Forma angrenajului depinde de aceasta dimensiuni generale, din producția în serie. În lipsa termenii de referință se poate solicita proiectarea pe termen lung a producției în serie de cutii de viteze, acordând preferință producției individuale și la scară mică. În fig. 4.1 prezintă cele mai simple forme de roți fabricate într-o singură și mică producția în masă.
Cu diametre mici ale roților, acestea sunt realizate dintr-o bară, iar cu semifabricate mari ale roților, se obțin prin forjare liberă cu strunjirea ulterioară. Pentru a reduce cantitatea de prelucrare cu precizie, pe discurile roților se fac caneluri. Cu diametre da< 80 мм эти выточки, как правило, не делают.
lungime leste de dorit să fie egal sau mai mare decât lățimea sondei roții b2 angrenaje cu inel. Lungimea butucului larticolul este, de asemenea, de acord cu calculele conexiunii (cheie, înclinat sau interferență), selectate pentru a transmite cuplul de la roată la arbore (sau de la arbore la roată) și cu diametrul alezajului d:
lst \u003d (0,8 ... 1,5) duzual lst \u003d (1 ... 1,2) d.
Partea proeminentă a butucului este poziționată în direcția de acțiune a forței axiale în angajare. În cutii de viteze cu o singură etapă, roțile sunt realizate cu un butuc care iese simetric pe ambele părți ale discului roții.
diametru dbutucii sunt numiți în funcție de materialul roții: pentru oțel - dst \u003d (1,5 ... 1,55) ∙ d; pentru fontă - dst \u003d (1,55 ... 1,6) ∙ d; pentru aliaje ușoare - dst \u003d (1,6 ... 1,7) ∙ d; valori mai mici sunt luate pentru conectarea spline a unui arbore cu o roată, mare - pentru potrivire cheie și interferență.
lățime S capetele angrenajului inelului iau S= 2,2 ∙ m + 0,05 ∙ b 2 ,
unde m- modul de angrenare, mm.
La capetele jantei de viteză se execută clafoane: când duritatea suprafețelor de lucru ale dinților este mai mică de 350 HB - f45, la duritate mai mare - la un unghi \u003d 15 ... 20 pe întreaga înălțime a dintelui. uzual f = (0,5...0,6)m.
În producția în serie a roților, pâlpile sunt obținute din bara prin forjare liberă (Fig. 4.2), iar pentru producția anuală a roților de peste 100 de bucăți se folosesc matrițe cu două fețe (Fig. 4.3).
 | |
| Fig. 4.2 | Fig. 4.3 |
Pentru extragerea liberă a semifabricatelor de pe ștampilă, se iau valorile pârtiilor de ștanțare 7 și raza de curbură R 6 mm.
C = (0,35...0,4) ∙ b 2 .
4.2. cilindric roți de transmisie angrenaj intern
dimensiuni darticolul, larticolul, S, f principalele elemente structurale ale roților angrenajului intern (Fig. 4.4) sunt luate în funcție de raporturile pentru roțile angrenajului exterior.
Proiectarea roților de transmisie interne poate fi realizată conform uneia dintre opțiunile prezentate în Fig. 4.4 și, b și diferă în locația butucului în raport cu angrenajul cu inel: și - butucul este situat în interiorul roții, care asigură cele mai bune condiții în comparație cu opțiunea b, în care butucul este scos din conturul angrenajului inelar. Totuși opțiunea și poate fi utilizat dacă între butucul roții și suprafața interioară a angrenajului cu inel există o roată de tăiere a angrenajului, care face dinții roții.
Tabelul 4.1
| mmm | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 5,0 | 6,0 | 8,0 |
| demm | |||||||||
| omm |
dimensiune și canelurile cu angrenaje elicoidale ale angrenajului intern cresc cu 30 ... 40. Adâncimea canelurii în toate cazurile ia
h = 2,5mgrosimea jantei roții C = (0,3...0,35) ∙ b2.
Angrenajele conice
Forme constructive de conice roți de transmisie cu diametrul exterior al vârfurilor dinților dae 120 mm sunt prezentate în fig. 4.5.
La un unghi de pas al divizorului de roți 30< < 45 допускаются обе конструкции roți teșite. Mărimea butucului roții este determinată conform recomandărilor pentru angrenajele cilindrice.
Cu un diametru exterior al vârfurilor dinților de peste 120 mm, modelele roților sunt prezentate în Fig. 4.6.
Conform formei din Fig. 4.6 și roți de proiectare în producție de un singur sau mic lot. Rotile cu diametre mai mici se realizează prin întoarcerea dintr-o bară (dintr-o billetă cilindrică), roți mari - prin forjare liberă cu strunjirea ulterioară.
Conform fig. 4.6 b desen roți teșite în producția pe scară largă. Liniile subțiri prezintă conturul semifabricatului roții obținut prin forjarea matrițelor cu două fețe (ștampilare).
Cu orice formă a roților, colțurile exterioare ale dinților răscolesc teșul
f 0,5 ∙ m e. Lățimea angrenajului inelar este luată egală S = 2,5m e +2 mm. Lățimea angrenajului inelar b = 0,7 ∙ S folosit pentru a seta golul roții în corpul de fixare la tăierea dinților pe mașină. Pentru a reduce volumul exact prelucrare efectuați caneluri cu o adâncime de 1 ... 2 mm.
Arbori - angrenaje
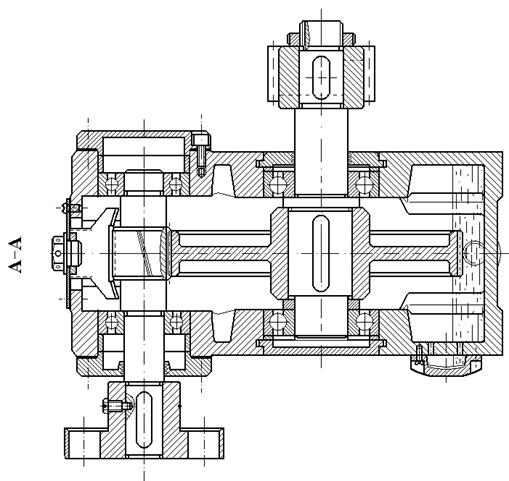
În principiu, două modele de angrenaje sunt posibile. unelte: într-o bucată cu arborele (arbore - angrenaj) și separat de ax (angrenaj montat). Calitatea arborelui (rigiditatea, exactitatea angrenării etc.) este mai mare, iar costul de fabricație este mai mic decât arborele cu angrenajul montat, prin urmare, toate angrenajele cutiei de viteze, de regulă, sunt realizate într-o singură piesă cu arborele. În fig. 4.7 prezintă formele structurale caracteristice ale angrenajelor.
În fig. 4.7 șiproiectarea angrenajului asigură tăierea dinților cu o ieșire liberă a sculei de tăiere a angrenajului (tăietor de viermi sau dolbyak). La raporturi de viteză mari diametrul exterior angrenajele, de regulă, diferă puțin de diametrul arborelui, iar arbori - angrenajele sunt construite în acest caz în funcție de forma din fig. 4.7 b.
