In Abb. 9.1 a zeigt zwei übereinander abrollende Zylinderrollen ohne zu rutschen. Nennen wir sie die Anfangszylinder (in ihrer Projektion - die Anfangskreise) und verwandeln die Rollen in Zahnräder, indem wir zu diesem Zweck Vertiefungen in sie schneiden und die Vorsprünge vergrößern (Abbildung 9.6), die zusammen Zähne eines bestimmten Profils bilden. Offensichtlich, notwendige BedingungÜbertragungsfähigkeiten - Gleichheit der Umfangsstufen, gemessen entlang der Bögen der Anfangskreise.
Die seitlichen Flanken des Zahnprofils (ein- oder beidseitig bearbeitet) lassen sich nach der am häufigsten verwendeten Evolvente, Abb. 9.7, a) skizzieren, zyklische Kurven durch das Rollen der Kreise O1 und O2 entlang der Anfangskreise (Abb. 9.7.6), entlang von Kreisbögen (in der Übertragung von Novikov, Abb. 9.7, c).
Bei der Verknüpfung geht die Normale, die im Tangentialpunkt auf die Kurven gezogen wird, immer durch den Pol der Verknüpfung P.
Der Ort der Berührungspunkte im Evolventeneingriff ist eine Gerade, die mit der in P wiederhergestellten Senkrechten auf O1O2 einen Winkel von 20° einschließt (alle Normalen fallen zusammen). Der Abschnitt l dieser Geraden ist die Eingriffslänge (Abb. 9.8); bei Zykloidenverzahnung - Kurve AB, bei Kreisverzahnung - eine oder zwei Geraden AB und CD.
Im Folgenden werden Stirnräder mit Evolventenverzahnung betrachtet.
Seien z1 und z2 die Zähnezahlen der Räder (im speziellen Fall z1 = z2). Stellen wir den Zusammenhang zwischen der Umfangsteilung (erinnern Sie sich daran, dass sie für beide Räder gleich ist (siehe Abb. 9.6)), der Anzahl der Zähne und dem Durchmesser des Anfangskreises fest.
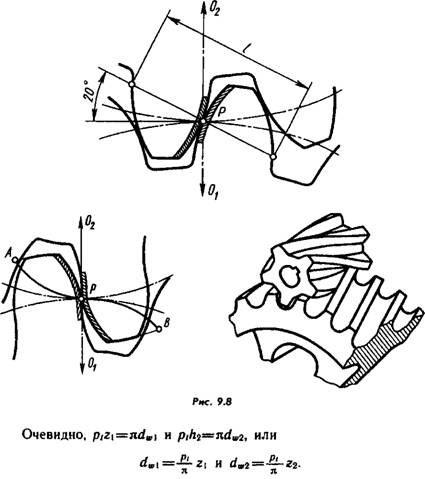
Um die inkommensurable Zahl pi aus den Formeln auszuschließen, wird der Wert von pt so gewählt, dass er ein Vielfaches von pi ist, beispielsweise 0,5pi; Pi; 2pi usw. Die Multiplizität (in mm) wird als Umfangsmodul bezeichnet Zahnrad und werden als mt bezeichnet. (Laut GOST 16530-83 ist der Modul eine lineare Größe pi mal kleiner als die Umfangsstufe; mt = pt / pi). Nun können die obigen Formeln wie folgt umgeschrieben werden: dw1 = mt * z1 und dw2 = mt * z2.
Also, wie geht es dir? Zahnräder die im Eingriff sind, sind die Umfangsstufen gleich, folglich sind auch ihre Module gleich.
Eine andere Definition des Moduls folgt aus der Formel mt = dw / z - dies ist die Anzahl der Millimeter des anfänglichen (Teilungs-) Durchmessers pro Zahn.
Das Modul ist der wichtigste Konstruktionsparameter des Räderwerks. Seine Werte (0,05 ... 100 mm) beim Entwerfen werden aus GOST 9563-60 * (ST SEV 310-76) ausgewählt. Hier ist ein Auszug aus dieser Norm für die Werte des Moduls, die in der Bildungspraxis am häufigsten vorkommen: 1. Reihe - 1; 1,25; 2; 2,5; 3; 4; 5; 6; acht; zehn; 12; 16; zwanzig; 2. Reihe - 1,125; 1,375; 1,75; 2,25; 2,75; 3,5; 4,5; 5,5; 7,0; elf; vierzehn; 18. Werte der Reihe 1 werden bevorzugt.
Räder mit einem Modul kleiner als eins werden als Feinmodul bezeichnet.
Die anfänglichen Zylinder (jetzt imaginär) sind in den Zähnen des Kopfes von den Beinen getrennt (Abb. 9.9). Lassen Sie uns konzentrische zylindrische Oberflächen durch den Boden der Vertiefungen und die Oberseiten der Köpfe beschreiben. Ihre Projektionen sind Kreise aus Vorsprüngen (da) und Vertiefungen (d1). (Im Folgenden markieren wir die Indizes „1“ und „2“ nur bei Bedarf.)
![]()
Die Höhe des Kopfes entspricht normalerweise dem Modul und der Beine - 1,25 Module. Somit,
da = dw + 2 m = m * z + 2 m = m (z + 2); dt = mt (z-2,5).
Um die Festigkeit zu erhöhen und den Verschleiß zu reduzieren, werden die Zähne einer Korrektur unterzogen: Die Höhe des Kopfes des kleineren Rades wird durch den Schenkel erhöht und größeres Rad- abnehmen, und die anfänglichen Kreise werden nicht mehr geteilt, wie in Abb. 9.6. Jedes Rad hat seinen eigenen Teilkreis d, der nicht mit dem ursprünglichen übereinstimmt (Abb. 9.10).

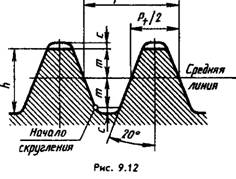
Die Korrektur erfolgt durch Verschieben des Verzahnungswerkzeugs - einer Zahnstange (Abb.9.11), deren Zähne eine sogenannte normale Anfangskontur haben, die von GOST 13755-81 für Evolventen festgelegt wurde Stirnräder(Abb. 9.12), um den Wert m * x, wobei x der Verschiebungsfaktor der Originalkontur (Korrekturfaktor) ist. Somit ist der Teilkreis ein Kreis, bei dem die Teilung und der Eingriffswinkel gleich der Teilung und dem Eingriffswinkel der Hauptzahnstange sind.
Der Teilkreis ist die wichtigste Grundlage für die Bestimmung von Zahnelementen und deren Größen.
Der Modul m ist auch hier das Verhältnis der entlang des Teilkreises gemessenen Umfangsteilung zu pi. Daher ist d = mz die grundlegende Konstruktionsformel für ein Stirnradgetriebe.
Bei unkorrigierten Rädern stimmt der Teilkreis mit dem Anfangskreis (x = 0) überein, wie in Abb. 9.6 und 9.9. Räder mit z1 = z2 werden nicht korrigiert.
