Përcaktimi dhe eliminimi i keqfunksionimeve nga forca e vetme në makinë Zolotnitsky Vladimir
Mangësitë e mekanizmave të kontrollit
Diagnostikimi i keqfunksionimeve të një drejtimi dhe eliminimi i tyre
Rritja e transmetimit, por manaxhimi i shtigjeve të rrugës kur ngiste një makinë. Dridhje dhe troket në timon
Diagnoza e elementeve drejtuese është reduktuar për të dëgjuar troket timon gjatë kthehet të mprehtë në pozicionin ekstrem të freewheeling saj për matjen e sasisë së lojës, në përcaktimin e përpjekjeve shpenzuar në rotacionin timon në ndonjë segmente rrugore. Pavarësisht nga tiparet e projektimit të llojeve të ndryshme të ingranazhit drejtues (rul-rrotull, rrotull-grabitje), ka shumë të përbashkëta në mirëmbajtjen dhe riparimin e tyre. Gjithçka zbret në vijim:
- për të pastruar papastërtitë dhe për të shqyrtuar skemat e drejtimit, shinat e përbashkëta, mbulesat mbrojtëse dhe kapakët e fundit;
- jacking rrotën e përparme dhe montazhki dhe levë më të mirë, duke përdorur mbështetjen, të shtyjë në skajet e shkopinj në drejtim të aksit të gishtave apo shtrëngojnë duart në timon postuar shtypje të njëkohshme pedale frenimi, duke përdorur shërbimet e një asistent;
- kontrolloni me anë të inspektimit dhe kontaktit të luajtjes në nyjet e topit të këshillave të shufrave drejtuese, garniturës së gomës dhe në krahun e pendulumit. Zbuloni gabimet. Lidhjet gome-metalike duhet të zëvendësohen nëse ka lot dhe shtrëngim të gomës. Varet e veshura me vulat e dëmtuara zëvendësohen me ato të markës;
- kontrolloni sasinë e rrotave të lira të timonit. Përmbledhje goditje të lirë nuk duhet të tejkalojë 10 ° (rreth 33 mm me një sundimtar fleksibël për matjen e harkut të rim timon drejtues). Të gjitha modelet e makinave të prodhuara sot duhet të kenë një lojë të përgjithshme të timonit jo më shumë se 5 °, i cili është 18-20 mm përgjatë timonit të timonit;
- në qoftë se ecje me biçikletë të lirë tejkalon këtë vlerë, e bulonave dhe arra për të forcuar lidhjet e filetuara, në rritje kllapa bosht të një kolonë drejtues, një mekanizëm drejtues;
- Hiqni duke rregulluar krimbat me rrotullimin e timonit të ngushtë të rrotullës. Me rregullimin korrekt, një forcë prej jo më shumë se 25 N kërkohet për të rrotulluar timonin në asfalt të nivelit;
- kur një hendek i madh në angazhimin me rul krimb (troket në mekanizmin drejtues) për të hequr kapakun mbrojtës, liroj kaçavidë kyçit arrë dhe Trafika rregulluar vidhe, duke tundur timonin.
Rregullimi i pavarur i boshllëkut në grumbullimin e mjeteve nuk është i rekomanduar. Ky operacion duhet të kryhet në stacionin e shërbimit.
Shkelja e ngushtësisë së vulave të mbrojtjes së baltës, kapakëve të gomës, kapakëve të fundit. Kur kontrolluar ngushtësi e vulave, kapele fund, maja e draftit drejtues ose mbuluar hekurudhor është një tregues i rëndësishëm i mungesës së dhënë shërbime është rrjedh nga kurorëzon fund dhe mbulon lubrifikim kur squeezing gishtat. Nëse rrjedhje është prishur për shkak të formimit të çara, thyerje apo defekte të tjera vuri në dukje më lart për të zëvendësuar pika.
Për të reduktuar kompleksitetin e vulave riparimit grushta mund të rivendoset duke përdorur një copë çorape najloni, njomje atë me zam "moment". Para vulosjes, gaskets duhet të degreased me benzinë.
Nga libri "Punon në metal" autorGrumbulluar njësitë e mekanizmave të luajtshme në ndërtime të ndryshme të makinerive, të cilat duhet të mbledhin dhe riparimi mekanik, qëllimi kryesor i pjesëve lëvizëse është për të kthyer lëvizjen rrotulluese të translational dhe për të ndryshuar shpejtësinë dhe
Nga libri "Punon në metal" autor Natalya Gorshkovna KorcheverKrijimi i mekanizmave që lidhen me fiksime Zakonisht çelësabërësit duhet të merren me riparimin e motorëve me avull, motorëve djegie të brendshme, kompresorë, pompë pistoni. Puna e të gjitha këtyre mekanizmave bazohet në transformimin e lëvizjes translacionale
Nga libri Përkufizimi dhe zgjidhja e problemeve në shtëpinë e makinës autor Zolotnitsky VladimirMangësitë e gomave Varësia e përkeqësimit të një mbrojtës nga presioni i ajrit në goma Operimi i gomave me presion të ngritur. Rritja e veshin e pjesës së mesme të gomave. Rrit ngurtësinë e saj. Në muret anësore ka zmadhime në rritje të kordonit të gomave dhe të çara të vogla.
autor Valnev VictorLlojet e mekanizmave: Figura universal dhe autonome 2. Ekspozita armë "Saint George" (versioni i parë) me jo-selektiv mekanizmit odnospuskovym Z. gjelbër (1903) Gjatë disa viteve të fundit që nga e Gunsmiths e botës ka zhvilluar sisteme të ndryshme
Nga libri mekanizmat e njëkohshme të vetme të shtënave të dyfishtë autor Valnev VictorLlojet e mekanizmave: inerciale dhe pranverë e mekanizmave më të zakonshme odnospuskovye mund të ndahet në inercisë dhe pranverë (aka mekanike). Kjo nuk do të thotë se nuk ka burime në burimet inerciale, dhe forcat e inercisë nuk përdoren në ato pranverore. vetëm
Nga libri Instrument-Making autor Babaev MA Nga libri Instrument-Making autor Babaev MA18. Gabimet e makinës fillore Pas zhvillimit të vizatimeve të projektimit fillon zbatimi i këtyre vizatimeve. Prodhuesi shumë shpesh devijon nga skica: bëhet e rëndësishme për të që të marrë një rezultat funksional. Në prag të "shfaqet" është një mospërputhje
Nga libri Instrument-Making autor Babaev MA20. Hetimi i saktësisë së mekanizmave Në procesin e hetimit të mekanizmave, analizohen shkaqet e gabimeve, vlerat e pritura (pritura) të këtyre gabimeve, metodat e kontrollit të gabimit dhe verifikimi i instrumenteve. Të gjitha këto çështje i përkasin metrologjisë, si një pjesë përbërëse
Nga libri Instrument-Making autor Babaev MA22. Llogaritja e saktësisë së mekanizmave. Sigurimi i saktësisë së specifikuar Qëllimi i kësaj pyetjeje është përcaktimi i metodologjisë për sigurimin e një saktësie të dhënë në një grup mekanizmash homogjene. Brenda kufijve të tolerancave, kërkohet të sigurohet një saktësi e dhënë. Një shumëllojshmëri e llojeve të gabimeve mund të shpërndahen.
