Na ryc. 9.1, a przedstawia dwie cylindryczne rolki toczące się jedna nad drugą bez poślizgu. Nazwiemy je początkowymi cylindrami (w ich rzucie - początkowe okręgi) i przekształcimy rolki w koła zębate, wycinając w tym celu wnęki i rosnąc wypukłości (ryc. 9.6), które razem tworzą zęby o określonym profilu. Oczywiście warunek konieczny możliwości działania przekładni - równość kroków obwodowych mierzonych wzdłuż łuków początkowych okręgów.
Boczne strony profilu zęba (jedna lub obie strony pracują) można wyznaczyć ewolwentowo (co najczęściej stosuje się, ryc. 9.7, a), za pomocą cyklicznej krzywej utworzonej przez koła toczne O1 i O2 wzdłuż początkowych kół (ryc. 9.7.6), wzdłuż łuków kół (w programie Novikova, ryc. 9.7, c).
W procesie sprzęgania normalna narysowana na krzywych w punkcie styczności zawsze przechodzi przez biegun sprzęgający R.
Geometryczne miejsce punktów styczności w zazębieniu ewolwentowym jest linią prostą tworzącą kąt 20 ° z prostopadłym ustawieniem w P do O1O2 (wszystkie normalne pokrywają się). Odcinek 1 tej prostej jest długością zazębienia (ryc. 9.8); w przekładni cykloidalnej krzywa AB; w przekładni kołowej jedna lub dwie linie proste AB i CD.
Następnie rozważa się cylindryczne koła zębate z mimowolnym włączeniem.
Niech z1 i z2 będą liczbami zębów kół (w szczególnym przypadku z1 \u003d z2). Ustalamy zależność między podziałką obwodową (przypominamy, że są one równe dla obu kół (patrz ryc. 9.6)), liczbą zębów i średnicą początkowego koła.
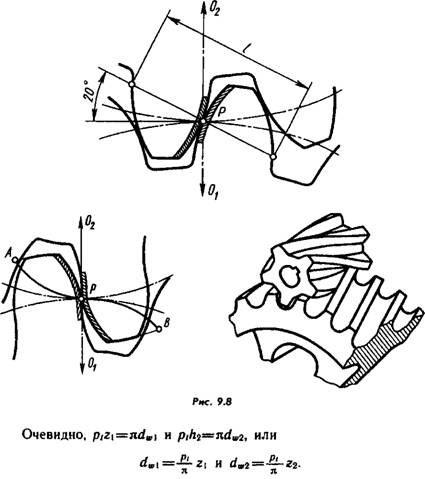
Aby wykluczyć niewspółmierną liczbę pi ze wzorów, wartość pt wybiera się tak, aby była wielokrotnością pi, na przykład 0,5pi; pi; 2pi itp. Wielokrotność (w mm) nazywa się modułem okręgowym koło zębate i oznacz mt. (Zgodnie z GOST 16530-83, moduł jest wielkością liniową pi mniejszą niż stopień obwodowy; mt \u003d pt / pi). Teraz powyższe formuły można przepisać w następujący sposób: dw1 \u003d mt * z1 i dw2 \u003d mt * z2.
Ponieważ u koła zębatektóre są zazębione, kroki obwodowe są równe, a zatem ich moduły są równe.
Inna definicja modułu wynika ze wzoru mt \u003d dw / z - jest to liczba milimetrów początkowej (dzielącej) średnicy na ząb.
Moduł jest głównym parametrem konstrukcyjnym przekładni zębatej. Jego wartości (0,05 ... 100 mm) podczas projektowania są wybierane z GOST 9563-60 * (ST SEV 310-76). Oto wyciąg z tego standardu dla najczęstszych wartości modułów w praktyce edukacyjnej: 1. rząd-1; 1,25; 2; 2,5; 3; 4; 5; 6; 8; 10; 12; 16; 20; 2. rząd - 1125; 1,375; 1,75; 2,25; 2,75; 3,5; 4,5; 5,5; 7,0; 11; 14; 18. Preferowane są wartości pierwszego rzędu.
Koła z modułem mniejszym niż jeden są nazywane małymi modułami.
Początkowe cylindry (teraz wyobrażone) są oddzielone w zębach głowy od nóg (ryc. 9.9). Opiszmy koncentryczne cylindryczne powierzchnie przez dno koryt i wierzchołki głów. Ich występami są obwody występów (da) i zagłębień (d1). (W przyszłości indeksy „1” i „2” będą oznaczane tylko w razie potrzeby).
![]()
Wysokość głowy jest zwykle równa modułowi, a nogi - 1,25 modułu. Dlatego
da \u003d dw + 2mt \u003d mt * z + 2mt \u003d mt (z + 2); dt \u003d mt (z-2,5).
Aby zwiększyć wytrzymałość i zmniejszyć zużycie, zęby są korygowane: wysokość główki mniejszego koła jest zwiększona z powodu nóg, i większe koło - zmniejsz, a początkowe okręgi nie będą się już dzielić, jak na ryc. 9,6 Każde koło będzie miało swój własny okrąg dzielący d, który nie pokrywa się z początkowym (ryc. 9.10).

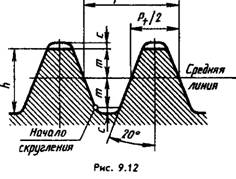
Korekta odbywa się poprzez przesunięcie narzędzia do cięcia kół zębatych - szyn (ryc. 9.11), których zęby mają tak zwany normalny kontur początkowy, ustalony przez GOST 13755-81 dla ewolwentu koła zębate cylindryczne (Ryc. 9.12) o wartość m * x, gdzie x jest współczynnikiem przesunięcia konturu początkowego (współczynnik korekcji). Tak więc okrąg dzielący jest okręgiem, na którym skok i kąt sprzężenia są równe skokowi i kątowi sprzężenia głównej zębatki.
Koło podziałowe jest główną bazą do określania elementów zębów i ich rozmiarów.
Modułem m jest także stosunek stopnia obwodowego, mierzony wzdłuż łuku koła podziałowego, do pi. Dlatego d \u003d mz jest podstawowym wzorem obliczeniowym dla koła walcowego.
W nieskorygowanych kołach koło podziałowe pokrywa się z początkowym (x \u003d 0), jak na ryc. 9,6 i 9,9. Koła, dla których z1 \u003d z2 nie są poprawne.