Randamentul tăietorului de viermi este determinat grafic de diametrul său exterior Df, alocat în funcție de modulul de angrenare și de gradul de precizie a transmisiei conform următoarelor recomandări:
| mmm | 2…2,25 | 2,5…2,75 | 3…3,75 | 4…4,5 | 5…5,5 | 6…7 | |
| Df mm | 7 grad de precizie | ||||||
| 8 ... 10 grade exacte |
Dacă este posibil, se recomandă evitarea construcției de angrenaje cu mortiere, deoarece, în acest caz, funcționarea tăietorului de viermi sau a roții de rectificat este dificilă (la finisarea dinților).
În fig. 4.7 în Prezintă opțiunea de proiectare a arborelui conic - angrenaj.
5. PROIECTAREA ELEMENTELOR DE Locuire
GEAR
Carcasa cutiei de viteze servește pentru a găzdui și coordona piesele de transmisie, pentru a le proteja de poluare, pentru a organiza sistemul de ungere și, de asemenea, percepe forțele care decurg din ochiul de angrenaje, rulmenții, angrenajele deschise.
În cutii de viteze cu o singură etapă proiectate, se adoptă în principal proiectarea carcasei divizate, formată dintr-o capacă și o bază (fig. 5.1, 5.2). Corpul vertical angrenaje elicoidale poate avea (fig. 5.1) în unele cazuri doi conectori, ceea ce determină o altă parte a mediei corpului. În ciuda varietății de forme ale carcaselor, acestea au elemente structurale identice care poartă șefi, flanșe, nervuri conectate de pereți într-un singur întreg, iar designul lor respectă anumite reguli generale.
Forma carcasei este determinată în principal de cerințele tehnologice, operaționale și estetice, ținând cont de rezistența și rigiditatea acestuia. Carcasele dreptunghiulare cu pereți exteriori netezi, fără elemente structurale proeminente îndeplinesc aceste cerințe: șefi de rulment și coaste în interior; șuruburile de cuplare numai de-a lungul laturii longitudinale a carcasei în nișe; huse de rulmenți sunt în mare parte mortice; picioarele de fundație nu ies dincolo de dimensiunile corpului (vezi figurile modele standard angrenaje în atlas și).
Formele propuse ale clădirilor nu sunt singurele. Dacă este necesar, puteți crea alte modele.
Dimensiunile generale (exterioare) ale carcasei sunt determinate de dimensiunile transmisiei angrenajului situate în carcasă și diagrama cinematică reductor
 | Fig. 5.1 |
În acest caz, pereții verticali ai cutiei de viteze sunt perpendiculari pe bază, planul superior al capacului carcasei paralel cu baza angrenajului se potrivește în cutie (vezi fig. 5.1). Prin urmare, proiectarea transmisiei angrenajelor, a arborelor și a unităților de rulment, ale căror dimensiuni sunt anterior determinate în proiectul preliminar (a se vedea Fig. 3.2), sunt realizate împreună cu proiectarea carcasei.
În cutii de viteze încărcate ușor ( T2.500 Nm) grosimile peretelui capacului și bazei carcasei sunt presupuse a fi aceleași (Fig. 5.3) ![]() mm unde T2– cuplu pe roata unui arbore cu viteză mică, Nm.
mm unde T2– cuplu pe roata unui arbore cu viteză mică, Nm.
Conturul interior al pereților carcasei este delimitat în jurul întregului perimetru al carcasei, ținând cont de golurile și hMîntre contur și părțile rotative (vezi Fig. 3.2).
Atenție specială plătiți îmbinărilor cu flanșă care absorb încărcările angrenajului
Există cinci tipuri de flanșe:
1 - baza de fundare a corpului (Fig. 5.4);
2 - șefii portanți ai bazei și capacului carcasei;
3 - baza de conectare și capacul carcasei;
4 - huse ale ansamblului de rulmenți;
5 - Huse pentru trape de inspecție.
Elementele structurale ale flanșei cu indicele corespunzător sunt selectate în funcție de diametru d șurub de fixare (șurub) de la tabelul 5.1 sau determinat prin recomandare (Fig. 5.5):
pentru lățimea șuruburilor k 2.2d ; coordonata axei găurii C = k/ 2 ;
înălțimea suprafeței de sprijin a capului ![]() mm;
mm;
pentru lățimea șuruburilor k 2,7d ;
coordonata axei găurii C = k/ 2 - (1 ... 2) mm.
Indicele de diametru din tabel d șurubul de fixare (șurubul) indică faptul că aparține flanșei corespunzătoare (vezi fig. 5.3 - 5.5).
Flansa de bază a bazei carcasei este proiectată pentru montarea cutiei de viteze pe cadrul (placa) de fundare. Suprafața de susținere a flanșei este realizată sub formă de două plăci lungi paralele sau patru mici (vezi fig. 5.3, 5.4). Locațiile de montaj sunt situate la cea mai mare distanță posibilă (dar în interiorul carcasei) una de cealaltă L1. Lungimea suprafeței de sprijin a plăcilor L = L1 + b1; lățime b1 = 2,4 ∙ d01 + 1,5 ∙; înălțime h1= (2,3...2,4).
Cutiile de viteze proiectate sunt fixate pe cadru (placă) cu patru șuruburi (știfturi) amplasate în locașurile carcasei. Mărimile nișelor sunt prezentate în Fig. 5.5; inaltime de nisa h01= (2,0...2,5) ∙ dCu știfturi, h01= 2,5 ∙ (d1+) cu șuruburi. Forma nișei (unghiulară sau laterală) este determinată de mărimea, forma carcasei și locația punctelor de montare. Dacă este posibil, carcasa este fixată pe cadru (placă) cu șuruburi din partea inferioară, ceea ce elimină necesitatea proiectării unei nișe.
Flansa capului de rulment al capacului și la baza carcasei este proiectată pentru a conecta capacul și baza carcaselor despicate. Flansa este amplasată la locul de instalare a șuruburilor (șuruburilor) de lagăr de cuplare (vezi fig. 5.3); pe laturile lungi longitudinale ale corpului; în capacul afară de peretele său, în bază, spre interior de perete.
Numărul de șuruburi de lagăr (de strângere) este de 2 pentru cutii de viteze verticale și 3 pentru orizontale.
Șuruburile de fixare a rulmenților sunt amplasate mai aproape de alezajul rulmentului la distanță L2 prieteni unul de celălalt, astfel încât distanța dintre pereții găurilor cu un diametru d02i D T (la instalarea capacului final al ansamblului rulmentului) a fost de cel puțin 3 ... 5 mm (a se vedea Fig. 5.3). Înălțimea flanșei este determinată grafic, în funcție de condițiile pentru plasarea capului șurubului pe suprafața plană de rulment a șefului de rulment.
Într-o cutie de viteze orizontală cilindrică (a se vedea Fig. 5.3), un șurub situat între orificiile pentru rulmenți este plasat la mijloc între aceste găuri. În acest caz, capetele exterioare ale șefilor de rulmenți pentru confortul prelucrării sunt realizate într-un singur plan.
În carcase despicate cu laturi longitudinale relativ mici (cu aw(de2) 160) flanșă înaltă h2 efectuați același lucru pe toată lungimea (vezi Fig. 5.3). Pe laturile scurte ale capacului și bazei carcasei, neconectate prin șuruburi, flanșa este amplasată în interiorul carcasei și lățimea acesteia k3 determinat de peretele exterior; pe laturile longitudinale lungi legate prin șuruburi d3, flanșa este amplasată: în capacul carcasei spre exterior de perete, în bază spre interior.
