Styczna do głównego obwodu przekładni, która się przecina z w jego zęby i jest normalne dla obu skrajnych ewolucji, zwanych ogólnie normalny.
Odcinuje się przeciwne powierzchnie boczne zębów cylindrycznego koła wzdłuż wspólnej normalnej do tych powierzchni wspólna normalna długość W (Ryc. 2).
Długość zwykłej normy nie zależy od punktów, w których profile zębów normalnie przecinają dwa przeciwne ewolucje. Zmiana długości wspólnej normalnej jest proporcjonalna do zmiany przesunięcia pierwotnego konturu xm narzędzie do zmiany biegów. Ważne jest również, aby kontrolować rozmiar w Nie jest połączony z żadną pomocniczą podstawą do instalacji narzędzia pomiarowego.
Te właściwości ogólnego normalnego pokazują zaletę tego sposobu kontrolowania grubości zęba koła. Wielkość tę można zmierzyć za pomocą suwmiarki, mikrometra, specjalnego ogranicznika.
Długość zwykłej normy do kół walcowych z zewnętrznymi zębami prostymi obliczane według następującego wzoru [2]
gdzie m - moduł, mm; a - profil kątowy oryginalnego konturu, zgodnie ze standardem GOST 13755-81 a = 20 0; z w - liczba zębów w długości wspólnej normy; x- współczynnik offsetu; z - liczba zębów koła, które ma być kontrolowane; inv a - kąt ewolwenty odpowiadający kątowi profilu a, dla uzębionych przekładni zębatych a = tg a - a .
Długość zwykłej normy do kół walcowych z zewnętrznymi uzębieniami skośnymi obliczone według podobnej formuły
gdzie m n - normalny moduł, mm;
 oraz kąt końcowy profilu oryginalnego konturu
oraz kąt końcowy profilu oryginalnego konturu  . Tutaj
- określony przez rysunek koła zębatego kąt pochylenia linii zęba.
. Tutaj
- określony przez rysunek koła zębatego kąt pochylenia linii zęba.
W przypadku koła zębatego w kształcie koła zębatego długość wspólnej zwykłej powierzchni mierzy się przy głównym kącie nachylenia linii zębów b do końca koła i możliwość pomiaru kontroli z wystarczającą szerokością koła koronowego b według warunku
b ³ w sin b ,
gdzie sin b = sin cos.
Liczba zębów w długości wspólnej normy z w dla kół zębatych o prostych zębach musi spełniać warunek
 ,
,
kiedy  ,
,

 ,
,
Tutaj a - kąt profilu w punkcie na obwodzie wierzchołków zębów; l - kąt profilu w punkcie granicznym.
Z małymi współczynnikami offsetowymi ( x 1) w celu ustalenia z w Możesz użyć uproszczonej formuły
zaokrąglanie uzyskanej wartości do najbliższej wartości całkowitej.
1.3. Tolerancje dla wymiarów pomiarowych przekładni czołowych
Powyższe wzory do obliczania nominalnych wymiarów pomiarowych cylindrycznych kół zębatych zapewniają bezluzowe przekładnie zębate w przekładniach. W prawdziwych biegach musi być zagwarantowane prześwit boczny w celu wyeliminowania zakleszczania się zębów podczas pracy pod obciążeniem w wyniku odkształceń temperatury części przekładni, a także umieszczenia warstwy smaru na profilach roboczych zębów. Boczny luz w siatce jest również potrzebny, aby skompensować błędy w produkcji i montażu przekładni. Decyduje o tym głównie wielkość centrum odległości a w transmisja i grubość s zęby zębate.
Norma dla przekładni cylindrycznych z przekładnią ewolwentową (GOST 1643-81) ma osiem typów tolerancji dla prześwitu bocznego: h, d, c, b, a, z, y, x (oznaczenia tolerancji są uporządkowane według rosnącej tolerancji). Przyjęta kwota gwarantowanego odprawy bocznej jest podstawą do wyznaczenia typ wiązania koła zębate. Ten sam standard przewiduje sześć rodzajów koniugacji: H- zerowy prześwit, E - mała luka, C i D - zmniejszony prześwit, B - normalny prześwit A - zwiększony luz. Gatunki godowe H, E i Dzięki wymagają wysokiej precyzji wytwarzania zębów przekładni. Stosowane są one w przekładniach zębatych zwrotnych o wysokich wymaganiach dotyczących dokładności kinematycznej przekładni, a także w obecności drgań skrętnych wałów przenoszących. Najczęściej średnio inżynieria mechaniczna używa transferów z typem interfejsu In i Dzięki. W przypadku braku szczególnych wymagań dotyczących kół zębatych stosuje się pewien rodzaj tolerancji luzu bocznego dla każdego typu krycia, oznaczony małą literą podobną do litery typu krycia (na przykład A- a, In - w, Dzięki - z itp.)