Auf der Arbeitszeichnung des Rades gemäß GOST 2.403-75 * (ST SEV 859-78) im Parameterschild rechts obere Ecke Zeichnung (Abbildung 9.13), geben Sie das Modul, die Anzahl der Zähne, die Nummer des Standards für die normale Originalkontur, den Offset-Koeffizienten und den Genauigkeitsgrad nach GOST 1643-81 an, zum Beispiel 7-N GOST 1643-81 , wobei 7 der siebte Genauigkeitsgrad ist (es gibt 1 ... 12 in absteigender Reihenfolge), H - Konjugationstyp (mit Nullseitenspiel).
Im zweiten und dritten Teil der Tabelle (sie werden durch die Haupt-
Zeilen) platzieren Daten für die Steuerung (siehe GOST 2.403-75) bzw. Referenzdaten.

Die Trainingszeichnungen enthalten in der Regel die in Abb. 9.13 konventionell Doppelrahmen, vorausgesetzt, das Rad ist unkorrigiert (x = 0), oder geben sogar nur die Werte von m, z, d an.
Nur im Frontbereich Außendurchmesser Räder. Die Rauheit der Seitenflächen der Zähne wird auf der Linie der Wälzfläche aufgebracht. Die Zähne in den Axialschnitten bleiben in allen Fällen unschattiert.
In der Zeichnung des Schrägstirnrads werden nach der Spalte "Anzahl der Zähne" zwei Spalten hinzugefügt, um den Neigungswinkel der Zähne und ihre Richtung anzugeben - rechts (Abb. 9.14) oder links, für Chevron-Räder eine weitere Spalte mit hinzufügen die Aufschrift "Chevron".

Wie aus Abb. 9.14, für ein Schrägrad wird eine Endsteigung und eine normale Steigung unterschieden - in einer Ebene senkrecht zur Richtung der Zähne. Dementsprechend wird zwischen End- und Normalmodulen unterschieden.

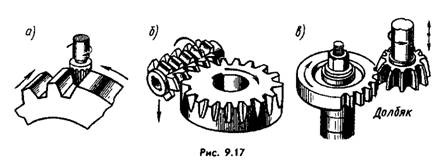
Da Stirnräder mit dem gleichen modularen Werkzeug hergestellt werden wie Stirnräder (siehe Abb. 9.17), ist das Modul m auf seiner Arbeitszeichnung in der Parametertabelle angegeben (mn ist immer gleich m).
In der Zeichnung des Sektors (Abb. 9.15) in der Spalte "Anzahl der Zähne" geben Sie ihre Nummer auf einem Vollkreis an (120 Zoll dieses Beispiel), und fügen Sie nach der Spalte "Teilungsdurchmesser" die Spalte "Zähnezahl des Sektors" (in diesem Beispiel 17) hinzu.
Auf den Zusammenbauzeichnungen (Abb. 9.16, ad) in Ebenen senkrecht zu den Achsen der Zahnräder sind die Kreise der Vorsprünge mit den Hauptlinien (ohne Lücken im Eingriffsbereich) dargestellt: Die ersten sind dünne Strichpunktlinien (sie sollten sich berühren), die Vertiefungen sind dünn und fest (sie müssen nicht gezeigt werden). Die Teilkreise der Räder werden nicht übernommen.
Im Schnitt ist der Zahn eines der Räder (vorzugsweise des führenden) vor dem Zahn des Mitnehmers dargestellt (siehe Pfeil in Abb. 9.16, a). Wenn die Räder feinkörnig (oder kleinskalig) sind, werden die Lücken nicht angezeigt. Bei Bedarf werden die Art des Eingriffs und die Richtung der Zähne wie in Abb. 1 gezeigt. 9.16.6, c, d.
Beim Entfernen einer Zahnradskizze (ein akzeptabler allgemeiner Name für Zahnräder) ist es notwendig, den Durchmesser des Umfangs der Vorsprünge da zu messen, die Anzahl der Zähne zu zählen und aus der Formel da = m (z + 2) zu bestimmen Modul. In diesem Fall ist es möglich, dass der erhaltene Modulwert vom Standardwert abweicht (zum Beispiel mit den oben angegebenen Werten für die Werte im Bereich von 1 ... 20 mm). Dann ist der nächstliegende Wert des Standardmoduls zu nehmen und der Messwert da anzugeben.
Zahnräder werden aus Gusseisen (z. B. Güteklasse SCH-40), Stahl (z sie brauchen mit einem sehr hochgradig Richtigkeit.
In Abb. 9.17, a, b, c sind Beispiele für Herstellungsverfahren:
a - mit einem Fingerschneider, dessen Profil eine Kopie des Profils der Zahnhöhle ist (Kopiermethode); b - Schneckenschneider; in - ein Reiben; Schiene (siehe Abb.9.11). Die letzten drei sind effizientere Einbruchmethoden.
Zahnräder werden auch durch Warmwalzen hergestellt, das in einigen Fällen keine weitere Bearbeitung erfordert.
Um die erforderlichen Leistung bei Zahnrädern mit Stirnrädern ist bei deren Herstellung auf folgendes zu achten: die entsprechende kinematische Genauigkeit, die Leichtgängigkeit des Eingriffs, die erforderliche Größe und Lage der Kontaktzone der Seitenflächen, die Größe und Konstanz der Seiten- und Radialspiele im sowie die entsprechende Qualität der Seitenflächen der Zähne. Die kinematische Genauigkeit von Verzahnungen hängt von der Genauigkeit der Maschine und des Werkzeugs beim Verzahnen sowie von der Genauigkeit der Werkstückpositionierung beim Verzahnen ab. Die Korrektheit des Einbaus oder, wie es manchmal genannt wird, die Korrektheit der Unterlage wiederum hängt von der Genauigkeit des in die Verzahnung einlaufenden Radrohlings ab.
Bei der Herstellung eines Zahnrades werden im ersten Schritt bestimmte Anforderungen an den technologischen Prozess gestellt, von denen die Qualität der fertigen Zahnräder abhängt. Die wichtigsten Anforderungen sind:
- Sicherstellen der Konzentrizität der zylindrischen Sitzfläche und der Außenflächen;
- Gewährleistung der Rechtwinkligkeit der Sitzfläche und mindestens eines Basisendes und bei den vom Paket geschnittenen Zahnrädern - zwei Basisenden.
In diesem Fall muss auch die Rechtwinkligkeit der Sitzfläche und des tragenden Endes sichergestellt werden.
Die Unrundheit der Grund- und konstruktiven Sitzflächen sowie der Oberfläche der Vorsprünge führt zu ungleichmäßigen Radialspiel im Eingriff, und bei Zahnrädern, für die die Messung der Zahndicke mit einem Zahnmesser vorgesehen ist, - zur Unmöglichkeit einer genauen Messung der Dicke der Zähne... Die Nicht-Rechtwinkligkeit der Auflagefläche und des Basisendes sowie die Nicht-Parallelität der Enden führen zu einer Krümmung des Dorns, auf dem das Werkstück zum Schneiden montiert wird, und das Zahnrad selbst weist Fehler auf, die drückt sich im Rundlauf des Zahnkranzes und in der Verformung von Form und Lage der Aufstandsfläche aus. Somit hängt die Genauigkeit des Zahnrads nicht nur vom Verzahnungsprozess selbst ab, der in der zweiten Fertigungsstufe durchgeführt wird, sondern auch in hohem Maße von der Genauigkeit des Werkstücks.