Numărul de șuruburi de conectare n3 și distanța dintre ele L3 luați din motive structurale, în funcție de dimensiunea laturii longitudinale a cutiei de viteze și de locația șuruburilor de prindere a rulmentului. Cu o lungime relativ scurtă a laturii longitudinale, puteți lua d3= d2U h3= h2 și puneți unul sau două șuruburi (a se vedea Fig. 5.3). Cu laturi longitudinale lungi ia h3 \u003d 1,5 ∙ pentru șuruburi, h3= 1,5 ∙ + d 3 pentru șuruburi și numărul de șuruburi n3 și distanța dintre ele L3 determină constructiv.
Flansa pentru capacul ansamblului de rulmenți, în care gaura (cavitatea) în cazurile unui cap de rulment dintr-o bucată sau divizată este închisă cu un capac de capăt, este selectată în funcție de diametrul șuruburilor d4 (tabelul 5.2).
Tabelul 5.2
Parametrii flanșei de conectare a capacului de capăt al ansamblului de rulment sunt determinați de tabel. 5.3 și 5.4.
Flanșă pentru capacul ferestrei de inspecție (a se vedea fig. 5.1, 5.2, 5.6), pentru care dimensiunile laturilor, numărul de șuruburi n3 și distanța dintre ele LInstalat structural în funcție de locația ferestrei și de dimensiunea capacului ferestrei de vizualizare; înălțimea flanșei h5 \u003d 3 ... 5 mm.
Plăcile de sprijin (flanșele) sunt prevăzute pentru fixarea dopurilor de scurgere, a parfumurilor, a indicatorilor de ulei de pe capac și a bazei din carcasă. Dimensiunile laturilor plăcilor trebuie să fie de e \u003d 3 ... 5 mm mai mult decât dimensiunile suprafețelor de sprijin ale pieselor atașate. Înălțimea plăcii h\u003d 0,5 ∙ d
(Fig. 5.5).
Șefii de rulmenți sunt proiectați pentru a găzdui un set de părți ale ansamblului de rulmenți (vezi Fig. 5.1, 5.3). În funcție de designul capacului și al bazei carcasei, este posibil aranjament diferit șefii unităților de rulment ale arborelor de mare viteză și ale vitezei mici.
Tabelul 5.3
Elemente constructive ale unei flanșe a capacului și șefului
ansamblu rulment
În cutii de viteze verticale (Fig. 5.1), atunci când conectorul capacului și al bazei carcasei se realizează de-a lungul axei arborelui condus, șefii de rulmenți se află în interiorul carcasei în formă de cutie.
În cutii de viteze orizontale (Fig. 5.2), atunci când conectorul părților caroseriei este efectuat de-a lungul axelor arborelor, șefii ansamblurilor de rulmenți din baza carcasei sunt amplasate în interiorul carcasei, iar în capac - în exterior.
Diametrul interior al șefului de rulment de mare viteză DBi-viteză mică DTala este egal diametrul interior flanșă pentru capacul ansamblului de rulmenți (vezi tabelul 5.4), și exterior DB3 ( DT3) \u003d DB ( DT) + 3,
unde este grosimea peretelui carcasei.
Lungimea prizei șefului rulmentului l1 rapid și lArbori în doi timpi depind de setul de părți ale ansamblului de rulmenți și de tipul de rulment (vezi tabelul 5.4); acest lucru ține cont de dimensiunile pieselor dispozitivelor de control, sigiliile și capacele interne.
Tabelul 5.4
Determinarea lungimii l carcasa rulmentului, mm
Note: 1. h - înălțimea centurii de centrare a capacului de capăt sau înălțimea capacului mortei (vezi tabelul K15).
2. B(T) Este lățimea rulmentului.
3. H1 - înălțimea șurubului de reglare.
4. H - înălțimea mașinii de spălat sub presiune.
Trapa de inspecție (Fig. 5.6). Servește pentru a controla ansamblul și inspecția cutiei de viteze în timpul funcționării. Pentru o ușurință de inspecție, este așezat pe capacul superior al carcasei, ceea ce permite, de asemenea, utilizarea unei trape pentru umplerea uleiului. Trapa de inspecție este făcută dreptunghiulară sau (mai puțin obișnuită) rotundă ca maxim dimensiuni posibile. Trapa este închisă cu un capac. Acoperiri de oțel utilizate pe scară largă din foi groase k 2 mm (vezi Fig. 5.6, și). Pentru a preveni aspirarea prafului din exterior, garniturile din carton (grosime de 1 ... 1,5 mm) sau benzi de cauciuc (grosime de 2 ... 3 mm) sunt plasate sub capac. Dacă un orificiu de plută este combinat cu un astfel de capac, atunci acesta este sudat la acesta sau atașat prin ardere (Fig. 5.6, b).
În fig. 5.6 în este prezentată capacul combinat cu filtrul și aerisirea. Capacul interior este tăiat pe ambele părți cu cauciuc vulcanizat. Capacul exterior este plat, 2 - 3 ondulații sunt extrudate de-a lungul părții sale lungi, prin care cavitatea internă a cutiei de viteze este conectată la mediul extern. Spațiul dintre coperte este umplut cu un filtru format din sârmă subțire de cupru sau alt material. Capacele sunt fixate pe carcasă cu șuruburi cu cap semicircular sau semisecret.
Dacă trapa de inspecție lipsește sau se află în peretele lateral al carcasei, în planul superior al capacului carcasei este prevăzută o deschidere pentru o ieșire. Uneori, din motive structurale, nivelul de ungere a angrenajului este controlat de un indicator de ulei montat pe tijă montat pe capacul carcasei, pentru care este prevăzut un orificiu special. Aceste găuri pot fi utilizate și pentru umplerea uleiului.
Pinii de dibluri (vezi fig. 5.7). Sondele de rulment (carcasele rulmentului) din capacul și baza carcasei sunt montate. Înainte de găuri în această conexiune, sunt fixați doi pini de fixare distanță mai mare unul de celălalt pentru a fixa poziția relativă a capacului și bazei carcasei în timpul asamblărilor ulterioare. Pinii conici de blocare sunt poziționați oblic sau vertical (a se vedea Fig. 5.7, și și b) în funcție de designul flanșei. În cazul în care este imposibil să se utilizeze ace conice, îmbinările butucului sunt așezate pe partea laterală a fiecărui perete într-un (4 în total) știft cilindric (vezi Fig. 5.7, în). Diametrul acului d = (0,7…0,8) ∙ d3 unde d3 - diametrul șurubului de conectare.
Eliberați șuruburile. Acoperirea de etanșare a planului conectorului lipeste capacul și baza carcasei. Pentru a asigura separarea lor, în timpul demontării, se recomandă utilizarea șuruburilor de strângere, care sunt așezate în două locuri opuse ale capacului carcasei. Diametrul șuruburilor de strângere este luat egal cu diametrul de conectare d3 sau rulment d2 șuruburi de strângere.
a b c
ochet(vezi fig. 5.8).
Pentru a ridica și transporta capacul carcasei și cutia de viteze asamblată, se folosesc ochi, aruncându-i în același timp cu capacul. Conform versiunii din Fig. 5.8 și ochiul este realizat sub formă de rigidizator cu o gaură, conform Fig. 5.8 b - sub forma unei găuri de trecere în carcasă. Alegerea designului ocularului depinde de dimensiunea și forma capacului carcasei.