Pole tolerancji wielkości pomiarowej koła zębatego jest zawsze kierowane do korpusu zęba, dlatego maksymalne odchyłki wielkości pomiaru (górna i dolna) zawsze mają wartości ujemne [1].
n1.doc
Ministerstwo Edukacji Federacji Rosyjskiej
UROCZYSTOŚĆ W STANIE UFIM
UNIWERSYTET TECHNICZNY
WSKAZANIA METODYCZNE
i podstawy projektowania
Ufa 2004
Ministerstwo Edukacji Federacji Rosyjskiej
UROCZYSTOŚĆ W STANIE UFIM
UNIWERSYTET TECHNICZNY
Katedra podstaw projektowania mechanizmów i maszyn
POMIAR WYMIARY KOŁA ZĘBATEGO
WSKAZANIA METODYCZNE
Do projektowania kursów części maszyn
I podstawy projektowania
Ufa 2004
Opracowane przez: О.F. Marigold
UDC 621,833 (07)
BBK 34.445 (97)
Pomiar wymiarów kół zębatych: Wytyczne metodyczne dotyczące projektowania kursu na częściach maszyn i podstawach projektowania / Ufimsk. stan Lotnictwo tech. un-t; Comp. O.F. Marigold. - Ufa, 2003. - 17 str.
Szczególną uwagę zwraca się na rozważenie najczęstszych sposobów kontrolowania grubości zębów przy wytwarzaniu kół walcowych i stożkowych. W dotychczasowym postępowaniu metodologicznym zagadnienie to rozpatruje się tylko w aspekcie ogólnym, a obliczanie wymiarów pomiarowych, które kontrolują grubość zębów, z uwzględnieniem pól tolerancji, wymaga pewnej znacznej ilości czasu podczas pracy z książkami referencyjnymi dla projektantów i konstruktorów maszyn.
Zaprojektowany dla studentów specjalności mechanicznych w szkołach technicznych.
Il 2. Bibliogr.: 5 tytułów.
Recenzenci: Cand. tech. Sciences, Assoc. Guriev B.I.
Doc. tech. nauki, prof. Schuster L.Sh.
© Ufa State
Aviation Technical University, 2004
1. Pomiar wymiarów czołowych kół zębatych 4
1.1. Stały akord 4
1.2. Typowa normalna długość 5
1.3. Tolerancje dla wymiarów pomiarowych przekładni czołowych 7
2. Cechy obliczania wymiarów pomiarowych zębów stożkowych z uzębieniem czołowym 12
2.1. Zewnętrzny stały akord 13
2.2. Maksymalne odchylenia zewnętrznego akordu stałego 14
Piśmiennictwo 16
1. Mierzenie wymiarów przekładni czołowych
Przy wytwarzaniu kół zębatych konieczne jest kontrolowanie względnego położenia przeciwnego (prawego i lewego) profilu zęba, który jest określony przez grubość zęba. s i zależy od czynnika odchylenia x. Ta ostatnia jest wybierana przez projektanta w celu uzyskania wymaganych wskaźników jakości transmisji. Jednak bezpośrednia kontrola wielkości współczynnika obciążenia jest trudna, więc jest kontrolowana pośrednio, w pewnym dogodnym rozmiarze do pomiaru, w zależności od x. Tak więc Jq rozmiar jest wywoływany mierzenie.
1.1. Stały akord
W praktyce przy produkcji cylindrycznych kół z zębami zewnętrznymi jest powszechna i odpowiednia kontrola stały akord, ponieważ jego wielkość nie zależy od liczby zębów i kąta nachylenia linii zęba, a obliczone formuły kół zębatych zębatych i śrubowych są takie same. Wadą tego sposobu pomiaru jest zastosowanie końcówki zęba koła jako podstawy.
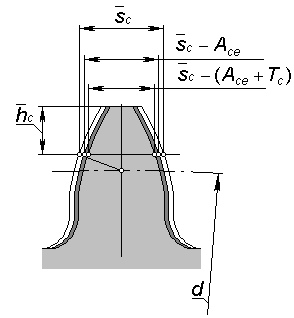
Na rys. 1 segment łączący dwa punkty o przeciwnych profilach zębów należących do jednego koncentrycznego okręgu i normalnych do nich wyciągniętych z jednego punktu koła podziałowego nazywa się stały akord .