Die aktuellen GOSTs für Zahnräder legen die Toleranzen nur für fertige Zahnräder fest, daher kann die Genauigkeit von Fertigungswerkstücken in Abhängigkeit von den angenommenen technologischer Prozess Verarbeitungs- und Kontrollmethoden. Anforderungen an die Grundflächen des Werkstücks sollten durch Industrie- oder Werksnormen festgelegt werden.
Um die spezifizierte Genauigkeit der fertigen Zahnräder zu gewährleisten, sind folgende Parameter für die Rohlinge normiert:
- die Größe und Form der Bohrung (bei montierten Zahnrädern);
- die Abmessungen der Lagerzapfen der Welle (bei Rollengetrieben);
- Außendurchmesser des Werkstücks;
- Rundlauf der Außenfläche der Werkstücke;
- Planlauf des unteren Endes des Werkstücks (das Ende, an dem das Werkstück beim Verzahnen auf der Maschine aufliegt).
Die Bohrungen im Werkstück sind die technologische Grundlage beim Verzahnen und im fertigen Zahnrad die Haupt-, Mess- und Montagegrundlagen, d.h. die Bohrung bestimmt die Bearbeitungsgenauigkeit beim Verzahnen und die Messgenauigkeit bei der Prüfung des fertigen Zahnrads. So sollten bei Rohlingen für Zahnräder von 3 ... 5 Genauigkeitsgraden die Durchmesser der Grundbohrungen nicht schlechter als die 5. Qualität sein, für Räder der 6. und 7. Genauigkeit - nicht schlechter als die 7. Qualität, für Räder mit geringerer Genauigkeit - nicht schlechter als Klasse 8 ... Die Rauheit der Lochoberfläche sollteRα = 0,4 µm;R α = 0,8 μm undRα = 1,6 µm.
Abweichungen des Außendurchmessers des Zahnradwerkstücks wirken sich an sich nicht auf die Genauigkeit des Räderwerks aus. Seit Außenfläche wird häufig als Messunterlage bei der Messung mehrerer Parameter an einem fertigen Zahnrad sowie als Messunterlage bei der Messung an einer Verzahnmaschine verwendet, dann sollten Abweichungen des Außendurchmessers je nach Einsatzbedingungen der äußere Oberfläche. Somit kann die Abweichung und Toleranz für den Außendurchmesser des Werkstücks nach der 14. Klasse zugeordnet werden, sofern dass die Abweichung des Außendurchmessers bei Zahnrädern mit 3 ... 7. Genauigkeitsgrad 0,1 m nicht überschreitet; bei Rädern mit gröberer Genauigkeit sollte die Abweichung 0,2 m nicht überschreiten, wobei m der Modul des Zahnrads ist. Im Werkstückkörper werden Toleranzen eingestellt. 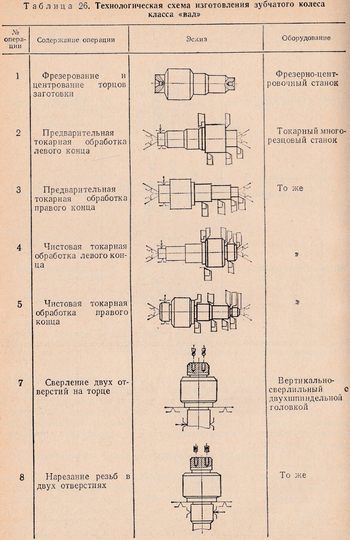
Bei Verwendung der Außenfläche des Werkstücks als Messunterlage zum Ausrichten der Werkstücklage beim Verzahnen empfiehlt es sich, dessen Rundlauf gegenüber der Radachse zu begrenzen; in diesem Fall muss der zulässige Rundlauf F rr des Werkstücks Teil der Toleranz für den Rundlauf F rr des Zahnkranzes des fertigen Rades sein, d.h. F rrd = (0,5 ... 0,7)F rr.
Wird die Außenfläche nicht als Unterlage verwendet, kann der zulässige Rundlauf F rr des Werkstücks verdoppelt werden, sollte jedoch die Durchmessertoleranz des Werkstücks nicht überschreiten.
Der Planlauf der Grundstirnseite des Werkstücks beeinflusst die Kontaktindikatoren der Zähne, dabei sollte der zulässige Planlauf F t des Werkstücks eines Stirnrades nur ein Teil der Toleranz F β für die Richtung von . sein der Zahn, und für ein Stirnradgetriebe mittlerer und großer Module - ein Teil der maximalen Abweichung der axialen Steigung ...
Die Wahl des Schemas der ersten Stufe des technologischen Prozesses zur Herstellung eines Zahnrads wird durch die Gestaltung des Zahnrads beeinflusst. So unterscheiden sich die Schemata technologischer Verfahren zur Herstellung von Zahnrädern der Klassen "Buchse" und "Welle" erheblich.... Diese Unterscheidung existiert unabhängig von anderen. Design-Merkmale Zahnrad, sowie Arten und Arten der Herstellung.
Bei der Auswahl eines Bearbeitungsschemas für ein Zahnrad der "Hülsen"-Klasse sollte man sich an folgenden Überlegungen orientieren: als Ausgangsbasis für die Bearbeitung des Rades werden unbehandelte Oberflächen gewählt, die konzentrisch zu den bearbeiteten Oberflächen sein sollten, und die unbehandelten Endebenen des Stanzteils müssen parallel zu den bearbeiteten Endebenen sein.
Tisch 25 zeigt als Beispiel das technologische Schema der Herstellung eines Zahnrades (Klasse "Hülse").
Von den anfänglichen Installationsbasen wird der erste Arbeitsgang durchgeführt, der darin besteht, das zentrale Loch zu bohren und zu reiben und eines der Enden der Nabe aus derselben Installation zu schneiden. Der Zweck dieser Operation besteht darin, ein zentrales Räumloch vorzubereiten und eine bearbeitete Endbasis für die nachfolgende Operation zu erstellen. Der zweite Arbeitsgang – das Räumen – wird von der erstellten Endbasis aus durchgeführt und reduziert sich auf die Bildung eines Lochprofils, beispielsweise eines geschlitzten. Basis für die Weiterverarbeitung ist bereits die Sitzfläche der Bohrung (Schlitze) und die Stirnseite.
Der dritte und vierte Arbeitsgang sind für die erste Stufe abschließend und beschränken sich auf die Endbearbeitung des Zahnrads zum Schneiden der Zähne; sie werden basierend auf Elementen durchgeführt Spline-Verbindung oder anderes Lochprofil. Bei der Durchführung dieser Arbeiten müssen die oben aufgeführten Anforderungen an das zu bearbeitende Werkstück, reduziert auf die Konzentrizität der Außenfläche des Zahnrads und der Sitzfläche der Bohrung, sowie die Rechtwinkligkeit der bearbeiteten Endebenen der Achse des Loches, ist besonders zu beachten.
