In fig. 9.1 und zwei Zylinderrollen sind ohne Schlupf übereinander rollen dargestellt. Wir nennen sie die Anfangszylinder (in ihrer Projektion die Anfangskreise) und verwandeln die Walzen in Zahnräder, indem sie zu diesem Zweck Hohlräume durchschneiden und die Vorsprünge (Abb. 9.6) vergrößern, die zusammen die Zähne eines bestimmten Profils bilden. Offensichtlich ist die notwendige Bedingung für die Möglichkeit der Übertragungsarbeit die Gleichheit der Umfangsstufen, gemessen entlang der Bögen der Anfangskreise.
Die seitlichen Seiten des Zahnprofils (Arbeiter sind eine oder beide Seiten) können entlang einer Evolvente (meistens verwendet, Abb. 9.7, a) umrissen werden, zyklische Kurven, die durch das Rollen von O1- und O2-Kreisen auf Anfangskreisen gebildet werden (Abb. 9.7,6). entlang Kreisbögen (im Programm Novikov, Abb. 9.7, c).
Während des Eingriffs durchläuft die Normalen der Kurven am Tangentialpunkt immer den Pol des Eingriffs R.
Der Ort der Tangentialpunkte in der Evolventenverzahnung ist eine gerade Linie, die einen Winkel von 20 ° mit der in P zu O1O2 rekonstruierten Senkrechten bildet (alle Normalen fallen zusammen). Das Segment I dieser geraden Linie ist die Länge der Verbindung (Abb. 9.8); im Zykloidengetriebe - die AB-Kurve, im Kreis - ein oder zwei gerade AB und CD.
Im Folgenden werden zylindrische Zahnräder mit Evolventenverzahnung betrachtet.
Sei z1 und z2 die Anzahl der Zähne der Räder (im besonderen Fall z1 = z2). Lassen Sie uns die Beziehung zwischen der Umfangsteilung (erinnern Sie sich daran, dass sie für beide Räder gleich sind (siehe Abb. 9.6)), der Anzahl der Zähne und dem Durchmesser des Anfangskreises festlegen.
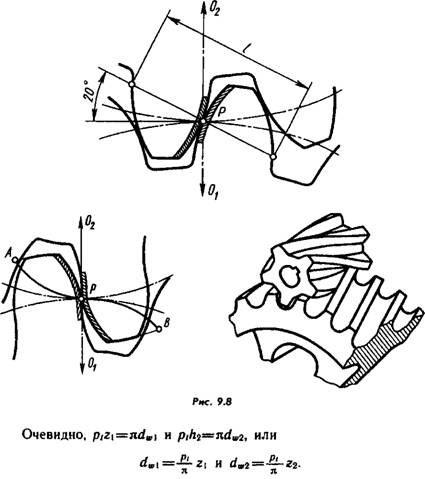
Um die nicht vergleichbare Zahl pi aus den Formeln auszuschließen, wird der pt-Wert so gewählt, dass er ein Vielfaches von pi ist, beispielsweise 0,5 pi; pi; 2pi usw. Die Multiplizität (in mm) wird als Distriktmodul bezeichnet zahnrad und bezeichnen mt. (Gemäß GOST 16530-83 ist der Modul eine lineare Größe, pi mal der Umfangsteilung; mt = pt / pi). Nun können die obigen Formeln folgendermaßen umgeschrieben werden: dw1 = mt * z1 und dw2 = mt * z2.
Da u zahnräderdie ineinandergreifen, sind die Umfangsstufen gleich, daher haben sie gleiche Module.
Eine weitere Formeldefinition folgt aus der Formel mt = dw / z - dies ist die Anzahl der Millimeter des ursprünglichen Durchmessers (Pitch) pro Zahn.
Das Modul ist der hauptsächlich berechnete Parametergang. Seine Werte (0,05 ... 100 mm) im Design werden aus GOST 9563-60 * (ST SEV 310-76) ausgewählt. Wir präsentieren einen Auszug aus diesem Standard für die gängigsten Modulwerte in der Bildungspraxis: 1. Reihe - 1; 1,25; 2; 2,5; 3; 4; 5; 6; 8; 10; 12; 16; 20; 2. Reihe - 1.125; 1,375; 1,75; 2,25; 2,75; 3,5; 4,5; 5,5; 7,0; 11; 14; 18. Die Werte der 1. Reihe werden bevorzugt.
Räder mit einem Modul kleiner als eins werden als Feinmodul bezeichnet.
Die anfänglichen Zylinder (jetzt imaginär) sind in den Zähnen des Kopfes von den Beinen getrennt (Abb. 9.9). Wir beschreiben durch die Unterseite der Vertiefungen und die Oberseiten der Köpfe konzentrische zylindrische Flächen. Ihre Vorsprünge sind die Umfänge der Vorsprünge (da) und Vertiefungen (d1). (Die Indizes "1" und "2" werden nur dann markiert, wenn dies später erforderlich ist.)
![]()
Die Höhe des Kopfes wird normalerweise dem Modul und den Beinen - 1,25 Modul - gleichgesetzt. Deshalb
da = dw + 2mt = mt * z + 2mt = mt (z + 2); dt = mt (z-2,5).
Um die Festigkeit zu erhöhen und den Verschleiß zu reduzieren, werden die Zähne korrigiert: Die Höhe des Kopfes des kleineren Rades wird durch die Beine erhöht größeres Rad - verkleinern, und die Anfangskreise teilen sich nicht mehr, wie in Abb. 9.6. Jedes Rad hat seinen eigenen Teilkreis d, der nicht mit dem ursprünglichen Kreis übereinstimmt (Abb. 9.10).

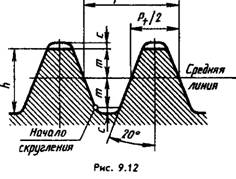
Die Korrektur erfolgt durch Verschieben des Zahnschneidwerkzeugs - reiki (Abb. 9.11), dessen Zähne die von GOST 13755-81 festgelegte, normale Anfangskontur für die Evolvente haben zylindrische Zahnräder (Abb. 9.12) mit dem Wert von m * x, wobei x der Verschiebungskoeffizient der Ausgangskontur ist (Korrekturfaktor). Somit ist der Teilkreis der Kreis, bei dem die Teilung und der Eingriffswinkel gleich der Teilung und dem Eingriffswinkel der Hauptschiene sind.
Pitchumfang - die Hauptbasis für die Bestimmung der Elemente der Zähne und ihrer Größe.
Das Modul m ist hier auch das Verhältnis der Umfangsteilung, gemessen entlang des Bogens des Teilkreises, zu pi. Folglich ist d = mz die grundlegende Konstruktionsformel für ein Stirnrad.
Bei unkorrigierten Rädern stimmt der Teilkreis mit dem ersten (x = 0) überein, wie in Abb. 9.6 und 9.9. Räder, für die z1 = z2 nicht richtig ist.
