În fig. 9.1, a arată două role cilindrice care se rostogolesc una peste alta fără a aluneca. Le numim cilindrii inițiali (în proiecția lor, cercurile inițiale) și transformăm rolele în angrenaje, tăind cavități pe ele în acest scop și crescând proeminențe (Fig. 9.6), care formează împreună dinții unui anumit profil. în mod evident, stare necesară posibilități de operare de transmisie - egalitatea pașilor circumferențiali măsurați de-a lungul arcurilor cercurilor inițiale.
Partile laterale ale profilului dintelui (una sau ambele părți lucrează) pot fi conturate prin involuare (care este cel mai adesea utilizat, fig. 9.7, a), de o curbă ciclică formată din cercurile de rulare O1 și O2 de-a lungul cercurilor inițiale (Fig. 9.7.6), de-a lungul arcurilor cercurilor (în transmisia lui Novikov, fig. 9.7, c).
În procesul de logodnă, normalul atras de curbe în punctul de tangență trece întotdeauna prin polul de angajare R.
Locul geometric al punctelor de tangență în rețeaua involuată este o linie dreaptă care alcătuiește un unghi de 20 ° cu un set perpendicular în P până la O1O2 (toate normele coincid). Segmentul l al acestei linii drepte este lungimea de angajare (Fig. 9.8); în angrenaj cicloidal, curbă AB; în angrenaje circulare, una sau două linii drepte AB și CD.
Ulterior, sunt avute în vedere angrenajele cilindrice cu cuplare involuată.
Fie z1 și z2 numărul de dinți ai roților (în cazul particular z1 \u003d z2). Stabilim relația dintre pasul circumferențial (amintim că acestea sunt egale pentru ambele roți (vezi Fig. 9.6)), numărul de dinți și diametrul cercului inițial.
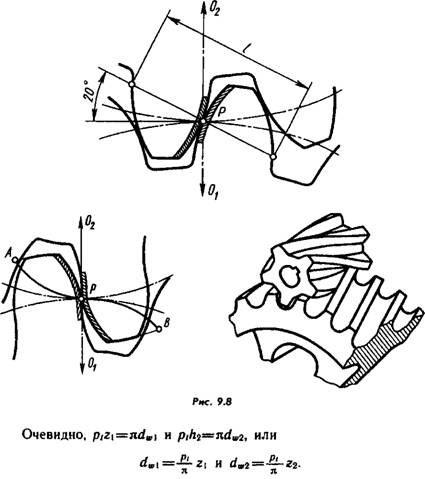
Pentru a exclude numărul de incomensurabile pi din formule, valoarea pt este aleasă astfel încât să fie un multiplu de pi, de exemplu, 0,5pi; pi; 2pi, etc. Multiplicitatea (în mm) se numește modul district roata de transmisie și denotați mt. (Conform GOST 16530-83, modulul este o cantitate liniară pi mai mică decât etapa circumferențială; mt \u003d pt / pi). Acum formulele de mai sus pot fi rescrise astfel: dw1 \u003d mt * z1 și dw2 \u003d mt * z2.
De când u roți de transmisiecare sunt ochiuri, treptele circumferențiale sunt egale, apoi, modulele lor sunt egale.
Din formula mt \u003d dw / z urmează o altă definiție a modulului - acesta este numărul de milimetri ai diametrului inițial (împărțit) pe dinte.
Modulul este principalul parametru de proiectare a transmisiei angrenajului. Valorile sale (0,05 ... 100 mm) în timpul proiectării sunt selectate din GOST 9563-60 * (ST SEV 310-76). Iată un extras din acest standard pentru cele mai frecvente valori ale modulului în practica educațională: modulul 1 - 1 rând; 1,25; 2; 2.5; 3; 4; 5; 6; 8; 10; 12; 16; 20; Al doilea rând - 1.125; 1375; 1,75; 2,25; 2,75; 3.5; 4.5; 5.5; 7.0; 11; 14; 18. Sunt preferate valorile din primul rând.
Roțile cu un modul mai mic decât unul sunt numite modulul mic.
Cilindrii inițiali (acum imaginari) sunt separați în dinții capului de picioare (Fig. 9.9). Să descriem suprafețele cilindrice concentrice prin partea inferioară a jgheaburilor și vârfurile capetelor. Proiecțiile lor sunt circumferințele proeminențelor (da) și depresiunile (d1). (În viitor, abonamentele „1” și „2” vor fi marcate doar dacă este necesar.)
![]()
Înălțimea capului este de obicei egală cu modulul, iar picioarele - 1,25 modul. Prin urmare,
da \u003d dw + 2mt \u003d mt * z + 2mt \u003d mt (z + 2); dt \u003d mt (z-2,5).
Pentru a crește rezistența și a reduce uzura, dinții sunt supuși unei corecții: înălțimea capului roții mai mici este crescută din cauza picioarelor și roată mai mare - reduce, iar cercurile inițiale nu vor mai fi divizate, ca în Fig. 9.6. Fiecare roată va avea propriul său cerc de divizare d, care nu coincide cu cel inițial (Fig. 9.10).

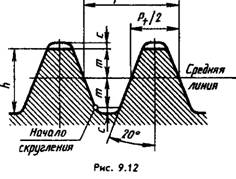
Corecția se efectuează prin mutarea unui instrument de tăiere a angrenajului - un suport (Fig. 9.11), al cărui dinți au așa-numitul contur inițial normal, stabilit de GOST 13755-81 pentru angrenaje cilindrice (Fig. 9.12), cu valoarea m * x, unde x este coeficientul de deplasare al conturului inițial (coeficient de corecție). Astfel, cercul de divizare este cercul pe care pasul și unghiul de angajare sunt egale cu pasul și unghiul de cuplare al suportului principal.
Cercul de înclinare este baza principală pentru determinarea elementelor dinților și dimensiunile acestora.
Aici, modulul m este, de asemenea, raportul dintre pasul circumferențial, măsurat de-a lungul arcului cercului de pas, la pi. Prin urmare, d \u003d mz este formula de bază de calcul pentru o angrenaj cilindric.
În roțile necorectate, cercul de pas coincide cu inițialul (x \u003d 0), ca în Fig. 9.6 și 9.9. Rotile pentru care z1 \u003d z2 nu se corectează.
