nieregularności, uszczelniając warstwę powierzchniową i film olejowy.
Jednak przygotowanie tego smaru jest skomplikowane, ponieważ przeprowadzane w kilku etapach, wadą smarowania jest zastosowanie szkodliwych rozpuszczalników (benzyny, acetonu itp.) ośrodka dyspersyjnego, które następnie odparowuje się.
Znana kompozycja smarująca do łożysk tocznych (patent USA nr 48457, IPC C10M 125/02, publikacja 08/15/2002, przykłady kompozycji 13-15, tabela 5), \u200b\u200bzawierająca podstawowy smar Litol-24 i nanodyspersyjne cząstki diamentu w ilości 3- 6% wag. Kompozycji. Według ukraińskiego patentu cząstki charakteryzują się tym, że 10–40% z nich ma dodatni ładunek powierzchniowy, a 60–90% cząstek ma ładunek ujemny. Zmieniając liczbę cząstek z ładunkami dodatnimi i ujemnymi w określonych granicach, uzyskuje się stabilne zawiesiny koloidalne, które zwiększają właściwości przeciwcierne i przeciwzużyciowe.
Jednak takie warunki są odpowiednie do wytwarzania smarów z olejów z nanocząstkami diamentowymi, aw lepkich kompozycjach, takich jak Litol-24, warunki te nie są spełnione, ponieważ proces sedymentacji nawet dużych cząstek jest w nich trudny. W związku z tym proces wstępnej obróbki elektroforetycznej w celu nadania części cząstek proszku ładunku dodatniego, a następnie wyrównanie stosunków dodatnich i ujemnych naładowanych cząstek w gotowej kompozycji tylko komplikuje technologię wytwarzania kompozycji. Wadą tej kompozycji jest zastosowanie dużej ilości nanodyspergowanego proszku diamentowego - 3-6% wag. (Dwa rzędy wielkości wyższe niż w kompozycji zaproponowanej w wynalazku), co znacznie zwiększa koszt uzyskanej kompozycji.
Kompozycja ma raczej duży rozmiar cząstek, co można ocenić na podstawie wielkości filtra - 5 μm, przez które zostały one przefiltrowane, a następnie zdyspergowane w wodzie za pomocą ultradźwiękowego środka dyspergującego. Rozmiar cząstek wpływa na jednorodność rozkładu w składzie, a zatem na jakość powierzchni w węzłach ciernych, w których jest wprowadzany.
Znana kompozycja smarowa (WO 91/04311, C10M 125/02, C10M 20/06, C10N 30/06, publ. 04.04.1991) z modyfikatorem tarcia stałego stosowanym jako smar do łożysk ślizgowych, prowadnic, suwaków i innych mechanizmów z tarcie powierzchni wymagających użycia bazy olejowej.
Kompozycja smarująca zawiera bazę olejową, w której można stosować oleje mineralne lub syntetyczne lub płyny smarowe. Jako stały modyfikator tarcia stosuje się węgiel skupiony, który jest mieszaniną niejednorodnego diamentu i grafitu o wielkości skupienia 1-10 nm. Stosunek składników kompozycji smarującej wynosi% wag .: węgiel klastrowy 0,01 do 1,0; - baza olejowa - 100.
Wadą tej kompozycji jest zastosowanie ciekłej bazy olejowej, która nie ma zastosowania do łożysk tocznych ogólny cel. Istotą smarowania smarami stanowiącymi podstawę dla łożysk tocznych jest to, że ze względu na swoją konstrukcję mają one doskonałe właściwości adhezyjne i, stopniowo zużywane na smarowanie, są utrzymywane w jednostkach tarcia przez długi czas, podczas gdy oleje płynne nie są w stanie utrzymać i wypływa, wymagana jest także okresowa wymiana smaru (Likhanov V.A. i in. Smary plastyczne: Podręcznik do nauki. - Kirov: Vyatka State Agricultural Academy, 2006. - 68 s.). Ponadto zastosowane klastry diamentowo-węglowe zawierają znaczną ilość fazy węglowej, tj. niepalne zanieczyszczenia (od 1,0 do 98% wag. z preferowaną zawartością 20-50% wag.), które w środkach smarnych do łożysk tocznych stanowią prawie obce zanieczyszczenia. Nawet w przypadku najniższego stężenia grafitu w składzie smaru (1,0% wag.) Proszek diamentowy pozostaje grafityzowany. Cząstki diamentu w nim są nierafinowane, az czasem ich powierzchnia jest jeszcze bardziej grafityzowana (V.Yu. Dolmatov. Postęp chemiczny. T.76. Nr 4. P.385), tracąc aktywność powierzchniową nanodiamentu. Taka mieszanina, stosowana w smarze, znacznie skraca jej żywotność w jednostkach tarcia łożysk tocznych, w porównaniu do stosowania rafinowanych nanodiamentów.
Najbliższym proponowanym składem i zastosowaniami jest smar do łożysk tocznych (w tym do łożysk tocznych) (patent US 5840666, F16C 33/66, C10M 169/00, 06, publ. 24.11.1998), w którym kompozycja smarująca zawiera olej bazowy, zagęszczacz z grupy obejmującej mydło metaliczne (w tym litowe) oraz nieorganiczny wypełniacz z grupy obejmującej diament.