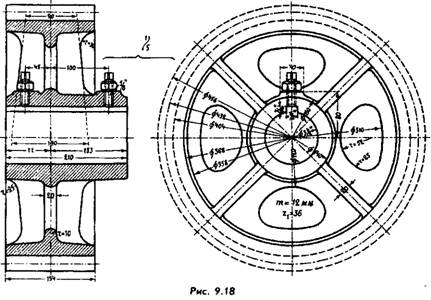
In der Arbeitszeichnung des Rades gemäß GOST 2.403-75 * (ST SEV 859-78) geben Sie in der oberen rechten Ecke der Zeichnung (Abb. 9.13) das Parameterschild an. Geben Sie das Modul, die Anzahl der Zähne, die Standardnummer für die normale Originalkontur, den Offsetwert und den Korrekturfaktor an Genauigkeitsgrad gemäß GOST 1643-81, z. B. 7-H GOST 1643-81, wobei 7 der siebte Genauigkeitsgrad ist (insgesamt 1 bis 12 in absteigender Reihenfolge), H ist die Art der Paarung (mit nullseitigem Spiel).
Im zweiten und dritten Teil der Tabelle (sie sind durch den Hauptteil getrennt)
zeilen) Geben Sie die Daten zur Kontrolle (siehe GOST 2.403-75) bzw. zur Referenz ein.

In Übungszeichnungen werden normalerweise die in Abb. 1 markierten Daten eingefügt. 9.13 bedingt doppeltes Bild, wobei das Rad unkorrigiert wird (x = 0), oder sogar nur die Werte von m, z, d angeben.
Im vorderen Bereich ist nur der Außendurchmesser des Rades angegeben. Die Rauheit der Seitenflächen der Zähne wird auf die Linienteilungsfläche aufgebracht. Die Zähne in axialen Schnitten bleiben in allen Fällen ungeschattet.
Fügen Sie in der Zeichnung des Schraubenrads nach der Spalte „Anzahl der Zähne“ zwei Spalten hinzu, um den Neigungswinkel der Zähne anzuzeigen. Die Richtung ist rechts (Abb. 9.14) oder links. Für die Chevron-Räder wird eine weitere Spalte mit der Aufschrift „Chevron“ hinzugefügt.

Wie aus fig. 9.14 am Schrägzahnrad gibt es eine Flächenteilung und eine normale Steigung in der Ebene senkrecht zur Richtung der Zähne. Dementsprechend gibt es End- und Normalmodule.

Da die Schrägverzahnungen mit dem gleichen modularen Werkzeug hergestellt werden wie die Stirnräder (siehe Abb. 9.17), gibt der Modulus m in seiner Arbeitszeichnung in der Parametertabelle m an (mn ist immer gleich m).
In der Sektorzeichnung (Abb. 9.15) in der Spalte „Anzahl der Zähne“ geben Sie die Anzahl auf dem vollen Kreis an (in diesem Beispiel 120), und fügen Sie nach der Spalte „Teilungsdurchmesser“ die Spalte „Anzahl der Sektorzähne“ (in diesem Beispiel 17) ein.
In den Montagezeichnungen (Abb. 9.16, a-d) in den Ebenen senkrecht zu den Achsen der Zahnräder sind die Umfänge der Vorsprünge durch die Hauptlinien (ohne Unterbrechungen in der Eingriffszone) dargestellt: Die ersten sind dünn gestrichelt (sie müssen sich berühren), die Vertiefungen sind dünn ( Sie können nicht angezeigt werden. Die Teilkreise der Räder werden nicht angewendet.
In dem Schnitt ist der Zahn eines der Räder (vorzugsweise der Führungsdraht) als Sklave dargestellt, der sich vor dem Zahn befindet (siehe Pfeil in Abb. 9.16, a). Sind die Räder feinkörnig (oder kleiner Maßstab), werden die Lücken nicht dargestellt. Falls erforderlich, sind die Art des Eingriffs und die Richtung der Zähne in Abb. 2 dargestellt. 9.16,6, in
Beim Entfernen der Zahnradskizze (der gebräuchliche Name der Zahnräder ist zulässig) muss der Durchmesser des Projektionskreises da gemessen, die Anzahl der Zähne gezählt und aus der Formel da = m (z + 2) das Modul bestimmt werden. Es ist möglich, dass der erhaltene Wert des Moduls vom Standardwert abweicht (z. B. mit den oben angegebenen Werten für Werte im Bereich 1 ... 20 mm). Dann sollten Sie den nächsten Wert des Standardmoduls nehmen und den gemessenen Wert von da klarstellen.
Zahnräder bestehen aus Gusseisen (z. B. SCh-40), Stahl (z. B. 45, 12HNZA), NE-Legierungen und anderen Werkstoffen auf Verzahnungsmaschinen - Abwälzfräsen, Verzahnungsformen und anderen, die den Zähnen mit einer sehr hohen Genauigkeit die gewünschte Form verleihen.
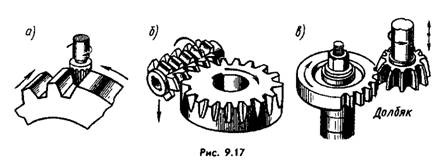
In fig. 9.17, a, b, c sind Beispiele für Herstellungsverfahren:
a - Fingerfräser, dessen Profil eine Kopie des Profils der Zahnkavität ist (Kopiermethode); b - Schneckenschneider; in - Dolbyak; eine Latte (siehe Abb. 9.11). Die letzten drei beziehen sich auf effizientere Laufmethoden.
Zahnräder werden auch durch Warmwalzen hergestellt, was in manchen Fällen keiner weiteren mechanischen Bearbeitung bedarf.
Um die erforderliche Leistung bei Zahnrädern mit Stirnrädern bei ihrer Herstellung zu erhalten, muss Folgendes sichergestellt werden: angemessene kinematische Genauigkeit, Laufruhe, erforderliche Größe und Position des Kontaktbereichs der Seitenflächen, Größe und Konsistenz der Seiten- und Radialfreiräume im Getriebe sowie geeignete Qualität der Seitenflächen Zähne. Die kinematische Genauigkeit der Zahnräder hängt von der Genauigkeit der Maschine und der beim Verzahnen beteiligten Werkzeuge sowie von der Genauigkeit der Werkstückmontage beim Verzahnungsprozess ab. Die Korrektheit der Installation oder, wie es manchmal genannt wird, hängt von der Genauigkeit des Radgetriebes ab, das zum Verzahnen der Räder kommt.
Bei der Herstellung von Zahnrädern werden in der ersten Stufe bestimmte Anforderungen an die Qualität der fertigen Zahnräder gestellt. Die Hauptanforderungen umfassen:
- sicherstellung der Konzentrizität der zylindrischen Sitzfläche und der Außenflächen;
- sicherstellung der Rechtwinkligkeit der Sitzfläche und mindestens eines Basisendes, und bei Zahnrädern, die in ein Paket geschnitten sind, zwei Basisenden.
Gleichzeitig muss auch die Rechtwinkligkeit der Sitzfläche und des strukturellen Stützendes sichergestellt werden.
Die Ungleichmäßigkeit der Basis und der konstruktiven Sitzflächen sowie der Oberfläche der Vorsprünge führt zu Unebenheiten der radialen Zwischenräume im Getriebe und bei Zahnrädern, bei denen die Zahndicke durch eine Zahnlehre gemessen wird. zahndicke kann nicht genau gemessen werden. Die Nicht-Rechtwinkligkeit der Sitzfläche und des Basisendes sowie die Nicht-Parallelität der Enden führt zu einer Krümmung des Dorns, auf die das Werkstück zum Schneiden gesetzt wird, und das Zahnrad selbst wird Fehler aufweisen, die zu einem radialen Schlagen des Zahnkranzes und zu einer Verzerrung der Form und Position des Kontaktflecks führen. Somit hängt die Genauigkeit des Zahnrads nicht nur von dem Zahnradschneidvorgang selbst ab, der in der zweiten Fertigungsstufe durchgeführt wird, sondern auch weitgehend von der Genauigkeit des Werkstücks.