Gabaritul de ulei și orificiile dopului de scurgere (Fig. 5.9). Ambele găuri (Fig. 5.9, și) Este recomandabil să le așezați pe aceeași parte a bazei locuinței în locuri accesibile. Marginea de jos gaură de scurgere ar trebui să fie în partea de jos sau sub.
Partea de jos se face de preferință cu o pantă de 1 ... 2 ° în direcția orificiului. La orificiul propriu-zis al turnării bazei corpului, se face o adâncitură locală pentru scurgerea uleiului și noroiul așezat (Fig. 5.9). Gaura pentru gabaritul de ulei trebuie amplasată la o înălțime suficientă pentru a măsura cu precizie nivelurile superioare și inferioare ale uleiului. Forma și dimensiunea găurilor depind de tipul gabaritului de ulei și dopuri de scurgere (vezi fig. 5.1, 5.2). Părțile exterioare ale găurilor sunt formate de plăci de sprijin. Când instalați un indicator de ulei și un dop de scurgere cu fir cilindric, asigurați-vă că folosiți garnituri din paronit sau un inel de cauciuc. Ștechele cu fir conice nu necesită sigilare.

6. Elaborarea documentației de lucru
proiect de curs
Angrenajele exterioare cu angrenaje de vârf (t 5 mm; zi 22; z2 50) trebuie efectuate cu o distanță de centru de 186 mm.
Pentru angrenajele exterioare tăiate prin tăietoare, posibilitățile de corectare sunt larg extinse.
Pentru angrenajele de angrenare exterioară din acest punct de vedere cele mai bune rezultate obținut prin utilizarea angrenajelor pozitive datorită creșterii razelor de curbură a suprafețelor laterale.
Angrenaj interior cu viteză cilindrică. | Gearing. Angrenajele exterioare sunt considerate mai jos ca fiind cele mai frecvente.
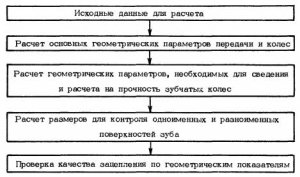
Pentru transmisie cilindrică involuată a angrenajelor exterioare compuse din roți tăiate cu un instrument cu cremalieră și cu pinion cu parametrii standard (ST SEV 308 - 76), este necesar să se calculeze principalul parametrii geometrici și verificați rezultatele proiectării pentru indicatori de calitate.
Circuitele de blocare pentru angrenajele exterioare alcătuite din roți tăiate de freze (Fig. 22 - 207) sunt construite pentru roți cu un contur inițial standard (GOST 3058 - 54), calculat în funcție de un sistem care menține un spațiu radial standard în angrenarea pentru orice corecție. Folosind liniile punctate pe contururi și pe scala D, este ușor să selectați coeficienții de deplasare, de asemenea, pentru orice grad de uzură a frezei. Se presupune că ambele roți ale perechii sunt tăiate cu același freză.
Semnul plus se referă la angrenajele de angrenare exterioară, iar minus - la angrenarea internă.
Toleranțele angrenajelor conice și ale angrenajelor externe sunt stabilite de GOST 9368-60 la t 1 mm, pasul roții până la 320 mm pentru roți cu dinți drepți și conice și GOST 1758 - 56 la t 1 până la 30 mm, pasul roții până în 2000 mm - pentru roți cu dinți drepți, oblici și curbați.
Marele avantaj al angrenajelor de angrenare internă față de angrenajele angrenajelor exterioare este compactitatea acestora.
De asemenea, calculele respectă recomandările standardelor CMEA pentru angrenare externă. GOST 21354 - 75 reglementat prin calcul angrenaje cilindrice. Dependențe estimate pentru angrenajele conice obținute ținând cont de aceleași recomandări pentru a asigura o abordare unificată a calculului atât a angrenajelor conice cât și a cilindrilor.
Pentru a evita tăierea dinților roților zero involute pentru angrenajele de angrenare exterioară la 20 și / g 1 0 ar trebui să aleagă 2 min 17; la A 0 8, respectiv, zmj, 14 (vezi cap.
Pentru a evita tăierea dinților roților zero involute pentru angrenajele de angrenare exterioară la 20 și h 1 0 ar trebui să aleagă zmin 17; for / i 0 8, respectiv zm - n 4 (vezi cap.
În funcție de locația relativă a suprafețelor vârfurilor și fundului roților, se disting: angrenaj extern, în care ambele angrenaje au dinți externi, și angrenaj intern, în care una dintre roți are dinți externi, iar a doua este internă.
Dolbyak și angrenajul tăiat (o roată cu dinți externi) reprezintă angrenajul extern, prin urmare, tot ceea ce s-a spus mai sus despre adeziunea dolbyak la angrenajul de pinten rămâne valabil.
Diferența dintre coeficienții de compensare a angrenajelor interne are același efect ca suma factorilor de compensare pentru angrenajele externe.
cilindric perechi de angrenaje angrenajele interne servesc pentru a transmite rotirea între axe paralele și, spre deosebire de angrenarea externă, ambele roți din ele se rotesc în aceeași direcție.
Valorile lui Wj și znj sunt calculate conform algoritmilor dați în Fig. 2.7, și pentru angrenaje angrenajele angrenajelor exterioare și în fig. 2.7 6 pentru roți care formează o pereche de angrenaje interne.
Calculul valorilor lui Wj și znj - se realizează conform algoritmilor dați în Fig. 2.7, și pentru angrenaje angrenajele angrenajelor exterioare și în fig. 2.7, b pentru roți care formează o pereche de angrenaje interne.
Semnele superioare sunt destinate angrenajelor cu angrenaj intern, în care capetele dinților sunt situate în interiorul cercurilor inițiale, iar picioarele sunt în afara acestor cercuri (vezi Fig. 32 a); inferior - pentru angrenajele de angrenare exterioară.
Formulele pentru calcularea parametrilor geometrici ai transmisiei angrenajului angrenajului intern cu roți tăiate de un tăietor nemodificat sunt prezentate în tabel. 7.10 (pentru un tăietor modificat a se vedea GOST 19274 - 73), pentru angrenajele de angrenare exterioară, vezi 1 h, cap.
Există viteze de angrenare exterioară și internă. Angrenajele exterioare includ: angrenaje cilindrice involute cu contact liniar - pinten, elicoidal, chevron; angrenaje elicoidale cilindrice punct la punct (sisteme M. L. Novikov); angrenaje liniare liniare - angrenaj elicoidal și elicoidal cu contact punctual - cu dinti circulari; angrenaje hiperbolice de contact punct - angrenaje elicoidale și hipoide și angrenaje liniare - angrenaje de vierme cu un vierme cilindric și globoidal.
Schema la dovada principală teoremă de legătură. În funcție de poziția relativă a roților, angrenajele sunt cu un ambreiaj extern (vezi fig. 8.1) și intern (fig. 8.5). Angrenajele angrenajelor exterioare sunt considerate mai jos (ca și cele mai frecvente.
Angrenaj pentru rafturi și pinioane. | Angrenaj interior cu viteză cilindrică.