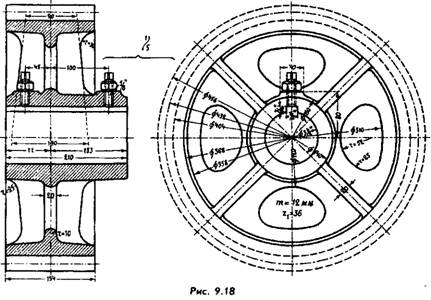
Pe desenul de lucru al roții, conform GOST 2.403-75 * (ST SEV 859-78) în placa de parametri plasată în colțul din dreapta sus al desenului (Fig. 9.13), indicați modulul, numărul dinților, numărul standard pentru conturul inițial normal, coeficientul de deplasare și gradul de precizie în conformitate cu GOST 1643-81, de exemplu 7-Н GOST 1643-81, unde 7 este al șaptelea grad de precizie (total 1 ... 12 în ordine descrescătoare), N este tipul de interfață (cu clearance lateral zero).
În a doua și a treia parte a tabelului (acestea sunt separate de principal
linii) pun date pentru control (vezi GOST 2.403-75) și, respectiv, referință.

Pe desenele de antrenament puneți de obicei datele marcate în Fig. 9.13 cadru dublu condiționat, luând roata necorelată (x \u003d 0) sau chiar indică doar valorile lui m, z, d.
Pe secțiunea frontală indicați numai diametrul exterior roți. Rugozitatea suprafețelor laterale ale dinților se aplică pe linia suprafeței divizante. Dintii din sectiunile axiale, in toate cazurile, lasa neschimbate.
În desenul roții elicoidale, după coloana „Numărul de dinți”, se adaugă două coloane pentru a indica unghiul de înclinare a dinților și direcția lor este dreaptă (Fig. 9.14) sau stânga; pentru roțile chevron, se adaugă o altă coloană cu inscripția „Chevron”.

După cum se poate observa din fig. 9.14, la angrenajul elicoidal, pasul final se distinge de pasul normal din plan perpendicular pe direcția dinților. În consecință, modulele finale și normale sunt distinse.

Deoarece angrenajele elicoidale sunt realizate cu aceeași unealtă modulară ca și angrenajele de viraj (vezi Fig. 9.17), modulul m este indicat pe desenul său de lucru în tabelul de parametri (mn este întotdeauna egal cu m).
Pe desenul sectorului (Fig. 9.15) din coloana „Numărul de dinți” se indică numărul lor pe cercul complet (120 în acest exemplu), iar după coloana „Diametrul împărțirii” se adaugă coloana „Numărul de dinți al sectorului” (17 în acest exemplu).
În desenele de montaj (fig. 9.16, a-d) pe planurile perpendiculare pe axele angrenajelor, circumferințele proeminențelor sunt prezentate de liniile principale (fără goluri în zona de angajare): cele inițiale sunt linii subțiri punctate (ar trebui să se atingă reciproc), golurile sunt solide subțiri ( nu le poți arăta). Cercurile de pas ale roților nu sunt aplicate.
Pe tăietură, dintele uneia dintre roți (de preferință cel principal) este prezentat în fața dintelui urmator (vezi săgeata din fig. 9.16, a). Dacă roțile sunt cu un modul mic (sau la scară mică), atunci lacunele nu se evidențiază. Dacă este necesar, tipul de angrenare și direcția dinților sunt prezentate ca în Fig. 9.16.6, c, g
Când se face o schiță a angrenajului (denumirea comună admisibilă pentru angrenaje), este necesar să se măsoare diametrul circumferinței proeminențelor da, să se numere numărul de dinți și să se determine modulul din formula da \u003d m (z + 2). În același timp, este posibil ca valoarea obținută a modulului să difere de standard (de exemplu, cu valorile de mai sus pentru intervalul 1 ... 20 mm). Apoi, ar trebui să luați cea mai apropiată valoare a modulului standard și să clarificați valoarea măsurată a da.
Angrenajele sunt fabricate din fontă (de exemplu, gradul СЧ-40), oțel (de exemplu, clasa 45, 12ХНЗА), aliaje neferoase și alte materiale de pe mașinile de tăiat angrenaje - frezarea angrenajelor, modelarea angrenajului și altele, oferind dinților forma de care au nevoie cu grad înalt precizie.
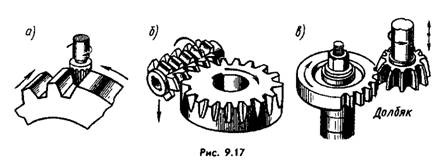
În fig. 9.17, a, b, c dau exemple de metode de fabricație:
a - o moară de deget, al cărei profil este o copie a profilului cavității dintelui (metodă de copiere); b - un tăietor de viermi; în - dolbyakom; șină (vezi fig. 9.11). Ultimele trei se referă la metode mai eficiente de întrerupere.
Angrenajele se fac și prin laminare la cald, care în unele cazuri nu necesită prelucrare suplimentară.
Pentru a obține performanța necesară la angrenajele cu angrenaje de viraj în timpul fabricării lor, trebuie să fie asigurate următoarele: precizie cinematică adecvată, netezimea angajării, dimensiunea și poziția necesară a zonei de contact a suprafețelor laterale, dimensiunea și constanța laterală și distanța radială a angrenajului și calitatea corespunzătoare a suprafețelor laterale. dinți. Precizia cinematică a angrenajelor depinde de precizia mașinii și a sculei implicate în tăierea angrenajului și de acuratețea instalării piesei în procesul de tăiere a angrenajului. Corectitudinea instalației sau, cum se numește uneori, corectitudinea bazării, la rândul său, depinde de acuratețea buletului roților pentru tăierea angrenajului.
La fabricarea angrenajelor în prima etapă, anumite cerințe sunt plasate pe procesul tehnologic, de care depinde calitatea angrenajelor finite. Principalele cerințe includ:
- asigurarea concentricității suprafeței cilindrice de aterizare și a suprafețelor exterioare;
- asigurând perpendicularitatea suprafeței de aterizare și cel puțin un capăt de bază, iar în roțile de viteze tăiate de pachet, două capete de bază.
În același timp, trebuie asigurată și perpendicularitatea suprafeței de aterizare și capătul structural de susținere.