Wartość stałego akordu obliczana jest ze stosunku  ,
,
gdzie m - moduł, mm; jest kątem profilu oryginalnego obwodu, wykonanym zgodnie z GOST 13755-81 = 20 0.
Wysokość od wierzchołka zęba koła do stałego akordu
,
tutaj d a - średnica koła wierzchołków zębów, mm; d– .
Ryc. 1
Aby zmierzyć rozmiar i  potrzebny jest styczny wskaźnik zębów lub specjalny szablon, którego powierzchnie pomiarowe dotykają powierzchni profili zębów.
potrzebny jest styczny wskaźnik zębów lub specjalny szablon, którego powierzchnie pomiarowe dotykają powierzchni profili zębów.
1.2. Powszechna normalna długość
Styczna do głównego obwodu przekładni, która się przecina z w jego zęby i jest normalny dla obu ekstremalnych ewolucji, nazywany ogólnie normalny.
Odcinuje się przeciwne powierzchnie boczne zębów cylindrycznego koła wzdłuż wspólnej normalnej do tych powierzchni wspólna normalna długość W (Ryc. 2).
Długość zwykłej normy nie zależy od punktów, w których profile zębów normalnie przecinają dwa przeciwne ewolucje. Zmiana długości wspólnej normalnej jest proporcjonalna do zmiany przesunięcia pierwotnego konturu. xm narzędzie do zmiany biegów. Ważne jest również, aby kontrolować rozmiar w Nie jest połączony z żadną pomocniczą podstawą do instalacji narzędzia pomiarowego.
Te właściwości ogólnego normalnego pokazują zaletę tego sposobu kontrolowania grubości zęba koła. Wielkość tę można zmierzyć za pomocą suwmiarki, mikrometra, specjalnego ogranicznika. 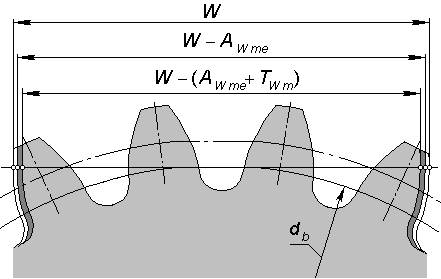
Ryc. 2
Długość zwykłej normy do kół walcowych z zewnętrznymi zębami prostymi obliczane według następującego wzoru [2]
,
gdzie m - moduł, mm; a - profil kątowy oryginalnego konturu, zgodnie ze standardem GOST 13755-81 a = 20 0; z w - liczba zębów w długości wspólnej normy; x- współczynnik offsetu; z - liczba zębów koła, które ma być kontrolowane; inv a - kąt ewolwenty odpowiadający kątowi profilu a, dla uzębionych przekładni zębatych
a =
tg
a -
a .
Długość zwykłej normy do kół walcowych z zewnętrznymi uzębieniami skośnymi obliczone według podobnej formuły
,
gdzie m n - normalny moduł, mm;
 oraz kąt końcowy profilu oryginalnego konturu
oraz kąt końcowy profilu oryginalnego konturu  . Tutaj
- określony przez rysunek koła zębatego kąt pochylenia linii zęba.
. Tutaj
- określony przez rysunek koła zębatego kąt pochylenia linii zęba.
W przypadku koła zębatego w kształcie koła zębatego długość wspólnej zwykłej powierzchni mierzy się przy głównym kącie nachylenia linii zębów b do końca koła i możliwość pomiaru kontroli z wystarczającą szerokością koła koronowego b według warunku
b і w sin b ,
gdzie sin b = sin cos.
Liczba zębów w długości wspólnej normy z w dla kół zębatych o prostych zębach musi spełniać warunek  ,
,
kiedy  ,
,  ,
,
Tutaj a - kąt profilu w punkcie na obwodzie wierzchołków zębów; l - kąt profilu w punkcie granicznym.
Z małymi współczynnikami offsetowymi ( x 1) w celu ustalenia z w Możesz użyć uproszczonej formuły 
zaokrąglanie uzyskanej wartości do najbliższej wartości całkowitej.
