Tangentă la circumferința principală a uneltei care se intersectează z w dinții și este normal atât pentru evolvenți extremi, numiți general normal.
Se numește distanța dintre suprafețele laterale opuse ale dinților unei roți cilindrice de-a lungul unei normalități comune la aceste suprafețe lungime normală comună W (Figura 2).
Lungimea normală comună nu depinde de punctele în care profilurile dintelui în mod normal intersectează două contra-evolvenți. Schimbarea lungimii normale comune este proporțională cu modificarea decalajului conturului original. xm unelte de tăiere angrenaj. De asemenea, este important ca controlul dimensiunii w Nu este conectat cu nici o bază auxiliară pentru instalarea instrumentului de măsurare.
Aceste proprietăți ale normalelor generale arată avantajul acestei metode de control al grosimii unui dinte al roții. Această mărime poate fi măsurată cu ajutorul unui etrier, micrometru, suport special de limitare.
Lungimea normală comună pentru roțile cilindrice cu dinți drepți externi calculată prin următoarea formulă [2]
unde m - modul, mm; a - profilul de unghi al conturului original, conform standardului GOST 13755-81 a = 20 0; z w - numărul de dinți în lungimea normală comună; x- coeficientul de compensare; z - numărul de dinți ai roții care trebuie controlată; inv a - unghiul involuntar corespunzător unghiului profilului a, pentru angrenajele inverse inv o = tg o - o .
Lungimea normală comună pentru roțile cilindrice cu dinți oblici externi calculată printr-o formulă similară
unde m n - modul normal, mm;
 și unghiul de capăt al profilului conturului original
și unghiul de capăt al profilului conturului original  . Zdes
- specificat prin desenul roții dințate unghiul de înclinare al liniei dintelui.
. Zdes
- specificat prin desenul roții dințate unghiul de înclinare al liniei dintelui.
Pentru un angrenaj elicoidal, lungimea normală comună este măsurată la unghiul principal de înclinare a liniei dinte b până la capătul roții, și posibilitatea de a verifica măsurarea cu o lățime suficientă a angrenajului b prin condiție
b ³ w sin b ,
unde sin b = sin cos.
Numărul de dinți în lungimea normală comună z w pentru roțile cilindrice drepte cu dinți trebuie să satisfacă condiția
 ,
,
când  ,
,

 ,
,
aici o - unghiul profilului într-un punct de pe circumferința vârfurilor dinților; l - unghiul profilului la punctul de frontieră.
Cu factori offset mici ( x 1) pentru a determina z w Puteți utiliza formula simplificată
rotunjind valoarea obținută la cea mai apropiată valoare intregă.
1.3. Toleranțe pentru măsurarea dimensiunilor pinioanelor
Formulele de mai sus pentru calcularea dimensiunilor nominale de măsurare a angrenajelor cu pinioane garantează angrenajul fără rotire la angrenaje. La viteze reale trebuie să fie garantate clearance-ul lateral pentru a elimina blocajele dinților atunci când se lucrează sub sarcină ca urmare a deformărilor de temperatură ale părților transmisiei, precum și pentru a plasa un strat de lubrifiant pe profilele de lucru ale dinților. De asemenea, este necesar un spațiu lateral în plasă pentru a compensa erorile la fabricarea și asamblarea angrenajului. Acesta este determinat în principal de mărimea distanței de centru o w transmisie și grosime s dinții dințate.
Standardul pentru uneltele cilindrice cu angrenaje în unghi involuntar (GOST 1643-81) are opt tipuri de toleranțe pentru spațiul lateral: h, d, c, b, o, z, y, x (desemnările de toleranțe sunt aranjate în ordinea cresterii toleranței). Valoarea acceptată a clearance-ului secundar garantat reprezintă baza pentru programare mate tip roți dințate. Același standard prevede șase tipuri de conjugare: H- clearance-ul zero, E - decalaj mic, C și D - clearance-ul redus, B - clearance-ul normal A - clearance-ul crescut. Speciile de împerechere H, E și C necesită dinți de unelte de producție cu precizie ridicată. Ele sunt folosite pentru angrenaje reversibile cu cerințe ridicate asupra preciziei cinematice a transmisiei, precum și în prezența vibrațiilor de torsiune ale arborilor transmisiei. Cel mai adesea, în medie, ingineria mecanică utilizează transferuri cu tipuri de interfețe și C. În absența unor cerințe speciale pentru unelte, se utilizează un anumit tip de toleranță laterală pentru clearance-ul fiecărui tip de îmbinare, marcat cu o literă mică, similară literei tipului de împerechere (de exemplu, A- și, - în, C - cu și t. d.).