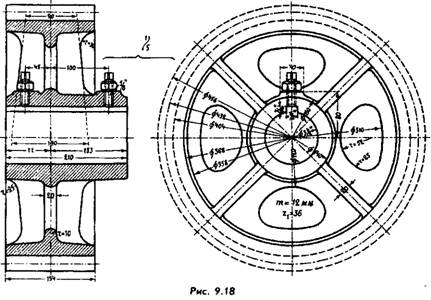
Na rysunku roboczym koła, zgodnie z GOST 2.403-75 * (ST SEV 859-78), tabliczka parametrów umieszczona w prawym górnym rogu rysunku (ryc. 9.13) wskazuje moduł, liczbę zębów, standardową liczbę normalnego konturu początkowego, współczynnik przesunięcia oraz stopień dokładności zgodnie z GOST 1643-81, na przykład 7-Н GOST 1643-81, gdzie 7 jest siódmym stopniem dokładności (ogółem 1 ... 12 w porządku malejącym), N jest rodzajem interfejsu (z zerowym luzem bocznym).
W drugiej i trzeciej części tabeli (są one oddzielone głównym
wiersze) wstaw dane odpowiednio do kontroli (patrz GOST 2.403-75) i odniesienia.

Na rysunkach szkoleniowych zwykle umieszczaj dane oznaczone na ryc. 9.13 warunkowo podwójna rama, biorąc koło nieskorelowane (x \u003d 0), a nawet wskazać tylko wartości m, z, d.
W części przedniej wskaż tylko średnica zewnętrzna koła Chropowatość powierzchni bocznych zębów jest nakładana na linię powierzchni podziału. Zęby w przekrojach osiowych we wszystkich przypadkach pozostawiają niezcieniowane.
Na rysunku koła śrubowego po kolumnie „Liczba zębów” dodaje się dwie kolumny, aby wskazać kąt nachylenia zębów, a ich kierunek jest prawy (ryc. 9.14) lub lewy; dla kół szewronowych dodaj kolejną kolumnę z napisem „Chevron”.

Jak widać na ryc. 9.14, na zębatce śrubowej rozróżnia się stopień końcowy, a stopień normalny rozróżnia się w płaszczyźnie prostopadłej do kierunku zębów. Odpowiednio rozróżnia się moduły końcowe i normalne.

Ponieważ koła zębate walcowe są wykonane przy użyciu tego samego narzędzia modułowego co koła zębate czołowe (patrz rys. 9.17), moduł m jest wskazany na swoim rysunku roboczym w tabeli parametrów (mn jest zawsze równy m).
Na rysunku sektora (ryc. 9.15) w kolumnie „Liczba zębów” wskaż ich liczbę na pełnym okręgu (120 w tym przykładzie), a po kolumnie „Średnica podziału” dodaj kolumnę „Liczba zębów sektora” (17 w tym przykładzie).
Na rysunkach montażowych (ryc. 9.16, a-d) na płaszczyznach prostopadłych do osi kół zębatych obwody występów są pokazane przez główne linie (bez przerw w strefie sprzęgania): początkowe są cienkimi liniami przerywanymi kropkami (powinny się one dotykać), wgłębienia są cienkie stałe ( nie możesz ich pokazać). Koła podziałowe kół nie są stosowane.
Na nacięciu pokazano ząb jednego z kół (najlepiej przedniego) umieszczony przed zębem popychacza (patrz strzałka na ryc. 9.16, a). Jeśli koła są małomodułowe (lub na małą skalę), przerwy nie są przedstawiane. W razie potrzeby rodzaj sprzężenia i kierunek zębów pokazano na rys. 9.16.6, c, g
Podczas wykonywania szkicu koła zębatego (potoczna nazwa kół zębatych) należy zmierzyć średnicę obwodu występów da, policzyć liczbę zębów i określić moduł ze wzoru da \u003d m (z + 2). Jednocześnie możliwe jest, że uzyskana wartość modułu będzie różnić się od normy (na przykład o wartościach podanych powyżej dla wartości w zakresie 1 ... 20 mm). Następnie należy wziąć najbliższą wartość standardowego modułu i wyjaśnić zmierzoną wartość da.
Koła zębate są wykonane z żeliwa (na przykład gatunek СЧ-40), stali (na przykład gatunek 45, 12ХНЗА), stopów metali nieżelaznych i innych materiałów na maszynach do obróbki kół zębatych - frezowania, kształtowania kół zębatych i innych, nadając zębom kształt, którego potrzebują bardzo wysoki stopień dokładność
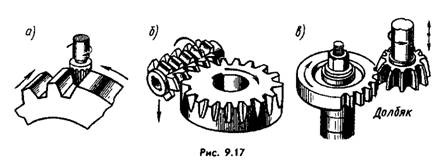
Na ryc. 9.17, a, b, c są przykładami metod wytwarzania:
a - młyn palcowy, którego profil jest kopią profilu wnęki zęba (metoda kopiowania); b - frez ślimakowy; in - dolbyakom; szyna (patrz. rys. 9.11). Ostatnie trzy dotyczą bardziej wydajnych metod włamania.
Koła zębate są również wytwarzane przez walcowanie na gorąco, co w niektórych przypadkach nie wymaga dalszej obróbki.
Aby uzyskać wymaganą wydajność przekładni z zębatkami czołowymi podczas ich produkcji, należy zapewnić: odpowiednią dokładność kinematyczną, płynność sprzęgania, niezbędny rozmiar i położenie powierzchni styku powierzchni bocznych, wielkość i stałość luzu bocznego i promieniowego w przekładni oraz odpowiednią jakość powierzchni bocznych zęby Dokładność kinematyczna kół zębatych zależy od dokładności maszyny i narzędzia zaangażowanego w cięcie kół zębatych oraz od dokładności montażu przedmiotu obrabianego podczas cięcia kół zębatych. Prawidłowość instalacji lub, jak to się czasami nazywa, poprawność bazowania, z kolei zależy od dokładności kęsa koła do cięcia kół zębatych.
W produkcji kół zębatych na pierwszym etapie stawiane są pewne wymagania procesowi technologicznemu, od którego zależy jakość gotowych kół zębatych. Główne wymagania obejmują:
- zapewnienie współśrodkowości cylindrycznej powierzchni lądowania i powierzchni zewnętrznych;
- zapewniając prostopadłość powierzchni do lądowania i co najmniej jednego końca podstawy, a w kołach zębatych przeciętych przez pakiet dwa końce podstawy.
Jednocześnie należy również zapewnić prostopadłość powierzchni lądowania i końca podpory strukturalnej.