Zgodnie z pierwszą wersją kompozycji smaru, przyjętą za podstawę do porównania, w ilości 0,05-15% wag. Stosuje się nieorganiczny wypełniacz, którym może być dowolny proszek wzmacniający strukturę koloidalną smaru (tlenki metali, azotyny i węgliki, minerały ilaste i diament). . Jeśli zawartość nieorganicznego wypełniacza jest mniejsza niż 0,05% wag., Jego działanie wzmacniające jest niewystarczające i nie wpływa na jakość smaru. Po przekroczeniu 15% wag. Wypełniacz nieorganiczny pogarsza właściwości akustyczne i przyspiesza zużycie powierzchni ciernych łożyska. Aby zapewnić działanie wzmacniające na środek smarny bez negatywnego wpływu na jego żywotność w łożyskach, korzystna jest zawartość nieorganicznego wypełniacza 0,1-10% wagowych w kompozycji (wiersze 20-30, kolumna 4 opisu patentowego). Druga wersja smaru z zagęszczaczami mocznika w kompozycji nie ma wspólnych cech z zastrzeganym roztworem. Główne wady prototypu smaru to:
Brak okresu trwałości smaru, dla którego dopuszcza się trwałość łożyska przed zatarciem (trwałość nieprzylegająca, na przykład kolumna 8, wiersze 55–60), wynosząca 1000 godzin podczas badań na stanowisku;
Zastosowanie zwiększonej ilości nieorganicznego wypełniacza, ponad 0,05% wagowych kompozycji smarującej;
Zastosowanie większych cząstek wypełniacza nieorganicznego o średnim rozmiarze 10–200 nm (tabela 3 i wszystkie przykłady opisu) może prowadzić do przyspieszonego zużycia bieżni łożysk, co również wpływa na żywotność łożysk;
Brak właściwości zastosowanego diamentu i przykładów jego zastosowania, co utrudnia porównanie właściwości smarów podanych w tabelach z zastrzeganym smarem;
Zaawansowana technologia przygotowania smaru, w tym przygotowanie bazy z tworzywa sztucznego na bazie reakcji zagęszczacza w oleju bazowym, wprowadzenie wszystkich niezbędnych dodatków oraz potrzeba wstępnego przygotowania powierzchni nieorganicznych wypełniaczy przed dodaniem ich do smaru. W takim przypadku można zastosować ekspozycję na ciepło.
Zatem technicznym rezultatem wynalazku jest stworzenie smaru do łożysk tocznych przy użyciu zagęszczacza - mydła litowego i nieorganicznego wypełniacza - diamentu, który ma znacznie dłuższą żywotność przy użyciu mniejszych ilości proszku diamentowego, a także uproszczenie technologii przygotowania smaru.
Problem został rozwiązany dzięki temu, że smar do łożysk tocznych zawiera podstawę z tworzywa sztucznego - smar Litol-24 i dodatek w postaci proszku nanodiamentu do syntezy detonacyjnej, rafinowany do zawartości niepalnych zanieczyszczeń poniżej 0,1% wagowych nanodiamentów, o wielkości cząstek nie większej niż 5 nm w następującym stosunku składników,% wag .:
Smar do łożysk tocznych jest przygotowywany przez proste zmieszanie dwóch dostępnych w handlu składników: smaru Litol-24 i proszku nanodiamentowego do jednorodnego stanu.
Wiadomo, że nanodiamenty, ze względu na ich różnorodne i niezwykłe właściwości, które są powodowane przez nanometrową skalę ich elementów strukturalnych, są szeroko stosowane w tworzeniu nowych materiałów i technologii do praktycznego zastosowania w biologii, medycynie i przemyśle.
Podstawą niniejszego wynalazku jest wytwarzanie materiału kompozytowego - smaru do łożysk tocznych z zastosowaniem proszku nanodiamentu do syntezy detonacyjnej, którego właściwości cząstek pozwalają, przy minimalnym stężeniu w smarze (mniej niż 0,05% wag.), Kilkukrotnie zwiększyć żywotność smaru. Te właściwości cząstek nanodiamentowych uzyskano dzięki głębokiemu chemicznemu oczyszczeniu mieszaniny diamentowo-grafitowej syntezy detonacyjnej w celu otrzymania głównej frakcji proszku nanodiamentowego o wielkości cząstek 3-5 nm z wydajnością do 60% (patent RF 2081821 31/06, 06/20/1997). Według analizy fazowej promieniowania rentgenowskiego ilość niepalnych zanieczyszczeń w wybranej frakcji diamentowej jest mniejsza niż 0,1%. Ustalono również, że otrzymane proszki nanodiamentowe zachowują swoje właściwości fizykochemiczne przez długi okres (ponad 15 lat), podczas gdy proszki nanodiamentowe oczyszczone innymi technologiami zaczynają grafitować znacznie wcześniej i tracą swoje cenne właściwości (V.Yu. Dolmatov, Advances in Chemistry, tom 76. nr 4. P.385).
Ustalono eksperymentalnie, że stabilizacja powierzchni uzyskanego przez nas nanodiamentu, jego stabilność koloidalna, elektrokinetyka, wymiana jonowa i właściwości sorpcyjne są determinowane głównie przez obecność i ilość powierzchniowych grup funkcyjnych (A. Eremenko i in. Journal of Applied Chemistry. 2004. V.77. Wydanie 12, S.194–197). Ustalono, że stabilność powierzchniowa nanocząstek diamentowych przez długi czas wynika z całkowitego pokrycia cząstek grupami funkcyjnymi zawierającymi tlen. Powierzchniowe grupy funkcyjne znacznie zwiększają właściwości hydrofobowe nanocząstek diamentowych, co prowadzi do lepszej interakcji ze składnikami materiału kompozytowego (smaru) i chroni powierzchnię nanocząstek diamentowych przed grafityzacją. W rezultacie nanodiament utrzymuje długo i niezawodnie stabilność koloidalną smaru i zwiększa jego żywotność, która zgodnie z testami laboratoryjnymi zwiększa się ponad 2 razy (tabela) w porównaniu z danymi podanymi w US Pat.