Die derzeitigen GOSTs für Zahnräder definieren Toleranzen nur für fertige Zahnräder. Daher kann die Genauigkeit der Herstellung von Rohlingen in Abhängigkeit vom akzeptierten technologischen Prozess der Verarbeitungs- und Steuerungsverfahren eingestellt werden. Die Anforderungen an die Grundflächen des Werkstücks sollten von Industrie- oder Fabriknormalen festgelegt werden.
Um die spezifizierte Genauigkeit der fertigen Zahnräder auf den Rohlingen sicherzustellen, normalisieren Sie die folgenden Parameter:
- abmessungen und Form der Bohrung (an den montierten Zahnrädern);
- die Größe des Wellenzapfens (für Rollenräder);
- außendurchmesser des Werkstücks;
- radialschlag der Außenfläche der Rohlinge;
- planschlage des Basisendes des Werkstücks (das Ende, an dem das Werkstück beim Schneiden der Maschine von der Maschine abhängt).
Die Löcher im Werkstück bilden die technologische Basis beim Schneiden eines Zahnrads und im fertigen Zahnrad - die Haupt-, Mess- und Montagebasis, d. H. Das Loch bestimmt die Bearbeitungsgenauigkeit während des Verzahnens und die Messgenauigkeit beim Überwachen des fertigen Zahnrads. Bei Rohlingen für Zahnräder mit einem Genauigkeitsgrad von 3 bis 5 sollte der Durchmesser der Grundbohrungen nicht schlechter als der 5. Grad sein, für Räder des 6. und 7. Genauigkeitsgrads - nicht schlechter als der 7. Grad, für Räder mit niedrigerem Durchmesser Genauigkeitsgrade - nicht schlechter als die 8. Klasse . Die Oberflächenrauheit des Lochs muss entsprechend seinR α = 0,4 µm;R α = 0,8 µm undR α = 1,6 µm.
Abweichungen im Außendurchmesser des Zahnradrohlings selbst beeinflussen die Genauigkeit des Zahnrads nicht. Da bei der Messung einer Reihe von Parametern am fertigen Zahnrad häufig die Außenfläche und bei der Messung an einer Verzahnungsmaschine auch als Messbasis verwendet wird, müssen die Abweichungen des Außendurchmessers abhängig von den Einsatzbedingungen der Außenfläche begrenzt werden. So können Abweichung und Toleranz des Außendurchmessers des Werkstücks der 14. Klasse zugeordnet werden, sofern vorgesehen dass die Abweichung des Außendurchmessers bei Getrieben mit 3 ... 7. Genauigkeitsgrad 0,1 m nicht überschreitet; Bei Rädern mit einem höheren Genauigkeitsgrad sollte die Abweichung 0,2 m nicht überschreiten, wobei m das Getriebemodul ist. Toleranzen werden im Körper des Werkstücks eingestellt. 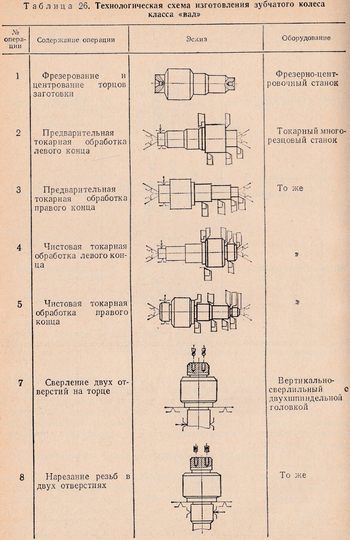
Bei Verwendung der äußeren Oberfläche des Werkstücks als Messbasis zum Ausrichten der Position des Werkstücks während des Verzahnens wird empfohlen, seinen Rundlauf relativ zur Radachse zu begrenzen. Gleichzeitig muss der zulässige Rundlauf Fr rd des Werkstücks Teil der Toleranz für den Rundlauf von Fr, dem Zahnkranz des fertigen Rades sein, d. h. Frrd = (0,5 ... 0,7)Fr.
Wenn die Außenfläche nicht als Basis verwendet wird, kann der zulässige Rundlauf Frd des Werkstücks verdoppelt werden, sollte jedoch die Toleranz für den Durchmesser des Werkstücks nicht überschreiten.
Der Planunfall des Basisendes des Werkstücks wirkt sich auf die Kontaktindikatoren für die Zähne aus, daher sollte der zulässige Planunfall F t des Stirnradrohlings nur einen Teil der Toleranz F & bgr; in Richtung des Zahns und für das Spiralrad von mittleren und großen Modulen einen Teil der maximalen Abweichung der axialen Teilung sein .
Die Wahl des Schemas der ersten Stufe des technologischen Verfahrens zur Herstellung von Zahnrädern beeinflusst die Konstruktion der Zahnräder. So deutlich unterschiedliche Schemata technologischer Verfahren zur Herstellung von Zahnrädern der Klassen "Hülse" und "Welle". Diese Unterscheidung besteht unabhängig von anderen. designmerkmale Zahnräder sowie Arten und Arten der Produktion.
Bei der Auswahl einer Verarbeitungsschaltung für ein Zahnrad der Klasse "Buchse" sind folgende Überlegungen zu beachten: Für die anfängliche Bearbeitungsbasis wählen die Räder unbehandelte Oberflächen, die konzentrisch zu den zu bearbeitenden Oberflächen sein sollten, und die nicht bearbeiteten Flächenstempelebenen sollten parallel zu den bearbeiteten Endebenen sein.
In tab. 25 wird als Beispiel für das technologische Schema für die Herstellung von Zahnrädern (Klasse "Hülse") angegeben.
Von den anfänglichen Installationsbasis aus wird der erste Arbeitsschritt ausgeführt, der darin besteht, das zentrale Loch zu bohren und zu entfalten und eines der Enden der Nabe aus derselben Installation zu schneiden. Der Zweck dieses Vorgangs besteht darin, das zentrale Loch für das Ziehen vorzubereiten und eine bearbeitete Endbasis für den nachfolgenden Vorgang zu schaffen. Der zweite Vorgang, Ziehen, wird von der erzeugten Endbasis ausgeführt und reduziert sich auf die Bildung eines Lochprofils, beispielsweise eines Spline-Profils. Basis für die weitere Bearbeitung ist bereits die Sitzfläche des Loches (Spline) und das Ende.
Der dritte und vierte Arbeitsgang sind für die erste Stufe endgültig und werden auf die Fertigstellung des Zahnrads zum Schneiden von Zähnen reduziert. Sie werden basierend auf den Elementen einer Spline-Verbindung oder eines anderen Lochprofils ausgeführt. Bei der Durchführung dieser Vorgänge sollten insbesondere die Anforderungen an das zu schneidende Werkstück, die oben dargelegt wurden, und die Gewährleistung der Konzentrizität der Außenfläche des Zahnrads und der Sitzfläche des Lochs sowie die Rechtwinkligkeit der bearbeiteten Endebenen der Lochachse reduziert werden, befolgt werden.