Neconcentricitatea bazei și a suprafețelor structurale de aterizare, iar suprafața proeminențelor duce la degajări radiale inegale în angrenare și la angrenaje, care sunt prevăzute cu o măsurare a grosimii dintelui cu un pedometru, imposibilitatea măsurării corecte a grosimii dinților. Non-perpendicularitatea suprafeței de aterizare și a capătului de bază, precum și non-paralelismul capetelor, vor duce la curbura dornului pe care este montată piesa de prelucrat pentru tăiere, iar roata de transmisie în sine va avea erori care vor fi exprimate în scurgerea radială a inelului de viteză și în denaturarea formei și poziției punctului de contact. Astfel, precizia angrenajului depinde nu numai de procesul de tăiere a angrenajului, efectuat în a doua etapă de fabricație, ci și în mare măsură de precizia piesei de prelucrat.
GOST-urile curente pe angrenaje determină toleranțele numai pentru angrenajele finite, prin urmare, exactitatea fabricării pieselor poate fi setată în funcție de acceptul proces tehnologic metode de procesare și control. Cerințele pentru suprafețele de bază ale piesei de prelucrat trebuie stabilite conform standardelor din industrie sau din fabrică.
Pentru a asigura precizia specificată a angrenajelor finite din piesele de prelucrat, sunt standardizați următorii parametri:
- dimensiunile și forma găurii de montaj (pentru angrenajele montate);
- dimensiunile jurnalelor de susținere a arborelui (pentru angrenajele cu rolă);
- diametrul exterior al piesei;
- scurgere radială a suprafeței exterioare a pieselor;
- bătaia finală a feței de bază a piesei de prelucrat (fața finală de-a lungul căreia piesa de prelucrat se bazează pe mașină în timpul tăierii angrenajului).
Găurile piesei sunt baza tehnologică pentru tăierea roții angrenate, iar în roata de viteze finită bazele principale, de măsurare și de asamblare, adică, gaura determină precizia de prelucrare la tăierea angrenajului și precizia de măsurare la monitorizarea roții de viteze finite. Astfel, pe piese pentru angrenaje de 3 ... gradul 5 de precizie, diametrele orificiilor de bază nu trebuie să fie mai rele decât gradul 5, pentru roți de 6 și 7 grade de precizie - nu mai rău decât clasa a VII-a, pentru roți cu o valoare mai mică grade de precizie - nu mai rău decât calificarea a 8-a . Rugozitatea suprafeței găurii ar trebui să fie în consecințăR α \u003d 0,4 μm;R α \u003d 0,8 μm șiR α \u003d 1,6 μm.
Abaterile diametrului exterior al piesei de schimb nu afectează în sine precizia angrenajului. Ko de atunci suprafata exterioara adesea folosit ca bază de măsurare pentru măsurarea unui număr de parametri pe o roată de viteze finită, precum și ca bază de măsurare la măsurarea pe o mașină de tăiat angrenaj, abaterile diametrului exterior ar trebui limitate în funcție de condițiile de utilizare a suprafeței exterioare. Deci, abaterea și toleranța pe diametrul exterior al piesei de prelucrat pot fi atribuite în conformitate cu a 14-a calificare, prevăzută că abaterea diametrului exterior pentru angrenaje cu 3 ... 7 grade de precizie nu va depăși 0,1 m; pentru roțile cu un grad mai mare de precizie, abaterea nu trebuie să depășească 0,2 m, unde m este modulul de angrenare. Toleranțele sunt specificate în corpul piesei de prelucrat. 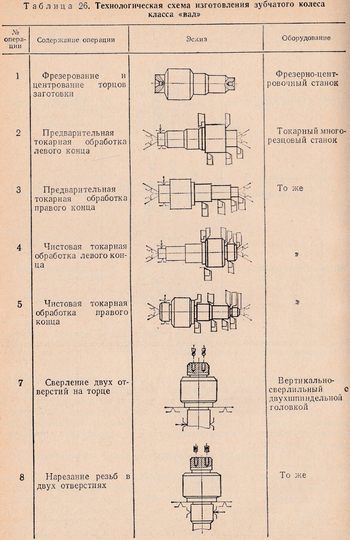
Atunci când utilizați suprafața exterioară a piesei de prelucrare ca bază de măsurare pentru alinierea poziției piesei de lucru în timpul tăierii de viteze, se recomandă limitarea scurgerii sale radiale în raport cu axa roții; în timp ce rulajul radial admisibil al piesei de prelucrat ar trebui să facă parte din toleranța pentru rulajul radial F rr al inelului de viteze al roții finite, adică. F rrd \u003d (0,5 ... 0,7)Fr. Rr.
Dacă suprafața exterioară nu este utilizată ca bază, atunci cursa radială admisibilă F rd a piesei de prelucrat poate fi dublată, dar nu trebuie să depășească toleranța pe diametrul piesei de prelucrat.
Rulajul final al feței capătului de bază al piesei de prelucrare afectează performanța de contact a dinților, în acest sens, scurgerea finală admisibilă F a semifabricatului trebuie să fie doar o parte a toleranței F β în direcția dintelui și pentru un angrenaj elicoidal al modulelor medii și mari, parte a devierii pasului axial .
Proiectarea angrenajului afectează alegerea schemei primei etape a procesului tehnologic de fabricație a unei roți dințate. Astfel, procesele tehnologice de fabricare a angrenajelor aparținând claselor „butuc” și „arbore” diferă semnificativ.. Această diferență există independent de ceilalți. caracteristici de proiectare roata de transmisie, precum și tipurile și tipurile de producție.
Atunci când alegeți o schemă de procesare a angrenajelor clasei „angrenaj”, sunt urmate următoarele considerații: Pentru baza inițială a roții, sunt selectate suprafețe brute care ar trebui să fie concentrice cu suprafețele prelucrate, iar fețele de capăt care nu sunt prelucrate trebuie să fie paralele cu planurile prelucrate.
În tabel. 25 este prezentat ca exemplu schema tehnologică de fabricație a unei roți dințate (clasa „mânecă”).
Din bazele de instalare inițiale, se efectuează prima operație, care constă în forarea și desfășurarea unei găuri centrale și tăierea unuia dintre capetele butucului din aceeași instalație. Scopul acestei operațiuni este de a pregăti gaura centrală pentru tragere și de a crea o bază finală prelucrată pentru operația ulterioară. A doua operație - tragere - se realizează de la baza de capăt creată și se reduce la formarea unui profil de gaură, de exemplu, unul cu fante. Baza pentru prelucrarea ulterioară va fi deja suprafața de aterizare a găurii (fante) și fața finală.