Nominalna trwałość łożyska (L, h) pokazana w tabeli została obliczona zgodnie ze standardową metodą z modami podobnymi do podanych w prototypie.
Proszek nanodiamentowy otrzymany z ładunku diamentowo-węglowego metodą syntezy detonacyjnej i głębokiego chemicznego czyszczenia (patent US RF 2081821) jest produktem gotowym, który nie wymaga przetwarzanie technologiczne. Ma najmniejszą ilość niepalnych zanieczyszczeń (mniej niż 0,1%), które są praktycznie zanieczyszczeniami smaru. Cząstki nanodiamentów o wielkości 3-5 nm są równomiernie rozmieszczone w objętości smaru Litol-24 i po wprowadzeniu do łożysk tocznych przenikają wszystkie mikrodefekty powierzchniowe (pory, mikropęknięcia, zadrapania). Rezultatem jest gładka powierzchnia przeciwcierna dla łożysk tocznych. Co więcej, aby osiągnąć taki efekt, wystarczy mała ilość proszek nanodiamentowy (0,01-0,05% wagowych smaru), co tłumaczy się najwyższą aktywnością katalityczną powierzchni nanocząstek o wskazanych rozmiarach. Dodanie nanodiamentu o wielkości cząstek 3-5 nm do podstawowego smaru Litol-24 w stężeniach około 0,01-0,05% wag. Ponad 3 razy zmniejsza chropowatość i liczbę defektów bieżni, w wyniku czego żywotność łożysk tocznych wzrasta o ponad dwa razy (tabela), w porównaniu do używania tylko Litolu-24.
Jak widać z tabeli, wzrost stężenia proszku nanodiamentowego o ponad 0,05% prowadzi do wzrostu wartości szorstkości i liczby defektów bieżni, a w konsekwencji do pogorszenia jakości smaru.
Proces przygotowania smaru polega na mechanicznej dyspersji nanodiamentów w smarze Litol-24.
Smar do walcowania 6205-2RS (GOST 21150-87), w którym zostały zainstalowane specjalny samochód do testowania trwałości łożysk tocznych (TsKB-72).
Łożyska były testowane przez 4,5 godziny przy prędkości obrotowej 8925 obr./min i obciążeniu promieniowym 10290 N, co odpowiada 75% maksymalnej dopuszczalnej wartości obciążenia dynamicznego łożysk tocznych danego typu.
Po badaniu chropowatość bieżni łożysk (Ra, μm) oceniono na profilografie-profilometrze Talysurf-5M (RankTAYLORHOBSON, Wielka Brytania). Konieczność pomiaru tych parametrów wynika z faktu, że stanowią one podstawę nowoczesnych metod obliczania szeregu właściwości operacyjne części maszyn, takie jak sztywność styku, odporność na zmęczenie, szczelne połączenia, wytrzymałość na lądowanie, odporność na zużycie itp.
Jakościową i ilościową ocenę parametrów metalograficznych przeprowadzono na skaningowym mikroskopie elektronowym JEOLJSM 6390 LA (Japonia). Przy wzroście bieżni o współczynnik 100, liczba widocznych defektów (V, jednostki) została obliczona na pewnym obszarze. Widoczne wady były rozumiane jako głębokie rowki pozostawione przez elementy toczne na powierzchni bieżni łożysk.
Obszar, w którym zmierzono liczbę wad, ma wymiary 1 × 1 mm.
Do weryfikacji eksperymentalnej zastrzeganego smaru przygotowano cztery smary wymienione w tabeli.
Wyniki przedstawione w tabeli pozwalają nam wnioskować, że stężenie nanodiamentów znacząco wpływa na jakość powierzchni bieżni łożysk, a wraz ze spadkiem stężenia nanodiamentów w podstawowym smarze poprawia się jakość powierzchni, a przy stężeniach nanodiamentów większych niż 0,05% wag. liczba defektów jest większa niż przy zastosowaniu tylko smaru bazowego. Oznacza to, że nanodiamenty w stężeniach powyżej 0,05% częściowo odgrywają rolę zanieczyszczeń ściernych i powodują uszkodzenie powierzchni bieżni łożyska.
Przy stężeniach nanodiamentów w smarze mniejszym niż 0,05% wag. chropowatość i liczba wad są znacznie niższe niż przy zastosowaniu czystego smaru. Prowadzi to do dłuższej żywotności łożyska, ponieważ im wyższa jakość powierzchni bieżni, wzdłuż której występuje główny kontakt i ruch w łożysku tocznym, tym większa jest trwałość kontaktowa samego łożyska. Wyniki badania wykazały, że wraz ze spadkiem stężenia z 0,1% do 0,01% szorstkość zmniejsza się średnio o 30%, a liczba wad - 40%.
Zatem proste dodanie proszku nanodiamentowego do podstawowego smaru Litol-24 w optymalnych stężeniach 0,01-0,05% wag. Znacząco upraszcza technologię produkcji i znacznie poprawia właściwości smaru. Dodatek proszku w wysokich stężeniach nie poprawia jakości łożysk. Dodanie ponad 0,1% wag. Proszku znacząco wpływa na jakość powierzchni tocznej łożysk i zwiększa koszt uzyskanego smaru.