Der fünfte Arbeitsgang – Vor- und Endbearbeitung der Zähne – wird auf einer Wälzfräsmaschine durchgeführt. Die Grundlage für diese Operation ist Landedurchmesser Löcher und eines der Enden des Zahnkranzes. Der sechste, siebte und zwölfte Arbeitsgang beziehen sich auf Endbearbeitungsarten. Hier ist die Basis die gleichen Oberflächen.
Die Bearbeitung von Zahnrädern der Klasse "Welle" erfolgt normalerweise in den Zentren und nur in einigen Operationen, um die Zuverlässigkeit und Steifigkeit der Befestigung des Teils zu erhöhen, wird es mit anderen Oberflächen befestigt.
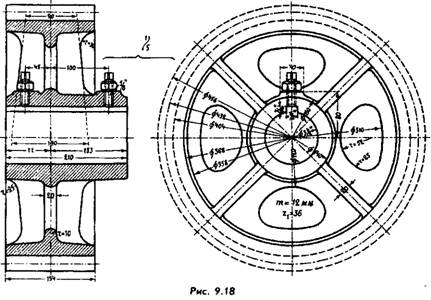
Tisch 26 zeigt ein technologisches Schema zur Herstellung eines Zahnrads (Klasse "Welle").
Der erste Arbeitsgang bei der Bearbeitung eines Zahnrades der Klasse „Welle“ ist das Beschneiden der Enden und das Zentrieren des Werkstücks. Es wird empfohlen, diesen Vorgang auf Maschinen durchzuführen, die das Fräsen der Enden und das Zentrieren des Teils von einer Installation aus ermöglichen. Die Bearbeitungen vom zweiten bis zum fünften werden auf das Vor- und Vorschlichten mit der Montage des Werkstücks auf den Zentren der Maschine reduziert. Der siebte und achte Arbeitsgang – Bohren und Gewindeschneiden in zwei Löchern in der Stirnseite – vervollständigen die erste Stufe des Teils. Der neunte Arbeitsgang - das Vorschneiden der Zähne - wird durch Wälzfräsen mit dem Einbau des Teils in die Zentren durchgeführt. Die zehnte Operation – die Rasur – wird ebenfalls anhand der Zentren durchgeführt. Fünfzehnter Arbeitsgang - Aufkohlen und Härten des Zahnrads. Nach der Wärmebehandlung werden die Zentren geschliffen oder geschliffen. Dieser Vorgang ist erforderlich. Der achtzehnte und neunzehnte Arbeitsgang – Schleifen der zylindrischen Hälse und des Endes – beendet den Endbearbeitungsprozess, wonach die Keilwellen gefräst und das Gewinde am Schaft geschnitten wird.
Technologische Prozesse umfassen Schlosser- und Kontrollvorgänge, die in bestimmten Phasen der Bearbeitung eines Teils durchgeführt werden.
Beschrieben beispielhafte Schemata technologische Prozesse sind typisch für verschiedene Typen und Produktionsarten.
Steigende Anforderungen an die Oberflächenqualität der Zähne und an die Genauigkeit der Verzahnungselemente des Zahnrades können die Einbeziehung zusätzlicher Schlicht-, Wärme- und Kontrolloperationen in den technologischen Prozess erforderlich machen; verschiedene Arbeitsgänge können je nach Art der Produktion erweitert oder unterteilt werden, aber Schaltplan, die Reihenfolge der Schritte und die Reihenfolge der Operationen bleiben unverändert.
Zylinderräder haben ein sehr komplexes Design (das Vorhandensein zusätzlicher Zapfen, Löcher usw.) und die Auswahl komplettes Schema Die Konstruktion des technologischen Prozesses sollte auf der Grundlage einer gründlichen Analyse der technischen Anforderungen der Zeichnung und der Produktionsmöglichkeiten erfolgen.
Einen besonderen Platz unter den Zahnrädern der Klasse "Nabe" nehmen Zahnräder ein Innenverzahnung große Größen, basierend auf dem Außendurchmesser des Teils. Teile dieses Typs haben ein anderes Flussdiagramm. Der Unterschied besteht darin, dass die Grundzylinderfläche, die Oberfläche der Vorsprünge der Zähne und die Stirnfläche in der Regel in einer Aufspannung des Teils bearbeitet werden und die Grundfläche beim Schneiden von Zähnen die Außenfläche ist, an der das Teil montiert wird in der Vorrichtung oder entlang derer der Einbau des Teils auf der Planscheibe der Verzahnmaschine mit Hilfe der Anzeige kalibriert wird.
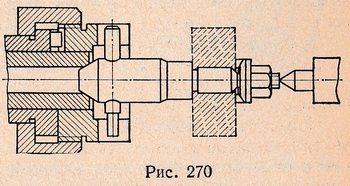
Die wichtigsten Arten von Vorrichtungen, die in den Operationen der ersten Stufe verwendet werden, sind Drehdorne zum Drehen von Stirnrädern der Klasse "Ärmel", Bereitstellen einer Konzentrizität der äußeren und inneren zylindrischen Oberflächen des Zahnradrohlings, Vorrichtungen zum Anbringen des Zahnrads an der Innenschleifmaschine beim Schleifen des Lochs und des Endes.
In Abb. 270 zeigt die gebräuchlichste Mitteldornausführung. Der Dorn wird an einem Ende in der Kegelbuchse der Maschinenspindel und am anderen Ende in der Mitte des Reitstocks montiert. Die Drehung des Dorns erfolgt durch eine Kupplung mit zwei Stirnnuten, die mit dem Spindelflansch durch einen in den Dorn eingepressten Stift verbunden ist und in die Nuten der Kupplung eintritt. Um den Einfluss einer möglichen Nichtparallelität der linken Stirnseite zum Stützende beim Fixieren des Werkstücks auszuschließen, wird eine Kugelscheibe unter die Mutter gelegt.
 In Masse und groß Serienproduktion auch Spindeldorne mit Schraub- und Pneumatikspannern kommen zum Einsatz. In Abb. 271 zeigt einen geschlitzten Spindelspanndorn mit einer pneumatischen Klemmung. Der Dornkörper 5 wird in den Konus der Spindel 2 eingesetzt und mit einer Unterlegscheibe 3 gesichert, mit drei Schrauben 4 gegen den Spindelflansch gedrückt ein geschlossener Schlitz, durch den die Schraube 6 hindurchgeht, der verhindert, dass die Spannzange vom Körper fällt ... Die mit dem Pneumatikzylinder verbundene Stange 1 geht durch den Dorn und die Spannzange hindurch, und auf ihr Gewindeende sind Muttern 8 aufgeschraubt, mit deren Hilfe die Klemmung der Spannzange reguliert wird. Wenn sich der Schub nach links bewegt, zieht er die Spannzange auf den Konus und fixiert das Teil; wenn sich der Schub nach rechts bewegt, zieht er mit seiner Schulter die Spannzange vom Dornkörper ab, wodurch die Spannzange das Teil zusammendrücken und freigeben kann.