Câmpul de toleranță pentru dimensiunea de măsurare a roții dințate este întotdeauna direcționat în corpul dinților, deci deviațiile maxime ale dimensiunii de măsurare (superioară și inferioară) au întotdeauna valori negative [1].
n1.doc
Ministerul Educației al Federației Ruse
UTILIZAREA AVIAȚIEI DE STAT DE UFIM
UNIVERSITATEA TEHNICĂ
INDICAȚII METODICE
și bazele de proiectare
Ufa 2004
Ministerul Educației al Federației Ruse
UTILIZAREA AVIAȚIEI DE STAT DE UFIM
UNIVERSITATEA TEHNICĂ
Departamentul de bază al mecanismelor și mașinilor de proiectare
MĂSURAREA DIMENSIUNILOR ROȚELOR DE RACORD
INDICAȚII METODICE
Pentru proiectarea curselor pentru piesele de mașină
Și elementele de bază ale designului
Ufa 2004
Compilate de: О.F. gălbenele
UDC 621.833 (07)
BBK 34.445 (97)
Dimensiunile de măsurare a uneltelor: linii directoare pentru proiectarea cursului pe părțile mașinilor și elementele de bază ale proiectării / Ufimsk. de stat. aviație. tehn. Univ; Comp. DE Galbenelele. - Ufa, 2003. - 17 p.
Principala atenție este acordată luării în considerare a celor mai frecvente modalități de a controla grosimea dinților în fabricarea roților cilindrice și conice. În evoluțiile metodologice existente, această problemă este considerată doar într-un aspect general și calculul dimensiunilor de măsurare care controlează grosimea dinților, ținând cont de câmpurile de toleranță, necesită o anumită perioadă semnificativă de timp atunci când lucrează cu cărți de referință pentru designeri și constructorii de mașini.
Proiectat pentru studenții de specialitate mecanică din colegiile tehnice.
IL. 2. Bibliogr.: 5 titluri.
Referenți: Cand. tehn. Științe, Conf. Guriev B.I.
Doctore. tehn. științe, prof. Schuster L.Sh.
© Ufa State
Universitatea Tehnică Aviation, 2004
1. Dimensiunile de măsurare a pinioanelor 4
1.1. Coardă permanentă 4
1.2. Lungimea normală comună 5
1.3. Toleranțe pentru măsurarea dimensiunilor pinioanelor 7
2. Caracteristicile calculului dimensiunilor de măsurare ale pinioanelor dințate conice dinte 12
2.1. Coardă externă constantă 13
2.2. Abaterile maxime ale coardei externe constante 14
Referințe 16
1. Dimensiunile de măsurare a pinioanelor
La fabricarea uneltelor, este necesar să se controleze poziția relativă a profilurilor opuse (drepte și stânga) ale dinților, care este determinată de grosimea dintelui. s și depinde de factorul de părtinire x. Acesta din urmă este ales de designer pentru a obține indicatorii de calitate ai transmisiei. Cu toate acestea, controlul direct al mărimii coeficientului de polarizare este dificil, deci este controlat indirect, la o anumită dimensiune convenabilă pentru măsurare, în funcție de x. așa JQ dimensiunea este numită măsurare.
1.1. Permanent coardă
În practică, în fabricarea roților cilindrice cu dinți exteriori este un control comun și adecvat coardă permanentă, deoarece dimensiunea sa nu depinde de numărul de dinți și de unghiul de înclinare al liniei dinte, iar formulele calculate pentru roțile dintate și roțile dințate elicoidale sunt aceleași. Dezavantajul acestei metode de măsurare este utilizarea vârfului dinților roții ca bază.
În fig. Segmentul 1 care unește două puncte ale profilurilor dintelui opuse ce aparțin unui cerc concentric și normale trase de ele dintr-un punct al cercului de pas este numit coardă permanentă .
Valoarea coardei constante se calculează din raport  ,
,
unde m - modul, mm; este unghiul profilului circuitului original, luat în conformitate cu GOST 13755-81 = 20 0.