Średnia chropowatość (Ra, μm), liczba wad (V, szt.), Bieżnie łożysk i nominalna żywotność (L, godzina)
| Numer doświadczenia | Rodzaj smaru | Ra, μm | V, szt. | L godz |
| 1 | Litol 24 | 0,0917 | 9 | 1000 |
| 2 | Litol 24 + 0,5% wag. nanodiamenty | 0,0583 | 15 | 1360 |
| 3 | Litol 24 + 0,1% wag. nanodiamenty | 0,0487 | 11 | 1500 |
| 4 | Litol 24 + 0,05% wag. nanodiamenty | 0,0387 | 4 | 1900 |
| 5 | Litol 24 + 0,01% wag. nanodiamenty | 0,0293 | 3 | 2200 |
STRESZCZENIE WYNALAZKU
Smar plastyczny do łożysk tocznych zawierający podstawę z tworzywa sztucznego - smar Litol-24 i dodatek w postaci proszku nanodiamentu do syntezy detonacyjnej, oczyszczony do zawartości niepalnych zanieczyszczeń poniżej 0,1% wagowych nanodiamidu, o wielkości cząstek nie większej niż 5 nm w następującym stosunku składników, wt .%
Zespół łożyskowy jest jednym z najbardziej ważne elementy zarówno w branży motoryzacyjnej, jak i w innych obszarach i branżach. Główną funkcją jest zapewnienie toczenia, przesuwania, poziomego i ruchy pionowejak również spadek obciążenie osiowe ze względu na dystrybucję i przenoszenie go na sąsiednie części. Realizacja cichego ciągłego obrotu łożyska z najmniejszym tarciem między jego elementami odbywa się dzięki specjalnym smarom. Dlatego skuteczne i niezawodne działanie łożyska zapewnia okresowe smarowanie elementów konstrukcyjnych mechanizmu łożyskowego.
Są smary różne typy: suchy, płynny, cienkowarstwowy, gazowy. Żywotność elementu łożyskowego często zależy od jakości zastosowanego smaru. Innymi słowy, zapewnienie bezpieczeństwa środowiska pracy i żywotności łożyska zależy od wyboru smaru i metody smarowania. Smarowanie w elementach łożyskowych pełni podstawowe funkcje związane z normalną pracą łożyska w warunkach roboczych:
- Spadek siły tarcia, która pojawia się między ciałami ślizgającymi się, toczącymi.
- Minimalizacja poziomu hałasu podczas obrotu.
- Zapewnienie ochrony elementów łożyskowych przed korozją.
- Najniższy współczynnik tarcia. Im mniej, tym lepiej.
- Stabilne wartości chemiczne i fizyczne.
- Brak zanieczyszczeń mechanicznych i substancji żrących.
- Posiadający pewną lepkość i właściwości plastyczne, eliminujący uwalnianie smaru podczas obrotu.

Wyboru marki należy dokonać z uwzględnieniem cech operacyjnych:
- obciążenie znamionowe
- prędkość obrotowa
- temperatura pracy.
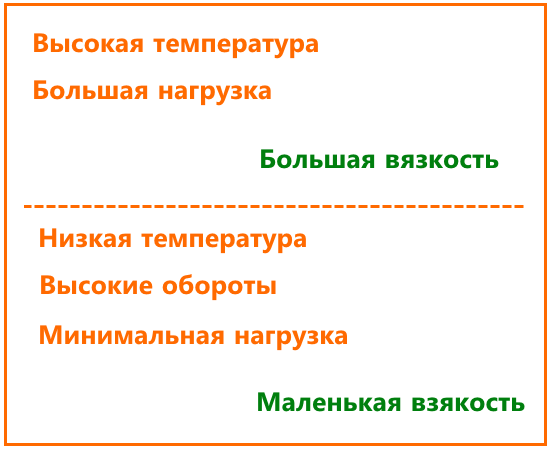
Lepkość smaru do łożyska jest wprost proporcjonalna do obciążenia i temperatury i odwrotnie proporcjonalna do prędkości obrotowej łożyska.Oznacza to, że w warunkach wysokiej temperatury i duże obciążenia smary powinny mieć najwyższą lepkość. I kiedy niskie temperatury, wysokie obroty i minimalne obciążenia o niższej lepkości.
Oleje roślinne i zwierzęce nie są zalecane do smarowania łożysk, ponieważ zawierają wysoką zawartość kwasów organicznych o wysokich właściwościach korozyjnych. Główną wadą stosowania takich olejów jest zmiana właściwości chemicznych i fizycznych podczas pracy, szczególnie w środowiskach o wysokiej temperaturze. Płyn łożyskowy wykorzystywany jest głównie do smarowania uszczelnionych łożysk tocznych, wymagających dużych prędkości, wymagających dyspersji termicznej. Zapewnienie maksymalnej płynności i minimalnego tarcia między ciałami tocznymi pomaga osiągnąć bardzo wysokie obroty. Zaleca się wybór olejów, które nie zawierają dodatków i mają lepkość przy temperatura pracy nie mniej niż dwanaście mm2 / s. Chociaż w wyjątkowych przypadkach można stosować nie tylko smary z dodatkami, ale także oleje syntetyczne.
Rodzaje smarowania łożysk.
Kroplówka - wykonywana dla łożysk typu promieniowego, zapewnia dużą prędkość. Używany tylko wtedy, gdy łożysko jest wyposażone w specjalny otwór smarowy na pierścieniu zewnętrznym.