Brak współśrodkowości podstawy i konstrukcyjnych powierzchni siedzących oraz powierzchni występów prowadzi do nierównych luzów promieniowych w sprzężeniu oraz w przypadku kół zębatych, w których zapewniony jest pomiar grubości zęba za pomocą krokomierza, niemożność dokładnego pomiaru grubości zęba. Nie prostopadłość powierzchni do lądowania i końca podstawy, a także nierównoległość końców, doprowadzą do zakrzywienia trzpienia, na którym zamocowany jest przedmiot do cięcia, a samo koło zębate będzie miało błędy, które zostaną wyrażone w bicie promieniowym pierścienia zębatego oraz w zniekształceniu kształtu i położenia punktu styku. Zatem dokładność przekładni zależy nie tylko od procesu cięcia przekładni wykonanego na drugim etapie produkcji, ale także w dużej mierze od dokładności przedmiotu obrabianego.
Obecne GOST na zębatkach określają tolerancje tylko dla gotowych kół zębatych, dlatego dokładność wykonania przedmiotu obrabianego można ustawić w zależności od przyjętego proces technologiczny metody przetwarzania i kontroli. Wymagania dotyczące powierzchni bazowych przedmiotu obrabianego powinny być określone przez standardy branżowe lub fabryczne.
Aby zapewnić określoną dokładność gotowych kół zębatych w przedmiotach, znormalizowane są następujące parametry:
- wymiary i kształt otworu montażowego (dla zamontowanych kół zębatych);
- wymiary czasopism (dla kół zębatych);
- zewnętrzna średnica przedmiotu obrabianego;
- bicie promieniowe zewnętrznej powierzchni przedmiotów obrabianych;
- końcowe uderzenie dolnej powierzchni czołowej przedmiotu obrabianego (powierzchnia czołowa, wzdłuż której przedmiot obrabiany opiera się na maszynie podczas cięcia przekładni).
Otwory w detalu są technologiczną podstawą do cięcia koła zębatego, a w gotowym kole zębatym - podstawą główną, pomiarową i montażową, tj. Otwór określa dokładność obróbki podczas cięcia przekładni i dokładność pomiaru podczas monitorowania gotowego koła zębatego. Tak więc na obrabianych przedmiotach dla kół zębatych o dokładności 3 ... 5, średnica otworów podstawowych powinna być nie gorsza niż klasa 5, dla kół o 6 i 7 stopniu dokładności - nie gorsza niż klasa 7, dla kół o niższej wartości stopnie dokładności - nie gorsze niż 8. kwalifikacja . Chropowatość powierzchni otworu powinna być odpowiednioR α \u003d 0,4 μm;R α \u003d 0,8 μm iR α \u003d 1,6 μm.
Odchylenia w zewnętrznej średnicy półfabrykatu przekładni same w sobie nie wpływają na dokładność przekładni. Ko od zewnętrzna powierzchnia często używane jako baza pomiarowa podczas pomiaru szeregu parametrów na gotowym kole zębatym, a także jako baza pomiarowa podczas pomiaru na maszynie do cięcia przekładni, odchylenia zewnętrznej średnicy powinny być ograniczone w zależności od warunków użytkowania zewnętrznej powierzchni. Tak więc odchylenie i tolerancję zewnętrznej średnicy przedmiotu obrabianego można przypisać zgodnie z 14 kwalifikacją, pod warunkiem odchylenie średnicy zewnętrznej dla kół zębatych o dokładności 3 ... 7 stopni nie przekroczy 0,1 m; dla kół o mniejszym stopniu dokładności odchylenie nie powinno przekraczać 0,2 m, gdzie m jest modułem przekładni. Tolerancje są określone w korpusie przedmiotu obrabianego. 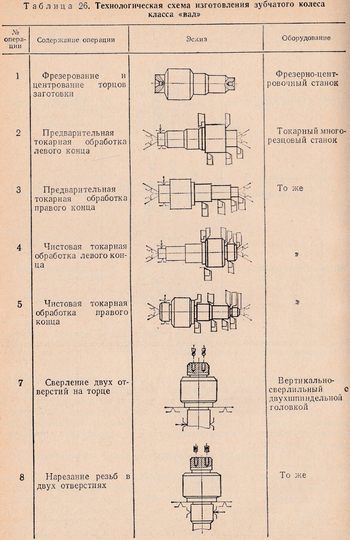
Podczas stosowania zewnętrznej powierzchni przedmiotu obrabianego jako podstawy pomiarowej do wyrównywania położenia przedmiotu obrabianego podczas cięcia przekładni, zaleca się ograniczenie jego bicia promieniowego względem osi koła; dopuszczalne bicie promieniowe F rrd przedmiotu obrabianego powinno stanowić część tolerancji bicia promieniowego F rr pierścienia zębatego gotowego koła, tj. F rrd \u003d (0,5 ... 0,7)Fr rr.
Jeżeli zewnętrzna powierzchnia nie jest używana jako podstawa, wówczas dopuszczalny bicie promieniowe F obrabianego przedmiotu może zostać podwojone, ale nie powinien przekraczać tolerancji średnicy przedmiotu obrabianego.
Bicie końcowe powierzchni czołowej przedmiotu obrabianego wpływa na działanie styku z zębem, w związku z tym dopuszczalny bicie końcowe F t półwyrobu przekładni czołowej powinno stanowić jedynie część tolerancji F β w kierunku zęba, a dla przekładni śrubowej średnich i dużych modułów część odchylenia podziałowego osi .
Konstrukcja przekładni wpływa na wybór schematu pierwszego etapu procesu technologicznego wytwarzania koła zębatego. Zatem schematy procesów technologicznych do produkcji kół zębatych należących do klas „tuleja” i „wał” różnią się znacznie. Ta różnica istnieje niezależnie od innych. cechy konstrukcyjne koło zębate, a także rodzaje i rodzaje produkcji.
Wybierając schemat przetwarzania narzędzi klasy „sprzęt”, należy wziąć pod uwagę następujące kwestie: Jako początkowy rozstaw osi wybiera się surowe powierzchnie, które powinny być współśrodkowe z obrobionymi powierzchniami, a nieobrobione powierzchnie końcowe tłoczenia powinny być równoległe do obrobionych płaszczyzn końcowych.
W tabeli. 25 podano jako przykład schemat technologiczny wytwarzania koła zębatego (klasa „tuleja”).
Z podstaw instalacji początkowej wykonywana jest pierwsza operacja, która polega na wierceniu i rozmieszczeniu centralnego otworu oraz wycięciu jednego z końców piasty z tej samej instalacji. Celem tej operacji jest przygotowanie centralnego otworu do wyciągnięcia i utworzenie obrobionej podstawy końcowej do następnej operacji. Druga operacja - ciągnięcie - jest wykonywana z utworzonej podstawy końcowej i sprowadza się do utworzenia profilu otworu, na przykład rowka. Podstawą do dalszej obróbki będzie już powierzchnia podparcia otworu (szczelin) i powierzchnia czołowa.