Înălțimea de la vârful dintelui roții la coarda constantă
,
aici d o - diametrul unui cerc de vârfuri de dinți, mm; d– .
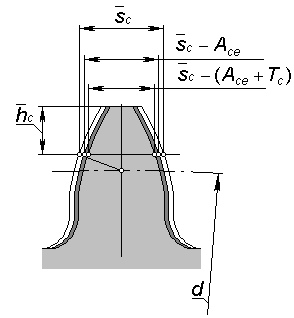
Fig. 1
Pentru a măsura dimensiunea și  este necesar un ecartament tangent sau un șablon special, ale cărui suprafețe de măsurare ating suprafața profilurilor dinților.
este necesar un ecartament tangent sau un șablon special, ale cărui suprafețe de măsurare ating suprafața profilurilor dinților.
1.2. Lungimea normală comună
Tangentă la circumferința principală a uneltei care se intersectează z w dinții și este normal atât pentru evolvenți extremi, numiți general normal.
Se numește distanța dintre suprafețele laterale opuse ale dinților unei roți cilindrice de-a lungul unei normalități comune la aceste suprafețe lungime normală comună W (Figura 2).
Lungimea normală comună nu depinde de punctele în care profilurile dintelui în mod normal intersectează două contra-evolvenți. Schimbarea lungimii normale comune este proporțională cu modificarea deplasării conturului inițial. xm unelte de tăiere angrenaj. De asemenea, este important ca controlul dimensiunii w Nu este conectat cu nici o bază auxiliară pentru instalarea instrumentului de măsurare.
Aceste proprietăți ale normalelor generale arată avantajul acestei metode de control al grosimii unui dinte al roții. Această mărime poate fi măsurată cu ajutorul unui etrier, micrometru, suport special de limitare. 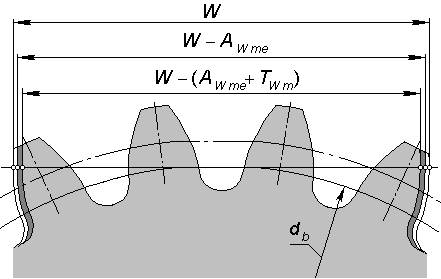
Fig. 2
Lungimea normală comună pentru roțile cilindrice cu dinți drepți externi calculată prin următoarea formulă [2]
,
unde m - modul, mm; a - profilul de unghi al conturului original, conform standardului GOST 13755-81 a = 20 0; z w - numărul de dinți în lungimea normală comună; x- coeficientul de compensare; z - numărul de dinți ai roții care trebuie controlată; inv a - unghiul involuntar corespunzător unghiului profilului a, pentru angrenajele inverse inv
o =
tg
o -
o .
Lungimea normală comună pentru roțile cilindrice cu dinți oblici externi calculată printr-o formulă similară
,
unde m n - modul normal, mm;
 și unghiul de capăt al profilului conturului original
și unghiul de capăt al profilului conturului original  . aici
- specificat prin desenul roții dințate unghiul de înclinare al liniei dintelui.
. aici
- specificat prin desenul roții dințate unghiul de înclinare al liniei dintelui.
Pentru un angrenaj elicoidal, lungimea normală comună este măsurată la unghiul principal de înclinare a liniei dinte b până la capătul roții, și posibilitatea de a verifica măsurarea cu o lățime suficientă a angrenajului b prin condiție
b і w sin b ,
unde sin b = sin cos.
Numărul de dinți în lungimea normală comună z w pentru roțile cilindrice drepte cu dinți trebuie să satisfacă condiția  ,
,
când  ,
,  ,
,
aici o - unghiul profilului într-un punct de pe circumferința vârfurilor dinților; l - unghiul profilului la punctul de frontieră.
Cu factori offset mici ( x 1) pentru a determina z w Puteți utiliza formula simplificată 
rotunjind valoarea obținută la cea mai apropiată valoare intregă.
1.3. Toleranțe pentru măsurarea dimensiunilor pinioanelor
Formulele de mai sus pentru calcularea dimensiunilor nominale de măsurare a angrenajelor cu pinioane garantează angrenajul fără rotire la angrenaje. La viteze reale trebuie să fie garantate clearance-ul lateral pentru a elimina blocajele dinților atunci când se lucrează sub sarcină ca urmare a deformărilor de temperatură ale părților transmisiei, precum și pentru a plasa un strat de lubrifiant pe profilele de lucru ale dinților. De asemenea, este necesar un spațiu lateral în plasă pentru a compensa erorile la fabricarea și asamblarea angrenajului. Acesta este determinat în principal de mărimea distanței de centru o w transmisie și grosime s dinții dințate.