1.3. Tolerancje dla wymiarów pomiarowych przekładni czołowych
Powyższe formuły obliczania nominalnych wymiarów pomiarowych kół czołowych gwarantują luzowanie biegów w przekładniach bezluzowych. W prawdziwych biegach musi być zagwarantowane prześwit boczny w celu wyeliminowania zakleszczania się zębów podczas pracy pod obciążeniem w wyniku odkształceń temperatury części przekładni, a także umieszczenia warstwy smaru na profilach roboczych zębów. Boczny luz w siatce jest również potrzebny, aby skompensować błędy w produkcji i montażu przekładni. Decyduje o tym głównie wielkość centrum odległości a w transmisja i grubość s zęby zębate.
Norma dla przekładni cylindrycznych z przekładnią ewolwentową (GOST 1643-81) ma osiem typów tolerancji dla prześwitu bocznego: h, d, c, b, a, z, y, x (oznaczenia tolerancji są uporządkowane według rosnącej tolerancji). Przyjęta kwota gwarantowanego odprawy bocznej jest podstawą do wyznaczenia typ wiązania koła zębate. Ten sam standard przewiduje sześć rodzajów koniugacji: H- zerowy prześwit, E - mała luka, C i D - zmniejszony prześwit, B - normalny prześwit A - zwiększony luz. Gatunki godowe H, E i Dzięki wymagają wysokiej precyzji wytwarzania zębów przekładni. Stosowane są one w przekładniach zębatych zwrotnych o wysokich wymaganiach dotyczących dokładności kinematycznej przekładni, a także w obecności drgań skrętnych wałów przenoszących. Najczęściej średnio inżynieria mechaniczna używa transferów z typem interfejsu In i Dzięki. W przypadku braku szczególnych wymagań dotyczących kół zębatych stosuje się pewien rodzaj tolerancji luzu bocznego dla każdego typu krycia, oznaczony małą literą podobną do litery typu krycia (na przykład A- a, In - w, Dzięki - z itp.)
Pole tolerancji wielkości pomiarowej koła zębatego jest zawsze kierowane do korpusu zęba, dlatego maksymalne odchyłki wielkości pomiaru (górna i dolna) zawsze mają wartości ujemne [1].
1.3.1. Maksymalne odchylenia stałego zęba zęba. Obliczanie wartości maksymalne odchylenia wielkość stałego akordu jest wykonywana w następującej kolejności:
- wyznaczyć (lub wziąć na siebie siłę roboczą) średnicę tolerancji wierzchołków zębów Ad a według zalecenia: z dokładnością do 7 - h10, z dokładnością do 8 - h11, z dokładnością do 9 - h12;F r ;
Zgodnie z tabelą. 2 określić najmniejsze (górne) odchylenie grubości zęba A se ;
Zgodnie z tabelą. 3 określić tolerancję grubości zęba T z ;
Następnie obliczyć największe (niższe) odchylenie grubości zęba ( A se + T z);
W zespole kontrolnym tabeli parametrów koła koronowego zapisuje się wartość wielkości stałej grubości cięciwy 
Tabela 1
| F r um |
|||||
| Stopień dokładności | Moduł mmm | Średnica koła podziałowego, mm |
|||
| St. 12 do 50 | Ponad 50 do 125 | Ponad 125 do 280 | St 280 do 560 |
||
| 7 | 1 do 2 St 2 do 3.55 Ponad 3,55 do 6 Od 6 do 10 | 30 | 38 | 48 | 63 |
| 8 | 1 do 2 St 2 do 3.55 Ponad 3,55 do 6 Od 6 do 10 | 38 | 48 | 60 | 75 |
| 9 | 1 do 2 St 2 do 3.55 Ponad 3,55 do 6 Od 6 do 10 | 48 | 60 | 75 | 95 |
Tabela 2
| Typ koniugacji | | Średnica koła podziałowego, mm |
|||||
| Do 80 | Ponad 80 do 125 | Od 125 do 180 | Wysoka 180 do 250 | Ponad 250 do 315 | Su 315 do 400 |
||
| Odchylenie A se um |
|||||||
| D | 7 | 38 | 45 | 50 | 60 | 65 | 70 |
| 8 | 40 | 48 | 55 | 63 | 70 | 80 |
|
| C | 7 | 60 | 70 | 80 | 90 | 100 | 110 |
| 8 | 65 | 75 | 85 | 100 | 120 | 125 |
|
| 9 | 70 | 80 | 95 | 110 | 125 | 130 |
|