Trzecia i czwarta operacja są końcowe dla pierwszego etapu i są zredukowane do wykończenia koła zębatego do cięcia zębów; są wykonywane na podstawie elementów połączenia splajnowego lub innego profilu otworu. Podczas przeprowadzania tych operacji należy szczególnie przestrzegać wymagań dotyczących wycinania półfabrykatów określonych powyżej i zmniejszania w celu zapewnienia współśrodkowości zewnętrznej powierzchni koła zębatego i powierzchni osadzenia otworu, a także prostopadłości obrabianych płaszczyzn końcowych osi otworu.
Piąta operacja - wstępne i końcowe cięcie zębów - odbywa się na maszynie do obróbki kół zębatych. Podstawą tej operacji są średnica lądowania otwory i jeden z końców koła koronowego. Szósta, siódma i dwunasta operacja dotyczą zabiegów wykończeniowych. Tutaj podstawa ma tę samą powierzchnię.
Mechaniczna obróbka kół zębatych klasy „wał” jest zwykle przeprowadzana centralnie i tylko w niektórych operacjach, w celu zwiększenia niezawodności i sztywności mocowania części, jest mocowana za pomocą innych powierzchni.
W tabeli. 26 to schemat blokowy produkcji przekładni (klasa „wał”).
Pierwszą operacją podczas obróbki wału zębatego klasy „wał” jest obcinanie końców i centrowanie obrabianego przedmiotu. Ta operacja jest pożądana do wykonania na maszynach, które umożliwiają frezowanie końców i centrowanie części z jednej jej instalacji. Operacje od drugiego do piątego są zredukowane do toczenia wstępnego i półwykańczającego z instalacją przedmiotu na środkach maszyny. Siódma i ósma operacja - wiercenie i gwintowanie w dwóch otworach na końcu - kończą pierwszy etap produkcji części. Dziewiąta operacja - wstępne wycięcie zębów - jest wykonywana przez hobby z instalacją części w centrach. Dziesiąta operacja - ścinanie - również opiera się na centrach. Piętnasta operacja to cementacja i stwardnienie przekładni. Po obróbce cieplnej centra są czyszczone lub mielone. Ta operacja jest wymagana. Osiemnasta i dziewiętnasta operacja - szlifowanie cylindrycznych szyjek i końcówek - proces wykończeniowy jest zakończony, po czym frezuje się szczeliny i nacina gwint na trzonie.
Procesy technologiczne obejmują obróbkę metali i operacje kontrolne wykonywane na niektórych etapach obróbki części.
Opisany przykładowe schematy procesy technologiczne są typowe dla różne rodzaje i rodzaje produkcji.
Rosnące wymagania dotyczące jakości powierzchni zębów i dokładności elementów przekładni koła zębatego mogą wymagać włączenia do procesu dodatkowych operacji wykończeniowych, termicznych i kontrolnych; różne operacje mogą być powiększane lub dzielone w zależności od rodzaju produkcji, ale schemat połączeń, kolejność kroków i kolejność operacji pozostaną niezmienione.
Koła zębate czołowe mają bardzo złożoną strukturę (obecność dodatkowych szyjek, otworów itp.), A wybór kompletnego projektu procesu powinien opierać się na dokładnej analizie wymagań technicznych dotyczących zdolności do rysowania i produkcji.
W szczególnym miejscu wśród kół zębatych klasy „tuleja” znajdują się felgi wewnętrzne uzębienie duże rozmiary, oparte na pracy na zewnętrznej średnicy części. Części tego typu mają inny schemat przebiegu procesu. Różnica polega na tym, że podstawowa cylindryczna powierzchnia, powierzchnia występów zęba i powierzchnia czołowa są zwykle przetwarzane w jednym montażu części, a podstawa, podczas cięcia zębów, jest powierzchnią zewnętrzną, którą część jest instalowana w uchwycie lub za pomocą której weryfikowana jest instalacja części na płycie czołowej maszyny do cięcia.
Głównymi typami urządzeń stosowanych w operacjach pierwszego etapu są trzpienie obrotowe do toczenia cylindrycznych przekładni klasy „Rękaw” zapewniając współśrodkowość zewnętrznych i wewnętrznych cylindrycznych powierzchni kęsów zębatych, urządzenia do montażu koła zębatego na wewnętrznej maszynie szlifierskiej podczas szlifowania otworów i powierzchni czołowych.
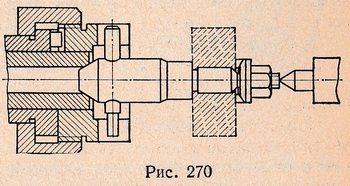
Na ryc. 270 pokazuje najczęstszy projekt trzpienia środkowego. Trzpień z jednym końcem jest zainstalowany na stożkowym wrzecionie maszyny, a drugi koniec na środku konika. Obrót trzpienia odbywa się za pomocą sprzęgła z dwoma końcowymi rowkami połączonymi palcem z kołnierzem wrzeciona, wciśniętym w trzpień i zawartym w rowkach sprzęgających.W celu wyeliminowania wpływu możliwej nierównoległości lewej powierzchni czołowej podpierającej powierzchni końcowej podczas mocowania przedmiotu obrabianego, podkładka sferyczna jest umieszczona pod nakrętką.
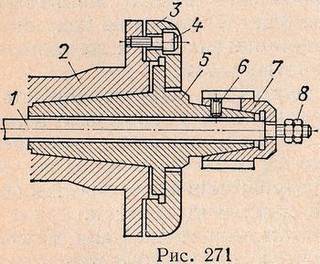 Masowo i duże produkcja masowa stosowane są również trzpienie wrzeciona z zaciskami śrubowymi i pneumatycznymi. Na ryc. 271 pokazuje trzpień wielowypustowy z tuleją zaciskową z pneumatycznym zaciskiem. Obudowa trzpienia 5 jest włożona do stożka wrzeciona 2 i zabezpieczona podkładką 3, dociśniętą do kołnierza wrzeciona za pomocą trzech śrub 4. Tuleja zaciskowa 7, siedząca na stożku trzpienia, ma cztery nacięcia i jeden zamknięty rowek, przez który przechodzi śruba 6, która zabezpiecza tuleję przed wypadnięciem z obudowy . Pręt 1, połączony z cylindrem pneumatycznym, przechodzi przez trzpień i tuleję zaciskową, a nakrętki 8 są nakręcane na gwintowany ogon, za pomocą którego regulowane jest zaciskanie tulei zaciskowej. Kiedy trakcja przesuwa się w lewo, ciągnie tuleję zaciskową na stożek i zabezpiecza część;gdy trakcja przesuwa się w prawo, ciągnie tuleję z ramieniem z korpusu trzpienia, w wyniku czego tuleja ma możliwość ściśnięcia i zwolnienia części.