Standardul pentru uneltele cilindrice cu angrenaje în unghi involuntar (GOST 1643-81) are opt tipuri de toleranțe pentru spațiul lateral: h, d, c, b, o, z, y, x (desemnările de toleranțe sunt aranjate în ordinea cresterii toleranței). Valoarea acceptată a clearance-ului secundar garantat reprezintă baza pentru programare mate tip roți dințate. Același standard prevede șase tipuri de conjugare: H- clearance-ul zero, E - decalaj mic, C și D - clearance-ul redus, B - clearance-ul normal A - clearance-ul crescut. Speciile de împerechere H, E și C necesită dinți de unelte de producție cu precizie ridicată. Ele sunt folosite pentru angrenaje reversibile cu cerințe ridicate asupra preciziei cinematice a transmisiei, precum și în prezența vibrațiilor de torsiune ale arborilor transmisiei. Cel mai adesea, în medie, ingineria mecanică utilizează transferuri cu tipuri de interfețe și C. În absența unor cerințe speciale pentru unelte, se utilizează un anumit tip de toleranță laterală pentru clearance-ul fiecărui tip de îmbinare, marcat cu o literă mică, similară literei tipului de împerechere (de exemplu, A- și, - în, C - cu și t. d.).
Câmpul de toleranță asupra dimensiunii de măsurare a roții dințate este întotdeauna direcționat în corpul dintelui, deci deviațiile maxime ale mărimii de măsurare (superioară și inferioară) au întotdeauna valori negative [1].
1.3.1. Devieri maxime ale coardei permanente a dintelui. Calculul valorilor devieri maxime mărimea coardei constante se efectuează în următoarea ordine:
- desemnați (sau luați pe uneltele de tragere) diametrul de toleranță al vârfurilor dinților Anunț o prin recomandare: cu o precizie de 7 - h10, cu un grad de precizie de 8 - h11, cu un nivel de acuratețe de 9 - h12;F r ;
Conform tabelului. 2 determină cea mai mică deviere (superioară) a grosimii dintelui A ce ;
Conform tabelului. 3 determină toleranța pe grosimea dintelui T cu ;
Apoi se calculează cea mai mare (inferioară) abatere a grosimii dintelui ( A ce + T cu);
În complexul de control al tabelului de parametri ai angrenajului, se înregistrează valoarea mărimii grosimii constante a coardei 
Tabelul 1
| F r , m |
|||||
| Grad de precizie | modul mmm | Diametrul cercului pitch, mm |
|||
| Sf. 12 până la 50 de ani | Peste 50 de ani până la 125 | Peste 125 până la 280 | St 280 până la 560 |
||
| 7 | 1 până la 2 St 2 până la 3,55 Peste 3,55 - 6 De la 6 la 10 | 30 | 38 | 48 | 63 |
| 8 | 1 până la 2 St 2 până la 3,55 Peste 3,55 - 6 De la 6 la 10 | 38 | 48 | 60 | 75 |
| 9 | 1 până la 2 St 2 până la 3,55 Peste 3,55 - 6 De la 6 la 10 | 48 | 60 | 75 | 95 |
Tabelul 2
| Tipul de conjugare | | Diametrul cercului pitch, mm |
|||||
| Până la 80 de ani | Peste 80 la 125 | De la 125 la 180 | Mare de la 180 la 250 | Peste 250 la 315 | Sun. 315 la 400 |
||
| deviație A ce , m |
|||||||
| D | 7 | 38 | 45 | 50 | 60 | 65 | 70 |
| 8 | 40 | 48 | 55 | 63 | 70 | 80 |
|
| C | 7 | 60 | 70 | 80 | 90 | 100 | 110 |
| 8 | 65 | 75 | 85 | 100 | 120 | 125 |
|
| 9 | 70 | 80 | 95 | 110 | 125 | 130 |
|
| B | 7 | 95 | 110 | 125 | 150 | 170 | 180 |
| 8 | 100 | 125 | 140 | 160 | 180 | 200 |
|
| 9 | 120 | 130 | 150 | 170 | 200 | 220 |
|
Tabelul 3
| Toleranță, bătaie radială a angrenajului F z , m | Tipul dinților de împerechere |
||||
| H, E | D | C | B | A |
|
| Tipul de toleranță pentru cleștele laterale |
|||||
| h | d | c | b | o |