In Masse und groß Serienproduktion auch Spindeldorne mit Schraub- und Pneumatikspannern kommen zum Einsatz. In Abb. 271 zeigt einen geschlitzten Spindelspanndorn mit einer pneumatischen Klemmung. Der Dornkörper 5 wird in den Konus der Spindel 2 eingesetzt und mit einer Unterlegscheibe 3 gesichert, mit drei Schrauben 4 gegen den Spindelflansch gedrückt ein geschlossener Schlitz, durch den die Schraube 6 hindurchgeht, der verhindert, dass die Spannzange vom Körper fällt ... Die mit dem Pneumatikzylinder verbundene Stange 1 geht durch den Dorn und die Spannzange hindurch, und auf ihr Gewindeende sind Muttern 8 aufgeschraubt, mit deren Hilfe die Klemmung der Spannzange reguliert wird. Wenn sich der Schub nach links bewegt, zieht er die Spannzange auf den Konus und fixiert das Teil; wenn sich der Schub nach rechts bewegt, zieht er mit seiner Schulter die Spannzange vom Dornkörper ab, wodurch die Spannzange das Teil zusammendrücken und freigeben kann.
Der Vorteil solcher Spanndorne besteht darin, dass bei der Serienproduktion Spannzangen unterschiedlicher Durchmesser auf den gleichen Körper aufgesetzt werden können und die Umstrukturierung der Bearbeitung von einem Teil zum anderen nur durch den Austausch der Spannzange erfolgt.
Stirnräder der Klasse "Nabe" müssen nach dem Härten in der Regel entlang der Innendurchmesser und das Ende, sowie Zahnräder mit 6 ... 7 Genauigkeitsgraden werden auch entlang der Oberfläche der Zähne geschliffen.
Bohrungen und Enden werden auf Innenschleifmaschinen mit einer Vorrichtung zum Schleifen der Enden geschliffen. Das Schleifen des Lochs kann dem Schleifen der Zähne vorausgehen oder, wenn die Zähne nicht geschliffen sind, der letzte Vorgang sein.
In dem einen oder anderen Fall sollte das geschliffene Loch konzentrisch mit dem anfänglichen (Teilung) Umfang der Scheibe sein und der anfängliche (Teilung) Durchmesser sollte als Schleifbasis genommen werden. Die entsprechende Montage des Zahnrades beim Schleifen erfolgt mit Spezialwerkzeugen. Typischerweise sind dies ein Präzisions-Dreibackenfutter und ein Dreirollenkäfig, der das zu schleifende Zahnrad in den Futterbacken sichert. Bei anderen Spannvorrichtungen wird das Teil durch sechs an den Nocken befestigte Rollen geklemmt, die durch die Bewegung des Halters mit konischer Innenfläche in die Mitte gebracht werden. Einige Futterkonstruktionen sehen eine Zentrierung entlang der Zahnprofile vor und drücken gleichzeitig gegen das Ende des Rades.
ZU Kategorie:
Schlosser- und mechanische Montagearbeiten
Getriebe
Zahnradgetriebe sind in fast allen Baugruppen erhältlich industrielle Ausrüstung... Mit ihrer Hilfe wird die Geschwindigkeit der beweglichen Teile der Werkzeugmaschinen in Größe und Richtung verändert, Kräfte und Momente von einer Welle auf eine andere übertragen.
In einem Räderwerk wird die Bewegung durch ein Paar Zahnräder übertragen. In der Praxis wird das kleinere Zahnrad als Zahnrad und das größere als Rad bezeichnet. Der Begriff "Zahnrad" bezieht sich sowohl auf ein Zahnrad als auch auf ein Rad.
Ein auf einer Antriebswelle sitzendes Zahnrad wird als Antriebsrad bezeichnet, und ein auf einer Abtriebswelle sitzendes Zahnrad wird als Abtriebsrad bezeichnet. Die Zähnezahl des Zahnrades ist mit dem Buchstaben z angegeben.
Abhängig von der relativen Lage der geometrischen Achsen der Wellen sind Zahnradantriebe: Zylinder-, Kegel- und Gewindetriebe. Zahnräder für Industrieanlagen werden mit geraden, schrägen und eckigen (Chevron) Zähnen hergestellt.
Nach dem Profil der Zähne werden Zahnräder unterschieden: Evolventen und Zykloiden. Neben Zahnrädern mit Evolventenverzahnung werden Novikov-Zahnräder mit kreisförmigem Zahnprofil in Getrieben eingesetzt. Das Getriebe von Novikov ermöglicht die Verwendung von Rädern mit geringer Zähnezahl, was bedeutet, dass es eine große Verhältnis und kann erhebliche Leistung übertragen. Zykloidverzahnungen werden in Instrumenten und Uhren verwendet.
Stirnräder mit gerader Verzahnung dienen in Zahnrädern mit parallelen Wellenachsen und sind auf diesen bewegungslos oder beweglich gelagert.
Zahnräder mit schrägen Zähnen werden verwendet, um Bewegungen zwischen Wellen zu übertragen, deren Achsen sich im Raum schneiden, und in einigen Fällen zwischen parallelen Wellen, zum Beispiel wenn das Getriebe eine erhöhte Umfangsgeschwindigkeit der Räder und die Geräuschlosigkeit ihres Betriebs kombinieren muss im Großen und Ganzen Übertragungsbeziehungen bis 15:1.
Schrägverzahnungen sind nur bewegungslos auf Wellen montiert.
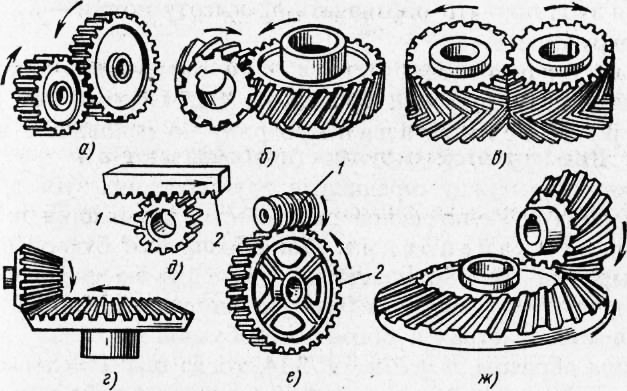
Reis. 1. Zahnräder: a - zylindrisch mit geradem Zahn, b - gleich, mit schrägem Zahn, c - mit Chevron-Zahn, d - konisch, d - Rad - Zahnstange, e - Schneckenrad, g - c kreisförmiger Zahn
Die Arbeit von Schrägverzahnungen wird von axialem Druck begleitet. Axialdruck kann eliminiert werden, indem zwei schraubenförmige Räder mit demselben verbunden werden, aber auf gerichtet ist verschiedene Seiten Zähne. Auf diese Weise erhält man ein Chevron-Rad (Abb. 1, c), das durch Drehen des Scheitelwinkels der Zähne in Drehrichtung des Rades montiert wird. Auf Sondermaschinen werden Chevron-Räder ganz aus einem Werkstück gefertigt.
Kegelräder zeichnen sich durch die Form der Zähne aus: Stirnrad, Schrägverzahnung und Kreisform.