Nga libri Rregullat intersektoriale mbi mbrojtjen e punës gjatë ngarkimit dhe shkarkimit të operacioneve dhe vendosjen e mallrave në pyetje dhe përgjigje. Doracak për studim dhe përgatitje autor Krasnik Valentin KrasnikMekanizmat Shtojca 7. Standardet dhe Test ruchnyhgruzopodemnyh koha dhe pajisje Afatet Standardet dhe test manual mekanizmat heqjen dhe pajisjet Shënime: 1. Рн - ngarkesa e lejuar e punës, kN; Në rezultate jo të kënaqshme të statikës
autor Ekipi i Autorëve5.5.4. Automatizuar kontrollin e proceseve të sistemit dhe sistemet e kontrollit emergjente Puna për krijimin e sistemeve të automatizuar të kontrollit të procesit (copë) objekte të energjisë elektrike u filluan me ardhjen e
Nga libri Historia e Inxhinierisë Elektrike autor Ekipi i Autorëve5.7.4. Elektrifikimin mekanizmat themelore të pajisjeve ushtarake në ekspozitën e tretë elektrike në Shën Petersburg, në vitin 1885 tregoi transmetimin DC, vepron një numër të makinave të ndryshme dhe tregon rëndësinë për mundësitë e industrisë
autor Shuneyko Ivan Ivanovich2.1. Sistemi i kontrollit reaktiv të Apollo-s. Karakteristikat e përgjithshme të sistemit të kontrollit të 3 All Apollo anijen ndarje - Command Module, gjirin shërbimi dhe anije hëna - janë të sistemit të pavarur të kontrollit jet (Figura 21.1.). Fig. 21.1. Anija Apollo: 1 - mooncraft; 2 -
Nga libri Fluturimet e pilotuara në hënë autor Shuneyko Ivan Ivanovich Nga libri kamionë. Udhëheqës ura autor Melnikov Ilyadrejtues dhe pezullimin gabimet drejtues mosfunksionim dhe suspensionit janë: - një rritje në freewheel (reagimi) i timonit; - rritja forcën e nevojshme për ta kthyer rrotat e përparme shumë "ngurtë" veshje drejtuese- rrjedhje
Nga libri Ne shërbim dhe riparim Volga GAZ-3110 autor Zolotnitsky Vladimir AlekseevichKeqfunksionime të mundshme drejtues me
Gabimet më të zakonshme në mekanizmat e vinçave janë: mosangazhimi i boshteve; balancimi jo i kënaqshëm i rrotullës së frenave; montimi i gabuar dhe veshin e ingranazheve të reducer; fjetja dhe dështimi i frenave; rrjedhje e vajit nga reducer; dobësimi i pikave të lidhjes së reducer; veshin e rrotave drejtuese; zhvillimi i lidhjeve me mëngë-te-pin.
Drejtimi i boshteve çon në dështim të parakohshëm të boshteve, kushinetave dhe lidhjeve.
Mospërputhja, si rregull, shkaktohet nga shtrirja e pamjaftueshme e nyjeve të çiftëzimit. Për të siguruar funksionimin e besueshëm të mekanizmave, të gjitha nyjet e tyre janë përqendruar në përputhje me tolerancat e pranuara. Për ta bërë këtë, gearbox në çikrik kornizë, si rregull, është i fiksuar fort, dhe të lëvizin strehimin motor dhe mbështetjen e jashtme të daulles. Në vinçat e standardizuara, motori është i bashkëngjitur në kutinë e marsheve në fllanxhë dhe prandaj mund të ndodhë jo në bashkërendim midis boshtit të reducerit dhe daulles. Në këtë rast, mosangazhimi shkakton luhatje të konsiderueshme në kutinë e ndryshueshme dhe motorin e lidhur, të cilat janë të rrezikshme për forcën e montimit të fllanxhave të motorit.
Mospërputhja e tejkalimit të kufijve të lejuar mund të çojë në thyerje dhe boshtin e prodhimit të vetë reducerit. Një çikrik i tillë duhet të riparohet dhe të përqëndrohet në fabrikë, pasi që është e pamundur të korrigjohen moszgjidhjet në vendin e ndërtimit. Shenja e refuzimit të këtyre çikrikëve është madhësia e lëkundjes së fundit të motorit elektrik. Kur lëvizni fundin e lirë të motorit, për shembull çikrikun L-500, më shumë se 3 mm vertikalisht, operimi i çikrikëve nuk lejohet.
Balancimi jo i kënaqshëm i rrotullës së frenimit rezulton në ngarkesa shtesë dinamike në boshtet dhe kushinetat e ingranazhit dhe motorit. Në çikrikët e unifikuar me një shtrirje mali të motorit, balancimi i pakënaqshëm shkakton motorin dhe mekanizmi i tërë të lëkundet. Për të siguruar funksionimin normal të mekanizmit, kontrolloni nëse rrotullimi i frenave është vendosur në boshtin e motorit (nëse kyç është i lartë dhe nëse rripi është ulur mbi të). Nëse çelësi është i lartë, ai zëvendësohet. Nëse çelësi është normal, hiqni rrotullën e frenave nga boshti dhe statikisht e balanco.
Nëse ingranazhet e kutisë së shpejtësisë janë montuar gabimisht dhe janë të veshur në kutinë e shpejtësisë, ndodh trokitje periodike, zhurmë e vazhdueshme uniforme dhe kushinetat janë të nxehtë. Trokitja në kutinë e transmetimit mund të shkaktohet nga shkëndijat në dhëmbët e njërit prej rrotave, liria dhe ekscentriciteti i rrotave në boshtet. Kur formohen shkopinj të vegjël, ato janë ngritur; në përgjithësi - ingranazhet zëvendësohet. Nëse rrotat janë mbjellë lirshëm ose ekscentrik, ato zëvendësohen gjithashtu.
Zhurma në kutinë e shpejtësisë zakonisht vjen si pasojë e ndarjes së dobët të dhëmbëve të marsheve, gjë që nuk siguron kontaktin e nevojshëm të dhëmbëve. Mosfunksionimi korrigjohet me fillimin gradual të dhëmbëve.
Kushineta e çikrikut nxehet nga instalimi i papërshtatshëm gjatë montimit, gjë që shkakton prerje aksiale të kushinetave. Për të eliminuar shtrëngimin e kushinetave me mbulesa të ngulitura, zëvendësoni unazat e rregullimit midis kapakëve dhe kularëve të jashtëm duke siguruar një pastrim total prej 0.4 mm. Me montimin e fllanxhave të kapakëve, e njëjta pastrim sigurohet me anë të rregullimit të shimave midis shtresës së marsheve dhe fllanxhës së kapakut. Rregullimi i unazave vendoset kur zbërthehet reducer, gaskets - pas heqjes së mbulesave. Pastrimi me kapakë të ngulitur kontrollohet me një matës të ndjeshmërisë.