| B | 7 | 95 | 110 | 125 | 150 | 170 | 180 |
| 8 | 100 | 125 | 140 | 160 | 180 | 200 |
|
| 9 | 120 | 130 | 150 | 170 | 200 | 220 |
|
Tabela 3
| Tolerancja, promieniowe bicie koła koronowego F z um | Rodzaj współpracujących zębów |
||||
| H, E | D | C | B | A |
|
| Rodzaj tolerancji dla prześwitu bocznego |
|||||
| h | d | c | b | a |
|
| Tolerancja T z um |
|||||
| Od 25 do 32 | 38 | 48 | 60 | 75 | 95 |
| Świętych 32 do 40 | 42 | 55 | 70 | 85 | 110 |
| St 40 do 50 | 50 | 65 | 80 | 110 | 130 |
| St 50 do 60 | 60 | 75 | 95 | 120 | 150 |
| St 60 do 80 | 70 | 90 | 110 | 130 | 180 |
| Od 80 do 100 | 90 | 110 | 140 | 170 | 220 |
| Ponad 100 do 125 | 110 | 130 | 170 | 200 | 260 |
| Uwaga Jeśli zaakceptowany typ tolerancji luzu bocznego nie pasuje do typu sprzężenia (na przykład In - a), a następnie tolerancje T z wybierz w zależności od typu luzu po stronie tolerancji. |
|||||
Graniczne odchylenie długości zwykłej normy . Maksymalne odchylenia całkowitej długości normalnej są obliczane w następującej kolejności:
 .
.Zgodnie z tabelą. 1 określić tolerancję bicia promieniowego koła koronowego F r ;
Zgodnie z tabelą. 4 określić najmniejsze odchylenie średniej długości zwykłej normy A W ja (term Ja) ;
Zgodnie z tabelą. 5 określić najmniejsze odchylenie A W ja (term II);
Oblicz wartość najmniejszego (górnego) odchylenia średniej długości zwykłej normy A Wme jako suma wartości terminów Ja i II;
Zgodnie z tabelą. 6 określają tolerancję dla średniej długości całkowitej normy T W m , w zależności od tolerancji bicia promieniowego koła koronowego F r (patrz tab. 1);
Oblicz niższe odchylenie długości wspólnej normy jako sumę wartości odchylenia górnego i pola tolerancji dla długości zwykłej normy ( A W ja + T W m);
W tabeli parametrów koła zębatego w zębatkach odciążyć rozmiar  .
.
Tabela 4
| Wyświetl krycia zębów | Średnica kół koła podziałowego, mm |
||||||||||||
| Stopień dokładności zgodnie z normami gładkości | St. 12 do 20 | Od 20 do 32 | Wysokie 32 do 50 | St 50 do 80 | Ponad 80 do 125 | Od 125 do 180 | Wysoka 180 do 250 | Ponad 250 do 315 | Od 315 do 400 |
||||
| Najmniejsze odchylenie A W ja (pojęcie I), mkm |
|||||||||||||
| Dzięki | 3 – 6 | 50 | 50 | 50 | 50 | 60 | 70 | 80 | 90 | 95 |
|||
| In | 3 – 6 | 80 | 80 | 80 | 80 | 95 | 110 | 125 | 140 | 160 |
|||
| A | 3 – 6 | 130 | 130 | 130 | 130 | 150 | 170 | 200 | 220 | 240 |
|||
Tabela 5
Tabela 6
| Tolerancja średniej długości całkowitej normalnej T W m |
||||||||
| Wyświetl krycie usuwanie zębów | Rodzaj tolerancji dla prześwitu bocznego | Tolerancje dla bicia promieniowego koła koronowego F r um |
||||||
| Od 25 do 32 | Świętych 32 do 40 | St 40 do 50 | St 50 do 60 | St 60 do 80 | Od 80 do 100 | Ponad 100 do 125 |
||
| Tolerancje T Wm |
||||||||
| H, E | h | 22 | 24 | 26 | 28 | 32 | 38 | 45 |
| D | d | 30 | 34 | 38 | 42 | 50 | 60 | 70 |
| C | c | 42 | 48 | 56 | 63 | 75 | 90 | 105 |
| B | b | 56 | 63 | 70 | 85 | 100 | 120 | 140 |
| A | a | 71 | 85 | 100 | 120 | 140 | 160 | 190 |
| - | z | 95 | 110 | 125 | 140 | 170 | 200 | 250 |
| - | y | 125 | 150 | 170 | 190 | 210 | 260 | 320 |
| - | x | 150 | 170 | 200 | 220 | 280 | 340 | 420 |
2. Cechy obliczania wymiarów pomiarowych zębatych zębatek stożkowych
Względne położenie przeciwnego (prawego i lewego) profilu zębów koła stożkowego określa grubość zęba na zewnętrznym (dodatkowym) stożku koła, który zależy od stosunku przesunięcia x e i współczynnik zmiany obliczonej grubości zęba x .