Bez wysokiej jakości smarowania elementów łożyska tocznego ma tendencję do przegrzania i szumu. Przy silnym nagrzewaniu obudowa łożyska może się odkształcać, co doprowadzi do słabego obrotu kulek wewnątrz obudowy, a ostatecznie łożysko po prostu „rozpadnie się”, a to zablokuje całą jednostkę operacyjną. Jeśli chodzi o samochód, wszystkie jego mechanizmy obrotowe, takie jak wał korbowy, mechanizm dystrybucji gazu, korbowody, generator, mechanizm różnicowy osi i inne, nie są kompletne bez łożysk.
Jak określić rodzaj smarowania łożysk tocznych?
Do smarowania łożysk tocznych stosuje się smary stałe, smarowe lub wodne. Smarowanie łożyska tocznego dobierane jest w zależności od zespołu, w którym jest używane. Jeśli łożysko jest zamontowane na wale skrzyni biegów (skrzyni biegów), konieczne jest użycie płynnych smarów, czyli mineralnych lub olej syntetyczny. Płynne smary są stosowane w jednostkach, które działają na więcej wysokie temperatury - silnik, skrzynia biegów.
W bardzo wysokich temperaturach należy stosować stałe smary, takie jak grafit, disiarczek molibdenu i azotek boru.
W takich mechanizmach jak SHRUS, mechanizm różnicowy, generator, piasta koła itp. Używany jest smar plastyczny. Smary stosuje się w łożyskach pracujących w trudnych i brudnych warunkach. Z reguły w łożyskach tocznych stosuje się łożyska pełne, stałe, smary silikonowe i litowe.
Rodzaj smaru do łożysk tocznych należy dobierać zgodnie z charakterystyką prędkości obrotowych, zakresem temperatur roboczych i obciążeniami, przy których on działa. Ponadto właściwości smarów stosowanych w łożyskach tocznych mogą różnić się od działania łożyska.
Którą markę wybrać do smarowania łożysk tocznych?
Jest to kwestia dyskusyjna wśród użytkowników forum, entuzjastów motoryzacji, technologów i mechaników samochodowych. Po przejściu dużej liczby zasobów przedstawiamy najpopularniejsze smary do łożysk tocznych wśród mechaników samochodowych i inżynierów, a także staramy się wybrać najlepsze dla określonych komponentów i zespołów samochodu.
Najsłynniejsze i omawiane smary samochodowe na forach: PETRO-CANADA PEERLESS LLG, CHEVRON SRI, Chevron Black Pearl, AMALIE SYNTHETIC BLEND CALCIUM SULFONATE GREASE, TOTAL, SHELL, AGIP GREASE MU EP 2, RAVENOL, LITOL, SOLIDOLO-FIOLO 4M, TsIATIM.
TsIATIM-201 jest przeznaczony do części połączonych metal - metal i metal - guma. Stosowany w uszczelnionych elementach, takich jak hamulce pneumatyczne i kierownica.
Litol-24 M jest stosowany jako pojedynczy uniwersalny smar samochodowy. Zastosowanie: pompy wodne, łożyska kół, wały osi kół samochodowych, sprzęgło itp. Pomimo tego, że ten smar jest uważany za niewystarczająco skuteczny, często stosuje się go na stacjach serwisowych do smarowania różne szczegóły i węzły samochodowe.
Liqui Moli LM 50 to wysokotemperaturowy niebieski smar do łożysk tocznych przeznaczony do łożysk piast kół.

XADO jest stworzony specjalnie dla równych połączeń prędkości kątowe. W swoich parametrach przewyższa różne smary dwusiarczkiem molibdenu (MoS 2).
Castrol MLX to zielony smar przeznaczony do zwolnić łożysko sprzęgło
Silikon w sprayu Liqui Moli - uniwersalny smar silikonowy kolor biały, dla części mechanicznych różne samochody. Praktycznie nasmaruj pasujące plastikowe i gumowe części samochodu.
Super klej CRC to sprawdzony smar do rolek napinających.
HPI # Z164 to niezawodny i trwały smar odpowiedni do serwisowania przekładni różnicowych.
Divinol Fett to specjalny smar do łożysk kół.

Jeśli w opisie zastosowany zostanie smar, którego konkretny cel ma zastosowanie, wszystkie mechanizmy obrotowe pojazdu będą działały bezbłędnie do następnej planowej konserwacji.
Łożyska w skrzyniach biegów są smarowane tym samym olejem co części przekładni. Podczas smarowania skrzyni korbowej łożyska są smarowane za pomocą rozpylaczy oleju. Przy prędkości obwodowej koła większej niż 1 m / s wszystkie części przekładni i wewnętrzne powierzchnie ścian obudowy pokryte są rozpryskami oleju. Wyciekający olej dostaje się do łożysk. Jeśli dostęp oleju do łożysk ze skrzyni korbowej jest utrudniony lub w ogóle nie istnieje, jak na przykład w przypadku otwartych wałów przekładni, łożyska są smarowane smarem stałym. Obecnie spośród smarów najczęściej stosuje się smary litowe:
TsIATIM-201 jest stosowany w łożyskach z dwiema osłonami w przypadku niewielkich obciążeń;
TsIATIM-202 jest stosowany w łożyskach łożysk pracujących przy dużych prędkościach obwodowych;
TsIATIM-203 jest stosowany w niskich temperaturach, na przykład w urządzeniach pracujących na wolnym powietrzu.