Fig. 181. Përcaktimi i trashësisë së copëzimit
Gjatë përcaktimit të trashësisë së copëzuar (Figura 181) të kapakëve me çekiçin e çekiçit, matni distancën a në mes skajeve të reducer dhe bearing. Pastaj, përcaktohet lartësia h e kapakut të kapakut. Trashësia e copëzuar A duhet të jetë 0.4 mm më e madhe se dallimi midis lartësisë së rruazës dhe distancës midis skajeve h - a. Në qoftë se kjo rezulton se distanca ndërmjet skajeve dhe kulmin e 1D sferë e cila, kapak është hequr dhe fllanxhë protortsovyvayut për të rritur shpatullat.
Shkaku i zhurmës në kutinë e transmetimit dhe ngrohja e kushinetave gjithashtu mund të jetë mungesa ose mungesa e lubrifikimit në kutinë e shpejtësisë. Për të eliminuar problemin, shtoni lubrifikuesin në nivelin e kërkuar, i cili kontrollohet me një matës të ndjeshmërisë ose me një kontrollor.
Me boshtet që mbajnë tre, mund të ndodhin mbinxehje nga shtrëngimi i mbeshtjelljes së kushinetave si pasojë e shtyrjes së boshtit. Instalimi korrekt i boshtit të një çikrik të tillë kontrollohet drejtpërdrejt në vinç dhe në punëtori. Për të hequr këtë daulle veshje mbylli fort në kuadër të nxjerrë dhe të prodhimit Outrigger bosht veshje të lirë nga shtojcën. Kur mbështetësja, jo e shtrënguar me bulona, është vendosur mbi sipërfaqen e mbështetjes së kornizës, nën të janë mbulesa të instaluara. Nëse mbështetja e jashtëm mbështetet në kornizë, linjat vendosen nën reducer. Pastaj me dorë ta ktheni boshtin. Nëse mbështetja e mbështetëses lëviz në drejtimet horizontale dhe vertikale, boshti është i përkulur dhe duhet të riparohet ose të zëvendësohet.
Frenimi i frenave është se kur motori është i fikur, frena nuk mund të mbajë ngarkesën. Kjo mund të shkaktohet nga: rregullimin e pahijshme frenat, një output i madh i linings frenave, frenave anon në krahasim me aksin e rrotull, sipërfaqe rrotull dhe lubricating me pads. Frena e rregulluar gabimisht duhet të ri-rregulluar.
Prodhimi i linings frenave përcaktohet vizualisht nga gjurmët nga thumba në sipërfaqe ose linings frenave rrotull trashësinë e matjes. Lejohet të punojë frenin me trashësinë e rreshtit jo më pak se 4 mm në pjesën e mesme dhe jo më pak se 2.5 mm përgjatë skajeve. Në përkeqësim më të madh të mbivendosjeve ata zëvendësohen. Kur frena është e skajuar, pads përshtaten lirshëm në rrotull, e cila nuk lejon përdorimin e plotë të momentit të frenimit. Shkaku i shtrembërimit mund të jetë instalimi i pasaktë i frenave në kornizë ose defektet e bëra gjatë prodhimit të tij. Në rastin e parë, hiqni paragjykim frenave, duke e vendosur shims nën Bolts në rritje në bazë të frenave kornizës, në të dytin - frenave është zëvendësuar.
Kur lubrifikoni sipërfaqen e rrotullës ose linings, ato janë larë me vajguri ose benzinë dhe pastrohen.
Nëse frena dështon, mund të ketë raste kur padat e saj nuk hapen kur elektromagnet është ndezur. Mekanizmi mbetet ngecur edhe kur motor elektrik është i ndezur, gjë që mund të çojë në mbinxehje dhe dështimin e motorit. Dështimi i tillë mund të jetë për shkak të faktit se tepër të shtrënguar rreshtim pranverë frenave ngrirë në rrotull është nivelin e pamjaftueshme e lëngjeve në të lëngshme elektrogidrotolkatele ose të ngrira.
Shtrëngimi i pranverës kontrollohet me një sundimtar. Në një mospërputhje me gjatësinë e instalimit të pranverës të dhënë në udhëzim, shtrëngimi është rregulluar, siç tregohet në Ch. XI.
Shembulli i mbivendosjeve zbulohet si më poshtë. Me ndihmën e levës, rritni krahun e karrikut të frenave, duke vëzhguar pads. Nëse rreshtimi nuk lëviz nga rrotullimi dhe pads priren të ndahen nga pads, atëherë rreshtimi është i ngrirë. Për të rregulluar mosfunksionimin, fundi i rreshtit mbështetet nga një trare prej druri dhe është i regjistruar me një çekiç.
Lëngu në pompën e ujit elektrike mund të ngrijë nëse nuk i plotëson kushtet e operimit në temperatura të ulta ose mekanizmi nuk ka funksionuar për një kohë të gjatë. Ngroheni elektro-hidroenergjencën në 50-60 ° C me një blowtorch. Veprimi i shtytësit kontrollohet me ngritjen e krahut të karrikut. Pas nxehjes së shtytësit, lëngu i zgjedhur gabimisht zëvendësohet me një të re. Nëse pas ngrohjes elektrohidropump ende nuk është duke punuar, ajo është dërguar për riparim.
Me nivel të pamjaftueshëm të lëngjeve në shtytës, vërehet një goditje e reduktuar e shufrës. Para kontrollit të nivelit të lëngjeve, krahun e karrikut lëkundës ngrihet deri në pikën me ndihmën e levës. Nëse goditje në rritjen e rreze me dorë tejkalon goditje kur karierist, niveli lëngshme është i pamjaftueshëm dhe duhet të shtoni një lëng në elektrogidrotolkatelya trupit.
Vaj rrjedhje nga vulën ndodh qoftë si rezultat i gear del nga shtrati të naftës, ose për shkak të dështimit apo performancës së dobët të vulave.
Mbingarkesa e njësisë së transmetimit me vaj mund të përcaktohet nga gjilpëra e matësit të matësit të vajit. Në këtë rast, niveli i vajit do të jetë mbi rrezikun e sipërm të gjilpërës. Hiqni vajin e tepërt duke shmangur spinën e reduktorit.
Në rast të dështimit apo dëmtimit të O-unaza (prangat) duhet të zëvendësohen me të reja, kur disassembling çikrik.
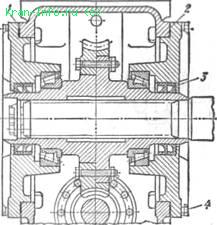
Fig. 182. Pajisjet nënshkrimin e një reducer në karroca drejtuese:
1,2 - guarnicionet, vulat 3 - lip, 4 - bulonave
Kur një vaj rrjedhje nga njësia GLOBOID veshje që ka një vulë ndjerë (Fig. 182), mbaron vulën Batt me anë të bulonave 4. Me mekanizmave të unifikuara rotacionit japin rondele plotësues gome 4 (Fig. 183 a) ose një arrë me një fund të tapered 5 (Fig. 183, b).