A treia și a patra operație sunt finale pentru prima etapă și sunt reduse la finisarea roții de viteze pentru tăierea dinților; acestea sunt efectuate pe baza elementelor unei conexiuni spline sau a unui alt profil de gaură. La efectuarea acestor operațiuni, trebuie respectate îndeosebi cerințele pentru tăierea semifabricatelor expuse mai sus și reducerea la asigurarea concentricității suprafeței exterioare a angrenajului și a suprafeței de ședere a găurii, precum și a perpendicularității planurilor de prelucrare ale axei găurii.
A cincea operație - tăiere preliminară și finală a dinților - se efectuează pe mașina de spălat a angrenajului. Baza acestei operații sunt diametrul aterizării găuri și unul dintre capetele angrenajului inelar. A șasea, a șaptea și a douăsprezecea operație se referă la tratamentele de finisare. Aici baza este aceeași suprafață.
Prelucrarea angrenajelor din clasa „arbore” se realizează, de obicei, în centre și numai în anumite operații, pentru a crește fiabilitatea și rigiditatea fixării piesei, se fixează folosind alte suprafețe.
În tabel. 26 este o diagramă a fluxului de fabricație a unei roți dințate (clasa „arbore”).
Prima operație la prelucrarea unui arbore de viteze din clasa „arbore” este tăierea capetelor și centrarea piesei de lucru. Această operație este de preferință efectuată pe mașini care permit frezarea capetelor și centrarea piesei de la una dintre instalațiile sale. Operațiile de la a doua la a cincea sunt reduse la strunjirea preliminară și semifinarea cu instalarea piesei de lucru pe centrele mașinii. A șaptea și a opta operație - găurirea și filetarea în două găuri la final - completează prima etapă a pieselor de fabricație. A noua operație - tăierea prealabilă a dinților - se realizează prin hobby-uri cu instalarea piesei în centre. A zecea operație - tăierea - se bazează și pe centre. A cincisprezecea operație este cimentarea și întărirea angrenajului. După tratamentul termic, centrele sunt curățate sau măcinate. Această operație este necesară. Operațiunile a optsprezecelea și a nouăsprezecea - măcinarea gâturilor cilindrice și fundul - procesul de finisare este finalizat, după care sloturile sunt măcinate și firul este tăiat pe coadă.
Procesele tehnologice includ operațiunile de metal și control efectuate în anumite etape ale prelucrării piesei.
descris scheme de probă procesele tehnologice sunt tipice pentru diferite tipuri și tipuri de producție.
Creșterea cerințelor pentru calitatea suprafeței dinților și precizia elementelor de angrenare ale angrenajului pot face necesară includerea operațiilor suplimentare de finisare, termică și de control în procesul tehnologic; diverse operații pot fi extinse sau împărțite în funcție de tipul de producție, dar diagrama circuitului, succesiunea pașilor și ordinea operațiilor vor rămâne neschimbate.
Angrenajele cu pinten au o structură foarte complexă (prezența gâturilor suplimentare, a găurilor etc.), iar alegerea unei proiectări complete a procesului ar trebui să se bazeze pe o analiză minuțioasă a cerințelor tehnice ale capacității de desen și producție.
Într-un loc special printre angrenajele clasei „mânecă” se află jante de angrenare angrenaj intern dimensiuni mari, bazate pe lucrul pe diametrul exterior al piesei. Piese de acest tip au o diagramă de flux de proces diferită. Diferența constă în faptul că suprafața cilindrică a bazei, suprafața proeminențelor dintelui și fața de capăt sunt de obicei prelucrate într-o singură instalație a piesei, iar baza, la tăierea dinților, este suprafața exterioară, pe care partea este instalată în fixare sau prin care se verifică instalarea piesei pe placa față a mașinii de tăiat angrenajul.
Principalele tipuri de dispozitive utilizate în operațiile din prima etapă sunt dornele de strunjire pentru rotirea uneltelor cilindrice de clasă "Sleeve" asigurând concentricitatea suprafețelor cilindrice exterioare și interioare ale mănușei de viteze, dispozitive pentru instalarea angrenajului pe mașina de rectificat internă atunci când măcinăm găurile și fețele de capăt.
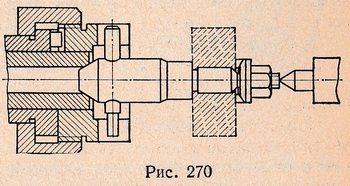
În fig. 270 prezintă cel mai obișnuit design al dornului central. Mandrina cu un capăt este instalată în axul conic al mașinii, iar celălalt capăt în centrul suportului. Rotirea dornului se realizează printr-un cuplaj cu două caneluri de capăt conectate la flanșa axului printr-un deget, apăsat în dorn și inclus în canelele de cuplare.Pentru a exclude influența posibilului non-paralelism al feței capătului stâng al feței de susținere la fixarea piesei, o șaibă sferică este plasată sub piuliță.
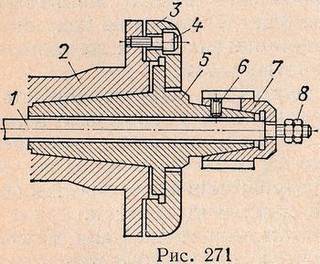 În masă și mare producția în masă se folosesc de asemenea mandrinele cu șurub și cleme pneumatice. În fig. 271 prezintă o mandrilă cu spletă cu colier de ax cu prindere pneumatică. Corpul dornului 5 este introdus în conul axului 2 și fixat de o șaibă 3, apăsat de flanșa axului prin trei șuruburi 4. Colțul cu fanta 7, așezat pe conul dornului, are patru tăieturi și o canelură închisă prin care trece șurubul 6, care ține coletul să cadă din carcasă, trece . Tija 1, conectată cu cilindrul pneumatic, trece prin mandrin și colț, iar piulițele 8 sunt înșurubate pe coada sa filetată, cu ajutorul căreia se reglează prinderea coletului. Când tracțiunea se deplasează spre stânga, trage coletul pe con și fixează partea;atunci când tija se deplasează spre dreapta, trage colțul cu umărul său de corpul mandrelor, în urma căruia colțul are ocazia să comprimeze și să elibereze piesa.