Masowo i duże produkcja masowa stosowane są również trzpienie wrzeciona z zaciskami śrubowymi i pneumatycznymi. Na ryc. 271 pokazuje trzpień wielowypustowy z tuleją zaciskową z pneumatycznym zaciskiem. Obudowa trzpienia 5 jest włożona do stożka wrzeciona 2 i zabezpieczona podkładką 3, dociśniętą do kołnierza wrzeciona za pomocą trzech śrub 4. Tuleja zaciskowa 7, siedząca na stożku trzpienia, ma cztery nacięcia i jeden zamknięty rowek, przez który przechodzi śruba 6, która zabezpiecza tuleję przed wypadnięciem z obudowy . Pręt 1, połączony z cylindrem pneumatycznym, przechodzi przez trzpień i tuleję zaciskową, a nakrętki 8 są nakręcane na gwintowany ogon, za pomocą którego regulowane jest zaciskanie tulei zaciskowej. Kiedy trakcja przesuwa się w lewo, ciągnie tuleję zaciskową na stożek i zabezpiecza część;gdy trakcja przesuwa się w prawo, ciągnie tuleję z ramieniem z korpusu trzpienia, w wyniku czego tuleja ma możliwość ściśnięcia i zwolnienia części.
Zaletą takich trzpieni jest to, że podczas masowej produkcji tuleje o różnych średnicach mogą być noszone na tym samym korpusie, a przetwarzanie może być reorganizowane z jednej części na drugą tylko poprzez zmianę tulei.
Koła zębate czołowe klasy „tulejki” po hartowaniu zwykle muszą być szlifowane średnica wewnętrzna i powierzchnia czołowa oraz koła zębate o dokładności 6 ... 7 stopni są również szlifowane na powierzchni zębów.
Otwory i końce są szlifowane na wewnętrznych szlifierkach z urządzeniem do szlifowania końców. Szlifowanie otworu może poprzedzać szlifowanie zębów lub, jeśli zęby nie są szlifowane, może to być operacja końcowa.
W takim czy innym przypadku wypolerowany otwór powinien być koncentryczny z początkowym (dzielącym) obwodem tarczy, a początkowa (dzieląca) średnica powinna być traktowana jako podstawa do szlifowania. Odpowiedni montaż przekładni podczas szlifowania odbywa się za pomocą specjalnych urządzeń. Zazwyczaj takimi urządzeniami są dokładny trzyszczękowy uchwyt wiertarski i separator z trzema rolkami, za pomocą których zamocowane jest narzędzie szlifujące w krzywkach uchwytu. W innych konstrukcjach urządzeń część jest zaciskana za pomocą sześciu rolek przymocowanych do krzywek, zmniejszonych do środka poprzez przesuwanie koszyka o stożkowej powierzchni wewnętrznej. Niektóre konstrukcje wkładów zapewniają centrowanie wzdłuż profili zębów i jednocześnie zaciskają się na końcu koła.
To kategoria:
Prace montażowe i mechaniczne
Koła zębate
Przekładnie są dostępne w prawie wszystkich zespołach montażowych. urządzenia przemysłowe. Za ich pomocą zmienia się wielkość i kierunek prędkości ruchomych części maszyn, siły i momenty przenoszone są z jednego wału na drugi.
W przekładni ruch jest przenoszony za pomocą pary kół zębatych. W praktyce mniejsze koło zębate jest zwykle nazywane kołem zębatym, a większe koło. Termin „bieg” odnosi się zarówno do koła zębatego, jak i koła.
Koło zębate osadzone na wale napędowym nazywane jest kołem zębatym, a siedzące na wale napędzanym jest nazywane wałem napędowym. Liczba zębów koła zębatego jest oznaczona literą z.
W zależności od względnego położenia osi geometrycznych wałów, koła zębate są: cylindryczne, stożkowe i śrubowe. Koła zębate do urządzeń przemysłowych wykonane są z zębami prostymi, ukośnymi i kątowymi (szewronowymi).
Zgodnie z profilem zęba wyróżnia się koła zębate: ewolwentowe i cykloidalne. Oprócz przekładni z ewolwentowymi przekładniami redukcyjnymi stosuje się przekładnię Novikov o okrągłym profilu zęba. Przekładnia Novikov pozwala na stosowanie kół z niewielką liczbą zębów, co oznacza, że \u200b\u200bma dużą przełożenie i może przekazywać znaczną moc. Przekładnia cykloidalna jest stosowana w urządzeniach i zegarkach.
Koła zębate z zębami prostymi służą do kół zębatych z równoległymi osiami wałów i są zamontowane na nich w bezruchu lub ruchomości.
Koła zębate ze skośnym zębem służą do przenoszenia ruchu między wałami, których osie przecinają się w przestrzeni, a w niektórych przypadkach między równoległymi wałami, na przykład, gdy koło zębate musi łączyć zwiększoną prędkość obwodową kół i cichą pracę z dużymi przełożenia do 15: 1.
Koła spiralne są montowane na wałach tylko w bezruchu.
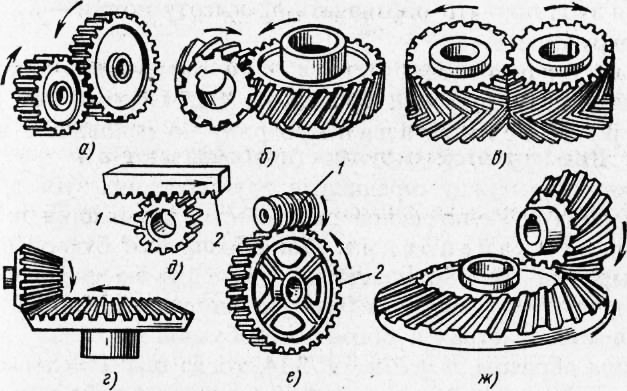
Ryc. 1. Przekładnie zębate: a - cylindryczny z zębem prostym, b - taki sam z zębem skośnym, c - z zębem szewronowym, d - skośny, e - koło - szyna, e - ślimak, w - s ząb okrągły
Działaniu śrubowych kół zębatych towarzyszy nacisk osiowy. Nacisk osiowy można wyeliminować, łącząc dwa koła śrubowe z identycznymi, ale skierowanymi do siebie różne strony zęby Zdobądź więc koło szewronowe (ryc. 1, c), które jest zamontowane, obracając górną część kąta zębów w kierunku obrotu koła. Na specjalnych maszynach koła szewronowe są wykonane w całości z jednego przedmiotu.