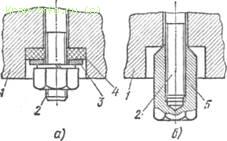
Fig. 183. shtesë mekanizëm vulosës prodhimit bosht: dhe - nje rondele gome, - një dado me nje fund tapered; 1 - ingranazh bosht output, 2 - formë pirg, 3 - rondele, 4 - rondele gome, 5 - arrë me fund konik
Kur rrjedhja ndodh nëpërmjet prizës së kullimit ose në hapësirën e kapakëve, shtrëngoni shulën ose zëvendësoni gaskets.
Dobësimi i pikave attachment veshje vinç përkeqëson kushtet e punës mekanizma: twitches veshje gjatë operacionit, e cila çon në misalignment e boshte; janë të zhvilluara nyje të zhurmshme dhe të artikuluara; Këmbët motorike janë thyer për shkak të goditjeve të transmetuara në motor nga kutia e shpejtësisë. Pikat e bashkëngjitjes dobësohen për arsyet e mëposhtme: bulonat nuk janë të shtrënguara mjaftueshëm; Bare dhe ndalesa të mbylljes nuk janë ngjitur; dizajni i mekanizmit është i pakënaqshëm; Lidhjet e papërshtatshme.
Të gjitha kutitë e marsheve operohen me anë të alternimit të forcave horizontale, të cilat dalin nga operimi i kundërt i ingranazhet, disa disalliga të lejueshme dhe forcat në ingranazhet e hapura. Si rregull, këto përpjekje nuk janë të mëdha, por, duke vepruar vazhdimisht, ato mund të dobësojnë pikat e bashkëngjitjes. Prandaj, për funksionimin e besueshëm të mekanizmit, monitorohet gjendja e bulonave të fiksimit të reducer dhe, për shtojcë shtesë në kornizë, bobat mbyllëse të bllokimit janë ngjitur.
Veshja e veshjes së rrotave ndodh si në sipërfaqen e punës së patinazhit, ashtu edhe në fllanxhat. Nëse gjenerata e njëkohshme e rrotave të makinës të kalojë 3-4% të diametrit (për KB-100.2 vinçi shumën e brezit e lejuar është 20 mm kur diametri i rrotave 500 mm) dhe trashësinë e Fllanxhat për shkak të veshin është bërë më pak se 15 mm, rrotat të kalojë në të riparuar ose zëvendësuar. Arsyet për përpunimin e sipërfaqeve të drejtimit të rrotave të drejtimit janë: diametra të ndryshëm të rrotave të vinça të nxitura nga një motor, duke rezultuar në rrëshqitje dhe rritje të veshin; përdorimi i rrotave të hedhura në vend të vulosjes; mungesa ose performanca e pasaktë e trajtimit të ngrohjes. fllanxha Formulimi running rrota shpjegoi pasaktësi stacking gjurmët vinci: praninë e shpatin kryq dhe devijime të mëdha nga nominale dimensionet gjerësi udhë, dhe paralelizmin e akseve timon.
Me një pjerrësi tërthore të pistave, vinçi, nën ndikimin e peshës së vet, tenton të lëvizë drejt shpatit. Në këtë rast, fllanxhat janë vazhdimisht të shtypur kundër binarëve, gjë që çon në konsum intensiv. E njëjta gjë ndodh në devijimet e gjerësisë pista dhe paralelizmin e akseve të rrotave kur lëvizja rrota kur valvula është ngritur vazhdimisht kundër binarët e një ose fllanxhë tjetër.
Kur zhvilloni lidhëse me bush-to-pin (veshin e shkurreve ose gishtërinjve elastike, lirimin e elementeve të fasteners), zëvendëso bushings ose gishtat dhe shtrëngoj fasteners. Kur sipërfaqja e veshin e sipërfaqes së punës, zhvillimi i vrimës së uljes dhe vrimat për mëngët, bashkimet dërgohen për riparim.
| |
§ 98. Malfunksionet e sistemeve të bllokut të cd-së§ 100. Malfunksionet e qarqeve elektrike
Cila është koha
Mekanizmi i shpërndarjes së gazit (emri i saj i shkurtuar pikërisht koha) është një pajisje që siguron furnizimin në kohë të përzierje me ajër të karburantit në cilindra e motorit me djegie të brendshme dhe lirimin shter gazit. Këto funksione janë zbatuar në kohën e njësive katër-pushtetit me hapjen dhe mbylljen e futje dhe shter valvulave të cilat janë të nxitura nga shufër me gumga dhe një mekanizëm të posaçëm të transmetimit.
Kështu, elementet kryesore të mekanizmit të shpërndarjes së gazit janë valvulat, makinat e tyre dhe shufër me gumga me makinën e saj. Në makinat moderne, valvulat janë të vendosura në kokën e cilindrit. Për të mbajtur valvulën të mbyllur përdoren burime. Aktualisht, më e përdorur gjerësisht janë motorët me djegie të brendshme me shufër me gumga, që veprojnë në chetyrehklapannyh (për çdo cilindër kanë dy konsum dhe shter valvulave) dhe dy valvula (një hyrje dhe një valvul shter për cilindër) skemat.
Zgjidhja e problemeve të kohës
Nga bosht me gunga në shufër me gumga, rotacioni mund të transmetohet me anë të një rripi, zinxhiri ose treni. Shkarje ose një qark të hapur apo rrip të kohës mund të çojë në një goditje të Pistons të valvulave janë të hapura, të cilat mund të dëmtojë motor. Kjo është arsyeja pse çdo pronar makine duhet t'i kushtojë vëmendje gjendjes së mekanizmit të shpërndarjes karburantit, duke diagnostikuar në kohë nyjet dhe pjesët individuale.
Diagnostics dështimi i kohës është një procedurë e vështirë dhe shumë e rëndësishme. Sipas të dhënave statistikore, ky mekanizëm përbën rreth njëzet përqind të të gjitha dështimeve të motorit, dhe rreth gjysmën e lodhshmërisë së punëve riparuese dhe për eliminimin e keqfunksioneve të zbuluara mirëmbajtje. Injorimi diagnoza detyrueshme shpesh të çon në faktin se një numër i madh i motorëve të furnizuara për rregullim të parakohshme, pasi underutilized burimeve, ose një problem me natyrën tuaj urgjente. Mjaft të zakonshme janë shkaqet e zakonshme e problemeve në kohën, si dështimi në përputhje me rregullat e funksionimit të brendshëm motor me djegie, duke përfshirë furnizimin me karburant me një përmbajtje të lartë të rrëshirë, përdorimi i cilësisë së dobët, vajrat e kontaminuara, funksionimin e vazhdueshëm të motorit me shpejtësi të lartë.