|
| toleranță T cu , m |
|||||
| De la 25 la 32 de ani | 38 | 48 | 60 | 75 | 95 |
| Sf. 32-40 | 42 | 55 | 70 | 85 | 110 |
| St 40 până la 50 de ani | 50 | 65 | 80 | 110 | 130 |
| St 50 până la 60 de ani | 60 | 75 | 95 | 120 | 150 |
| St 60 până la 80 de ani | 70 | 90 | 110 | 130 | 180 |
| De la 80 la 100 | 90 | 110 | 140 | 170 | 220 |
| Peste 100-125 | 110 | 130 | 170 | 200 | 260 |
| Notă. Dacă tipul acceptat de toleranță a spațiului lateral nu se potrivește cu tipul de cuplare (de exemplu, - și), apoi toleranțe T cu alegeți în funcție de tipul de toleranță laterală. |
|||||
Limitați abaterea lungimii normale comune . Abaterile maxime ale lungimii normale totale se calculează în următoarea ordine:
 .
.Conform tabelului. 1 determina toleranța pentru baterea radială a roții dințate F r ;
Conform tabelului. 4 determină cea mai mică abatere a lungimii medii a normalei comune A W mă (Termenul eu) ;
Conform tabelului. 5 determină cea mai mică abatere A W mă (Termenul II);
Calculați valoarea celei mai mici deviații (superioară) a lungimii medii a normalei comune A WME ca sumă a valorilor termenilor eu și II;
Conform tabelului. 6 determină toleranța pentru lungimea medie a normalei totale T W m , în funcție de toleranța ruperii radiale a angrenajului inelar F r (vezi tabelul 1);
Calculați deviația inferioară a lungimii normale comune ca sumă a valorilor deviației superioare și a câmpului de toleranță pentru lungimea normală comună ( A W mă + T W m);
În tabelul de parametri ai jantei de angrenaj în uneltele de tracțiune se diminuează dimensiunea  .
.
Tabelul 4
| vedere îmbătrânirea dinților | Diametrul roților cercului de pas, mm |
||||||||||||
| Grad de precizie în conformitate cu normele de netezime | Sf. 12 până la 20 | De la 20 la 32 de ani | Maxim 32 la 50 | St 50 până la 80 de ani | Peste 80 la 125 | De la 125 la 180 | Mare de la 180 la 250 | Peste 250 la 315 | De la 315 la 400 |
||||
| Cea mai mică abatere A W mă (termenul I), mkm |
|||||||||||||
| C | 3 – 6 | 50 | 50 | 50 | 50 | 60 | 70 | 80 | 90 | 95 |
|||
| | 3 – 6 | 80 | 80 | 80 | 80 | 95 | 110 | 125 | 140 | 160 |
|||
| A | 3 – 6 | 130 | 130 | 130 | 130 | 150 | 170 | 200 | 220 | 240 |
|||
Tabelul 5
Tabelul 6
| Toleranțe la lungimea medie a normalelor totale T W m |
||||||||
| Vizualizați împerecherea îndepărtarea dinților | Tipul de toleranță pentru cleștele laterale | Toleranțe pentru rularea radială a angrenajului F r , m |
||||||
| De la 25 la 32 de ani | Sf. 32-40 | St 40 până la 50 de ani | St 50 până la 60 de ani | St 60 până la 80 de ani | De la 80 la 100 | Peste 100-125 |
||
| toleranțe T Wm |
||||||||
| H, E | h | 22 | 24 | 26 | 28 | 32 | 38 | 45 |
| D | d | 30 | 34 | 38 | 42 | 50 | 60 | 70 |
| C | c | 42 | 48 | 56 | 63 | 75 | 90 | 105 |
| B | b | 56 | 63 | 70 | 85 | 100 | 120 | 140 |
| A | o | 71 | 85 | 100 | 120 | 140 | 160 | 190 |
| - | z | 95 | 110 | 125 | 140 | 170 | 200 | 250 |
| - | y | 125 | 150 | 170 | 190 | 210 | 260 | 320 |
| - | x | 150 | 170 | 200 | 220 | 280 | 340 | 420 |
2. Caracteristicile calculului dimensiunilor de măsurare ale angrenajelor conice dintelui conic
Poziția relativă a profilurilor dinților opuși (drepți și stânga) ai roții ascuțite determină grosimea dintelui pe conul exterior (suplimentar), care depinde de raportul de decalare x e și coeficientul de modificare a grosimii calculate a dintelui x .