Der fünfte Arbeitsgang - Vor- und Endschneiden der Zähne - wird auf einer Abwälzmaschine durchgeführt. Grundlage für diesen Vorgang sind der Bohrungsdurchmesser der Bohrung und eines der Enden des Zahnkranzes. Die sechsten, siebten und zwölften Operationen betreffen Endbearbeitungsarten. Hier ist die Basis die gleiche Oberfläche.
Die Bearbeitung von Zahnrädern der "Wellen" -Klasse wird normalerweise in den Zentren und nur in einigen Arbeitsgängen ausgeführt, um die Zuverlässigkeit und Steifigkeit der Bauteilbefestigung zu erhöhen, wird sie mit anderen Oberflächen fixiert.
In tab. 26 zeigt ein Flussdiagramm für die Herstellung eines Zahnrads (Klasse "Welle").
Der erste Arbeitsgang bei der Bearbeitung einer Getriebewellenklasse - Schneiden endet und Zentrieren des Werkstücks. Es ist wünschenswert, diesen Vorgang auf Maschinen durchzuführen, die das Fräsen der Enden und das Zentrieren des Teils von einer seiner Installationen aus ermöglichen. Die Arbeitsschritte vom zweiten bis zum fünften werden durch das Anbringen des Werkstücks in der Mitte der Maschine auf das Vor- und Nachdrehen reduziert. Der siebte und achte Arbeitsschritt - Bohren und Gewindeschneiden in zwei Bohrungen am Ende - vervollständigen die erste Fertigungsstufe des Teils. Die neunte Operation - das Vorschneiden von Zähnen - wird von der Zubapre-serovapiy durchgeführt, wobei das Teil in den Zentren installiert wird. Die zehnte Operation - Rasieren - wird ebenfalls zentriert durchgeführt. Die fünfzehnte Operation - Zementierung und Härtung. Nach der Wärmebehandlung werden die Zentren getrimmt oder geschliffen. Diese Operation ist erforderlich. Die achtzehnten und neunzehnten Operationen - das Schleifen der zylindrischen Hälse und das Ende - beenden den Schlichtvorgang, woraufhin die Keile verzahnt und der Faden am Schaft geschnitten wird.
Technologische Prozesse umfassen Klempner- und Steuerungsvorgänge, die in bestimmten Stufen der Bearbeitung von Teilen durchgeführt werden.
Die beschriebenen beispielhaften Schemata technologischer Prozesse sind typisch für verschiedene Arten und Arten der Produktion.
Die steigenden Anforderungen an die Qualität der Zahnoberfläche und die Genauigkeit der Zahnradelemente des Zahnrads können die Einbeziehung zusätzlicher Schlichtungs-, Wärme- und Kontrollvorgänge in den technologischen Prozess erforderlich machen. Je nach Art der Produktion können verschiedene Vorgänge konsolidiert oder aufgeschlüsselt werden. Das Konzept, die Reihenfolge der Schritte und die Reihenfolge der Vorgänge bleiben jedoch unverändert.
Zylinderräder haben eine sehr komplexe Struktur (das Vorhandensein zusätzlicher Hälse, Bohrungen usw.), und die Wahl eines vollständigen Schemas für die Konstruktion des technologischen Prozesses muss auf der Grundlage einer sorgfältigen Analyse der technischen Anforderungen der Zeichnung und der Produktionsfähigkeiten getroffen werden.
An der besonderen Stelle unter den Zahnrädern der „Sleeve“ -Klasse befinden sich die Zahnkränze innenverzahnung große größen, basierend auf dem außendurchmesser des teils. Details dieses Typs haben einen anderen Prozessablauf. Der Unterschied besteht darin, dass die zylindrische Basisfläche, die Oberfläche der Vorsprünge der Zähne und des Endes üblicherweise mit einer einteiligen Installation behandelt wird, und die Basis beim Schneiden der Zähne die äußere Oberfläche ist, durch die das Teil in der Halterung installiert wird oder durch die der Einbau des Teils auf der Stirnfläche der Zahnschneidemaschine mithilfe eines Indikators geprüft wird.
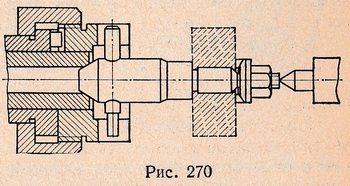
Die Haupttypen von Vorrichtungen, die in den Betrieben der ersten Stufe verwendet werden, sind Drehdorne zum Drehen von Zylinderrädern "Hülse" Bereitstellen der Konzentrizität der äußeren und inneren zylindrischen Oberflächen des Zahnrads für Zahnräder, Zubehör zum Anbringen des Zahnrads an der Innenschleifmaschine beim Schleifen des Lochs und der Stirnfläche.
In fig. 270 zeigt die gebräuchlichste Gestaltung des Mitteldorns. Der Dorn mit einem Ende ist in der konischen Hülse der Maschinenspindel und das andere Ende in der Mitte des Reitstocks eingebaut. Die Drehung des Dorns ist mit der Spindelflanschkupplung mit zwei Endschlitzen durch einen Finger verbunden, die in den Dorn gedrückt und in den Nuten der Kupplung enthalten sind.Um den Einfluss der möglichen Nicht-Parallelität der linken Stirnfläche des Lagerstoßes auf die Zeichnung beim Fixieren des Werkstücks auszuschließen, wird eine Kugelscheibe unter der Mutter angeordnet.
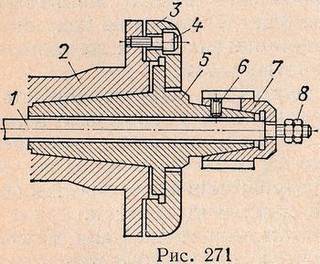 Spindeldorne mit Schraub- und Pneumatikspanner werden auch in der Massen- und Großserienfertigung eingesetzt. In fig. 271 zeigt einen Spindelspannzangenschlitzdorn mit einer pneumatischen Klammer. Die Hülse 5 des Dorns wird in den Konus der Spindel 2 eingeführt und mit einer mit drei Schrauben 4 gegen den Spindelflansch gepressten Unterlegscheibe 3 gesichert. Die geschlitzte Spannzange 7, die auf dem Konus des Dorns sitzt, weist vier Einschnitte und eine geschlossene Nut auf, durch die die Schraube 6 hindurchfällt, wodurch die Spannzange daran gehindert wird, vom Körper zu fallen . Der mit dem Pneumatikzylinder verbundene Schub 1 durchdringt den Dorn und die Spannzange, und die Schrauben 8 sind an ihrem Gewindezapfen angeschraubt, mit dem die Klemmung der Spannzange eingestellt wird. Beim Bewegen nach links zieht es die Spannzange auf den Kegel und sichert das Teil;beim Bewegen nach rechts mit der Schulter wird die Spannzange aus dem Dornkörper gedrückt, wodurch die Spannzange schrumpfen und das Teil freigeben kann.