Lista dhe shkaqet e gabimeve kryesore të kohës
Valvulat e varur
Gjëja më e keqe që mund të ndodhë në mekanizmin e shpërndarjes së përzierje e karburantit, të ashtuquajturit valvula var-up, e cila më së shpeshti ndodh në dy mënyra: duke përdorur me cilësi të ulët benzinë para se të depozitimit në valvulave shufra rrëshirë, si dhe për shkak të dobësimit apo thyerje e burimeve valvulave. Në rastin e fundit, kur pistoni arrin rpm. valvula thjesht nuk ka kohë të jetë në shalë. Është e drejtë të thuhet se kjo mosfunksionim në automjetet moderne është shumë e rrallë.
Zhurma e kompensatorëve hidraulikë
Fjalët e ndara meritojnë dështimin e kompensatorëve hidraulikë. Përdorimi i vajit tepër të lëngshëm ose të ndotur çon në faktin që kompensatori hidraulik "refuzon" të kryejë funksionin e tij kryesor, i cili është të kompensojë boshllëqet në kohën e duhur. Operacioni i mëpasshëm i ICE në këtë rast kërcënon të bllokojë kompensuesit hidraulikë. Dëshmia e keqfunksionimeve të këtyre njësive është një trokitje metalike që vjen nga koka e cilindrit në një motor të ftohtë.
shkelje e hendekut termal, kohën e valvulave
Shkelja hendeku termike në njësitë me mundësinë e rregullimit ndodh kur kushineta veshur dhe cams e rrotull shufër me gumga ku rotacioni është transmetuar në të, dhe gjithashtu për shkak të rregullimit të pasaktë. Pasojat e shumicës së problemeve në funksionimin e kohës janë shkelja e fazave të shpërndarjes së gazit. Si rezultat, funksionimi i qëndrueshëm i motorit është ndërprerë dhe fuqia e prodhimit që korrespondon me vlerën nominale është zvogëluar.
Aderimi i dobët i Valve
adezive e pamjaftueshme te vend valvula mund të jetë rezultat i depozitimin e shtresës bloza si saddles dhe valvola vetë, dukuri e guaska në sipërfaqen e punës e komponentit, dështimi i burimeve, valvula të kokës warpage, zhurma e shufrës së valvulës në menges udhëzues. Përveç kësaj, shkaku i këtij fenomeni mund të qëndrojë në mungesë të një hendeku midis karrondës dhe rrjedhës së valvulave.
Shenjat e jashtme të mosfunksionimit të kohës
Ndër tregues të jashtëm që mekanizmi i shpërndarjes së gazit është i gabuar, ajo mund të jetë knocks përmendura metalike, pazakonta e funksionimit normal të motorit, reduktimi i compression, popping paraqitjen në tuba dalje dhe gji, si dhe reduktimin e pushtetit powerplant. Tri variante të fundit shpesh ndodhin me një përshtatje të dobët të valvulave në vendet e tyre.
Shkelja e një reagim termike, veshin cams dhe kushineta shufër me gumga zotëruar diagnostikues "flet" rënie të energjisë dhe metalike knocks, ka pasur në kokë cilindër kur motori është me shpejtësi të ulët dhe të mesme. Shkaqet e zhurmës nga makinë shufër me gumga dhe një shall raunde periodike mund të veshin dhe zgjatjen e makinë rrip (ose zinxhir) shërbejnë shufër me gumga dhe me dhëmbë veshin. Drop nivelin e vajit në crankcase, shoqëruar me një rënie në fuqinë e motorit dhe pamjen e tymi blu shter gazit shpesh është një tregues i "telashe" me mekanizmin fiksime, konsumuarit kapele Slinger, veshin udhëzon dhe valvula rrjedh.
unaza metalike (i quajtur edhe detonim) troket karakteristikë e periudhës përshpejtimin e automjeteve, si dhe punën e motorit me gabimet - shenjat e jashtme të formimit të depozitave të karbonit në valvulave, përdorimi i benzinës cilësi të dobët, fiksime faj. Valve Stuck, ulja e nivelit të elasticitetit, dështimi i burimeve valvulave mund të çojë në ulet shkurtër në një motor të ftohtë, të zvogëlojë fuqinë e saj dhe overheating.
Themelore "simptoma" valvulave pikon mbjelljen - uljen e compression në një ose më shumë cilindra "të shtëna" në tuba shter dhe futje, uljen e kostos, funksionimin e pushtetit të njësisë energjisë. E gjithë kjo ndodh në rast të një depozitë në një aspekt të punës, në vend valvula, buckling i disk valvulave, nuk ka asnjë hendek midis kumarxhi dhe valvula rrjedhin. Për të eliminuar fouling në sipërfaqet e pjesëve wetted punuar në vajguri ose në një zgjidhje të përgatitur posaçërisht me largimin e pastajmë të kruajtëse. Në sipërfaqe ka gërvishtje, gërvishtje, predha të vogla? Ata do të duhet të fshihen. Në rast të dëmtimeve të mëdha, valvulat dhe foletë janë të lëmuar ose të zëvendësohen me pjesë të reja dhe të përdorshme.
arsye hapja valvula pjesshëm zakonisht një pastrimin e zgjeruar midis karierist (ose zgjedhës) dhe shufrës valvul. Stookey në kohën mund të jetë simptomat (përveç fenomeneve mësipërme) rritja boshllëkun midis pistonin dhe vesh shufra valvul kohë t ingranazhet, udhëzime dhe pushers, boshtet dhe bushings, krahu lëkundës, valvula rrjedh, si dhe unazat ndarës, i cili rrit zhvendosjen aksiale e shufër me gumga.
Pjesët e dështuara dhe të vjetruara duhet të zëvendësohen me të reja, me rregullim të mëtejshëm të komponentëve individualë dhe mekanizmit të shpërndarjes së gazit tërësisht.
Motori i dobishëm duhet të zhvillojë kapacitetin e saj të plotë, Rabo hajdut pa ndërprerje në ngarkesë të plotë dhe përtaci, pa mbinxehje-vatsya nuk pi duhan ose vaj, të kalojë ftohje lëngun nëpër vulën.
Faji mund të përcaktohet nga diagnostifikimi i jashtëm pa demontimin e motorit.
Crank gear Ajo ka këto karakteristika jo-serviceability: shfaqjen e knocks pa lidhje dhe zhurma, rënie cardinality-kep e motorit, rritjen e konsumit të naftës, konsumin e karburantit, tym në shter gazit.
Knockat dhe zhurmat në motor lindin si rezultat i veshin më të madh të pjesëve kryesore të tij dhe shfaqjen e zbrazëtirave në rritje midis pjesëve të ndërlidhura.
Kur veshin e piston dhe cilindër, dhe gjithashtu duke rritur hendekun ndermjet tyre ndodh kumbues metalike trokitje e lehtë, të mirë-Vai proslushi gjatë operacionit të motorit të ftohtë. Një trokitje metalike në të gjitha mënyrat e funksionimit të motorit tregon një rritje në hendekun midis kunjit të pistonit dhe prizës së kokës së sipërme të shufrave. Përforcim trokitur me një rritje të mprehtë-të frekuencave artikuluar fut veshin bosht tregon kushineta indigjene ose biellë, më shumë trokasin karakteristike shurdhër ton kur i veshur kushineta kryesore. Një goditje e mprehtë e pandërprerë në motor, e shoqëruar nga një rënie në presionin e vajit, dëshmon për shkrirjen e kushinetave. Dëgjimi i zhurmës dhe goditja bëhet me stetoskop.