În funcție de poziția relativă a roților, angrenajele sunt angrenaje exterioare (vezi fig. 8.1) și interioare (fig. 8.5). Angrenajele exterioare sunt considerate mai jos ca fiind cele mai frecvente.
Angajarea externă și internă a unei perechi de cilindri. În mod obișnuit, într-o transmisie de transmisie internă, elementul de conducere este un angrenaj extern, care este montat în interiorul roții cu dinți interni, datorită cărora, în comparație cu transmisia de viteze exterioară, distanța de centru este semnificativ redusă, iar transmisia este mai compactă. Distanța centrală a transmisiei exterioare a angrenajului este de aproximativ 2 până la 4 ori mai mare decât cea a transmisiei interne a angrenajului. În plus, profilul concave al dinților roților de transmisie interioare se împerechează cu profilul convex al dinților roții angrenajului angrenajului extern, ca urmare a duratei de viață și a rezistenței de transmisie a angrenajului intern sunt mai mari decât cea a angrenajului extern.
Semnul plus este acceptat pentru angrenajele de angrenare exterioară, semnul minus pentru angrenajele de angrenare internă. Mai jos sunt considerate doar angrenajele de angrenare exterioară.
Semnul plus este acceptat pentru angrenajele de angrenare exterioară, semnul minus este pentru angrenajele de angrenare internă. Mai jos sunt considerate doar angrenajele de angrenare exterioară.
Schema de măsurare a lungimii normalului general al dinților roților cilindrice. Pentru angrenajele tăiate cu un instrument cu un contur inițial modificat, constanta de coardă nu trebuie să fie pe partea modificată a dintelui. Verificarea corespunzătoare este efectuată conform formulelor GOST 16532 - 70 pentru angrenajele de angrenare exterioară și GOST 19274 - 73 pentru angrenajele interne.
Alături de standarde de stat alte documente de reglementare și tehnică care reflectă B cerințe tehnice la produsele din industria generală a aplicațiilor de inginerie. De exemplu, important au guvernare materiale tehnicedezvoltat de Miktyazhmash pentru angrenaje cilindrice involute pentru angrenaje exterioare și angrenaje cu angrenaj Novikov; standarde industriale pentru angrenaje create de NIItractoroselkhozmash; albume cu desene de lucru pentru angrenaje cu bulă și conice, emise de Ministerul Ingineriei pentru industria ușoară, alimentară și electrocasnice
Semnul raportului de viteză este determinat de factorul (- 1), unde t este numărul de angrenaje al angrenajului extern. Dar valoarea lui n în astfel de angrenaje este relativ mică, deoarece este limitată de valoarea admisibilă a g și g, iar numărul de dinți ai roților intermediare (2 și 3 din fig. 15.2), care sunt angajați simultan cu roțile anterioare și cele ulterioare, nu afectează totalul mecanismul raportului de viteze
Semnul raportului de viteză este determinat de factorul (- 1), unde / este numărul de angrenaje al angrenajului extern. Dar valoarea m în astfel de angrenaje este relativ mică, deoarece este limitată de valoarea admisibilă a g și g, iar numărul de dinți ai roților intermediare (2 și 3 din fig. 15.2), care sunt angajați simultan cu roțile anterioare și cele ulterioare, nu afectează valoarea raportul de viteză general al mecanismului.
Semnul raportului de viteză este determinat de factorul (-) p, unde p este numărul de angrenaje al angrenajului extern.
În funcție de poziția relativă a angrenajelor, angrenajele se disting cu angrenarea externă (a, b, c) și internă (d). În primul caz, roțile de transmisie se rotesc în direcții opuse, în al doilea - direcțiile de rotație ale roților coincid. Cele mai comune angrenaje sunt angrenajele exterioare.
În acest sens, este necesar să se verifice calitatea angajării prin indicatori geometrici. Dacă alegerea r și x este realizată în conformitate cu instrucțiunile de la § 2.3, atunci pentru verificarea angrenajelor externe această verificare nu este necesară.
Angajarea externă și internă a unei perechi de cilindri. În mod obișnuit, într-o transmisie de transmisie internă, elementul de conducere este un angrenaj extern, care este montat în interiorul roții cu dinți interni, datorită cărora, în comparație cu transmisia de viteze exterioară, distanța de centru este semnificativ redusă, iar transmisia este mai compactă. Distanța centrală a transmisiei exterioare a angrenajului este de aproximativ 2 până la 4 ori mai mare decât cea a transmisiei interne a angrenajului. În plus, profilul concave al dinților roților de transmisie interioare se împerechează cu profilul convex al dinților roții angrenajului angrenajului extern, ca urmare a duratei de viață și a rezistenței de transmisie a angrenajului intern sunt mai mari decât cea a angrenajului extern.
Raportul angrenajului, spre deosebire de raportul de viteză, este întotdeauna pozitiv și nu poate fi mai mic decât unul. Raportul de viteză caracterizează transmisia doar cantitativ. Raport de viteză și raportul de viteze se pot potrivi numai cu transmisia internă a angrenajului. În ceea ce privește angrenajele exterioare, acestea nu coincid, deoarece au semne diferite: raportul de viteze este negativ și raportul de viteze - pozitiv.
Așa cum sunt numite roțile de angrenare. Ce este transmisia de angrenaje interne, cum se diferențiază de transmisia de viteză externă. Care sunt principalii factori care determină utilizarea predominantă a angrenajelor în transmisiile vehiculelor de construcții.
STANDARDUL INDUSTRIILOR
2. Termenii și denumirile utilizate în standard sunt în conformitate cu GOST 16530-83 și GOST 16531-83.
3. Schema de calcul a geometriei este prezentată în Fig. 1.
4. Calculul conform formulelor trebuie făcut cu o eroare de măsurare:
Tabelul 1
|
Numele parametrului |
denumire |
|
Numarul de dinti: |
|
|
................................................ |
|
|
................................................ |
|
|
Circuitul sursă sau circuitul producător de sursă: |
|
|
unghiul de profil ....................................................... .................................. |
|
|
raportul înălțimii capului ............................................... ............ |
|
|
coeficientul de degajare radială ....................................................... ....... |
|
|
coeficient de rază de curbură a curbei de tranziție …………………………. |
|
|
Distanța de centru |
|
|
Factor de prejudecată: |
|
|
................................................. |
|
|
roți ………………………………………………………………………………………. |
|
|
.................................................... |
|
|
................................................. |
|
|
................. |
|
|
.................................................... |
6. Parametrii geometrici ai angrenajelor și roților sunt indicați în bară. 2 și 3.

|
Numele parametrului |
denumire |
Formula de calcul |
|
Unghiul de logodna |
? w |
|
|
Coeficientul de diferență de compensare |
|
|
|
Coeficient de deplasare pentru o distanță de centru dată a w: |
Cu circuitul inițial conform GOST 13755-81, o defalcare a valorii x d pe componente x 1 și x 2 recomandat pentru circuite bloc |
|
|
angrenaje… |
||
|
roți ....................................... |
||
|
Coeficientul de diferență de compensare |
x d \u003d x 2 - x 1 |
|
|
Unghiul de logodna |
? w |
|
|
Distanța de centru pentru x 1 și x 2 |
și w |
|
|
Raport de viteză |
||
|
Diametru plasă |
d = mz |
|
|
Diametru inițial: |
||
|
angrenaje… |
||
|
roți ....................................... |
d w 2 = ud w 1 |
|
|
Diametrul depresiunilor: |
||
|
angrenaje… |
d f 1 \u003d d 1 - 2m(h * a + c * - x 1) |
|
|
roți ....................................... |
d f 2 \u003d d 2 + 2m(h * a + c * + x 2) |
|
|
Diametrul vârfurilor dinților: |
||
|
angrenaje… |
d a 1 \u003d d f 2 - 2un w - 2mc * |
|
|
roți ....................................... |
d a 2 = 2a w + d f 1 + 2mc * |
|
|
Grosimea circumferențială a dintelui pe pas: |
||
|
angrenaje… |
S 1 \u003d m(0,5? + 2x 1 tg?) |
|
|
roți ....................................... |
S 2 \u003d m(0,5? - 2x 2 tg?) |
Note: 1. Este permisă modificarea valorilor diametrelor vârfurilor dinților și calcularea acestora în funcție de alte formule pentru a obține calitățile necesare de plasare în funcție de parametrii geometrici.