Spindeldorne mit Schraub- und Pneumatikspanner werden auch in der Massen- und Großserienfertigung eingesetzt. In fig. 271 zeigt einen Spindelspannzangenschlitzdorn mit einer pneumatischen Klammer. Die Hülse 5 des Dorns wird in den Konus der Spindel 2 eingeführt und mit einer mit drei Schrauben 4 gegen den Spindelflansch gepressten Unterlegscheibe 3 gesichert. Die geschlitzte Spannzange 7, die auf dem Konus des Dorns sitzt, weist vier Einschnitte und eine geschlossene Nut auf, durch die die Schraube 6 hindurchfällt, wodurch die Spannzange daran gehindert wird, vom Körper zu fallen . Der mit dem Pneumatikzylinder verbundene Schub 1 durchdringt den Dorn und die Spannzange, und die Schrauben 8 sind an ihrem Gewindezapfen angeschraubt, mit dem die Klemmung der Spannzange eingestellt wird. Beim Bewegen nach links zieht es die Spannzange auf den Kegel und sichert das Teil;beim Bewegen nach rechts mit der Schulter wird die Spannzange aus dem Dornkörper gedrückt, wodurch die Spannzange schrumpfen und das Teil freigeben kann.
Der Vorteil derartiger Dorne besteht darin, dass während der Massenproduktion Spannzangen mit unterschiedlichen Durchmessern auf das gleiche Gehäuse gesetzt werden können und eine Neuorganisation der Bearbeitung von einem Teil zum anderen nur durch Austausch der Spannzange erfolgen kann.
Zylinderzahnräder der Klasse "Buchse" müssen nach dem Abschrecken normalerweise auf dem Innendurchmesser und der Stirnfläche poliert werden, und Zahnräder mit einem Genauigkeitsgrad von 6 ... 7 werden auf der Oberfläche der Zähne poliert.
Die Bohrungen und die Enden werden auf Innenschleifmaschinen mit einer Vorrichtung zum Schleifen der Enden geschliffen. Das Schleifen eines Lochs kann dem Schleifen der Zähne vorangehen oder, wenn die Zähne nicht geschliffen sind, kann es die letzte Operation sein.
In jedem Fall sollte das Bodenloch konzentrisch im anfänglichen (Abstand) Umfang der Scheibe sein, und der Anfangsdurchmesser (Abstand) sollte als Schleifbasis verwendet werden. Die entsprechende Montage des Zahnrades beim Schleifen erfolgt mit Spezialwerkzeugen. Typischerweise sind solche Vorrichtungen ein präzises Dreibackenfutter und ein Separator mit drei Rollen, mit denen das Schleifzahnrad in den Futterbacken fixiert wird. Bei anderen Konstruktionen von Vorrichtungen wird das Teil durch sechs an den Nocken angebrachte Rollen geklemmt, die durch Bewegung des Käfigs mit einer konischen Innenfläche auf die Mitte reduziert werden. Einige Ausführungen von Patronen ermöglichen eine Zentrierung entlang der Zahnprofile und gleichzeitig das Drücken auf das Radende.
Zu Kategorie:
Montage- und Montagearbeiten
Gears
Getriebe sind in fast allen Aggregaten für industrielle Anlagen erhältlich. Mit ihrer Hilfe ändern sich Betrag und Richtung der Geschwindigkeit von beweglichen Teilen von Werkzeugmaschinen, Übertragung und Drehmoment von einer Welle auf die andere.
Beim Getriebe wird die Bewegung über ein Zahnradpaar übertragen. In der Praxis wird das kleinere Zahnrad als Zahnrad und das größere als Rad bezeichnet. Der Begriff "Zahnrad" bezieht sich sowohl auf das Zahnrad als auch auf das Rad.
Das Zahnrad, das auf der Antriebswelle sitzt, wird als führend bezeichnet und sitzt auf der angetriebenen Welle - angetrieben. Die Anzahl der Zähne ist durch den Buchstaben z angegeben.
Abhängig von der relativen Position der geometrischen Achsen der Welle sind die Zahnräder: zylindrisch, schräg und schräg. Zahnräder für Industrieanlagen werden mit geraden, schrägen und eckigen (Chevron-) Zähnen hergestellt.
Je nach Zahnprofil unterscheidet man Zahnräder: Evolvent und Cycloid. Neben Getrieben mit Evolvent-Getriebe in Getrieben wird Novikov-Getriebe mit kreisförmigem Zahnprofil in Getrieben eingesetzt. Das Getriebe von Novikov ermöglicht die Verwendung von Rädern mit einer geringen Anzahl von Zähnen, was bedeutet, dass es eine große Anzahl von Zähnen hat Übersetzungsverhältnis und kann erhebliche Leistung übertragen. Zykloidengetriebe werden in Geräten und Uhren verwendet.
Zylinderräder mit einem geraden Zahn dienen in Zahnrädern mit parallelen Achsen von Wellen und sind auf diesen stationär oder beweglich gelagert.
Zahnräder mit einem schrägen Zahn werden verwendet, um die Bewegung zwischen Wellen zu übertragen, deren Achsen sich im Raum schneiden, und in einigen Fällen zwischen parallelen Wellen, beispielsweise wenn das Getriebe eine erhöhte Umfangsgeschwindigkeit der Räder und eine große Geräuschlosigkeit ihrer Arbeit haben sollte Übersetzungsverhältnisse bis 15: 1.
Die Schraubenräder sind auf den Wellen nur bewegungslos gelagert.
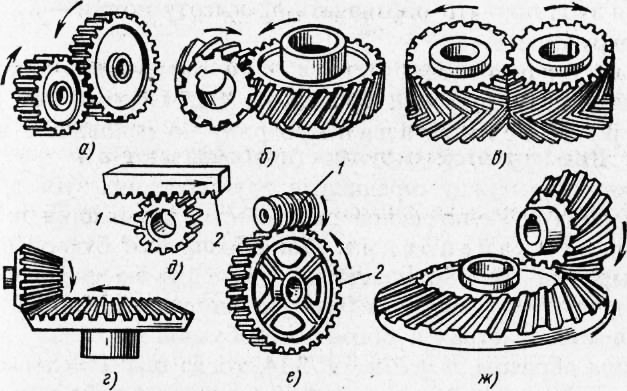
Abb. 1. Zahnräder: a - zylindrisch mit einem geraden Zahn, b - das gleiche, mit einem schrägen Zahn, c - mit einem Chevron - Zahn, g - konisch, d - eine Radschiene, e - Schnecke, w - mit kreisförmiger Zahn
Die Arbeit der Schrägscheiben wird von axialem Druck begleitet. Axialdruck kann durch Verbinden zweier Schrägzahnräder mit der gleichen, aber in unterschiedliche Zahnrichtungen gerichteten Verzahnung aufgehoben werden. So erhalten Sie ein Chevron-Rad (Fig. 1, c), das montiert ist und den Winkel der Zähne in Drehrichtung des Rades dreht. Auf Spezialmaschinen werden Chevron-Räder aus einem Rohling gefertigt.
Kegelräder unterscheiden sich durch die Form der Zähne: stachelförmig, spiralförmig und kreisförmig.