Uszczelki służą do ochrony zespołu łożyska przed kurzem i wilgocią z zewnątrz, a także do zapobiegania wyciekowi smaru z zespołu. W inżynierii mechanicznej najczęściej występują uszczelnienia stykowe:
Uszczelnianie pierścieniami filcowymi (filcowymi) stosuje się tylko za pomocą smaru. Uszczelnienia te są przeznaczone do łożysk pracujących w warunkach niskiego zanieczyszczenia i o prędkości obwodowej wału do 5 m / s. Ich wykorzystanie jest obecnie bardzo ograniczone;
Pancerne uszczelnienia wargowe (ryc. 83). Te mankiety wykonane są ze specjalnej gumy odpornej na oleje syntetyczne (Sevatin). Mają stosunkowo niski współczynnik tarcia, zapewniają dobrą szczelność. Używany z płynem i smarem. Wał pod mankietem musi mieć twardość co najmniej 50 HRC. Dopuszczalna prędkość obwodowa do 10 m / s, a podczas polerowania wału - do 15 m / s.
|
Oznaczenie mankietu: mankiet 1-1-608510-1, GOST 8752-79. |
Wymiary w mm
Ryc. 83. Mankiety wzmocnione gumą ze sprężyną typu I, wykonanie I zgodnie z GOST 8752-79: 1 - mankiet z pojedynczą krawędzią, guma; 2 - rama, stal 08; 3 - stal sprężynowa 65G; d 1 = d+ 1 mm ; d 2 \u003d 3 ... 4 mm; h\u003d B-3mm (otwór do demontażu)
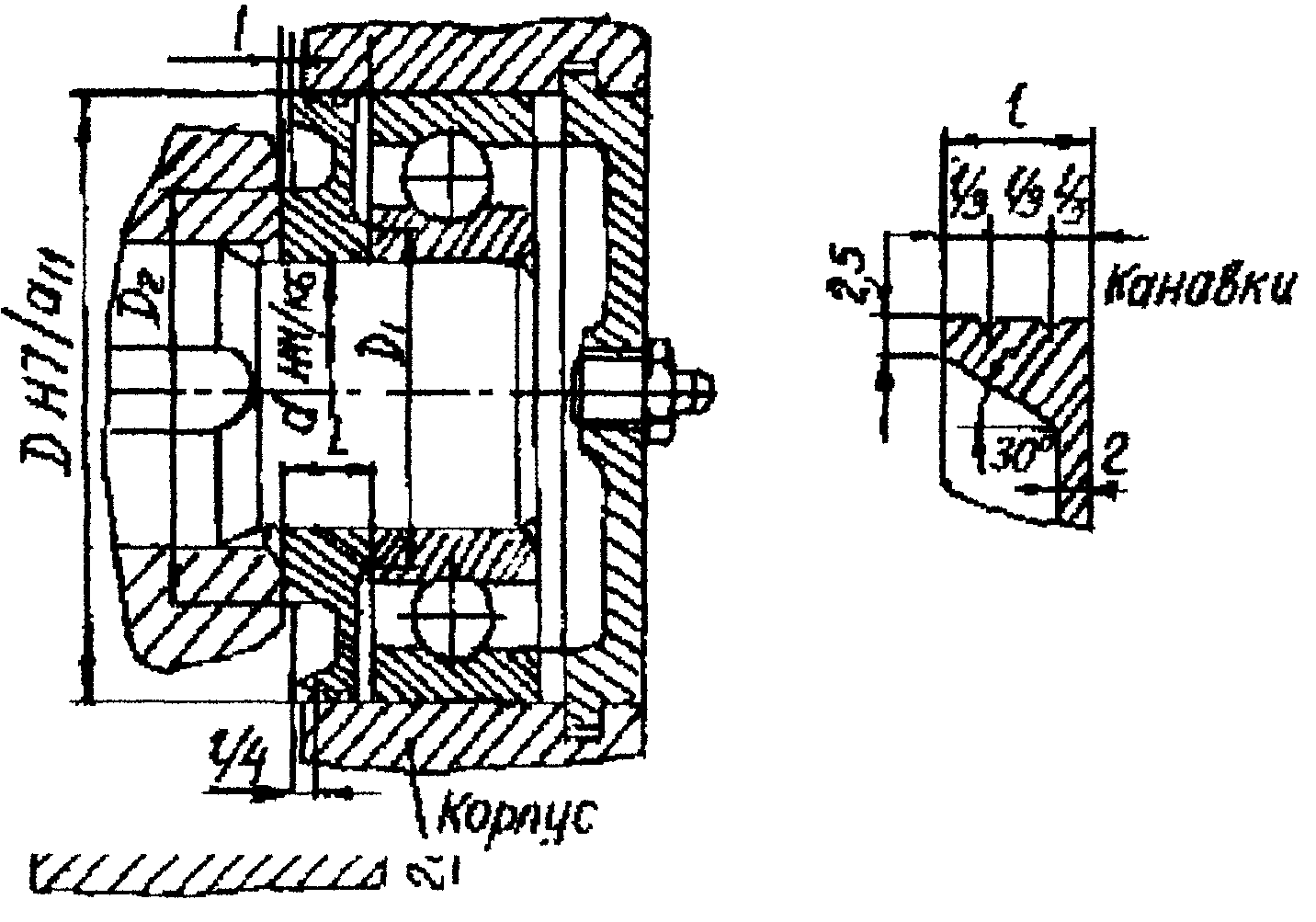
Jak wskazano, z prędkością obwodową koła zębate nie zapewniono niezawodnego smarowania zespołów łożyskowych mniej niż 1-3 m / s. Zwykle w tym przypadku stosuje się smar. Aby zapobiec wymyciu smaru olejem stosowanym do smarowania przekładni, wnękę łożyska należy odizolować od wnętrza obudowy przekładni. W tym celu pierścienie zabezpieczające są nakładane na maść (ryc. 84), a smar jest wprowadzany do gniazda łożyska przez smarowniczkę (ryc. 85).
|
|
Projektując łożyska osi i wałów, projektant przede wszystkim podnosi kwestię tego, co jest bardziej korzystne w tym konkretnym przypadku - łożyska tocznego lub ślizgowego. Ważną rolę odgrywają względy ekonomiczne, warunki instalacji i wymagania dotyczące wymienności. Wszystkie te czynniki związane są z organizacją produkcji łożysk.