2. Calcularea diametrelor vârfurilor angrenajelor în timpul prelucrării finale dinti interni Dolbyak pentru tăierea de unelte este prezentat în anexa 1 de referință.
8. Formulele pentru calcularea parametrilor geometrici necesari pentru amestecarea și calcularea rezistenței angrenajelor sunt prezentate în tabel. 3.
Tabelul 3
|
Numele parametrului |
denumire |
Formula de calcul |
|
Diametrul principal |
d b \u003d dcos? |
|
|
Unghiul profilului din vârful dintelui |
? o |
|
|
Raza de curbură a profilului din vârful dintelui |
? a \u003d 0,5d b tg? o |
|
|
Raza de curbură a profilului activ al dinților în partea de jos: |
||
|
? p 1 \u003d? o 2 - un păcat w? w |
||
|
? p 2 \u003d? o 1 + un păcat w? w |
||
|
Diametrul cercului de la începutul profilului activ în punctul inferior |
||
|
Raza de curbură a profilului la începutul modificării capului dintelui: |
||
|
|
||
|
|
||
|
Diametrul cercului de modificare a capetelor dintelui |
||
|
Unghiul profilului la punctul de pornire al modificării capului |
||
|
Unghiul de profil din mijlocul părții active a dintelui |
||
|
Unghiul profilului de modificare a capului dintelui |
|
|
|
Diametrul circumferinței principale a secțiunii profilului dintelui modificat prin involut |
d b m = dCOS? m |
|
|
Jumătate din grosimea unghiulară a dintelui pe circumferința principală: |
||
|
angrenaje ..................................... |
||
|
roți ......................................... |
||
|
Grosimea dinților de-a lungul unui arc pe un cerc d: |
||
|
angrenaje ..................................... |
|
|
|
roți ......................................... |
|
Notă. În prezența creșterii marginii longitudinale a dintelui cu o rază ? la unghiul ? la ar trebui să fie determinată de formulă
|
Numele parametrului |
denumire |
Formula de calcul |
|
Angrenaj Lungime normală |
Condiția trebuie îndeplinită: 2? o 1 > w 1 > 2? p 1 , 2? g 1 > w 1 > 2? p 1. |
|
|
Dacă nu sunt îndeplinite condițiile, atunci w numără prin scădere z w 1 la 2 ? o 1 ? w 1 (2? g ? w) sau în creștere z w 1 la 1 la w 1 ? 2? p 1 |
||
|
Unghiul profilului dintelui pe un cerc care trece prin centrul rolei (bile) roții |
Condiția trebuie îndeplinită:
și dacă există o modificare a profilului capului dintelui, starea:
|
|
|
Diametrul cercului concentric al angrenajului care trece prin centrul rolei (bile) roții |
||
|
Dimensiunea rolei pentru roti (bile): cu un număr egal de dinți cu un număr impar de dinți |
m 2 \u003d d D 2 - D
Condițiile trebuie îndeplinite m 2 < d D 2 d D 2 + D < d f 2 |
|
|
Treapta de viteze |
p? \u003d? mcos? |
|
|
(Cea mai mică) |
|
10. Formulele pentru calcularea lungimii diagramelor de angrenare și de decodare pentru angrenaje (Fig. 4) și roți (Fig. 5) sunt prezentate în tabel. 5.


Tabelul 5
|
Numele parametrului |
denumire |
Formula de calcul |
|
Lungimea liniei active de implicare (involutegram): |
||
|
angrenaje… |
g? 1 \u003d? o 1 -? g 1 |
|
|
roți ....................................... |
g? 2 \u003d? g 2 -? o 2 |
|
|
Lungimea modificării capului dintelui în funcție de involutegram: |
||
|
angrenaje… |
l g 1 \u003d? o 1 -? g 1 , |
|
|
roți ....................................... |
l g 2 \u003d? o 2 -? g 2 , |
|
|
Diametrul cercului de modificare a capetelor dintelui |
11. Formulele pentru verificarea calității angajării prin indicatori geometrici sunt prezentate în tabel. 6.
Tabelul 6
|
Numele parametrului |
denumire |
Formula de calcul |
|
Reducerea coeficientului de viteză minim |
Condiția trebuie îndeplinită: x 1 > x 1min |
|
|
Grosimea dintelui de pe suprafața vârfurilor: |
||
|
angrenaje… |
S a 1 \u003d d a 1 (? b 1 - inv? o 1) |
|
|
roți ....................................... |
S a 2 \u003d d a 2 (? b 2 + inv? o 2) S a ? 0,3m - fără tratament chimico-termic; S a ? 0,4m - cu tratament chimico-termic |
|
|
Raza de curbură în punctul de delimitare a profilului dintelui: |
||
|
angrenaje… |
|
|
|
roți ....................................... |
Condițiile trebuie îndeplinite: ? L 1 ? ? p 1 ; ? L 2 ? ? p 2. Când tăiați dinții ? L 1 < 0 |
|
|
Parametri de neinterferență |
Condițiile trebuie îndeplinite: ? ? 0; ? L 1 ? ? p 1 ; ? L 2 ? ? p 2 |
Note: 1. Dacă este necesar să se calculeze coeficientul de suprapunere, ținând cont de defuncția marginilor longitudinale ale dinților, formulele de calcul sunt substituite valorilor ? și semnificație ? la.
2. Pentru un calcul mai precis al razelor de curbură în punctele de delimitare, trebuie să se țină seama de tipul suprafeței de tranziție și de parametrii suprafețelor producătoare.
12. Un exemplu de calcul al parametrilor geometrici este dat în anexa 2 de referință.
ANEXA 1
referință
CALCULAREA PARAMETRILOR GEOMETRILE SUPLIMENTARE
1. Parametri inițiali ai instrumentului tip rack sunt date în tabel. 1
Tabelul 1
2. Parametrii inițiali ai tăierii de viteze sunt indicați în tabel. 2
Tabelul 2
3. Formulele pentru calcularea diametrului roții, prelucrate în cele din urmă, pentru tăierea uneltelor, sunt prezentate în tabel. 3.