Współczynniki przesunięcia dla kół zębatych stożkowych mają istotny wpływ na wskaźniki geometrii i jakości kół zębatych (na wytrzymałość styku i zginania zębów, ich odporność na zużycie itp.). Wybór racjonalnych współczynników wyporności dla przekładni stożkowych jest jednym z ważnych etapów projektowania przekładni. Najskuteczniejsze jest wytwarzanie za pomocą układów blokujących [4].
W praktyce w przekładniach stożkowych o przełożeniu u1 bieg należy wykonywać z dodatnim odchyleniem x e 1, zgodnie z tabelą. 7 i koło o wartości równej ujemnej ( x e 2 = - x e 1).
Dla kół zębatych, które mają u i z 1 różni się od tych w tabeli. 7, współczynniki przesunięcia są zaokrąglane w górę.
Tabela 7
| Liczba zębów przekładni z 1 | Współczynnik przesunięcia x e 1 z przełożeniem u |
|||||||||
| 1 | 1,12 | 1,25 | 1,4 | 1,6 | 1,8 | 2 | 2,5 | 3,15 | 4 |
|
| 12 | - | - | - | - | - | - | - | 0,50 | 0,53 | 0,56 |
Ustawiając narzędzia do cięcia zębów na maszynie, można zmienić grubość zęba tarczy, niezależnie od jej przesunięcia ( x e ma) w stosunku do obliczonego. Ta metoda jest stosowana głównie dla zerowych biegów: poprzez osłabienie bardziej wytrzymałego zęba, możliwe jest wzmocnienie mniej wytrzymałego zęba, a tym samym zwiększenie nośności przekładni jako całości. Ta metoda eliminuje nadmierne wyostrzanie zęba jednego z kół przekładni.
Aby wybrać współczynnik zmiany obliczonej grubości zęba, zaleca się [5] zastosowanie empirycznej formuły
Bezpośredni pomiar grubości zęba koła skośnego lub współczynników x i x trudne, łatwiejsze w użyciu do tego celu dowolnie mierzone wymiary i pośrednio sprawdzają grubość zęba. Taka wielkość pomiarowa dla ostrogowych kół stożkowych jest wielkością stałego cięciwy, mierzoną przez styczny wskaźnik zębów lub specjalny wspornik (szablon) na zewnętrznym końcu zęba (na dodatkowym stożku).
2.2. Maksymalne odchylenia zewnętrznego stałego akordu
Obliczanie maksymalnych odchyleń wielkości stałego cięciwy zęba wykonuje się w następującej kolejności:
Obliczyć (lub pobrać z tabeli parametrów koła) średnią średnicę podziałową  ;
;
- obliczyć najmniejsze odchylenie stałego pasma zęba  w środkowej części zęba jako iloczyn dwóch czynników: najmniejszego odchylenia od stopnia dokładności 7- H (Tabela 8) i współczynnik korekcji Do 1 (Tabela 9) dla rzeczywistego stopnia dokładności monitorowanego koła;
w środkowej części zęba jako iloczyn dwóch czynników: najmniejszego odchylenia od stopnia dokładności 7- H (Tabela 8) i współczynnik korekcji Do 1 (Tabela 9) dla rzeczywistego stopnia dokładności monitorowanego koła;
Tabela 8
| Średni moduł m m mm | Średnia średnica podziałowa d m mm |
||||||||||
| Do 125 | Powyżej 125 do 400 | Ponad 400 |
|||||||||
| Kąt stożka nachylenia ?, grad |
|||||||||||
| Do 20 | Ponad 20 do 45 | St. 45 | Do 20 | Ponad 20 do 45 | St. 45 | Do 20 | Ponad 20 do 45 | St. 45 |
|||
| Najmniejsze odchylenie E sc dla klasy 7 - H |
|||||||||||