În masă și mare producția în masă se folosesc de asemenea mandrinele cu șurub și cleme pneumatice. În fig. 271 prezintă o mandrilă cu spletă cu colier de ax cu prindere pneumatică. Corpul dornului 5 este introdus în conul axului 2 și fixat de o șaibă 3, apăsat de flanșa axului prin trei șuruburi 4. Colțul cu fanta 7, așezat pe conul dornului, are patru tăieturi și o canelură închisă prin care trece șurubul 6, care ține coletul să cadă din carcasă, trece . Tija 1, conectată cu cilindrul pneumatic, trece prin mandrin și colț, iar piulițele 8 sunt înșurubate pe coada sa filetată, cu ajutorul căreia se reglează prinderea coletului. Când tracțiunea se deplasează spre stânga, trage coletul pe con și fixează partea;atunci când tija se deplasează spre dreapta, trage colțul cu umărul său de corpul mandrelor, în urma căruia colțul are ocazia să comprimeze și să elibereze piesa.
Avantajul unor astfel de dornuri este că, în timpul producției în masă, colecții cu diametre diferite pot fi purtați pe același corp, iar prelucrarea poate fi reorganizată dintr-o parte în alta numai prin schimbarea coletului.
În mod obișnuit, treburile de viteză din clasa „bucșă” după stingere trebuie să fie împământate diametrul interior iar fața finală și angrenajele cu 6 ... 7 grade de precizie sunt de asemenea împământate pe suprafața dinților.
Găurile și capetele sunt împământate pe mașinile de rectificat intern cu un dispozitiv pentru șlefuirea capetelor. Șlefuirea găurii poate preceda șlefuirea dinților sau, dacă dinții nu sunt împământați, poate fi operația finală.
Într-un caz sau altul, orificiul lustruit ar trebui să fie concentric cu circumferința inițială (împărțire) a roții, iar diametrul inițial (împărțire) ar trebui să fie luat ca bază de șlefuire. Instalarea adecvată a angrenajului în timpul șlefuirii se realizează cu ajutorul unor scule speciale. În mod obișnuit, astfel de dispozitive sunt o mandră precisă cu trei maxilare și un separator cu trei role, cu ajutorul căruia se fixează uneltele măcinate în came ale mandrinei. În alte modele ale dispozitivelor, partea este fixată de șase role fixate pe came, reduse spre centru prin mișcarea cuștii cu o suprafață interioară conică. Unele modele de cartuș asigură centrarea de-a lungul profilelor dinților și, în același timp, prindere la capătul roții.
K ATEGORY:
Lucrări de montaj și montaj mecanic
unelte
Angrenajele sunt disponibile în aproape toate unitățile de asamblare. echipamente industriale. Cu ajutorul lor, mărimea și direcția vitezei pieselor mobile se schimbă, forțele și cuplurile sunt transferate de la un arbore la altul.
Într-o transmisie de viteze, mișcarea este transmisă folosind o pereche de viteze. În practică, o roată dințată mai mică este de obicei numită angrenaj, iar una mai mare se numește roată. Termenul „roată de transmisie” se referă atât la roată, cât și la roată.
O roată angrenată care stă pe arborele de antrenare se numește angrenaj de antrenare, iar șezând pe arborele antrenat se numește arbore de antrenare. Numărul de dinți de angrenaj este indicat de litera z.
În funcție de poziția relativă a axelor geometrice ale arbilor, angrenajele sunt: \u200b\u200bcilindrice, teșite și elicoidale. Angrenajele pentru echipamente industriale sunt realizate cu dinți drepți, oblici și unghiulari (chevron).
În funcție de profilul dintelui, uneltele se disting: involuate și cicloidale. Pe lângă angrenajele cu angrenaje involute, reductorii folosesc uneltele Novikov cu profil circular pentru dinți. Transmisia Novikov permite utilizarea roților cu un număr mic de dinți, ceea ce înseamnă că are un număr mare raportul de viteze și poate transmite o putere semnificativă. Angrenajele cicloide sunt utilizate în aparate și ceasuri.
Angrenajele cu un dinte drept servesc la angrenaje cu axe paralele și sunt montate pe acesta din urmă nemișcat sau mobil.
Rotile dintate cu un dinte oblic sunt folosite pentru a transmite mișcarea între arbori ale căror axe se intersectează în spațiu, iar în unele cazuri între arbori paraleli, de exemplu, atunci când angrenajul trebuie să combine o viteză periferică crescută a roților și o funcționare liniștită cu o mare raporturi de viteze până la 15: 1.
Roțile elicoidale sunt montate pe arbori doar nemișcați.
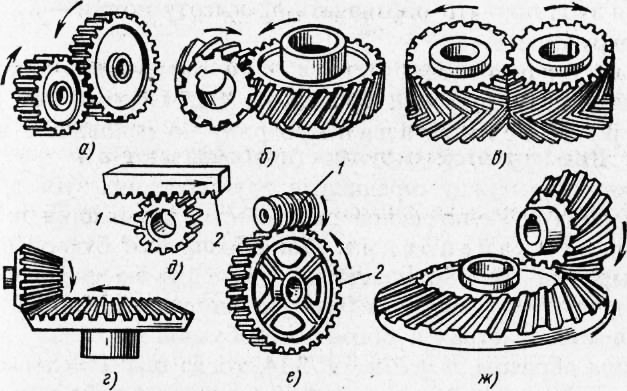
Fig. 1. Angrenaje dințate: a - cilindric cu un dinte drept, b - același cu un dinte oblic, c - cu un dinte de chevron, d - ciot, e - roată - șină, e-vierme, w - s dinte circular
Munca angrenajelor elicoidale este însoțită de presiune axială. Presiune axială poate fi eliminat prin conectarea a două roți elicoidale cu identice, dar direcționate în interior laturi diferite dinți. Obțineți așadar o roată chevronă (fig. 1, c), care este montată prin rotirea vârfului unghiului dinților în direcția de rotație a roții. Pe mașini speciale, roțile chevron sunt făcute întregi dintr-o piesă de prelucrat.
Angrenajele conice se disting prin forma dinților: pinten, elicoidal și circular.
În fig. 1, d prezintă dinți de spur conici, iar în Fig. 1, g - angrenaje circulare. Scopul lor este transmiterea de rotație între arbori ale căror axe se intersectează. Pentru axe care se intersectează, sunt utilizate și angrenaje de vierme (Fig. 1, f). Angrenajele conice cu dinte circular sunt utilizate la angrenajele în care este necesară netezirea specială și operarea liniștită.