Wraz z rozwojem inżynierii mechanicznej zorganizowano scentralizowaną masową produkcję łożysk tocznych, poczynając od najmniejszej dla zegarków i urządzeń, a kończąc na dużych do ciężkich dźwigów, pieców, konwertorów, ciężkich walcowni itp. Dla każdego łożyska tocznego ustalono pewne wskaźniki techniczne - osiągi, maksimum prędkość i maksymalne obciążenie statyczne wskazane w katalogach. Projektując wsporniki cierne dla maszyn, inżynier nie musi obliczać łożyska tocznego, ponieważ wystarczy wybrać odpowiedni rozmiar standardowy z katalogu. Standaryzacja i produkcja masowa łożyska toczne spowodowały względnie ich zamienność niski koszt i, w rezultacie, szerokie zastosowanie w różnych dziedzinach inżynierii.
Szerokie zastosowanie łożysk tocznych umożliwiło zastąpienie tarcia ślizgowego tarciem tocznym.
W tym przypadku współczynnik tarcia spadł do 0,0015-0,006. Produkcja łożysk tocznych przez wiodące kraje przemysłowe wynosi setki milionów sztuk rocznie. Przemysł krajowy produkuje łożyska o średnicy zewnętrznej od 1,5 do 2600 mm i masie od 0,5 g do 3,5 t. Wady łożysk tocznych obejmują ograniczoną zdolność do pochłaniania obciążeń udarowych ze względu na wysoką sztywność konstrukcji. Przy bardzo dużych prędkościach łożyska te wytwarzają znaczne obciążenia dynamiczne (odśrodkowe momenty otoskopowe itp.).
W postaci ciał łożyska toczne dzielą się na:
piłka
wałek (cylindryczny, stożkowy, skręcony, igła itp.).
W kierunku postrzeganego obciążenia podzielony na:
promieniowy
wytrwały
kontakt kątowy.
Ładowność (lub wymiary) łożyska toczne są podzielone na trzy główne serie:
łatwe
średnia
ciężki.
Klasy dokładności podzielony na:
normalna klasa H,
zwiększone P,
wysoki B
szczególnie wysoki A,
super wysoka C.
Operatywność łożyska w dużej mierze zależy od dokładności produkcji, należy jednak pamiętać, że jednocześnie zwiększa się jego koszt.
Smar ma znaczący wpływ na trwałość łożyska. Redukuje tarcie, zmniejsza naprężenia kontaktowe, chroni przed korozją i pomaga chłodzić łożysko.
Do smarowania łożysk tocznych, płyn ( oleje smarowe) itworzywo sztuczne (smar) smary.
Płynny smar w łożysku jest bardziej wydajny w sensie zmniejszenia strat tarcia i chłodzenia. Wymagana ilość płynnego smaru do łożysk tocznych jest bardzo mała ( tab. 1) Należy zauważyć, że nadmierna ilość smaru w łożysku tylko pogarsza jego działanie. Można to na przykład zaobserwować w tak prostym przykładzie: jeśli łożysko jest smarowane olejem, ten ostatni zapobiegnie swobodnemu obrotowi elementów tocznych w koszyku i w łożysku jako całości. Jednocześnie rosną nie tylko straty spowodowane tarciem, ale także podczas działania takiego łożyska wzrasta jego nagrzewanie.
Wybierając smar do łożyska (płynny lub plastikowy), należy pamiętać, że smar znacznie zwiększa moment tarcia, który znacznie wzrasta wraz ze spadkiem temperatury. W przypadkach, gdy prędkość łożyska nie przekracza kilkuset min-1, łożysko należy smarować płynnym środkiem smarnym (olejem). Przy prędkości przekraczającej tę wartość lepiej jest stosować olej o wysokiej lepkości do smarowania lub, jako zamiennik, smar plastyczny.
Tabela 1. Jednorazowa ilość smaru (km) wymagana do napełnienia obudowy łożyska i okresowego dodawania.
|
K m, g przy zastosowaniu łożysk serii |
Jednorazowe zużycie smaru do okresowego dodawania |
|||||||||||||||||||||
|
Do małych kołnierzy ciśnieniowych |
Do głębokich kołnierzy ciśnieniowych |
Do czapek z filcem uszczelniającym |
Do dzielonych kołnierzy | |||||||||||||||||||
Uwaga: średnica wewnętrzna d.
Dopuszczalne prędkości łożysk tocznych przy zastosowaniu smaru są określane na podstawie stosunku średnicy wewnętrznej d, mm i częstotliwości obrotu ω, min -1. W praktyce obwodowa prędkość obrotowa nie powinna przekraczać 4-5 m / s. Istnieją jednak pewne formuły do \u200b\u200btego celu.
Zespoły łożyskowe muszą być starannie chronione przed kurzem, brudem i wodą. W przeciwnym razie trwałość łożysk gwałtownie spada. Aby chronić łożyska, opracowano specjalne uszczelnienia, które z powodzeniem działają. W związku z tym należy pamiętać o niektórych zaleceniach dotyczących prześwitu w labiryncie i innych uszczelnieniach wału. Różnią się w zależności od projektu i w dużej mierze zależą od dokładności mechanicznej, ruchu wibracyjnego wału w łożysku i są konieczne, aby uniknąć kontaktu ciernego przy dużej prędkości. W przypadku nieodpowiedzialnych konstrukcji łożysk łożyskowych wielkość tych szczelin wynosi od 0,076 do 0,127 mm na promień i prawie taka sama w kierunku osiowym. 