Tabelul 3
|
Numele parametrului |
denumire |
Formula de calcul |
|
Unghiul de cuplare al mașinii cu freza |
|
|
|
Distanța de centru în angajarea mașinii |
|
|
|
Diametrul vârfurilor dinților roții |
d a 2 \u003d d 2 - 2(h * a - x 2 - să 2)m 1 , unde la 2 = c* (1 - 0,5x 2) la x 2 < 2 для ? \u003d 20 ° la x 2? 1 pt ? ? 25 ° |
|
|
Diametrul cavității roții |
d f 2 = 2a w 02 + d a 0 |
4. Formulele pentru calculul coordonatelor punctelor involute sunt prezentate în tabel. 4
Tabelul 4
Notă. Pentru a determina coordonatele, este utilizat un sistem de coordonate dreptunghiulare. X0Y centrat pe osia și osia angrenajului Ycoincidând cu axa de simetrie a dintelui.
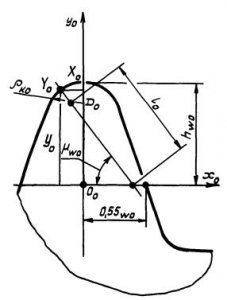
5. Formule pentru calcularea parametrilor curbei de tranziție în golul dinților, indicat în Fig. 1 și 2 sunt indicate în tabel. 5.

Tabelul 5
|
Numele parametrului |
denumire |
Formula de calcul |
|
? w 0 |
90 °? ? w 0 ? ? 0 |
|
|
Modul bucla de productie |
||
|
Diametrul inițial al angrenajului în angajarea mașinii |
d w 01 \u003d m 0 z 1 |
|
|
Grosimea inițială a dinților angrenajului în angajarea mașinii |
S w 01 \u003d d w 01 (? b 1 - inv? 0) |
|
|
Grosimea inițială a dinților scule |
S w 0 \u003d? m - S w 01 |
|
|
Înălțimea capului sculei |
|
|
|
Coordonatele centrului rotunjirii muchiei sculei |
|
|
|
y D 0 \u003d h w 0 - ? la 0 |
||
|
Coordonatele punctului de contact la marginea instrumentului |
x 0 = x D 0 + ? la 0 cos? w 0 |
|
|
y 0 = y D 0 - ? la 0 păcat? w 0 |
||
|
Distanța de la centrul rotunjirii marginii dintelui instrumentului până la polul cuplării mașinii |
||
|
Unghiul de profil într-un punct de pe un cerc cu un diametru dat d |
? y |
la ? w 0 \u003d 90 ° ? y \u003d 90 ° |
|
la |
la ? w 0 \u003d 90 ° d y \u003d d w 01 - 2y D 0 - 2? la 0 |
|
|
Unghiul polar la |
||
|
Raza de curbură a curbei de tranziție |
? f |
|
|
x \u003d 0,5d și păcat(? b 1 -? y) |
||
|
y \u003d 0,5d y cos(? b 1 -? y) |
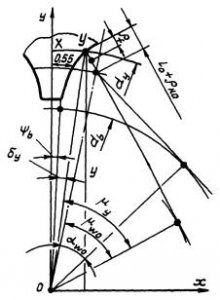
6. Formule pentru calcularea parametrilor curbei de tranziție la cavitatea dintelui roții, indicate în fig. 3 și 4 sunt indicate în tabel. 6.

Tabelul 6
|
Numele parametrului |
denumire |
Formula de calcul |
|
Unghiul actual de angajare a mașinii |
? w 0 |
? w 02 ? ? w 0? 90 ° |
|
Diametrul cercului care trece prin centrul rotunjirii marginii tăietorului |
d D 0 \u003d d a 0 - 2? la 0 |
|
|
Unghiul profilului involut într-un punct al unui cerc care trece prin centrul rotunjirii marginii tăietorului |
|
|
|
Coordonata unghiulară a centrului de rotunjire |
|
|
|
Diametrul inițial al tăietorului în angrenajul mașinii |
|
|
|
Unghiul profilului involut într-un punct al cercului d 0 |
la ? w 0 \u003d 90 ° ? y 0 \u003d 90 °. |
|
|
|
||
|
Distanța de la centrul rotunjirii marginii tăietorului până la polul cuplajului mașinii |
la ? w 0 \u003d 90 ° l 0 = 0,5(d D 0 - d w 0) |
|
|
Unghiul de profil într-un punct al circumferinței diametrului d |
la ? w 0 \u003d 90 ° ? y \u003d 90 ° |
|
|
Diametrul unui cerc care trece printr-un punct la |
la ? w 0 \u003d 90 ° d y \u003d d f \u003d 2a w 0 + d a 0 |
|
|
Coordonata punctului unghiular y |
la ? w 0 \u003d 90 °.
|
|
|
Raza de curbură a curbei de tranziție |
|
|
|
Coordonatele punctului curbei de tranziție |
x \u003d 0,5dpăcat ? y + ? b 2) y \u003d 0,5dcos ( ? y + ? b 2) |
7. Formulele pentru calcularea diametrelor punctelor de delimitare ale zonelor de angajare sunt prezentate în tabel. 7.
Tabelul 7
|
Numele parametrului |
denumire |
Formula de calcul |
|
Raza de curbură a profilului dintelui în punctul de frontieră superior al angajării unipere: |
||
|
angrenaje .................................... |
? u 1 \u003d? p 1 + p? |
|
|
roți ........................................ |
? u 2 \u003d? p 2 - p? |
|
|
Unghiul profilului de dinți în punctul superior al angajării uniparare |
||
|
Diametrul cercului punctelor de graniță superioare ale unei angrenaje cu o singură pereche |
||
|
Raza de curbură a profilului dintelui la punctul inferior al angajării uniparare: |
||
|
angrenaje .................................... |
? v 1 \u003d? la 1 - p? |
|
|
roți ........................................ |
? v 2 \u003d? la 2 + p? |
|
|
Unghiul profilului dinților în punctul de delimitare inferior al angajării uniparare |
||
|
Diametrul cercului punctelor de delimitare inferioare ale unei angrenaje cu o singură pereche |
8. Formulele pentru calculul parametrilor cinematici sunt prezentate în tabel. 8.
Tabelul 8
ANEXA 2
referință
EXEMPLU DE CALCULARE A PARAMETRELOR GEOMETRICE
1. Datele inițiale pentru calcul sunt prezentate în tabel. 1.
Tabelul 1
|
Numele parametrului |
denumire |
Mărimea nominală |
|
Numarul de dinti: |
||
|
angrenaje ....................................................... ..................... |
||
|
Modulul mm |
||
|
Contur sursă: |
||
|
unghiul de profil, deg ............................................... ........... |
||
|
raportul înălțimii capului …………………………………. |
h * o |
|
|
coeficientul de clearance radial ……………………………. |
||
|
coeficient de rază de curbură a curbei de tranziție |
?* f |
|
|
Distanța de centru, mm |
||
|
Factor de prejudecată: |
||
|
angrenaje ....................................................... ..................... |
||
|
roți ....................................................... ......................... |
||
|
Coeficientul de adâncime al modificării profilului capului dintelui: |
||
|
angrenaje ....................................................... ..................... |
||
|
roți ....................................................... ......................... |
||
|
Coeficientul înălțimii modificării profilului capului dintelui: |
||
|
angrenaje ....................................................... ..................... |
||
|
roți ....................................................... ......................... |