Przekładnie stożkowe wyróżniają się kształtem zębów: ostrogowym, śrubowym i okrągłym.
Na ryc. 1, d pokazuje stożkowe zęby ostrogi, a na ryc. 1, g - koła zębate. Ich celem jest przenoszenie obrotu między wałami, których osie przecinają się. Do przecięcia osi stosuje się również przekładnie ślimakowe (ryc. 1, f). Przekładnie stożkowe z okrągłym zębem są stosowane w przekładniach, w których wymagana jest specjalna gładkość i cicha praca.
Na ryc. 1, e pokazuje koło zębate i zębatkę. W tej przekładni ruch obrotowy koła jest konwertowany na ruch prostoliniowy reiki.
Elementy przekładni. W każdym kole zębatym (ryc. 2) wyróżnia się trzy koła (dzielące, koło występów, koło wgłębień), a zatem odpowiadające im trzy średnice.
Koło dzielące lub początkowe dzieli wysokość 3ub na dwie nierówne części: górną, zwaną główką zęba, i dolną, zwaną nogą zęba. Wysokość głowy zęba jest zwykle oznaczana przez ha, wysokość nogi to hf, a średnica koła to d.
Obwód występów to obwód ograniczający profile zębów koła od góry. Wyznacz jej da.
Obwód zagłębień biegnie wzdłuż podstawy zagłębień zębów. Średnica tego koła jest oznaczona przez df.
Odległość między punktami środkowymi dwóch sąsiednich zębów, mierzona wzdłuż łuku koła podziałowego, nazywa się skokiem przekładni. Krok jest oznaczony literą P. Jeśli krok wyrażony w milimetrach jest podzielony przez liczbę n \u003d 3,14, to otrzymujemy wartość zwaną modułem. Moduł jest wyrażony w milimetrach i jest oznaczony literą T.
Łuk koła podziałowego w zębie nazywa się grubością zęba, łuk S1 - szerokość wnęki. Z reguły S \u003d Sx. Rozmiar b zęba w linii równoległej do osi kół nazywany jest długością zęba.
Luz promieniowy - najkrótsza odległość między górą zęba a podstawą wnęki współpracującego koła.
Luz boczny - najkrótsza odległość między niedziałającymi powierzchniami profilowymi sąsiednich zębów, gdy ich powierzchnie robocze stykają się.
Wszystkie elementy koła zębatego są połączone z modułem: wysokość główki zęba ha \u003d t, wysokość nogi zęba hf \u003d 1,2 t, wysokość całego zęba h \u003d 2,2 t.
Znając liczbę zębów z, za pomocą modułu można określić średnicę koła podziałowego koła zębatego d \u003d zm.

Ryc. 2. Schemat przekładni zębatych z zębatkami czołowymi
Wzory, za pomocą których można określić parametry przekładni walcowych w zależności od modułu i liczby zębów, podano w tabeli. 5
Koła zębate wolnoobrotowe są wykonane z żeliwa lub stali węglowej, koła zębate szybkobieżne są wykonane ze stali stopowej. Po wycięciu zębów na maszynach do obróbki kół zębatych poddaje się je obróbce cieplnej w celu zwiększenia ich wytrzymałości i odporności na zużycie. Koła węglowe
cTa. „Dieta pierwotna poprawia powierzchnię zębów metodą chemiczno-termiczną - cementowanie, a następnie stwardnienie. Po obróbce cieplnej zęby szybkich kół są szlifowane lub szlifowane, stosuje się również hartowanie powierzchniowe prądami o wysokiej częstotliwości.
Aby zaangażowanie było płynne i ciche, włączyło się jedno z dwóch kół pary biegów w niektórych przypadkach, gdy pozwala na to ładunek, są one wykonane z tekstolitu, płyty wiórowej z tworzywa sztucznego laminowanej drewnem - G lub nylonu. Aby ułatwić włączenie kół zębatych podczas włączania poprzez poruszanie się wzdłuż wału, końce zębów od strony tocznej są zaokrąglone.
Przekładnie są otwarte i zamknięte. Otwarte biegi są zwykle wolne. Nie mają obudowy kąpieli olejowej i są okresowo smarowane smarem. Zamknięte koła zębate zamknięte w obudowach. Przekładnie zamkniętych przekładni są smarowane w kąpieli olejowej lub przez smarowanie strumieniowe pod ciśnieniem.
Według prędkości biegi są podzielone na następujące typy (m / s): bardzo wolno - v< 0,5, тихоходные - 0,5 < v < 3, среднескоростные - 3 < v < 15, скоростные - 15 < v < 40, высокоскоростные - v > 40.
Dokładność produkcji kół i montaż przekładni muszą być zgodne stanowy standard. W przypadku przekładni walcowych, stożkowych i ślimakowych ustalono 12 stopni dokładności, oznaczonych w malejącej kolejności dokładności o stopnie 1–12.
Najdokładniejsze 1. i 2. stopnia są rezerwowe, ponieważ nowoczesne możliwości produkcji i kontroli nie mogą zapewnić produkcji precyzyjnych kół. 12 stopień jest również rezerwowy, ponieważ zgodnie z obecnym GOST, koła zębate nie są jeszcze wykonywane zgrubniej niż 12 stopień dokładności.
Bardzo przydatne są koła zębate 6, 7, 8 i 9 stopnia dokładności. Krótka charakterystyka najpopularniejszy sprzęt i przekładnie ślimakowe (6–9 stopni dokładności) podano w tabeli. 6. Każdy stopień dokładności przekładni odpowiada normalnej dokładności kinematycznej ustalonej przez GOST, a także płynnemu działaniu koła i kontaktowi zębów.
Pasowanie kół zębatych na wałach nie różni się od pasowania kół pasowych, dlatego tylko sprawdzenie i regulacja kół zębatych i przekładni ślimakowych opisano poniżej.
Główny wymagania techniczne do zespołów przekładni są następujące:
1. Zęby kół podczas sprawdzania lakieru powinny mieć strefę dotykową o długości co najmniej 0,3 zęba, a wzdłuż profilu - od 0,6 do 0,7 wysokości zęba.
2. Bicie promieniowe koła nie powinno przekraczać wartości granicznych określonych przez wymagania techniczne.
3. Osie wałów współpracujących kół i oś obudów obudów muszą leżeć w tej samej płaszczyźnie i być do siebie równoległe. Tolerancje podano w warunki techniczne.
4. Pomiędzy zębami współpracujących kół konieczna jest szczelina, której wartość zależy od stopnia dokładności przekładni i jest określana na podstawie tabeli.
5. Zmontowany zespół montażowy jest testowany bezczynny lub pod obciążeniem. Powinien zapewniać odpowiednią wytrzymałość do przenoszenia mocy, płynnego działania i umiarkowanego nagrzewania łożysk (nie więcej niż 323 K lub 50 ° C).