In Abb. 1, d zeigt konische Stirnzähne, und in Abb. 1, g - kreisförmige Zahnräder. Ihr Zweck besteht darin, die Rotation zwischen Wellen zu übertragen, deren Achsen sich schneiden. Bei sich kreuzenden Achsen werden auch Schneckengetriebe verwendet (Abb. 1, e). Kreisverzahnte Kegelräder werden in Getrieben eingesetzt, bei denen eine besonders sanfte und leise Bewegung erforderlich ist.
In Abb. 1 zeigt e ein Zahnrad und eine Zahnstange. In diesem Gang wird die Drehbewegung des Rades in gerade Bewegung reiki.
Zahnradelemente. In jedem Zahnrad (Abb. 2) werden drei Kreise unterschieden (Teilung, Kreis der Vorsprünge, Kreis der Vertiefungen) und daher drei ihnen entsprechende Durchmesser.
Der Teilungs- oder Anfangskreis teilt die Höhe von 3Ub in zwei ungleiche Teile: den oberen, Zahnkopf genannt, und den unteren, Zahnwurzel genannt. Die Höhe des Zahnkopfes wird normalerweise mit ha, die Höhe des Schenkels - hf und der Durchmesser des Kreises - d bezeichnet.
Der Umfang der Vorsprünge ist der Kreis, der die Spitze der Profile der Zähne des Rades begrenzt. Es steht für da.
Der Kavitätenkreis verläuft entlang der Basis der Kavitäten der Zähne. Der Durchmesser dieses Kreises wird mit df bezeichnet.
Der Abstand zwischen den Mittelpunkten zweier benachbarter Zähne, gemessen entlang eines Teilkreisbogens, wird als Teilung der Verzahnung bezeichnet. Der Schritt wird mit dem Buchstaben P bezeichnet. Wenn der Schritt, ausgedrückt in Millimetern, durch die Zahl n = 3,14 geteilt wird, erhalten wir einen Wert namens Modul. Der Modul wird in Millimetern ausgedrückt und mit dem Buchstaben t bezeichnet.
Der Teilungsbogen innerhalb des Zahns wird als Zahndicke bezeichnet, der S1-Bogen ist die Fußbreite. Typischerweise S = = Sx. Das Maß b des Zahns entlang einer zur Radachse parallelen Linie wird als Zahnlänge bezeichnet.
Das Radialspiel ist der kürzeste Abstand zwischen der Zahnspitze und dem Boden des Gegenradhohlraums.
Das seitliche Spiel ist der kürzeste Abstand zwischen den nicht arbeitenden profilierten Oberflächen benachbarter Zähne, wenn sich ihre Arbeitsflächen berühren.
Alle Elemente des Getriebes sind mit dem Modul verbunden: die Höhe des Zahnkopfes ha = t, die Höhe des Zahnsteges hf = 1,2 t, die Höhe des gesamten Zahnes h = 2,2 t.
Bei Kenntnis der Zähnezahl z kann mit dem Modul der Teilkreisdurchmesser des Zahnrades d = zm bestimmt werden.

Reis. 2. Eingriffsschema bei Zahnrädern mit zylindrischen Zahnrädern
Die Formeln, mit denen Sie die Parameter von Stirnrädern je nach Modul und Zähnezahl ermitteln können, sind in der Tabelle aufgeführt. 5.
Langsamlaufende Getriebe bestehen aus Gusseisen oder Kohlenstoffstahl, Hochgeschwindigkeitsgetriebe aus legiertem Stahl. Nach dem Schneiden der Zähne auf Verzahnmaschinen werden die Zahnräder wärmebehandelt, um ihre Festigkeit zu erhöhen und ihre Verschleißfestigkeit zu verbessern. Carbon-Laufräder
diät CTa.'irf wird die Zahnoberfläche durch ein chemisch-thermisches Verfahren - Aufkohlen und anschließendes Härten - verbessert. Die Zähne von schnelllaufenden Rädern werden nach der Wärmebehandlung geschliffen oder geläppt, auch eine Oberflächenhärtung mit hochfrequenten Strömen kommt zum Einsatz.
Für sanftes und leises Einkuppeln ist eines der beiden Räder in Zahnradpaare in einigen Fällen, wenn die Belastung es zulässt, aus textolith, holzschicht-kunststoff-spanplatte-G oder nylon. Um das Einrasten der Zahnräder beim Einschalten durch Verschieben entlang der Welle zu erleichtern, sind die Enden der Zähne von der Seite des Schalters abgerundet.
Zahnradgetriebe sind offen und geschlossen. Offene Zahnräder sind normalerweise langsam. Sie haben kein Ölbadgehäuse und werden regelmäßig mit Fett geschmiert. Die geschlossenen Getriebe sind in Gehäusen eingeschlossen. Die Zahnräder der beiliegenden Getriebe werden entweder im Ölbad oder in der Druckstrahlschmierung geschmiert.
Entsprechend der Drehzahl werden die Zahnradgetriebe unterteilt in die folgenden Typen(m / s): sehr langsam - v< 0,5, тихоходные - 0,5 < v < 3, среднескоростные - 3 < v < 15, скоростные - 15 < v < 40, высокоскоростные - v > 40.
Die Präzision der Räder und die Montage der Zahnräder müssen entsprechen staatlicher Standard... Für Zylinder-, Kegel- und Schneckenräder werden 12 Genauigkeitsgrade festgelegt, die in absteigender Genauigkeitsreihenfolge mit Grad 1 -12 bezeichnet werden.
Die genauesten 1. und 2. Grad sind vorbehalten, da moderne Fertigungs- und Kontrollmöglichkeiten die Herstellung präziser Räder nicht gewährleisten können. Auch der 12. Grad ist Reserve, da die Gänge nach aktuellen GOSTs noch nicht gröber als der 12. Genauigkeitsgrad sind.
Tolle Bewerbung haben Zahnradgetriebe von 6, 7, 8 und 9 Genauigkeitsgraden. Kurzcharakteristik die am häufigsten gezahnten und Schneckengetriebe(6. - 9. Genauigkeitsgrad) sind in der Tabelle angegeben. 6. Jeder Grad der Verzahnungsgenauigkeit entspricht der von GOST festgelegten normalen kinematischen Genauigkeit sowie dem reibungslosen Lauf des Rades und dem Kontakt der Zähne.
Die Landung von Zahnrädern auf den Wellen unterscheidet sich nicht von der Landung von Riemenscheiben, daher wird im Folgenden nur die Kontrolle, Einstellung von Zahnrädern und Schneckenrädern beschrieben.
Das Wichtigste technische Voraussetzungen zu Getriebeaggregaten sind:
1. Die Zähne der Räder müssen bei der Farbkontrolle eine Kontaktzone von mindestens 0,3 Zahnlänge und entlang des Profils von 0,6 bis 0,7 Zahnhöhe haben.
2. Der Planlauf der Räder darf die durch die technischen Anforderungen festgelegten Grenzen nicht überschreiten.
3. Die Achsen der Wellen der Verriegelungsräder und die Achsen der Gehäusesitze müssen in derselben Ebene liegen und parallel zueinander sein. Toleranzen sind in . angegeben technische Bedingungen.
4. Zwischen den Zähnen der kämmenden Räder ist eine Lücke erforderlich, deren Wert vom Grad der Übertragungsgenauigkeit abhängt und aus der Tabelle ermittelt wird.