| 1 do 3.5 Powyżej 3,5 do 6,3 St 6.3 do 10 | 20 | 20 | 22 | 28 | 32 | 30 | 36 | 50 | 45 |
||
Tabela 9
| Stopień dokładności zgodnie z normami gładkości | Rodzaj wiązek zębów |
|||||
| H | E | D | C | B | A |
|
| Współczynnik Do 1 |
||||||
| 7 | 1 | 1,6 | 2 | 2,7 | 3,8 | 5,5 |
| 8 | - | - | 2,2 | 3 | 4,2 | 6 |
| 9 | - | - | - | 3,2 | 4,6 | 6,6 |
Podczas pomiaru grubości zębów na zewnętrznym końcu przekładni, najmniejsze (górne) odchylenie średniej stałej stałej zęba  obliczane według wzoru
obliczane według wzoru  ,
,
gdzie R e i R m - odpowiednio, zewnętrzną i średnią stożkową odległość narzędzia;
Zgodnie z tabelą. 10 określić tolerancję bicia uzębionego pierścienia koła stożkowego F r ;
Zgodnie z tabelą. 11 określić tolerancję dla przeciętnego stałego zęba  ;
;
Oblicz największe (niższe) odchylenie średniej stałej długości cięciwy zęba ( ![]() );
);
Tabela 10
| Stopień dokładności | Moduł Middle District m m mm | Średnia średnica podziałowa d m mm |
||
| Do 125 | Powyżej 125 do 400 | Ponad 400 do 800 |
||
| Pokonaj tolerancję F r um |
||||
| 7 | 1 do 3.5 Powyżej 3,5 do 6,3 St 6.3 do 10 | 36 | 53 | 63 |
| 8 | 1 do 3.5 Powyżej 3,5 do 6,3 St 6.3 do 10 | 45 | 63 | 80 |
| 9 | 1 do 3.5 Powyżej 3,5 do 6,3 St 6.3 do 10 | 56 | 80 | 100 |
Tabela 11
| Rodzaj tolerancji dla prześwitu bocznego | Tolerancja bicia zębów F r um |
|||||
| St. 32 do 40 | St. 40 do 50 | Ponad 50 do 60 | Ponad 60 do 80 | Ponad 80 do 100 | Ponad 100 do 125 |
|
| Tolerancja  um um |
||||||
| h a | 42 | 50 | 60 | 70 | 90 | 110 |
W tabeli parametrów obręczy koła zębatego na rysunku przekładni zębatej napisz wielkość stałej cięciwy zęba w formie  .
.
Referencje
Tolerancje i lądowania. Podręcznik. Za 2 godziny, część 2 / Ed. V.D. Myagkov. 5. wydanie, Pererab. i dodaj. - L.: Mechanical Engineering, 1978. - str. 545 - 1032.
Podręcznik obliczania geometrycznego przekładni ewolwentowej i przekładni ślimakowych / Ed. I.A. Bolotovsky. - 2nd ed., Pererab. i dodaj. - M .: Mashinostroenie, 1986. - 448 pkt.
Tarabasov N. D., Uchaev P.N. Projektowanie części i komponentów konstrukcji maszynowych: Podręcznik. - M .: Mashinostroenie, 1983. - 239 str.
Koła zębate stożkowe: podręcznik / I.A. Bolotovsky, B.I. Guriev, V.E. Smirnov, B.I. Shenderey. - M .: Mashinostroenie, 1981. - 104 str.
Przekładnie są zębate, stożkowe z zębami bezpośrednimi. Obliczanie geometrii. GOST 19624-74.
POMIAR WYMIARY KOŁA ZĘBATEGO
WSKAZANIA METODYCZNE
Do projektowania kursów części maszyn
I podstawy projektowania
Redaktor Sokolova O.A.
Podpisano w druku 12/05/2004. Formatuj 60x84 1/16
Papier offsetowy. Druk jest płaski. Headset Times New Roman Cyr.
Cond. Pecs l Cond. cr. - od Uch. - wyd. L.
Kopie w obiegu. Nr zamówienia
Zespół wydawniczy i wydawniczy USATU
450000, Ufa Center, ul. K. Marks, 12
Dwa rodzaje kontroli są szeroko stosowane w praktyce w celu sprawdzenia jakości wykonania powierzchni zębów ewolwentowych kół cylindrycznych: pomiaru wielkości rolek (kulek) i pomiaru długości całkowitej normalnej.