Humbja e fuqisë së motorit prodhuar një reduktim në rezultat compression-sheniem: shqetësime nënshkrimin copë litari kokë cilindër me të varfër apo pabarabartë shtrëngimin arra tyl-it ose dëmtim copë litari; unazat e djegies në groove të pistonit për shkak të depozitimit të substancave rrëshinore dhe depozitave të karbonit; veshin, prishjen ose humbjen e elasticitetit të unazave; veshin e mureve të cilindrit.
Kompresimi në cilindrat e motorit kontrollohet me dorë ose me kompresim. Për të kontrolluar compression me dorë, kandela elektrike janë hedhur jashtë, me përjashtim të shkëndijës të cilindrit nën provë. Rrotullimi i boshtit me një dorezë të fillimit, rezistenca e compressionit vlerësohet në kompresim. Vetëm kontrolloni kompresimin në cilindrat e tjerë.
Për të kontrolluar ngjeshja compression duhet ngrohtë DVI-Tor, kthehet nga qirinj, plotësisht të hapur mbyt dhe mbyten valvulave. Instaloni majën e gomës të kompresorit dhe hapjen e prizës dhe fiksoni boshtin me 8-10 kthesa. Madhësia e kompresimit gjykohet nga leximet e kompresorit. Pas fiksimit të boshtit në një cilindër të mirë, vlera e compressionit duhet të jetë 7.0-7.8 kgf / cm2. Kështu që ju duhet të kontrolloni vazhdimisht compression në çdo cilindër.
Në gjendjen teknike të grupit cilindër-pistoni dhe valvulave mund të gjykohet nga vlera relative e rrjedhjes së ajrit (të kontrolluara-emoy matës special) të furnizuar nën presion për cilindra motor nëpërmjet instrumentit K-69. Në këtë rast, ajri i kompresuar furnizohet me çdo cilindër të motorit përmes vrimave të prizave të ndezjes.
Rritja e konsumit të naftës, tejkalimi i karburantit dhe shkarkimi i tymit të ngjyrës gri (me një nivel normal të vajit në karburanti) zakonisht shfaqet kur unaza pistoni ose veshin e tyre. Dukuri e unazave mund të hiqet pa çmontimin motor, për të cilin çdo cilindër në motor të nxehtë gjatë natës derdhur përmes hapjes për CBE chi ndezjen e 20 g të një përzierje të pjesëve të barabarta denatyruara alkoolit dhe vajguri. Në mëngjes, motori duhet të fillojë, le të shkojë për 10-15 minuta, të ndalojë dhe të zëvendësojë vajin.
Depozitimin e koksit në fundeve të Pistons dhe dhomat e djegies zvogëlon përçueshmëri termike, e cila shkakton overheating e motorit, cardinality saj drop-kep dhe duke rritur konsumin e karburantit. mbartës të karbonit e nevojshme për kullimin e ujit nga sistemi i ftohjes, hiqni pajisjet, forcuar në kokë cilindër, dhe, mbasi u larguan një arrë, kujdes ndarë kokë cilindër pa dëmtuar copë litari. Nëse copëza është e ngjitur në kokën e bllokut ose të cilindrit, atëherë duhet të ndahet, duke përdorur një thikë budalla ose një shirit të gjerë metalik të hollë.
Në V-formë motor para se të hiqni kokë cilindër, për më tepër, është e nevojshme për të hequr të gjitha pajisjet nga qëndrimi tub futje (linjë dhe vetëm më pas për të hequr kokën.
Karboni hiqet me gërmuesit prej druri ose gërmuesit e butë të metaleve, në mënyrë që të mos dëmtojë fundin e pistonëve ose mureve të dhomës së djegies. Kur heqni depozitën, mbyllni cilindrat ngjitur me një leckë të pastër. Depozita është më e lehtë për të hequr nëse ajo është zbutur duke vënë një leckë të lagur me vajguri në të.
Kur vendosni copë litari të kokës cilindrike, duhet të grinded me grafit kuqe.
Çarje në muret e xhaketës ftohëse të kokës cilindër mund të shfaqen kur uji është i ngrirë ose xhaketa e ftohjes së motorit të nxehtë është e mbushur me ujë të ftohtë.
Mekanizmi i shpërndarjes së gazit ka dy funksione karakteristike - montim i lirshëm i valvulave në bazat dhe hapja jo e plotë e valvulave.
Mungesa e aderencës së valvulave në foletë, ju jeni në arsyet e mëposhtme: zvogëlimi i shtypjes; rrokje periodike në tubacionin e hyrjes ose daljes; rënie në fuqinë e motorit. Shkaqet e mbylljes së valvulave të lirshme mund të jenë: depozitat në valvulat dhe bazat; formimi i predhave në sipërfaqet e punës (shamferat) dhe prerja e kokës së valvulave; thyerja e burimeve të valvulave; kapja e valvulave në mëngët udhëzuese; nuk ka hendek midis rrjedhin valvul dhe gishtin karrige lëkundëse.
Hapja jo e plotë e valvulave karakterizohet nga goditjet në motor dhe rënia e fuqisë. Ky gabim shfaqet si rezultat i një hendeku të madh midis rrjedhës së valvulës dhe shputës së karrikut. Nga gabimet kohore mund gjithashtu duhet të përfshijë veshje veshin shufër me gumga, tol-catel, udhëzues sleeves rrisë zhvendosjen gjatësor të shufër me gumga dhe veshin sleeves dhe akset krah rocker.
Në motorët ZIL-130, mund të ndodhë mbyllja e mekanizmit të valvulave të daljes si rezultat i sekuestrimit të topave dhe burimeve të mekanizmit të rrotullimit.
Karboni duhet të hiqet me një kruajtëse; Valvulat me predha të vogla në sipërfaqen e punës duhet të jenë rubbed, pranvera e thyer, e zëvendësuar. Hendeku i dëmtuar rikthehet me rregullim.
Për të hequr lapping valvulave valvulave pranverë nën kokën e tij bashkangjitni një pranverë të dobët, në të punës-kep mbi shtresën e aplikuar e paste, i përbërë nga pluhur gërryes dhe vaj, dhe me anë të mbajtëse apo valvul mjet lapping raportuar reciprok lëvizje rrotulluese. Kur ndryshoni drejtimin e rrotullimit, valvula duhet të hiqet. Lapping është përfunduar në qoftë se në sipërfaqen e folesë dhe në sipërfaqen e punës të valvulës shfaqen shirita të ngurta matte 2-3 mm të gjerë. Mbyllja e ulëses së valvulës pas lundimit kontrollohet me ndihmën e një instrumenti ose vajguri. Për këtë qëllim valvula është instaluar në vend, dhe një pranverë të vënë-në fiksimin e tij në shufra, është përmbysur në kokë cilindër dhe dhomës së djegies derdhur vajguri. Shfaqja e vajgurit në shufrën dhe mëngët udhëzues tregojnë një lapping keq.