Przepisując płynny smar do zespołów ciernych (łożysk tocznych), należy pamiętać, że są one bardzo wrażliwe na ilość dostarczanego do nich oleju i częstotliwość jego dostarczania do łożysk. Tak więc, dla bardzo niskich prędkości przy d * ω \u003d 10000 i temperaturze nie wyższej niż 50 ° C, jedna lub dwie krople oleju wystarczą na kilka tysięcy godzin pracy łożyska.
Jeśli chcesz osiągnąć minimalną wartość momentu tarcia (przy tym samym produkcie d * ω \u003d 10000), powinieneś użyć oleju o niższej lepkości niż przedtem
Oleje do łożysk tocznych (a także ślizgowych), zamknięte we wspólnej skrzyni korbowej z przekładniami (skrzyniami biegów), wybierane są przede wszystkim na podstawie wymagań dotyczących smarowania przekładni, ale również z uwzględnieniem skuteczności smarowania łożysk.
Smarowanie zanurzeniowe można z powodzeniem zastosować do d * ω \u003d 100000 (pod warunkiem, że jest to konieczne niski poziom olej w kąpieli z płynnym środkiem smarnym) W przypadku stosowania smarowania zanurzeniowego ważne jest utrzymanie prawidłowego poziomu oleju w kąpieli łożyskowej podczas pracy. Poziom ten powinien wynosić od 1/3 do 1/2 wysokości dolnej kuli lub rolki łożyska, ponieważ nawet niewielki wzrost poziomu oleju w kąpieli prowadzi do wzrostu współczynnika tarcia i temperatury łożyska. Dowodzą tego następujące badania eksperymentalne. Wzrost poziomu oleju w kąpieli łożyskowej od środka dolnej kulki do jej górnego punktu powoduje silne nagrzewanie się łożyska (równoważne wzrostowi prędkości obrotowej łożyska 2–2,5 razy lub wzrostowi obciążenia promieniowego od 2 do 6 razy, a czasem więcej. Kiedy d * ω ≤ 200000, zalecane jest smarowanie kroplowe, w którym płynny smar jest dostarczany w postaci kropel na powierzchnie cierne.
Przy d * ω ≈ 600000 i kiedy temperatura może osiągnąć 150 ° C, wiele smarów nie jest wystarczająco wydajnych, podczas gdy inne mogą być użyteczne przez nie więcej niż kilkaset godzin. W związku z tym, kiedy duże prędkości tylko czysty olej smarowy musi być podawany do strefy tarcia, zasilając łożyska przez smarowanie kroplowe lub ciśnieniowe, w którym smar jest dostarczany pod powierzchnię cierną pod ciśnieniem. W razie potrzeby można zastosować smarowanie mgłą olejową, w którym smar jest doprowadzany do powierzchni ciernych w postaci lekkiej lub gęstej mgły, zwykle utworzonej przez wprowadzenie smaru do strumienia powietrza lub gazu. Ponadto należy zapobiegać różnicom. ciśnienie powietrza (wewnątrz obudowy łożyska i poza nią), które mogą wymagać specjalnych uszczelek. Tylko niektóre pieczęcie, które zapewniają niezawodna praca łożyska, w szczególności uszczelnienia labiryntowe. Należy również zastosować obudowy łożysk z minimalną przestrzenią powietrzną.
Smarowanie kroplowe jest najlepszą metodą smarowania łożysk urządzeń metalurgicznych. 
Zapewnia dość stabilne chłodzenie i eliminuje turbulentny opór łożyska, jako bardzo ważny element przemysłu wyposażenia. Jeśli jednak z jakiegoś powodu (na przykład zgodnie z warunkami projektowymi) nie można zastosować smarowania kroplowego lub ciśnieniowego lub smarowania mgłą olejową, stosuje się smarowanie knotowe, w którym płynny smar jest wprowadzany na powierzchnię dyskusji za pomocą knota. Jednocześnie olej jest zasysany przez łożysko za pomocą skrobaków do oleju i urządzeń pompujących w celu przezwyciężenia oporu obracania się łożyska.
Często stosuj metodę smarowania knotem. W takim przypadku knoty muszą mieć określone wymiary, zwłaszcza w przekroju. Zawsze powinny być zanurzone w oleju. Powinny być stosowane parami i ustawione jak najbliżej łożyska. Jeśli duży obszar knotów dobrze otacza wał, wówczas są one w stanie ponownie wchłonąć olej, który jest usuwany z wału podczas pracy. Lepkość oleju smarowego musi być taka, aby mógł on być dostarczany do knotów w niskich temperaturach przy niższych ciśnieniach atmosferycznych i niższych prędkościach. Jednocześnie deflektory oleju muszą przepuszczać mgiełkę olejową przez łożysko, a miski olejowe muszą być ostrożnie chłodzone.
Przy dużych obciążeniach i dużych prędkościach (d * ω\u003e 600000) zaleca się, aby smarowanie łożysk kroplowych. Jeśli istnieje źródło suchego i czystego powietrza, a pewna utrata oleju smarowego nie jest znacząca, należy nasmarować łożyska mgłą olejową. Jednocześnie w takich układach instaluje się separator powietrza i filtr w przewodach doprowadzających powietrze, dla których konieczne jest staranne schłodzenie miski olejowej, aby przegródki olejowe były łatwe.