Coeficienții de deplasare pentru angrenajele conice afectează în mod semnificativ geometria și indicatorii de calitate ai angrenajelor (la contactul și rezistența la încovoiere a dinților, rezistența la uzură, etc.). Alegerea factorilor raționali de deplasare pentru angrenajele conice este una din etapele importante în proiectarea unei unelte. Este cel mai eficient să se producă folosind circuite de blocare [4].
În practică, la angrenajele conice cu un raport de transmisie u 1 treaptă de viteză este recomandată să efectueze cu o părtinire pozitivă x e 1, conform tabelului. 7 și o roată cu o valoare negativă egală cu ea ( x e 2 = - x e 1).
Pentru uneltele care au u și z 1 diferă de cele din tabel. 7, coeficienții de compensare sunt rotunjiți.
Tabelul 7
| Numărul de dinți ai angrenajelor z 1 | Factorul de compensare x e 1 cu raportul de transmisie u |
|||||||||
| 1 | 1,12 | 1,25 | 1,4 | 1,6 | 1,8 | 2 | 2,5 | 3,15 | 4 |
|
| 12 | - | - | - | - | - | - | - | 0,50 | 0,53 | 0,56 |
Prin setarea uneltelor de tăiere a dinților pe mașină, puteți schimba grosimea dintelui roții tăiate, indiferent de decalaj ( x e ma) față de suma calculată. Această metodă este folosită în principal pentru angrenajele zero: prin slăbirea unui dinte mai durabil, este posibil să se întărească o bandă mai puțin durabilă și astfel să se mărească capacitatea de încărcare a transmisiei ca întreg. Această metodă elimină ascuțirea excesivă a dintelui uneia dintre roțile de transmisie.
Pentru a selecta coeficientul de schimbare a grosimii calculate a dintelui, se recomandă [5] utilizarea formulei empirice
Măsurarea directă a grosimii dintelui roții conice sau a coeficienților x și x dificil, ușor de utilizat în acest scop, orice dimensiune convenabil măsurată și verificarea indirectă a grosimii dintelui. O astfel de mărime de măsurare pentru roțile conice spur este mărimea unei coarde constante, măsurată de un ecartament tangențial sau de un suport (șablon) special pe capătul exterior al dintelui (pe un con).
2.2. Abaterile maxime ale coardei externe constante
Calculul deviațiilor maxime ale mărimii coardei constante a dintelui se efectuează în următoarea ordine:
Calculați (sau luați din tabelul parametrilor roții) diametrul mediu al pasului  ;
;
- calculați cea mai mică abatere a coardei constante a dintelui  în secțiunea mijlocie a dintelui ca produs al doi factori: cea mai mică abatere pentru gradul de precizie a 7- H (Tabelul 8) și factorul de corecție K 1 (Tabelul 9) pentru gradul real de acuratețe al roții care este monitorizată;
în secțiunea mijlocie a dintelui ca produs al doi factori: cea mai mică abatere pentru gradul de precizie a 7- H (Tabelul 8) și factorul de corecție K 1 (Tabelul 9) pentru gradul real de acuratețe al roții care este monitorizată;
Tabelul 8
| Modul mediu m m mm | Diametrul mediu al treptei d m mm |
||||||||||
| Până la 125 | Deasupra 125 la 400 | Peste 400 |
|||||||||
| Unghiul conului pitch, grad |
|||||||||||
| Până la 20 | Peste 20 la 45 de ani | St 45 | Până la 20 | Peste 20 la 45 de ani | St 45 | Până la 20 | Peste 20 la 45 de ani | St 45 |
|||
| Cea mai mică abatere E sc pentru gradul 7 - H |
|||||||||||