În fig. 1, e prezintă o roată de transmisie și un suport. În această transmisie, mișcarea de rotație a roții este convertită în mișcare rectilinie feroviar.
Elemente de transmisie În fiecare roată de transmisie (Fig. 2) se disting trei cercuri (împărțire, circumferința proeminențelor, circumferința depresiunilor) și, prin urmare, trei diametre corespunzătoare acestora.
Cercul care divizează, sau inițial, împarte 3 Ub în înălțime în două părți inegale: partea superioară, numită capul dintelui și cea inferioară, numită piciorul dintelui. Înălțimea capului dintelui este notată de obicei cu ha, înălțimea picioarelor este hf, iar diametrul cercului este d.
Circumferința proeminențelor este circumferința care se limitează deasupra profilelor dinților roții. Desemna-o da.
Circumferința depresiunilor se desfășoară de-a lungul bazei depresiunilor dinților. Diametrul acestui cerc este notat cu df.
Distanța dintre punctele de mijloc ale doi dinți adiacenți, măsurată de-a lungul arcului cercului de pas, se numește pasul de viteză. Etapa este notată cu litera P. Dacă pasul, exprimat în milimetri, este împărțit la numărul l \u003d 3.14, atunci obținem o valoare numită modul. Modulul este exprimat în milimetri și este indicat prin litera T.
Arcul cercului de pas în interiorul dintelui se numește grosimea dintelui, arc S1 - lățimea cavității. De regulă, S \u003d Sx. Mărimea b a dintelui într-o linie paralelă cu axa roților se numește lungimea dintelui.
Distanță radială - cea mai scurtă distanță între partea superioară a dintelui și baza cavității roții de împerechere.
Distanță laterală - cea mai scurtă distanță între suprafețele de profil care nu lucrează ale dinților adiacenți atunci când suprafețele lor de lucru sunt în contact.
Toate elementele roții angrenajului sunt conectate la modul: înălțimea capului dintelui ha \u003d t, înălțimea piciorului dintelui hf \u003d 1,2 t, înălțimea întregului dinte h \u003d 2,2 t.
Cunoscând numărul de dinți z, utilizând modulul, puteți determina diametrul cercului de pas al angrenajului d \u003d zm.

Fig. 2. Schema de angrenare a angrenajelor cu angrenajele
Formulele cu care puteți determina parametrii angrenajelor cilindrice în funcție de modul și numărul de dinți sunt indicați în tabel. 5.
Angrenajele cu viteză lentă sunt fabricate din fontă sau oțel carbon, angrenajele de mare viteză sunt din oțel aliat. După tăierea dinților pe mașinile de tăiat angrenajele, angrenajele sunt tratate termic pentru a le crește rezistența și pentru a le crește rezistența la uzură. Roți de carbon
dieta CTa.îff îmbunătățește suprafața dinților prin metoda chimico-termică - cimentare și apoi întărire. După tratamentul termic, dinții roților cu viteză mare sunt măcinate sau măcinate, se folosește și stingerea suprafeței prin curenți de înaltă frecvență.
Pentru ca logodna să fie lină și silențioasă, una dintre cele două roți înăuntru perechi de angrenaje în unele cazuri, atunci când încărcarea o permite, acestea sunt fabricate din textolit, PAL din plastic stratificat din lemn -G sau nailon. Pentru a facilita angrenarea angrenajelor la pornire, deplasându-se de-a lungul axului, capetele dinților de pe partea de comutare sunt rotunjite.
Angrenajele sunt deschise și închise. Angrenajele deschise sunt de obicei lente. Nu au carcasă pentru baie de ulei și sunt lubrifiate periodic cu grăsime. Angrenaje închise închise în carcase. Angrenajele angrenajelor închise sunt lubrifiate fie într-o baie de ulei, fie prin lubrifiere cu jet sub presiune.
După viteză, angrenajele sunt împărțite în următoarele tipuri (m / s): foarte lent - v< 0,5, тихоходные - 0,5 < v < 3, среднескоростные - 3 < v < 15, скоростные - 15 < v < 40, высокоскоростные - v > 40.
Precizia de fabricație a roților și ansamblul angrenajului trebuie să fie consecvente standard de stat. Pentru angrenajele cilindrice, conice și vierme, sunt stabilite 12 grade de precizie, notate în ordinea descrescătoare a preciziei cu grade 1 -12.
Cele mai precise grade 1 și 2 sunt de rezervă, deoarece capacitățile moderne de producție și control nu pot asigura producția de roți precise. Al 12-lea grad este, de asemenea, rezervă, întrucât, în conformitate cu GOST-ul actual, angrenajele nu sunt încă efectuate mai grosiere decât cel de-al 12-lea grad de precizie.
Angrenajele de 6, 7, 8 și 9 grade de precizie sunt de mare folos. Caracteristici scurte cea mai comună unelte și angrenaje de vierme (6 - 9 grade de precizie) sunt indicate în tabel. 6. Fiecare grad de precizie a angrenajului corespunde cu precizia cinematică normală stabilită de GOST, precum și funcționarea lină a roții și contactul dinților.
Montarea angrenajelor pe arbori nu este diferită de potrivirea scripetelor, prin urmare, este descrisă mai jos doar verificarea și reglarea angrenajelor și a angrenajelor de vierme.
Principala cerințe tehnice Pentru angrenarea unităților de asamblare sunt următoarele:
1. Dinții roților la verificarea vopselei trebuie să aibă o zonă de atingere de cel puțin 0,3 lungime a dinților, iar de-a lungul profilului - de la 0,6 până la 0,7 înălțime.
2. Rulajul frontal radial al roților nu trebuie să depășească limitele stabilite de cerințele tehnice.
3. Axa arborelor roților de împerechere și axa carcaselor carcaselor trebuie să se afle în același plan și să fie paralele între ele. Toleranțele sunt indicate în condiții tehnice.
4. Între dinții roților de împerechere este necesar un gol, a cărui valoare depinde de gradul de precizie al transmisiei și este determinată de tabel.
5. Unitatea de asamblare montată este testată mers în gol sau sub sarcină. Ar trebui să ofere o rezistență adecvată pentru transmiterea puterii, funcționarea lină și încălzirea moderată a rulmenților (nu mai mult de 323 K sau 50 ° C).