Ponieważ często wystarczy mieć tylko zacisk, aby zmierzyć długość zwykłej normy, ta metoda kontrolowania grubości zębów jest praktycznie tańsza i jest szeroko stosowana, zwłaszcza w przypadku pojedynczej (naprawczej) produkcji przekładni czołowych o niskim stopniu dokładności. Należy zauważyć wystarczająco wysoką dokładność tej metody kontroli ze względu na bezpośrednią metodę pomiaru części w przeciwieństwie do pomiaru wielkości rolek, które dzięki swoim tolerancjom wprowadzają dodatkowy błąd. Długość zwykłej normy odnosi się do parametrów charakteryzujących szybkość bocznego luzu w przekładni.
Rozważ zewnętrzne uzbrojenie. Obliczenia są regulowane przez GOST 16532-70. Pomiary są wykonywane w płaszczyźnie normalnej (prostopadłej) powierzchni zębów. W przypadku przekładni śrubowych (szczególnie przy dużych kątach nachylenia) po obliczeniach należy upewnić się, że szerokość obręczy koła jest "wystarczająca" do przeprowadzenia pomiaru.
Aby uprościć obliczenia w Internecie, na stronie www.al-vo.ru został znaleziony program ułożony w formie tabeli MS Excel, który pozwala szybko znaleźć długość zwykłej zwykłej przekładni cylindrycznej, w tym przekładni śrubowych z przesunięciem.
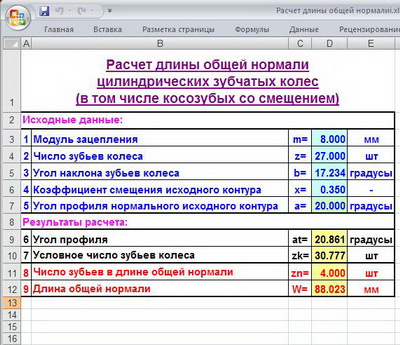
Ten program jest wygodny, ponieważ pozwala szybko "w terenie", jeśli masz smartfona lub tablet, aby sprawdzić dokładność rzeczywistych pomiarów istniejącego sprzętu, w tym ewentualnej obecności lub nieobecności przemieszczeń.
Jeśli pracujesz z KOMPAS-3Dnastępnie podczas obliczania w bibliotece "Wały i przekładnie mechaniczne 2D" automatycznie uzyskuje się wyniki obliczeń i długość normalnej normy.
Po zakończeniu obliczeń należy wziąć zacisk, zmierzyć długość zwykłej liczby zębów (kilka razy i różne grupy) i uzyskać wartość z tarczy jakości cięcia równą obliczonej.
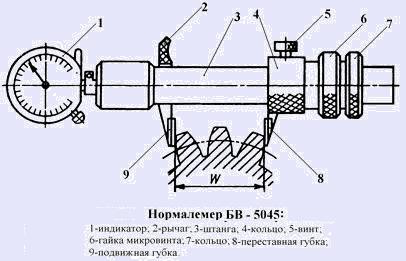
Ze względu na sprawiedliwość należy wspomnieć, że istnieje specjalne narzędzie do pomiaru długości zwykłej normy - normalnego miernika. Normalizator jest wykonywany na podstawie suwmiarki lub mikrometru, zapewniając tym ostatnim specjalną wygodę do wykonywania pomiarów za pomocą gąbek i wskaźnika zegarowego.
Tolerancje kół zębatych są regulowane przez GOST 1643-81. Uwzględniając długości całkowitej normy, przyznaje się tolerancje w zależności od rodzaju sprzężenia i normy szczeliny bocznej.
P.S. W podręcznikach bibliograficznych iw GOST obliczenia są pisane w taki sposób, że "dwa dni z piwem trzeba zrozumieć", przeskakując "od stołu do stołu". Najwyraźniej w takich przypadkach autorzy zawsze robili to, aby dać sobie "najwyższą wagę i znaczenie" ... A zwykli studenci i inżynierowie muszą być "zastraszeni" obfitością przejść z jednej strony na drugą, tak aby w czwartym lub piątym przejściu do nowego stołu lub wykresu zapomnieli o tym. robią. Jeśli na końcu wszystkiego, aby dodać coś absolutnie strasznego - na przykład ewolwenta (to nie euro lub dolary, ale taka funkcja), wszystko będzie gotowe. Otrzymamy jeden lub dwa ledwie zrozumiałe narzędzia na setkę inżynierów mechaników! A jeśli wkroczysz w dziką stronniczość konturu, aby uzyskać pewne zmiany mocy lub jakości, dowiedz się, co w Niemczech i Japonii najpierw rozważ i zoptymalizuj transfer, a następnie przygotuj na to narzędzie ... I wciąż rozważamy wszystko pod znormalizowanym narzędziem - α = 20 ° .