2. Dimensiunile nominale ale parametrilor geometrici principali calculați de formule sunt prezentate în tabel. 2.
Tabelul 2
|
Numele parametrului |
Formula de calcul |
Mărimea nominală |
|
Unghiul de logodnă, grindină |
|
|
|
Coeficientul de diferență de compensare |
|
|
|
Factor de prejudecată: |
||
|
la angrenaj …………………………. |
valoare x 1 adoptat de circuitul de blocare |
|
|
la volan ........................................ |
x 2 = x d + x 1 |
|
|
Raport de viteză |
||
|
Diametru plasă mm: |
||
|
angrenaje ...................................... |
d 1 \u003d mz 1 |
|
|
roți .......................................... |
d 2 \u003d mz 2 |
|
|
Diametru inițial, mm: |
||
|
angrenaje ...................................... |
||
|
roți .......................................... |
d w 2 = ud w 1 |
|
|
Diametrul depresiunilor, mm: |
||
|
angrenaje ...................................... |
d f 1 = d 1 - 2m(h * a + c * - x 1) |
|
|
roți .......................................... |
d f 2 \u003d d 2 + 2m(h * a + c * + x 2) |
|
|
Diametrul vârfurilor dinților, mm: |
||
|
angrenaje ...................................... |
d a 1 = d f 2 - 2un w - 2c *m |
|
|
roți .......................................... |
d a 2 = 2un w + d f 1 + 2c *m |
|
|
Grosimea dintelui, mm: |
||
|
angrenaje ...................................... |
S 1 = m(0,5? + 2x 1 tg?) |
|
|
roți .......................................... |
S 2 = m(0,5? - 2x 2 tg?) |
3. Dimensiunile nominale ale parametrilor geometrici necesari pentru informarea și calcularea rezistenței angrenajelor sunt prezentate în tabel. 3.
Tabelul 3
|
Numele parametrului |
Formula de calcul |
Mărimea nominală |
|
Diametrul principal, mm: |
||
|
angrenaje ....................................... |
d b 1 = d 1 cos? |
|
|
roți ........................................... |
d b 2 = d 2 cos? |
|
|
Unghiul profilului din partea superioară a dintelui, grade: |
||
|
angrenaje ....................................... |
||
|
roți ........................................... |
||
|
Raza de curbură a profilului din vârful dintelui, mm: |
||
|
angrenaje ....................................... |
? o 1 = 0,5 d b 1 tg? o 1 |
|
|
roți ........................................... |
? o 2 = 0,5 d b 2 tg? o 2 |
|
|
Raza de curbură a profilului activ al dinților în punctul inferior, mm: |
||
|
angrenaje ....................................... |
? p 1 = ? o 2 - un păcat w? w |
|
|
roți ........................................... |
? p 2 = ? o 1 + un păcat w? w |
|
|
Diametrul cercului începutului profilului activ în punctul inferior, mm: |
||
|
angrenaje ....................................... |
|
|
|
roți ........................................... |
|
|
|
Raza de curbură a profilului la începutul modificării capului dintelui, mm: |
||
|
angrenaje ....................................... |
|
|
|
roți ........................................... |
|
|
|
angrenaje ....................................... |
|
|
|
roți ........................................... |
|
|
|
Unghiul de profil la punctul de pornire al modificării capului roții, grade: |
||
|
angrenaje ....................................... |
||
|
roți ........................................... |
||
|
Unghiul de profil din mijlocul părții active a dintelui, grade: |
||
|
angrenaje ....................................... |
|
|
|
roți ........................................... |
|
|
|
Unghiul profilului de modificare a capului dintelui, deg |
|
|
|
Diametrul cercului principal al secțiunii profilului dinților modificat prin involut, mm: |
||
|
angrenaje ....................................... |
d b m 1 = d 1 cos? m 1 |
|
|
roți ........................................... |
d b m 2 = d 2 cos? m 2 |
|
|
Jumătate din grosimea unghiulară a dintelui de pe circumferința principală, bucurați-vă: |
||
|
angrenaje ....................................... |
||
|
roți ........................................... |
4. Dimensiunile nominale pentru control sunt prezentate în tabel. 4.
Tabelul 4
|
Numele parametrului |
Formula de calcul |
Mărimea nominală |
|
Lungimea angrenajului normal normal, mm |
|
|
|
Unghiul de profil pe un cerc care trece prin centrul rolei, deg |
la D 2 = 4,773 mm
|
|
|
Dimensiunea rolelor (bilelor) de pe roată, mm |
|
|
|
Pasul angrenajului mm |
p? \u003d? mcos? |
|
|
Raza de curbură a curbei de tranziție (cea mai mică), mm |
|
|
|
|
5. Dimensiunile nominale ale lungimii liniei de cuplare și a diametrului circumferinței modificării capetelor dintelui sunt indicate în tabel. 5
Tabelul 5
|
Numele parametrului |
Formula de calcul |
Mărimea nominală |
|
Lungimea liniei active de angajare (involut), mm: |
||
|
angrenaje ...................................... |
g? 1 \u003d? o 1 -? r 1 |
|
|
roți .......................................... |
g? 2 \u003d? r 2 -? o 2 |
|
|
Raza de curbură a profilului dintelui la începutul modificării capului dintelui, mm: |
la l g 1 \u003d 2,5 mm și l g 2 \u003d 2,5 mm (de la involutegram) |
|
|
angrenaje ...................................... |
? g 1 \u003d? o 1 - l g 1 |
|
|
roți .......................................... |
? g 2 \u003d? o 2 + l g 2 |
|
|
Diametrul cercului de modificare a capului dintelui, mm: |
||
|
angrenaje ...................................... |
|
|
|
roți .......................................... |
|
6. Dimensiunile nominale pentru verificarea calității angajării prin indicatori geometrici sunt prezentate în tabel. 6.
Tabelul 6
|
Numele parametrului |
Formula de calcul |
Mărimea nominală |
|
Raportul de schimbare a vitezei minime |
Condiția trebuie îndeplinită: x 1 > x 1 min |
|
|
Grosimea dintelui de pe suprafața vârfurilor angrenajului, mm: |
||
|
angrenaje ...................................... |
S a 1 \u003d (? b 1 - inv? o 1 ) d a 1 |
|
|
roți .......................................... |
S a 2 \u003d (? b 2 + inv? o 2 ) d a 2 |
|
|
Coeficient de suprapunere (geometric) |
||
|
Raza de curbură în punctul de delimitare a profilului dinții roții, mm: |
||
|
angrenaje ...................................... |
|
|
|
roți .......................................... |
|
|
|
Parametrul care determină prezența interferenței |
|
7. Parametrii inițiali ai frezei drepte de freză m3? 112AA-1 GOST 9324-79 sunt prezentați în tabel. 7.
Tabelul 7
8. Parametrii inițiali ai frezei de tăiere a angrenajului spurii m3? 50А-А GOST 9323-79 sunt menționați în tabel. 8.
Tabelul 8
9. Dimensiunile nominale ale diametrelor roții, prelucrate în sfârșit pentru tăierea dolbyak-ului, sunt prezentate în tabel. 9.
Tabelul 9
|
Numele parametrului |
Formula de calcul |
Mărimea nominală |
|
Coeficientul de deplasare al unui dolbyak |
||
|
Unghiul roții angrenajului mașinii cu un tăietor, deg |
|
|
|
Distanța centrală în angrenarea mașinii unei roți cu un tăietor, mm |
|
|
|
Valoare auxiliară |