6. Transmisia trebuie să funcționeze lin și aproape în tăcere.
Procedura de asamblare pentru unele unități de asamblare a angrenajelor compuse este descrisă mai jos.
Angrenajul inelar este montat pe gulerul de centrare A al butucului și este asigurat în prealabil cu trei-patru șuruburi temporare având un diametru mai mic. Unitatea de asamblare este verificată pe o dornă pentru a avea o rulare radială, iar coroana este fixată cu șuruburi temporare. Orificiile rămase pentru șuruburile din butuc și coroană cu ajutorul unui dispozitiv de fixare sunt dislocate și retras, apoi se introduc șuruburi normale în aceste găuri, iar șuruburile temporare sunt îndepărtate și găurile eliberate sunt tratate în același mod ca și primele. După instalarea șuruburilor normale în toate orificiile, angrenajul este verificat în cele din urmă pentru a rămâne. În angrenajele puternic încărcate este recomandat să strângeți șuruburile cu o cheie dinamometrică pentru a crea frecare pe planurile flanșei, momentul în care ar depăși cuplul transmis de angrenaj.
Un inel de viteză este apăsat pe discul butucului cu o tensiune. Pentru a facilita funcționarea și a evita posibile distorsiuni, coroana este preîncălzită într-o baie de ulei sau un inductor special t.v. ore până la 393-423 K (120-150 ° C). Apoi găuriți găurile pentru dopuri. În loc de dopuri, fixarea este adesea efectuată cu nituri. În acest caz, găurile sunt găurite, se instalează nituri în ele și se nituiesc pe prese.
La instalarea unităților de asamblare a angrenajelor pe arbori, se întâlnesc cel mai adesea următoarele erori: balansarea angrenajului pe gâtul arborelui, alergare radială în jurul circumferinței proeminențelor, alergare a capătului și fixare liberă la umărul de tracțiune al arborelui.
Pentru unitatea de asamblare oscilantă se verifică prin atingerea angrenajului presat cu un ciocan metalic moale.
Verificați existența unui radial și a finalului unității de asamblare - o roată de viteze cu un arbore este produsă pe prisme sau în centre.
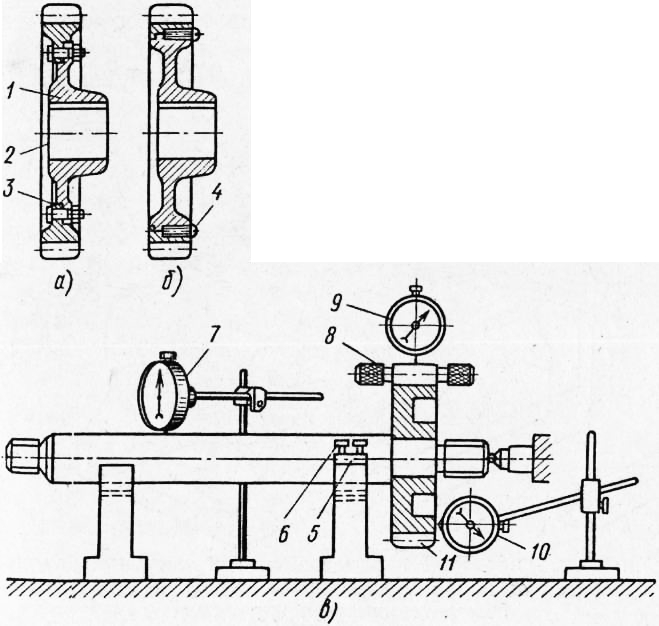
Fig. 3. Montarea angrenajelor compuse și a probei de rulare: a - o roată de viteză compusă șurubată, b - fixată de dopuri, c - diagrama unui arbore de control al unității de asamblare - roată de transmisie pentru rulaj radial și față
Pentru aceasta, arborele este așezat pe prisme, șaua de prismă este reglată cu șuruburi și arborele este instalat paralel cu placa de calibrare conform indicatorului. În cavitatea roții este amplasat un ecartament cilindric, al cărui diametru trebuie să fie 1,68 din modulul de cuplare a roții. Suportul cu indicator este setat astfel încât piciorul său să intre în contact cu calibrul și cu o potrivire de interferență de una sau două viraje a săgeții. În același timp, indicatorul citește indicatorul, apoi, mutând calibrul prin 2-3 dinți și rotind roata, aduce calibrul pe piciorul indicator. Se notează citirea săgeții și se determină diametrul bătăii. Rulajul admisibil al feței și diametrului final al jantei angrenajului depinde de gradul de precizie a roții conform GOST. Bataia finală este verificată de un indicator.
Angajarea corectă a angrenajului are loc atunci când osiile roților sunt paralele, nu sunt încrucișate și distanța dintre osiile arbilor este păstrată egală cu valoarea calculată. Paralelismul locației axelor rulmenților carcasei angrenajului (Fig. 4) este verificat de un calibru, etrier și indicator. Distanța dintre axe ale rulmenților este verificată de dornele de control instalate în carcasă. Distanța se măsoară fie între dornuri, fie pe suprafața exterioară a acestora.
Fig. 4. Schema de verificare a paralelismului și a perpendicularității axelor găurilor și arborelor cu un arbore de control și un instrument universal de măsurare
După ce au stabilit dimensiunile sau pe ambele părți, axele găurilor de rulment nu sunt paralele. Pentru a atinge distanța de centru și paralelismul necesar, carcasele rulmentului sunt deplasate. Non-paralelismul în plan vertical poate fi determinat prin aplicarea unui nivel pe fiecare dintre arbori. Cantitatea de non-paralelism în acest caz va fi egală cu diferența de citire de nivel în diviziunile unghiulare. De obicei, prețul divizării nivelurilor este dat în fracțiuni de un milimetru cu 1 mm, iar pentru a converti citirile nivelului în secunde unghiulare, prețul de divizare trebuie înmulțit cu 200.
De exemplu, prețul divizării nivelului de 0,1 mm pe 1 m corespunde la 20 de secunde arc (0,1-200 / 1 \u003d 20 ”).
Din gradul de precizie al roților și al angrenajelor, sunt stabilite standardele de degajare laterală. Principalele sunt normele autorizării normale garantate (notate cu litera X), care compensează scăderea liberului lateral de la încălzirea transmisiei.