| De la 1 la 3,5 Peste 3,5 la 6,3 St 6.3 până la 10 | 20 | 20 | 22 | 28 | 32 | 30 | 36 | 50 | 45 |
||
Tabelul 9
| Grad de precizie în conformitate cu normele de netezime | Tipul colegilor de dinți |
|||||
| H | E | D | C | B | A |
|
| factor K 1 |
||||||
| 7 | 1 | 1,6 | 2 | 2,7 | 3,8 | 5,5 |
| 8 | - | - | 2,2 | 3 | 4,2 | 6 |
| 9 | - | - | - | 3,2 | 4,6 | 6,6 |
La măsurarea grosimii dinților la capătul exterior al angrenajului, deviația cea mai mică (superioară) a coardei medii constante medii  calculate prin formula
calculate prin formula  ,
,
unde R e și R m - respectiv distanța conică medie externă și medie a angrenajului;
Conform tabelului. 10 determină toleranța pentru baterea inelului dințat al roții conice. F r ;
Conform tabelului. 11 determină toleranța pentru coarda medie a dinților permanenți  ;
;
Calculați cea mai mare (inferioară) abatere a coardei medii constante medii ( ![]() );
);
Tabelul 10
| Grad de precizie | Modul raional mijlociu m m mm | Diametrul mediu al treptei d m mm |
||
| Până la 125 | Deasupra 125 la 400 | Peste 400 la 800 |
||
| Beat toleranță F r , m |
||||
| 7 | De la 1 la 3,5 Peste 3,5 la 6,3 St 6.3 până la 10 | 36 | 53 | 63 |
| 8 | De la 1 la 3,5 Peste 3,5 la 6,3 St 6.3 până la 10 | 45 | 63 | 80 |
| 9 | De la 1 la 3,5 Peste 3,5 la 6,3 St 6.3 până la 10 | 56 | 80 | 100 |
Tabelul 11
| Tipul de toleranță pentru cleștele laterale | Toleranța dinților F r , m |
|||||
| 32 până la 40 de ani | St. 40 până la 50 de ani | Peste 50 de ani până la 60 de ani | Peste 60 de ani până la 80 de ani | Peste 80 de ani până la 100 | Peste 100-125 |
|
| toleranță  , m , m |
||||||
| h o | 42 | 50 | 60 | 70 | 90 | 110 |
În tabelul de parametri al jantei de angrenaj în desenul unei trepte conice scrieți mărimea coardei permanente a dintelui sub forma  .
.
Referințe
Toleranțe și aterizări. Director. În 2 ore. Partea 2 / Ed. VD Myagkova. Ed. 5, Pererab. și adăugați. - L .: Inginerie mecanică, 1978. - p. 545-1032.
Manualul de calcul geometric al angrenajelor involuntare și a angrenajelor melcate / Ed. IA Bolotovskogo. - ediția a II-a, Pererab. și adăugați. - M .: Mashinostroenie, 1986. - 448 p.
Tarabasov N.D., Uchaev P.N. Proiectarea pieselor și componentelor structurilor de construcție a mașinilor: un manual. - M .: Mashinostroenie, 1983. - 239 p.
Unelte cu capăt îngust: un manual / I.A. Bolotovsky, B.I. Guriev, V.E. Smirnov, B.I. Shenderey. - M .: Mashinostroenie, 1981. - 104 pag.
Transmisiile sunt unelte, conice cu dinți direcți. Calculul geometriei. GOST 19624-74.
MĂSURAREA DIMENSIUNILOR ROȚELOR DE RACORD
INDICAȚII METODICE
Pentru proiectarea curselor pentru piesele de mașină
Și elementele de bază ale designului
Editor Sokolova O.A.
Semnat în presă 12/05/2004. Format 60x84 1/16
Hârtie offset. Imprimarea este plat. Setul cu cască Times New Roman Cyr.
Cond. Pec. l. Cond. kr. - de la Ouch. - ed. L.
Copii de circulație. Numarul comenzii
Editarea și publicarea complexului USATU
450000, Centrul Ufa, st. K. Marx, 12
Două tipuri de control sunt utilizate pe scară largă în practică pentru a verifica calitatea prelucrării suprafețelor dinților roților cilindrice involute: măsurarea dimensiunii rolelor (bile) și măsurarea lungimii normalelor generale.