In fig. 1 zeigt g konische Stirnzähne und in 1. 1, w - kreisförmige Zahnräder. Ihr Zweck - die Übertragung der Rotation zwischen den Wellen, deren Achsen sich schneiden. Schneckenräder werden auch für sich kreuzende Achsen verwendet (Abb. 1, e). Kegelräder mit kreisförmigem Zahn werden in Zahnrädern verwendet, die besondere Laufruhe und geräuschlose Bewegung erfordern.
In fig. In 1 zeigt e ein Zahnrad und eine Schiene. In diesem Gang wird die Drehbewegung des Rades in eine geradlinige Bewegung der Schiene umgewandelt.
Getriebeelemente. In jedem Zahnrad (Fig. 2) gibt es drei Kreise (eine Teilung, einen Kreis von Vorsprüngen, einen Kreis von Hohlräumen) und daher drei ihnen entsprechende Durchmesser.
Die Neigung oder der anfängliche Umfang teilt die Höhe von 3 lb in zwei ungleiche Teile: den oberen, den Zahnkopf und den unteren, den Fuß des Zahns. Die Höhe des Zahnkopfes wird üblicherweise mit ha bezeichnet, die Höhe des Schaftes ist hf und der Durchmesser des Kreises ist d.
Der Umfang der Vorsprünge ist der Umfang, der die oberen Profile der Zähne des Rades begrenzt. Bezeichne es da.
Der Umfang der Hohlräume verläuft durch die Basis der Hohlräume der Zähne. Der Durchmesser dieses Kreises ist df.
Der Abstand zwischen den Mittelpunkten zweier benachbarter Zähne, gemessen entlang des Bogens des Teilkreises, wird als Getriebeteilung bezeichnet. Die Tonhöhe wird mit dem Buchstaben P bezeichnet. Wenn die Tonhöhe, ausgedrückt in Millimetern, durch die Zahl l = 3,14 geteilt wird, erhalten wir einen Wert, der als Modul bezeichnet wird. Das Modul wird in Millimetern ausgedrückt und mit dem Buchstaben t bezeichnet.
Der Bogen des Teilkreises innerhalb des Zahns wird als Dicke des Zahns bezeichnet, der Bogen S1 ist die Breite des Hohlraums. In der Regel gilt S = = Sx. Die Größe b eines Zahns entlang einer Linie parallel zur Achse der Räder wird als Länge des Zahns bezeichnet.
Radialspiel - der kürzeste Abstand zwischen der Zahnspitze und der Basis des Hohlraums des Gegenrades.
Der seitliche Abstand ist der kürzeste Abstand zwischen den nichtbearbeiteten Kernflächen benachbarter Zähne, wenn sich ihre Arbeitsflächen berühren.
Alle Elemente eines Zahnrads sind mit dem Modul verbunden: Die Höhe des Zahnkopfes ist ha = t, die Höhe des Zahnbeines ist hf = 1,2 t, die Höhe des gesamten Zahns ist h = 2,2 t.
Wenn Sie die Anzahl der Zähne z kennen, können Sie mit Hilfe des Moduls den Flankendurchmesser des Zahnrads bestimmen. D = zm.

Abb. 2. Verzahnungsmuster in den Stirnrädern der Zahnräder
Die Formeln, mit denen Sie die Parameter der Stirnräder abhängig vom Modul und der Zähnezahl bestimmen können, finden Sie in der Tabelle. 5
Niedergeschwindigkeitszahnräder werden aus Gusseisen oder Kohlenstoffstahl hergestellt, Hochgeschwindigkeitszahnräder aus legiertem Stahl. Nachdem die Zähne auf Verzahnungsmaschinen geschnitten wurden, werden die Zahnräder wärmebehandelt, um ihre Festigkeit zu erhöhen und die Verschleißfestigkeit zu erhöhen. Carbonräder
mit der CTa.irf-Diät wird die Oberfläche der Zähne durch ein chemisch-thermisches Verfahren verbessert - Zementierung und anschließendes Abschrecken. Die Zähne der Hochgeschwindigkeitsräder werden nach der Wärmebehandlung geschliffen oder geschliffen, die Oberflächenhärtung durch Hochfrequenzströme wird ebenfalls verwendet.
Um den Eingriff ruhig und leise zu halten, ist eines der beiden Räder eingelegt zahnradpaare In einigen Fällen werden sie, wenn die Belastung dies zulässt, aus einer Leiterplatte, DSP-G oder Nylon gefertigt. Um den Eingriff der Zahnräder beim Einschalten durch Bewegung entlang der Welle zu erleichtern, sind die Enden der Zähne auf der Umdrehungsseite abgerundet.
Getriebe sind offen und geschlossen. Offene Übertragungen bewegen sich normalerweise langsam. Sie haben kein Ölbadgehäuse und werden regelmäßig mit Fett geschmiert. Geschlossenes Getriebe in Muscheln eingeschlossen. Die Zahnräder der eingeschlossenen Zahnräder werden entweder in einem Ölbad oder durch Spritzen unter Druck geschmiert.
Nach der Geschwindigkeit werden die Zahnräder in folgende Typen (m / s) unterteilt: sehr niedrige Geschwindigkeit - v< 0,5, тихоходные - 0,5 < v < 3, среднескоростные - 3 < v < 15, скоростные - 15 < v < 40, высокоскоростные - v > 40.
Die Genauigkeit der Radherstellung und der Getriebemontage muss der staatlichen Norm entsprechen. Für Zylinder-, Kegel- und Schneckenräder wurden 12 Genauigkeitsgrade festgelegt, die in absteigender Reihenfolge der Genauigkeit um die Grade 1 bis 12 angegeben sind.
Die genauesten Grade 1 und 2 sind redundant, da moderne Produktions- und Steuerungsfunktionen keine genauen Räder bieten können. Der 12. Grad ist ebenfalls reserviert, da gemäß den aktuellen GOST-Normen die Zahnräder noch nicht schlechter als der 12. Genauigkeitsgrad sind.
Zahnräder mit 6, 7, 8 und 9 Genauigkeitsstufen sind von großem Nutzen. Kurze Merkmale der gängigsten Ausrüstung und schneckengetriebe (6. bis 9. Genauigkeitsgrad) sind in der Tabelle angegeben. 6. Jeder Genauigkeitsgrad des Zahnrads entspricht der durch GOST Ohm festgelegten Norm der kinematischen Genauigkeit sowie der Laufruhe und dem Kontakt der Zähne.
Die Passung der Zahnräder auf den Wellen unterscheidet sich nicht von der Passung der Riemenscheiben, daher werden im Folgenden nur die Überprüfung und Einstellung der Zahnräder und Schneckenräder beschrieben.
Die wichtigsten technischen Anforderungen für Getriebebaugruppen lauten wie folgt:
1. Die Zähne der Räder sollten bei Lackprüfungen eine Berührungszone von mindestens 0,3 Zähnen und entlang des Profils zwischen 0,6 und 0,7 Zahnhöhen aufweisen.
2. Die radiale Schlagfläche der Räder darf die durch die technischen Anforderungen festgelegten Grenzen nicht überschreiten.
3. Die Achsen der Wellen der Kupplungsräder und die Achse der Gehäusebuchsen sollten in derselben Ebene liegen und parallel zueinander sein. Toleranzen sind in den technischen Daten angegeben.
4. Zwischen den Zähnen der Koppelräder ist ein Spalt erforderlich, dessen Wert vom Genauigkeitsgrad des Getriebes abhängt und durch die Tabelle bestimmt wird.