5. Die montierte Baugruppe wird geprüft auf Leerlauf oder unter Last. Es muss eine ausreichende Festigkeit für die Kraftübertragung, einen ruhigen Lauf und eine mäßige Erwärmung der Lageranordnungen aufweisen (nicht mehr als 323 K oder 50 ° C).
6. Das Getriebe sollte ruhig und nahezu geräuschlos laufen.
Es folgt die Montagereihenfolge einiger Montageeinheiten von Verbundzahnrädern.
Das Hohlrad wird auf der Zentrierschulter A der Nabe montiert und mit drei bis vier temporären Schrauben mit kleinerem Durchmesser vorfixiert. Die Montageeinheit wird auf einem Dorn auf Rundlauf geprüft und die Krone mit provisorischen Schrauben fixiert. Die verbleibenden Schraubenlöcher in Nabe und Krone werden gemeinsam ausgefahren und mit Hilfe eines Leiters versenkt, dann werden normale Schrauben in diese Löcher gesteckt, die provisorischen Schrauben entfernt und die frei gewordenen Löcher wie die erste. Nach dem Einbau normaler Schrauben in alle Löcher wird das Zahnrad abschließend auf Schlag geprüft. Bei stark belasteten Getrieben empfiehlt es sich, die Schrauben festzuziehen Drehmomentschlüssel um an den Flanschebenen eine Reibungskraft zu erzeugen, deren Moment das vom Zahnrad übertragene Drehmoment übersteigen würde.
Das Hohlrad wird unter Spannung auf die Nabenscheibe gepresst. Um die Bedienung zu erleichtern und mögliche Verzüge zu vermeiden, wird die Krone in einem Ölbad oder einem speziellen Induktor, d.h. Stunden bis 393-423 K (120-150 ° C). Dann werden Löcher für Stopper gebohrt. Anstelle von Stoppern wird häufig mit Nieten befestigt. In diesem Fall werden Löcher gebohrt, Nieten darin eingebaut und auf Pressen vernietet.
Bei der Montage von Getriebeeinheiten auf Wellen treten am häufigsten folgende Fehler auf: Pendeln des Zahnrades auf dem Wellenzapfen, Rundlauf um den Umfang der Vorsprünge, Endschlag und lose Passung an der Wellenschulter.
Durch Klopfen auf das aufgepresste Zahnrad mit einem Weichmetallhammer wird die Montageeinheit auf Schwingung geprüft.
Eine Prüfung auf Rund- und Planlauf einer Montageeinheit - ein Zahnrad mit Welle wird auf Prismen oder in Zentren durchgeführt.
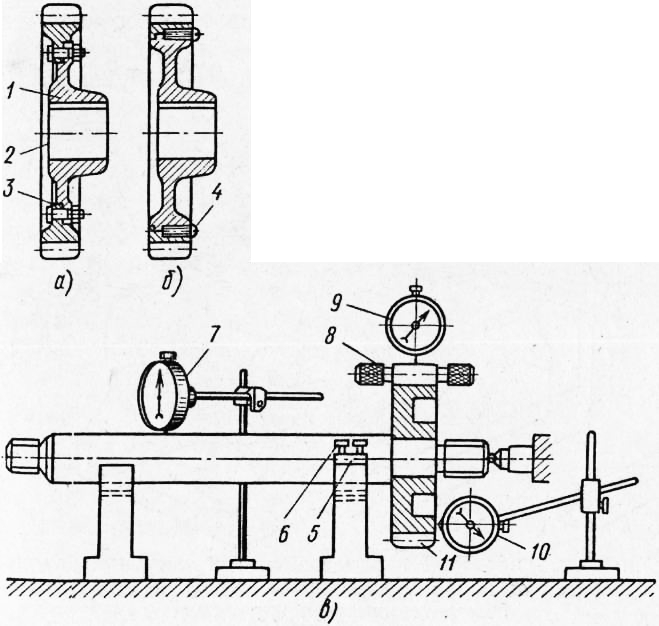
Reis. 3. Montage von Verbundzahnrädern und Rundlaufkontrolle: a - ein Verbundzahnrad mit Schrauben befestigt, b - mit Stoppern befestigt, c - Schema zur Kontrolle der Aggregatewelle - Zahnrad auf Rund- und Endschlag
Dazu wird die Welle auf die Prismen gelegt, die Position des Prismensitzes mit Schrauben eingestellt und die Welle entsprechend der Anzeige parallel zur Planscheibe montiert. Im Radhohlraum wird eine zylindrische Lehre platziert, deren Durchmesser 1,68 des Radeingriffsmoduls betragen sollte. Der Ständer mit der Anzeige wird so montiert, dass sein Bein die Lehre berührt und mit einer oder zwei Pfeilumdrehungen mit Presspassung versehen ist. Zur gleichen Zeit wird die Anzeige des Anzeigers bemerkt. Bewegen Sie dann die Anzeige um 2-3 Zähne und drehen Sie das Rad und bringen Sie die Anzeige zum Anzeigebein. Der Pfeil wird notiert und der Wert des diametralen Rundlaufs bestimmt. Der zulässige Rundlauf der Stirnfläche und der Durchmesser des Zahnkranzes des Zahnrades hängen vom Genauigkeitsgrad des Rades nach GOST y ab. Der Endschlag wird mit einem Indikator überprüft.
Eine korrekte Verzahnung der Zähne tritt ein, wenn die Achsen der Räder parallel sind, keine Kreuzung stattfindet und der Abstand zwischen den Achsen der Wellen gleich dem berechneten Wert bleibt. Die Parallelität der Achsen der Lager des Getriebegehäuses (Abb. 4) wird mit einem Messschieber, einem Messschieber und einer Anzeige überprüft. Der Achsabstand der Lager wird mit im Gehäuse eingebauten Kontrolldornen kontrolliert. Der Abstand misst entweder zwischen den Dornen oder entlang ihrer Außenfläche.
Reis. 4. Schema zur Überprüfung der Parallelität und Rechtwinkligkeit der Achsen von Löchern und Wellen mit einer Kontrollwelle und einem universellen Messwerkzeug
Nach Bestimmung der Abmessungen oder auf beiden Seiten wird die Nichtparallelität der Achsen der Lagerbohrungen festgestellt. Um den erforderlichen Achsabstand und Parallelität zu erreichen, werden die Lagergehäuse verschoben. Nichtparallelität in der vertikalen Ebene kann durch Anwenden einer Ebene auf jede der Wellen bestimmt werden. Der Wert der Nichtparallelität ist in diesem Fall gleich der Differenz der Pegelmesswerte in Winkelteilungen. Normalerweise wird der Niveauteilungspreis in Bruchteilen eines Millimeters pro 1 mm angegeben, und um die Füllstandsmesswerte in Bogensekunden umzuwandeln, muss der Teilungspreis mit 200 multipliziert werden.
Zum Beispiel entspricht die Teilung der Ebene 0,1 mm durch 1 m 20 Bogensekunden (0,1-200 / 1 = 20").