Për të rregulluar zhdoganimin midis rrjedhës së valvulës dhe gishtit të karrikës, është e nevojshme: hiqni mbulesën e valvulave, duke hequr pjesët e lidhura më parë me të; Instaloni pistën në fund të goditjes së kompresimit (në mënyrë që valvulat të mbyllen); kontrolluar dhe rregulluar boshllëkun nëse është e nevojshme, e cila liroj arrë bllokoj të vidë përshtatur për koromys le dhe rradhës vidhos rregulluese, të vendosur hendekun e dëshiruar (183 Fig.); Shtrëngojeni arratin e bllokimit dhe kontrolloni përsëri pastrimin.
Fig. 183. Rregullimi i boshllëqeve termike
Zhvendosja e domosdoshme e boshtit të bishtit është arritur nga trashësia e unazës spacer. Nëse detajet e mekanizmit të shpërndarjes së gazit janë të konsumuara, motori riparohet. Sistemi i ftohjes është një nga më të rëndësishmet në motor. Nëse është i gabuar, motori mbinxeh ose është i mbingarkuar. Diagnoza e sistemit të ftohjes kryhet nga shenja të jashtme.
Malfunksionet themelore janë të pamundura për mekanizmin e motorit.
Knocks në mekanizmin e shpërndarjes së gazitekzistojnë zbrazëti në valvul mekanizëm, veshin e kushinetave ose cams të bishtit shufër, leva, si dhe për shkak të prishjes së burimeve të valvulave.
Për të eliminuar goditjet, është e nevojshme të rregulloni boshllëkun termik, dhe pjesët dhe asambletat e konsumuara duhet të zëvendësohen.
Rritja e zhurmës së qarkut me makinëshufër me gumga shfaqet për shkak të veshin e lidhjeve të artikuluar të lidhjeve të zinxhirit dhe zgjatjen e saj.
Është e nevojshme të rregulloni tensionin e zinxhirit, dhe nëse është i veshur tepër, zëvendësoni atë me një të re.
Humbja e fuqisë së motoritdhe tymi i rritur i gazrave të shkarkimit ndodh kur hendeku termik në valvul mekanizëm, mbyllja e lirshme e valvulave, veshin e kapakëve reflektues të naftës.
Hendeku duhet të rregullohet, veshët e veshur të ndryshojnë dhe valvulat "priteret" në vendet.
19. Teknologjia dhe pastaj
Dëmi Karakteristike koha (koha) përfshijnë pushers veshin bushings udhëzues e tyre, pllaka valvulave dhe foletë e tyre, ingranazhet, cams dhe një shufër me gumga duke mbajtur revistave; shkelin boshllëqet në mes të rrokut dhe valvula rrjedh (pushers), thyerje dhe humbja e elasticitetit të pranverës valvula dhëmbëve të dhëmbëzorëve thyerje koha, djeg-out valvulave. Shenjat e dështimit të kohës janë trokitje, shfaqja e fishekzjarreve në karburator dhe rrahjet në kamufël.
Mirëmbajtja e ngërçit dhe koha. Është pjesë e mirëmbajtjes së motorit dhe përfshin kontrollimin dhe shtrëngimin e elementeve të fiksimit, diagnostikimin e motorit, rregullimin dhe lubrifikimin.
Punimet e fiksimit kryhen për të kontrolluar gjendjen e lidhjeve të të gjitha lidhjeve të motorëve; motor mbështet në kornizë, kokat e cilindrave dhe karakteri në njësi, flanxhat e tubave të hyrjes dhe daljes dhe lidhjet e tjera.
Për të parandaluar kalimin e gazrave dhe ftohësit përmes copëzimit, kokat e cilindrit kontrollohen dhe, nëse është e nevojshme, shtrëngohen dado e fiksimit të saj në njësi për një moment të caktuar. Kjo është bërë duke përdorur një pikëllim çift rrotullues. Çift rrotullimi dhe sekuenca shtrënguese e arra janë vendosur nga prodhuesit. Kreu i cilindrit të hedhur hekuri. Kontrollimi i shtrëngimit të bulonave që sigurojnë panin e vajit për të shmangur deformimet dhe rrjedhjet kryhet gjithashtu në një sekuencë të caktuar, që konsiston në tërheqjen alternative të bulonave të vendosura diametralisht.
Diagnostikimi i gjendjes teknike të KShM-së dhe koha në ndërmarrjet e kamionëve të kamionëve kryhen: nga numri i gazeve që thyejnë karakteri; presioni në fund të goditjes së ngjeshjes (compression), rrjedhja e ajrit të kompresuar nga cilindrat, duke dëgjuar motorin me stetoskop.
Shuma e gazrave që thyejnë në çatinë e motorit të motorit në mes të pistonëve me unaza dhe cilindra matet me një matës të rrjedhjes së gazit të lidhur me tubin e mbushjes së vajit. Në të njëjtën kohë, karakteri i motorit është i vulosur me mbërthyes gome që mbulojnë vrimat për shkopin e vajit të vajit dhe tubin e ndezjes për sistemin e ventilimit të folesë. Matjet kryhen në një platformë të dinamometrit me ngarkesë të plotë dhe shpejtësinë maksimale të motorit. Për një motor të ri, sasia e gazeve të zbulimit, në varësi të modelit të motorit, është 16-28 l / min. Pavarësisht nga thjeshtësia e metodës, përdorimi i saj në praktikë ndeshet me vështirësitë që lidhen me nevojën për të krijuar një ngarkesë të plotë dhe një numër jo të vazhdueshëm të gazeve që dalin në pah, varësisht nga cilësitë individuale të motorit.
Diagnoza më e zakonshme e CCM dhe kohëzgjatja kryhet nga një kompresometër duke matur presionin në fund të goditjes së kompresimit, që shërben si një tregues i ngushtësisë dhe karakterizon gjendjen e cilindrave, pistoneve me unaza dhe valvula-
Metoda më e përsosur për përcaktimin e gjendjes së KShM dhe kohën me ndihmën e një pajisje të veçantë për rrjedhjen e ajrit të ngjeshur, të detyruar në cilindër përmes vrimës nën qiri.
Dëgjimi me ndihmën e një stetoskopi të zhurmës dhe trokitjeje, të cilat janë pasojë e shkeljes së hapësirës në ndërfaqen e CCM dhe kohës, gjithashtu lejon diagnostikimin e motorit. Megjithatë, kjo kërkon shumë përvojë praktike të interpretuesit.