5. Zusammengebaute Baugruppe wird getestet im Leerlauf oder unter Last. Es sollte eine ausreichende Festigkeit für die Kraftübertragung, Laufruhe und mäßige Erwärmung der Lagerhalterungen (nicht mehr als 323 K oder 50 ° C) bieten.
6. Die Übertragung sollte reibungslos und fast lautlos funktionieren.
Das folgende Verfahren beschreibt, wie einige Baugruppen aus mehreren Zahnrädern zusammengebaut werden.
Das Hohlrad ist an der Zentrierschulter A der Nabe angebracht und mit drei oder vier temporären Bolzen mit einem kleineren Durchmesser vorfixiert. Die Montageeinheit wird auf dem Dorn auf Rundlauf geprüft und die Krone mit provisorischen Schrauben befestigt. Die verbleibenden Löcher für die Bolzen in der Nabe und die Krone werden mit Hilfe des Leiters zusammen eingesetzt und versenkt. Anschließend werden die normalen Bolzen in diese Löcher gesteckt und die temporären Bolzen entfernt. Die freigewordenen Löcher werden wie die ersten behandelt. Nach dem Einbau normaler Schrauben in allen Löchern wird das Zahnrad abschließend auf Herzschlag geprüft. Bei stark beanspruchten Getrieben empfiehlt es sich, die Bolzen mit einem Drehmomentschlüssel anzuziehen, um auf den Flanschebenen eine Reibungskraft zu erzeugen, deren Moment das vom Zahnrad übertragene Drehmoment übersteigen würde.
Ein Zahnkranz wird mit Spannung auf die Scheibe der Nabe gedrückt. Um die Operation zu erleichtern und mögliche Verzerrungen zu vermeiden, wird die Krone in einem Ölbad oder einem speziellen Induktor vorgewärmt. Stunden auf 393–423 K (120–150 ° C). Bohren Sie dann die Löcher für die Stopper. Anstelle von Stoppern erfolgt die Befestigung häufig mit Nieten. In diesem Fall werden die Löcher gebohrt, Nieten gesetzt und Pressen aufgenietet.
Beim Einbau von Getriebebaugruppen auf Wellen sind die folgenden Fehler am häufigsten: Wippen eines Zahnrads auf dem Wellenhals, radialer Schlag auf die Vorsprünge, Schlag auf die Stirnseite und lockerer Sitz am Druckring der Welle.
Die Montageeinheit wird auf Schwingungen geprüft, indem mit einem weichen Metallhammer auf das eingepresste Zahnrad geklopft wird.
Überprüfen Sie den Rund- und Planlauf der Montageeinheit - auf Prismen oder in den Zentren wird ein Zahnrad mit einer Welle hergestellt.
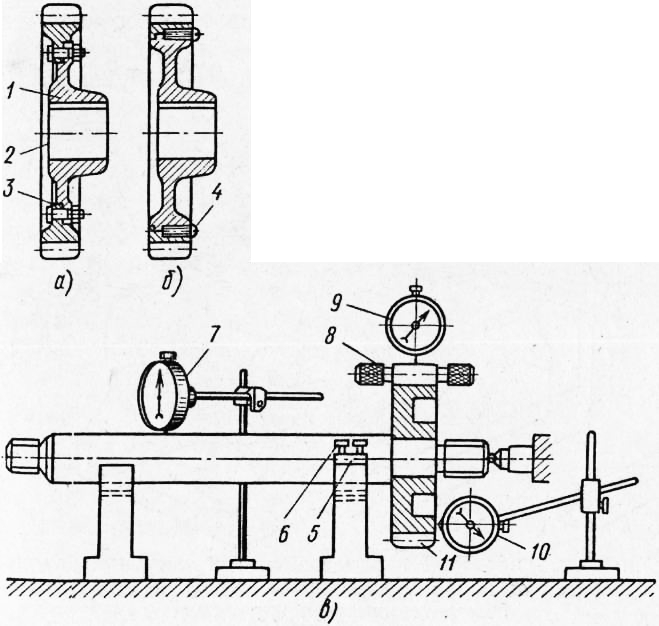
Abb. 3. Einbau von Verbundzahnrädern und Unrundheitsprüfung: a - zusammengesetztes Zahnrad mit Schrauben befestigt, b - mit Anschlägen fixiert, c - Stromkreis der Baugruppenwelle prüfen - Zahnrad auf Rund- und Planlauf
Dazu wird die Welle auf die Prismen gesetzt, die Position des Prismasattels wird mit Schrauben eingestellt und die Welle wird parallel zur Kalibrierungsplatte an der Anzeige montiert. In die Radmulde ist ein zylindrisches Kaliber eingelegt, dessen Durchmesser 1,68 Radgetriebemodul betragen sollte. Das Rack mit der Anzeige ist so installiert, dass sein Bein mit dem Kaliber und mit dem Druck auf eine oder zwei Pfeilumdrehungen in Kontakt kommt. Zur gleichen Zeit wird der Indikatorwert bemerkt, dann wird das Kaliber durch 2-3 Zähne verschoben und das Rad gedreht, und das Kaliber wird zum Indikatorschaft gebracht. Beachten Sie die Ablesung des Pfeils und bestimmen Sie die Größe der diametralen Schläge. Das zulässige Schlagen der Stirnfläche und des Durchmessers des Zahnkranzes hängt vom Genauigkeitsgrad des Rades nach GOST ab. Kontrollanzeige für das Schlagen des Gesichts.
Ein korrekter Eingriff der Zähne tritt auf, wenn die Achsen der Räder parallel sind, sie nicht gekreuzt sind und der Abstand zwischen den Achsen der Wellen dem berechneten Wert entspricht. Die Parallelität der Lage der Achsen der Lager des Getriebegehäuses (Abb. 4) wird mit einem Dorn, einem Bremssattel und einer Anzeige überprüft. Der Abstand zwischen den Achsen der Lager prüft die im Gehäuse eingebauten Steuerdorne. Der Abstand misst entweder zwischen den Dornen oder an ihrer äußeren Oberfläche.
Abb. 4. Schema zur Überprüfung der Parallelität und Rechtwinkligkeit der Achsen der Bohrungen und Wellen durch die Steuerwelle und das Universalmessgerät
Nachdem sie die Abmessungen oder beidseitig bestimmt haben, stellen sie die Nichtparallelität der Achsen der Lageröffnungen fest. Um den erforderlichen Achsabstand und die Parallelität zu erreichen, werden die Lagergehäuse verschoben. Die Nichtparallelität in der vertikalen Ebene kann bestimmt werden, indem jeder Welle eine Ebene aufgeprägt wird. Die Größe der Nicht-Parallelität ist in diesem Fall gleich der Differenz der Pegelanzeigen in den Winkelteilungen. Normalerweise wird der Preis der Teilungsebenen in Bruchteilen von Millimetern und 1 mm angegeben. Um die Pegelwerte in Winkelsekunden umzuwandeln, muss der Teilungspreis mit der Zahl 200 multipliziert werden.
Zum Beispiel entspricht der Preis einer Division von 0,1 mm durch 1 m 20 Bogensekunden (0,1–200 / 1 = 20 ”).