6. Transmisja powinna działać płynnie i prawie bezgłośnie.
Procedurę montażu niektórych zespołów przekładni kompozytowych opisano poniżej.
Koło koronowe jest zamontowane na kołnierzu centrującym A piasty i wstępnie zamocowane za pomocą trzech do czterech śrub tymczasowych o mniejszej średnicy. Zespół montażowy jest sprawdzany na trzpieniu pod kątem bicia promieniowego, a korona jest przymocowana za pomocą tymczasowych śrub. Pozostałe otwory na śruby w piaście i koronie za pomocą przyrządu są wspólnie rozmieszczone i pogłębione, a następnie normalne śruby są wkładane do tych otworów, a śruby tymczasowe są usuwane, a zwolnione otwory są traktowane w taki sam sposób jak pierwsze. Po zainstalowaniu normalnych śrub we wszystkich otworach przekładnia jest ostatecznie sprawdzana pod kątem bicia. W mocno obciążonych przekładniach zaleca się dokręcenie śrub kluczem dynamometrycznym, aby wytworzyć tarcie na płaszczyznach kołnierza, których moment przekroczyłby moment obrotowy przenoszony przez przekładnię.
Pierścień zębaty jest dociskany do tarczy piasty z naciągiem. Aby ułatwić obsługę i uniknąć ewentualnych zniekształceń, koronę podgrzewa się w kąpieli olejowej lub specjalnym cewce indukcyjnej. godziny do 393–423 K (120–150 ° C). Następnie wywierć otwory na zatyczki. Zamiast zatyczek często mocuje się za pomocą nitów. W tym przypadku otwory są wiercone, nity są w nich instalowane i nitowane na prasach.
Podczas instalowania zespołów zębatych na wałach najczęściej spotykane są następujące błędy: kołysanie się koła zębatego na szyjce wału, bicie promieniowe na obwodzie występów, bicie końcowe i luźne dopasowanie do występu oporowego wału.
Zespół wahadłowy sprawdzany jest przez stuknięcie wciśniętego koła zębatego miękkim metalowym młotem.
Sprawdzić bicie promieniowe i końcowe zespołu montażowego - koło zębate z wałem jest wytwarzane na pryzmatach lub w środkach.
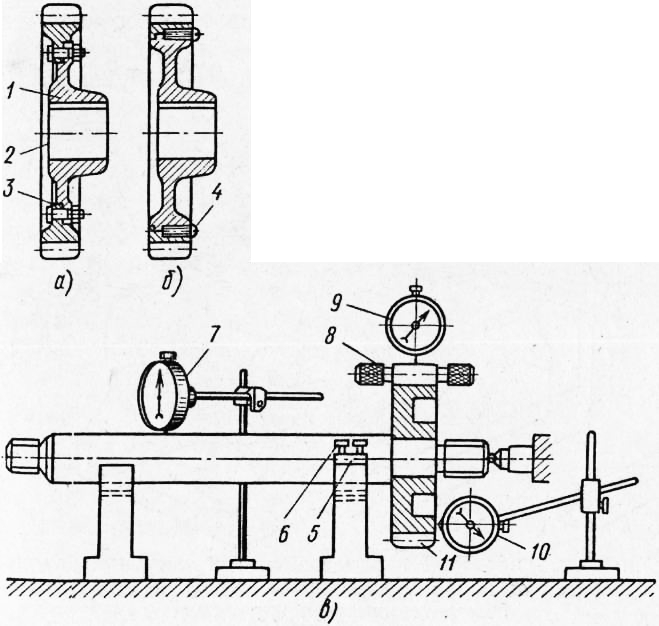
Ryc. 3. Montaż przekładni kompozytowych i badanie bicia: a - kompozytowe koło zębate przykręcone, b - przymocowane ogranicznikami, c - obwód do sprawdzania wału zespołu montażowego - koło zębate pod kątem bicia promieniowego i mechanicznego
Aby to zrobić, wał umieszcza się na pryzmatach, położenie siodła pryzmatu reguluje się za pomocą śrub, a wałek instaluje się równolegle do płytki kalibracyjnej zgodnie ze wskaźnikiem. Wnęka koła jest ułożona w cylindrycznym rozstawie, którego średnica musi wynosić 1,68 modułu sprzęgającego koła. Stojak ze wskaźnikiem jest ustawiony tak, aby jego noga stykała się z kalibrem i pasował z jednym lub dwoma obrotami strzałki. W tym samym czasie wskaźnik odczytuje wskaźnik, a następnie przesuwając kaliber przez 2-3 zęby i obracając kołem, przenieś kaliber do nogi wskaźnika. Zaznaczono strzałkę i określono bicie średnicy. Dopuszczalny bicie powierzchni czołowej i średnica felgi zębatej zależy od stopnia dokładności koła zgodnie z GOST. Koniec bicia jest sprawdzany przez wskaźnik.
Prawidłowe włączenie biegu następuje, gdy osie kół są równoległe, nie są skrzyżowane, a odległość między osiami wałów jest równa obliczonej wartości. Równoległość położenia osi łożysk korpusu przekładni (ryc. 4) jest sprawdzana przez kaliber, zacisk i wskaźnik. Odległość między osiami łożysk jest sprawdzana za pomocą trzpieni kontrolnych zainstalowanych w obudowie. Odległość mierzy albo między trzpieniami, albo na ich zewnętrznej powierzchni.
Ryc. 4. Schemat sprawdzania równoległości i prostopadłości osi otworów i wałków za pomocą wału kontrolnego i uniwersalnego narzędzia pomiarowego
Po ustaleniu wymiarów lub po obu stronach osie otworów łożyskowych nie są równoległe. W celu uzyskania wymaganej odległości od środka i równoległości obudowy łożysk są przemieszczane. Nierównoległość w płaszczyźnie pionowej można ustalić, stosując poziom do każdego z wałów. Wartość nierównoległości w tym przypadku będzie równa różnicy odczytów poziomu w podziałkach kątowych. Zazwyczaj cenę podziału poziomów podaje się w ułamkach milimetra na 1 mm, a aby przeliczyć odczyt poziomu na sekundy kątowe, cenę podziału należy pomnożyć przez liczbę 200.
Na przykład cena podziału poziomu 0,1 mm na 1 m odpowiada 20 sekundom łukowym (0,1-200 / 1 \u003d 20 ”).
Ze względu na stopień dokładności kół i kół zębatych ustalono standardy luzu bocznego. Najważniejsze z nich to normy normalnego gwarantowanego luzu (oznaczonego literą X), który kompensuje zmniejszenie bocznego luzu od nagrzewania przekładni.