În fig. 5a prezintă o verificare a distanței laterale, care este efectuată cu o jarnă sau un indicator în angrenaje cilindrice. O lesă este atașată la arborele unuia dintre angrenaje, capătul căruia se sprijină pe piciorul indicatorului montat pe carcasa unității de asamblare. Ceilalți angrenaje sunt ferite de întoarcere prin încuietoare. Apoi, lesa împreună cu axul și roata este ușor rotită într-o direcție sau în cealaltă, iar acest lucru se poate face numai prin cantitatea de gardă dinți. Conform indicatorului, determinați garda laterală. Cel mai mic spațiu lateral C „este indicat în specificațiile tehnice pentru montarea unității de asamblare. Cu o distanță de centru de 320 - 500 mm pentru angrenajele de precizie medie, acest spațiu trebuie să fie de cel puțin 0,26 mm. Cel mai exact, lacunele laterale sunt măsurate cu ajutorul dispozitivelor indicatoare prin așa-numita metodă de la distanță. Dispozitivele vă permit să măsurați jocul în viteze oarbe.
În fig. 5b, este prezentat unul dintre astfel de dispozitive. Este format dintr-o cruce, fixată pe arborele de viteze cu mânere și un suport cu indicator. Suportul cu indicatorul este înșurubat în clemă, fixat cu un șurub la capacul cutiei de viteze. Când arborele este agitat cu mâna până când planul crucii este în contact cu piciorul indicator fixat pe capacul angrenajului fixat, se determină spațiul lateral dintre dinți. Roata de viteze mică trebuie să fie staționată.
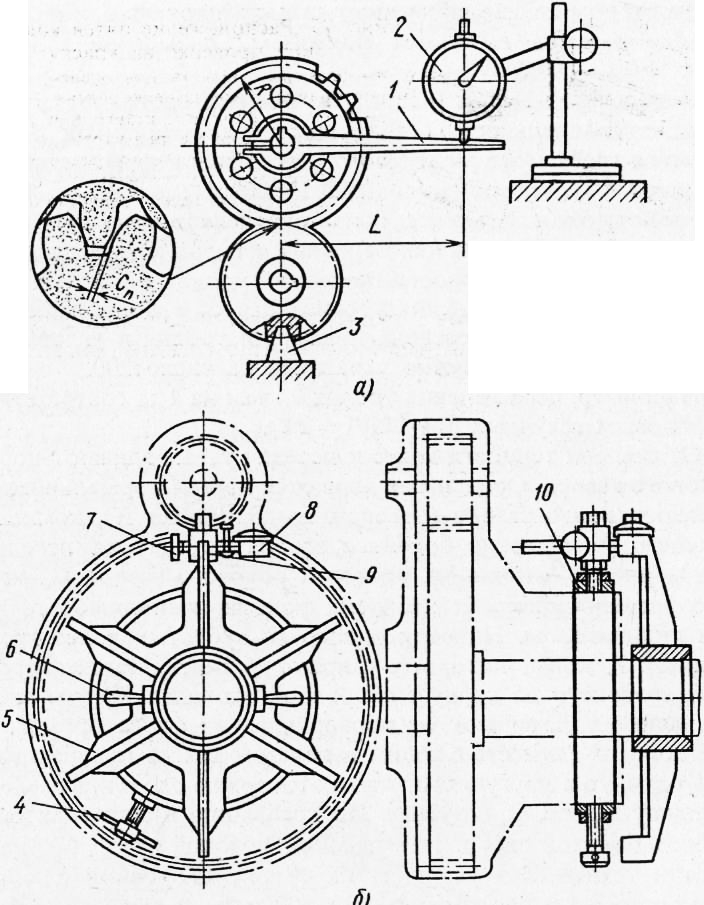
Fig. 5. Schema de verificare a indicatorului de gardă laterală: a - cale deschisă, b - la distanță
Distanța măsurată trebuie atribuită diametrului circumferinței inițiale a roții angrenate, pe arborele căruia este fixată o cruce.
În același mod, verificați spațiul lateral pentru celelalte cinci poziții ale crucii, în timp ce rotiți-l cu arborele la un unghi de 60 °. Conform rezultatelor măsurătorilor, se determină fluctuația distanțelor laterale și se evaluează calitatea angrenajului asamblat. În funcție de modul și de precizia transmisiei angrenajului, diferența admisă în spațiile libere laterale este de 0,08-0,15 mm.
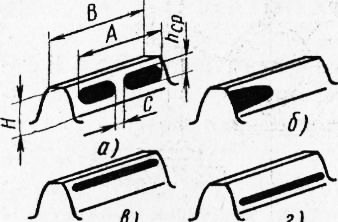
Fig. 6. Locația punctelor de contact la verificarea vopselei:
a - dimensiuni de contact pentru evaluare, b - amenajarea pe o parte a părții laterale (oblic a roții pe mașina de tăiat angrenaj sau oglindă a găurilor în cutia de viteze, c - distanță mare în jurul coroanei (distanță centrală mică sau mare), d - gardă insuficientă în jurul coroanei (excesiv sau grosimea dintelui insuficientă a uneia sau a celor două roți)
Punctul de contact incorect și amplasarea incorectă a dinților sunt rezultatul erorilor apărute în timpul prelucrării și asamblării roților, arbori, cutii de viteze, rulmenți. În fig. 6, imprimarea de cerneală este amplasată unilateral. Cauza unui punct de contact greșit poate fi frântura roții pe mașina de tăiat angrenajul sau frânarea găurilor din cutia de viteze.
Dacă dintele roții este înfipt în partea laterală a capătului și la rotirea 180 ° poziția nu se schimbă, atunci, prin urmare, axa găurii din carcasă este înclinată. Această eroare este eliminată prin apăsarea unui nou manșon și plictisirea acestuia sau reaprinderea știftului roții de viteze, dacă este așezată pe deget.
În fig. 6c prezintă o gardă excesiv de mare în jurul coroanei. Posibile motive: Distanța de centru în carcasă este insuficientă sau prea mare. Eliminați eroarea
re-apăsarea bucșilor în carcasă și re-plictisirea lor.
În Fig. 6, Posibile motive pentru dimensiunea mică a decalajului: grosimea excesivă sau insuficientă a dinților la una sau ambele roți. În acest caz, înlocuiți roțile sau folosiți o carcasă cu o distanță centrală diferită.