Aus dem Genauigkeitsgrad der Räder und des Getriebes legen Sie die Normen für das seitliche Spiel fest. Die Hauptstandards sind der normale garantierte Abstand (gekennzeichnet mit dem Buchstaben X), der die Verringerung des seitlichen Abstandes von der Getriebeheizung ausgleicht.
In fig. In Fig. 5 ist eine seitliche Spielprüfung gezeigt, die bei zylindrischen Zahnrädern mit einem Manometer oder einer Anzeige durchgeführt wird. Auf der Welle eines der Zahnräder befindet sich eine Leine, deren Ende gegen den Schenkel der am Gehäuse der Montageeinheit angebrachten Anzeige anliegt. Ein anderes Zahnrad wird daran gehindert, die Sperre zu drehen. Dann dreht sich die Leine zusammen mit der Welle und dem Rad leicht zur einen oder anderen Seite, und dies kann nur durch den Abstand der Zähne erfolgen. Bestimmen Sie gemäß den Angaben der Anzeige das seitliche Spiel. Das kleinste seitliche Spiel C ist in den technischen Daten für die Montage der Montageeinheit angegeben. Bei einem Achsabstand von 320 - 500 mm für mittelpräzise Zahnräder sollte dieser Abstand mindestens 0,26 mm betragen. Die genauesten seitlichen Lücken werden mit Hilfe der sogenannten Remote-Methode gemessen. Mit Geräten können Sie den Spalt im Gehörlosenrad messen.
In fig. 5b zeigt eine dieser Vorrichtungen. Es besteht aus einem Kreuz, das mit Griffen an der Getriebewelle befestigt ist, und einem Ständer mit einer Anzeige. Das Rack mit der Anzeige wird in die Klemme eingeschraubt und mit einer Schraube am Getriebedeckel befestigt. Wenn Sie die Welle mit der Hand schwenken, bis die Ebene des Querträgers das Bein des Indikators berührt, der an der festen Abdeckung des Getriebes montiert ist, bestimmen Sie den seitlichen Abstand zwischen den Zähnen. Das kleine Übertragungsrad muss stationär sein.
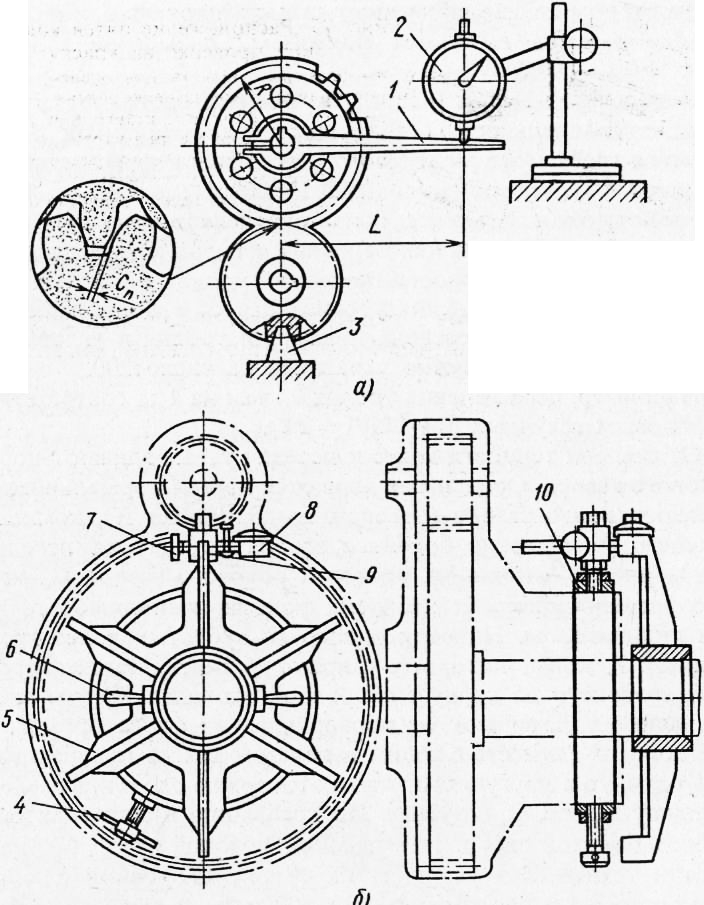
Abb. 5. Schema der Prüfung des seitlichen Freigabeanzeigers: a - auf offene Weise, b - Fernbedienung
Das gemessene Spiel sollte dem Durchmesser des anfänglichen Umfangs des Zahnrads zugeordnet werden, auf dessen Welle der Steg befestigt ist.
Überprüfen Sie auf gleiche Weise das seitliche Spiel für die anderen fünf Positionen des Kreuzes und drehen Sie es mit der Welle in einem Winkel von 60 °. Entsprechend den Messergebnissen bestimmen Sie die Variation der Größe der Seitenlücken und beurteilen die Qualität der gesammelten Übertragung. Je nach Modul und Genauigkeit des Getriebes beträgt die zulässige Differenz der Seitenspalte 0,08-0,15 mm.
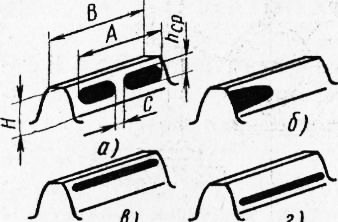
Abb. 6. Die Position der Kontaktstellen bei der Prüfung auf Farbe:
a - Abmessungen des Kontakts zur Auswertung, b - einseitige Lage des Punktes (Fehlausrichtung des Rades an der Verzahnmaschine oder Schräglage der Bohrungen im Getriebegehäuse, c - großer Freiraum um die Krone (kleiner oder großer Achsabstand), g - unzureichender Freiraum um die Krone (zu viel oder zu wenig unzureichende Zahndicke eines oder beider Räder)
Der falsche Berührungspunkt und die falsche Position auf den Zähnen sind das Ergebnis von Fehlern, die während der Bearbeitung und Montage der Räder, Wellen, Getriebegehäuse und Lager aufgetreten sind. In fig. In Fig. 6, b ist der Farbaufdruck einseitig angeordnet. Die Ursache für eine falsche Kontaktstelle kann ein schräges Rad an einer Verzahnungsmaschine oder ein schräges Loch im Getriebegehäuse sein.
Wenn der Zahn des Rades vom Ende her ausgespart ist und sich die Position nicht ändert, wenn er um 180 ° gedreht wird, ist die Achse der Bohrung im Gehäuse folglich schief. Dieser Fehler wird durch Drücken einer neuen Hülse und Bohren oder durch Drücken eines Zahnradfingers behoben, wenn er auf dem Finger sitzt.
In fig. In Fig. 6 ist ein zu großer Spalt um die Krone gezeigt. Mögliche Ursachen: Der Achsabstand im Gehäuse ist unzureichend oder zu groß. Beseitigen Sie den Fehler
drücken Sie die Hülsen im Gehäuse und drücken Sie sie erneut auf.
Unzureichender Freiraum um die Felge ist in Abb. 1 dargestellt. 6, d. Mögliche Gründe für die kleine Spaltgröße: Übermäßige oder unzureichende Zahndicke in einem oder beiden Rädern. Tauschen Sie in diesem Fall die Räder aus oder verwenden Sie die Karosserie mit einem anderen Achsabstand.