Na ryc. 5a pokazuje sprawdzenie luzu bocznego, który jest przeprowadzany za pomocą prętowego wskaźnika poziomu lub wskaźnika w zębatkach cylindrycznych. Smycz jest przymocowana do wału jednego z kół zębatych, którego koniec spoczywa na nodze wskaźnika zamontowanego na obudowie zespołu montażowego. Drugi sprzęt jest zabezpieczony przed obracaniem się przez zamek. Następnie smycz wraz z wałem i kołem są lekko obracane w jednym lub drugim kierunku, a można tego dokonać jedynie poprzez prześwit w zębach. Zgodnie ze wskaźnikiem określ luz boczny. Najmniejszy luz boczny C „jest wskazany w specyfikacji technicznej montażu zespołu montażowego. Przy środkowej odległości 320–500 mm dla przekładni o średniej precyzji odstęp ten powinien wynosić co najmniej 0,26 mm. Najdokładniej, boczne szczeliny mierzy się za pomocą urządzeń wskaźnikowych tak zwaną metodą zdalną. Urządzenia pozwalają zmierzyć luz w ślepych biegach.
Na ryc. 5b, pokazano jedno z takich urządzeń. Składa się z krzyża zamontowanego na wale przekładni za pomocą uchwytów oraz stojaka ze wskaźnikiem. Stojak ze wskaźnikiem jest wkręcony w zacisk, przymocowany śrubą do pokrywy skrzyni biegów. Kiedy wał jest ręcznie wstrząsany, aż płaszczyzna poprzeczki zetknie się z ramieniem wskaźnika zamocowanym na stałej pokrywie przekładni, określa się boczną szczelinę między zębami. Małe koło zębate musi być nieruchome.
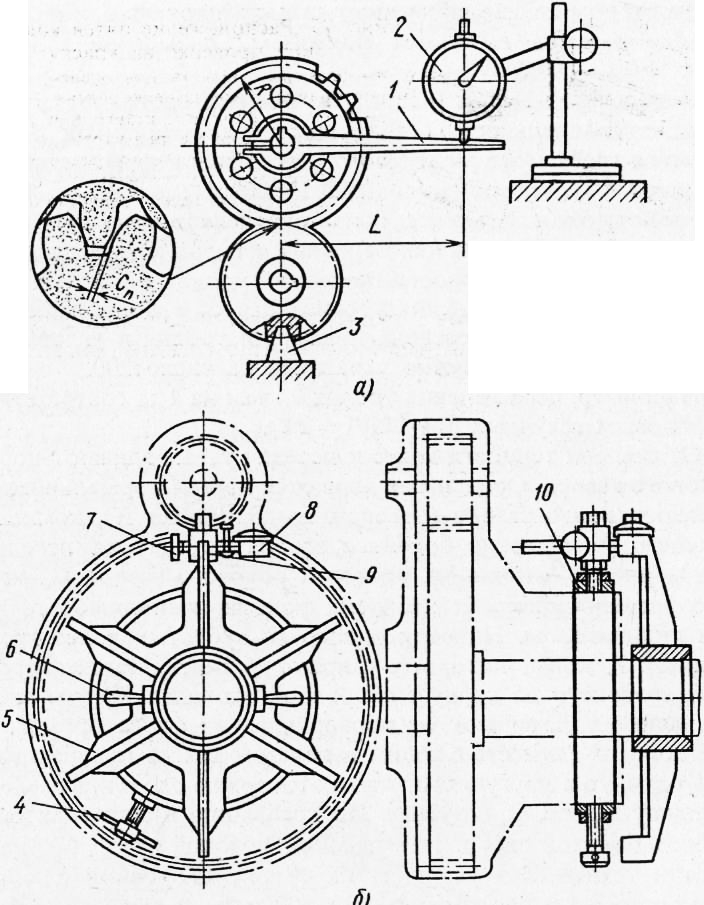
Ryc. 5. Schemat sprawdzania wskaźnika luzu bocznego: a - otwarta droga, b - zdalny
Zmierzony luz należy przypisać średnicy początkowego obwodu koła zębatego, na którego wale jest zamocowany krzyż.
W ten sam sposób sprawdź luz boczny dla pozostałych pięciu pozycji krzyża, obracając go jednocześnie z wałem pod kątem 60 °. Zgodnie z wynikami pomiaru określa się fluktuacje luzów bocznych i ocenia się jakość zmontowanego koła zębatego. W zależności od modułu i dokładności przekładni dopuszczalna różnica odstępów bocznych wynosi 0,08-0,15 mm.
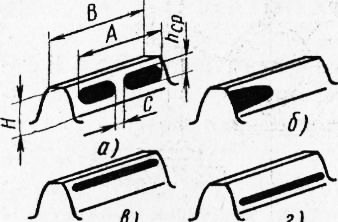
Ryc. 6. Lokalizacja miejsc kontaktu podczas sprawdzania farby:
a - wymiary styków do oceny, b - jednostronny układ punktowy (pochylenie koła na maszynie do cięcia kół zębatych lub przekrzywienie otworów w skrzyni biegów, c - duży prześwit wokół korony (mały lub duży odstęp środkowy), d - niewystarczający prześwit wokół korony (nadmierny lub niewystarczająca grubość zęba jednego lub obu kół)
Nieprawidłowe miejsce styku i nieprawidłowe umiejscowienie na zębach są wynikiem błędów, które wystąpiły podczas obróbki i montażu kół, wałków, skrzyń biegów, łożysk. Na ryc. 6, tusz znajduje się jednostronnie. Przyczyną niewłaściwego punktu styku może być pochylenie koła w maszynie do cięcia kół zębatych lub pochylenie otworów w obudowie przekładni.
Jeśli ząb koła jest wpuszczony z boku końca i nie zmienia się podczas skręcania o 180 °, wówczas oś otworu w obudowie jest przekrzywiona. Ten błąd można wyeliminować, naciskając nową tuleję i wytaczając ją lub ponownie naciskając kołek koła zębatego, jeśli jest on osadzony na palcu.
Na ryc. 6c pokazuje nadmiernie duży prześwit wokół korony. Możliwe powody: Odległość środka w obudowie jest niewystarczająca lub zbyt duża. Wyeliminuj błąd
ponowne dociskanie tulei w obudowie i ponowne ich wiercenie.
Niewystarczający prześwit na obrzeżu pokazano na ryc. 6, g. Możliwe przyczyny małego luzu: nadmierna lub niewystarczająca grubość zęba w jednym lub obu kołach. W takim przypadku wymień koła lub użyj obudowy o innej odległości od środka.