Deoarece adesea este suficient să se aibă doar un calibru pentru a măsura lungimea normală comună, această metodă de control al grosimii dinților este practic mai accesibilă și este utilizată pe scară largă, în special pentru producția unică (reparație) a uneltelor cu pinioane cu un grad redus de precizie. Trebuie precizat o precizie suficient de mare a acestei metode de control datorită metodei directe de măsurare a piesei în contrast cu măsurarea dimensiunii rolelor, care prin toleranțele lor introduc o eroare suplimentară. Lungimea normală comună se referă la parametrii care caracterizează viteza liberă laterală a angrenajului.
Luați în considerare transmisia externă. Calculul este guvernat de GOST 16532-70. Măsurătorile sunt efectuate în planul suprafeței normale (perpendiculare) a dinților. Pentru angrenajele elicoidale (în special la unghiuri mari de înclinare) este necesar, după calcule, să vă asigurați că lățimea jantei roții este "suficientă" pentru a efectua măsurătorile.
Pentru a simplifica calculul pe Internet, pe site-ul www.al-vo.ru, a fost găsit un program, aranjat sub forma unui tabel MS Excel, care vă permite să găsiți rapid lungimea normală comună a angrenajelor cilindrice, inclusiv angrenajelor elicoidale cu offset.
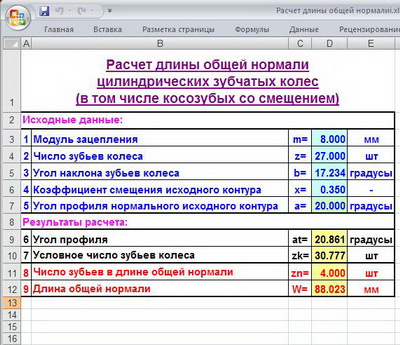
Acest program este convenabil pentru că vă permite să efectuați rapid "pe teren", dacă aveți un smartphone sau o tabletă, pentru a verifica precizia măsurătorilor efective ale uneltei existente, inclusiv prezența sau absența deplasărilor posibile.
Dacă lucrați cu KOMPAS-3Datunci când se calculează în biblioteca "Arbori și transmisii mecanice 2D", te afli în mod automat din rezultatele calculului și din lungimea normală generală.
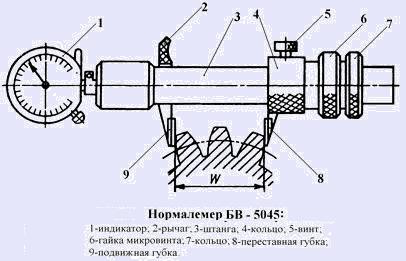
După finalizarea calculului, trebuie să luați un etrier, să măsurați lungimea normală a numărului de dinți (de mai multe ori și grupuri diferite) și să obțineți o valoare de la roata de tăiere de calitate egală cu cea calculată.
Din motive de justiție, este necesar să menționăm că există o unealtă specială pentru măsurarea lungimii unei normale comune - a metrului normal. Normalizatorul este realizat pe baza unui calibru sau a unui micrometru, oferindu-i acestuia posibilitatea de a efectua masuratori speciale cu bureti si un indicator de cadran.
Toleranțele uneltelor cilindrice sunt reglementate de GOST 1643-81. Inclusiv lungimile normalelor generale sunt alocate toleranțe în funcție de tipul de cuplare și de norma decalajului lateral.
P.S. În cărțile de referință și în GOST, acest calcul este scris în așa fel încât "două zile cu bere trebuie să înțelegeți", sărind de la masă la masă ". Aparent, în astfel de cazuri, autorii au făcut întotdeauna acest lucru pentru a se acorda "importanța și importanța cea mai importantă" ... Și studenții și inginerii obișnuiți trebuie să fie "intimidați" cu o multitudine de tranziții de la o pagină la alta, astfel încât în cea de-a patra sau a cincea trecere la o nouă tabelă sau diagramă, fac. Dacă, la sfârșitul tuturor, să adăugați ceva absolut teribil - cum ar fi o evoluează (nu este euro sau dolari, ci o funcție ca aceasta), atunci totul se va face. Vom primi una sau două unelte abia percepute la o sută de ingineri mecanici! Și dacă vă urcați în sălbăticia de părtinire a conturului pentru a obține anumite modificări de putere sau calitative, aflați ce în Germania și Japonia considerați mai întâi și optimizați transferul și apoi faceți instrumentul pentru el ... Și considerăm totul sub un instrument standardizat - α = 20 ° .