Aus dem Genauigkeitsgrad der Räder und Zahnräder werden die Normen des seitlichen Spiels festgelegt. Die wichtigsten sind die Normen des normalen garantierten Spiels (gekennzeichnet mit dem Buchstaben X), das die Abnahme des Seitenspiels durch die Erwärmung des Zahnrads ausgleicht.
In Abb. Fig. 5 a zeigt eine Kontrolle des seitlichen Spiels, die bei Stirnrädern mit einer Sonde oder Anzeige durchgeführt wird. An der Welle eines der Zahnräder ist eine Leine befestigt, deren Ende an dem am Körper der Montageeinheit befestigten Anzeigeschenkel anliegt. Das andere Zahnrad wird durch einen Halter am Drehen gehindert. Dann wird die Leine zusammen mit der Welle und dem Rad leicht in die eine oder andere Richtung gedreht, und dies kann nur um die Höhe der Zahnlücke erfolgen. Die Seitenfreiheit wird anhand des Indikators bestimmt. Der kleinste seitliche Abstand C „ist in den technischen Daten zur Montage der Montageeinheit angegeben. Bei einem Achsabstand von 320 - 500 mm für Zahnräder mittlerer Genauigkeit sollte dieser Spalt mindestens 0,26 mm betragen. Am genauesten werden die seitlichen Abstände mit Anzeigegeräten im sogenannten Remote-Verfahren gemessen. Mit den Geräten können Sie das Spiel in Sackgassen messen.
In Abb. 5, b zeigt eines dieser Geräte. Es besteht aus einem Kreuz, das mit Griffen auf der Getriebewelle befestigt ist, und einem Ständer mit einer Anzeige. Der Ständer mit der Anzeige wird in eine Klemme eingeschraubt, die mit einer Schraube am Getriebedeckel befestigt wird. Durch Rütteln der Welle von Hand, bis die Ebene des Kreuzes den am feststehenden Deckel des Getriebes befestigten Zeigerschenkel berührt, wird das seitliche Spiel zwischen den Zähnen bestimmt. Das kleine Zahnrad muss stillstehen.
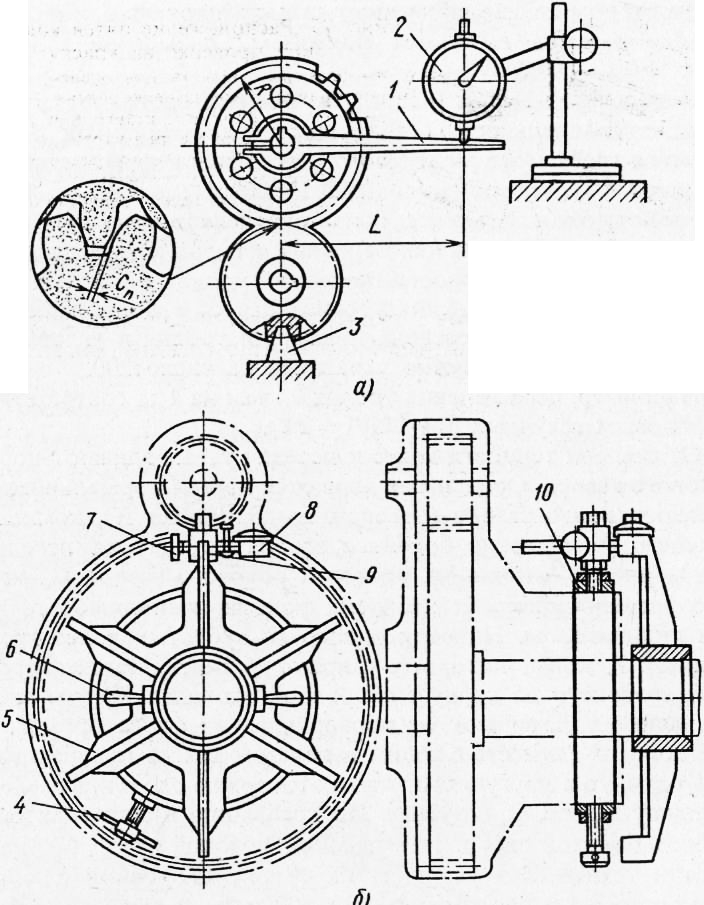
Reis. 5. Schema zur Überprüfung des seitlichen Spiels durch den Anzeiger: a - offener Weg, b - Fernbedienung
Das gemessene Spiel sollte sich auf den Durchmesser des Anfangskreises des Zahnrades beziehen, auf dessen Welle das Kreuz befestigt ist.
In gleicher Weise das seitliche Spiel für die anderen fünf Positionen des Kreuzes prüfen, wenn es zusammen mit der Welle um einen Winkel von 60° gedreht wird. Anhand der Messergebnisse wird die Schwankung des Wertes des Seitenspiels bestimmt und die Qualität des montierten Getriebes beurteilt. Je nach Modul und Genauigkeit des Getriebes zulässige Differenz Seitenabstände sind 0,08-0,15 mm.
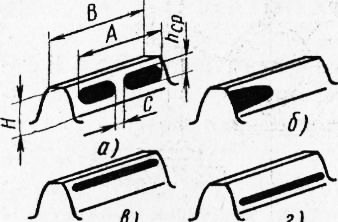
Reis. 6. Lage der Kontaktstellen bei der Farbprüfung:
a - Abmessungen des zu beurteilenden Kontakts, b - einseitige Anordnung des Flecks (schiefes Rad an einer Verzahnmaschine oder schiefe Löcher im Getriebegehäuse, c - großer Spalt entlang der gesamten Felge (kleiner oder großer Achsabstand), d - unzureichender Spalt entlang der gesamten Felge (übermäßiger oder unzureichende Dicke Zahn eines oder beider Räder)
Falsche Aufstandsfläche und falsche Lage an den Zähnen sind die Folge von Fehlern, die bei der Bearbeitung und Montage von Rädern, Wellen, Getriebegehäusen, Lagern entstanden sind. In Abb. 6, b, befindet sich der Tintendruck einseitig. Eine falsche Aufstandsfläche kann durch ein schiefes Rad an einer Verzahnmaschine oder eine falsch ausgerichtete Bohrung im Getriebegehäuse verursacht werden.
Wenn der Radzahn von der Stirnseite her zurückgesetzt ist und sich die Position beim Drehen um 180° nicht ändert, dann ist die Achse der Bohrung im Gehäuse daher schief. Dieser Fehler wird durch Einpressen einer neuen Buchse und Aufbohren oder Nachpressen des Stiftes des Zahnrades, falls dieser auf dem Stift sitzt, beseitigt.
In Abb. 6, c zeigt einen zu großen Spalt entlang des gesamten Randes. Mögliche Gründe: Mittenabstand im Gehäuse zu klein oder zu groß. Beseitigen Sie den Fehler
indem Sie die Buchsen in die Karosserie eindrücken und nachbohren.
Unzureichendes Spiel entlang der gesamten Krone ist in Abb. 6, d) Mögliche Gründe für ein geringes Spiel: zu große oder zu geringe Zahndicke an einem oder beiden Rädern. Tauschen Sie in diesem Fall die Räder aus oder verwenden Sie ein Gehäuse mit einem anderen Achsabstand.