Punimet e rregullimit kryhen pas diagnozës. Kur trokitur është zbuluar në valvulat, dhe edhe në 2 të-është i kontrolluar dhe rregulluar boshllëqet ndezjen midis skajeve të rrjedhin valvulave dhe çorape krah rocker. Kur rregulluar hapësirat në motor ZMZ-piston 53 të cilindrit 1 në goditje compression është e vendosur për TDC, për të cilat bosht me gunga është ndërruar për të lidhur duckweed për rrotull saj në vijën qendrore të treguesit në kopertinën gear kohën. Në këtë pozicion rregulloni zbrazëtirat midis shufrave të valvulave dhe krahëve të krahëve të karrikut të cilindrit 1. Boshllëqet në valvulat cilindrave të mbetur është i kontrolluar në një sekuencë që korrespondon me qëllim që të cilindrave: 1-5-4-2-6-3-7-8 bosht me gunga rrotulluese gjatë kalimit nga cilindri në cilindër 1/4 kthehet. Ka një mënyrë tjetër për të rregulluar boshllëqet. Kështu, në motor Zil-130 pas instalimit të pistonit të cilindrit 1 në TDC, të cilat kombinojnë një vrimë në bosht me gunga rrotull Tagged TDC zhdoganimit pari kontrolluar dy valvola cilindër 1st, valvulat shter 2, 4, dhe 5-cilindra , valvulat e marrjes 3, 7 dhe 8 cilindra. Boshllëqet e valvulave të mbetura rregullohen pasi të kthejnë boshtin e punës në kthesë të plotë.
Për të rregulluar hapësirat në bosht me gunga motor-Kamaz 740 instaluar në pozicionin përkatës në krye të furnizimit të karburantit në cilindër 1 duke përdorur një klip montuar në volant strehim. Pastaj, bosht me gunga është ndërruar me një kurdisje në strehim tufë dhe në 60 ° rregulluar 1 pastrimit valvula dhe cilindra të 5. Më tej, bosht me gunga është ndërruar nga 180, 360 dhe 540 °, respektivisht, duke rregulluar mangësitë në 4 dhe 2, 6, dhe 3, 7 dhe 8 cilindra,
Ajo shihet lehtësisht se pavarësisht nga metoda e instalimit të bosht me gunga në pozicionin e fillimit për të rregulluar hendekun termike në actuator e çdo valvul kontrolluar dhe rregulluar në një pozicion ku valvula është mbyllur plotësisht,
riparimin e tanishme e fiksime dhe kohën, punimeve karakteristike për riparime aktuale të maniak dhe koha janë zëvendësuar Liners, Pistons, unaza pistoni, këmbët pistoni, fut lidh shufra dhe kushineta kryesore, valvulat dhe saddles e tyre dhe burimet, pushrods, si dhe të rëndë dhe lapping valvulave dhe vendet e tyre .
Zëvendësimi i astar cilindër është bërë kur veshje tejkalon lejohet praninë e ndan, të çara dhe burrs të çdo madhësi, si dhe veshin e rripave të sipërme dhe të poshtme vend.
Është mjaft e vështirë për të hequr linjat nga blloku i cilindrit. Prandaj, ata janë të shtypur me një puller të veçantë, grippers të cilat angazhohen në fund të ulët të sleeves. Përdorimi i metodave të tjera është e papranueshme, sepse ajo shkakton dëme në vrima mëngë ulje në bllokun e motorit dhe vetë sleeves.
Para shtyp-montim mëngë të re është e nevojshme për të marr në bllok cilindër në mënyrë që në fund të saj zgjatet mbi planin e lidhës me një kokë bllok. Për këtë qëllim një mëngë montuar në bllok cilindri pa nënshkrimin unaza, pjatë të mbuluar dhe sondës kalibrimit të matur hendekun në mes të pjatë dhe bllokut të cilindrit.
Mëngët e instaluara në njësi pa O-unaza duhet të jenë të lirë. Para formulimin përfundimtar të sleeves duhet të kontrollohet për vrima e tyre në rritje në bllok cilindri - Në qoftë se ata janë të prekur rëndë nga korrozioni ose të ketë një shell, është e nevojshme për të riparuar ato duke aplikuar një shtresë epoxy rrëshirë të përzier me tallash metali hekuri, e cila pas ngurtësim turret pastër. Skajet e pjesës së sipërme të bllokut që për herë të parë vijnë në kontakt me një unazë vulë gome për të shtypur mëngë duhet të pastrohen me leckë gërryes për të parandaluar dëmtimin e nënshkrimin unaza gjatë crimping,
Mëngëza me vula gome të instaluara mbi to shtypen në bllokun e cilindrit me anë të shtypit. Ju mund ta bëni këtë me një pajisje të veçantë, një pajisje. Kur vendosni unazat e vulosjes, ato nuk mund të shtrëngohen fuqishëm dhe gjithashtu lejojnë mbajtësit e cilindrit të rrotullohen në zakon.
Pistons Ndërrimi kryer në sipërfaqe gjatë formimit të scuffing thellë skaj, djegia sipërfaqen e poshtme të pistonit dhe në rajonin e unazës së sipërme compression, kur i veshur nën sipërme brazdë unazë pistoni është më i madh se lejueshme.
Pistons Ndërrimi bëjë pa hequr motorin nga makina: decanted naftës nga pan naftës, hiqni kokë cilindër dhe naftës pan, dhe është palosur rasshplintovyvayut arrë lidh rrufe shufra, hiqni kokën ulët dhe një mbulesë shkopi hiqet dëmtuar lart asamble pistoni me shkopin dhe pistoni unaza e. larguar pastaj nga vrima në lugs të unazës mbyllje, me një shtypje dhe presion në pin pistoni është e ndarë nga shufër pistoni. Nëse është e nevojshme shtypni mëngën prej bronzi të pjesës së sipërme të shufrës së bashkimit me shtypjen e njëjtë.
Para se të zëvendësuar pistoni duhet së pari të marr atë mbi cilindër, është e nevojshme për të zgjedhur një grup pistoni dimensionale e cila korrespondon me astar grupit madhësia (cilindër), dhe sonda pastrimin provë fjongo në mes pistonit dhe mëngë për këtë kumarxhi është futur në kokë cilindër poshtë në mënyrë që buzë skaj përkon me fundin e menges dhe shirit-sonda është futur midis menges dhe pistoni. ishte në një avion pingul me aksin e gishtit. Pastaj, duke përdorur një dinamometër, tërhiqni shiritin e provës dhe matni forcën tërheqëse, e cila duhet të jetë brenda intervalit të lejuar. Dimensionet e majë shkruese dhe forca tërheqëse për modelet e ndryshme motorike jepen në udhëzimet e përdorimit ose në manualin e riparimit. Kështu, për motorët Zil-130 duke përdorur shirit 0.08 mm, 13 mm të gjerë dhe 200 mm të gjatë, dhe forca tërheq duhet të jetë 35-45 N. Nëse forca është e ndryshme nga e rekomanduar të marrë pistoni tjera të të njëjtit grup madhësi ose në formën e vendosi fqinje me grupin e madhësisë dhe përsëri zgjidhni atë në cilindër.
Brenda madhësisë nominale dhe secilës riparim të mëngëve dhe pistoneve të motorit ZIL-130 ekzistojnë gjashtë grupe madhësie. Diametrat e cilindrave brenda secilit prej tyre ndryshojnë për 0.01 mm. Grupi Madhësia Index (A. AA, B, BB, B, oxhaku BB dhe Pistons për madhësinë nominale dhe T SG D. DD, E, EE për 1 oversize, etj, etj ..) është treguar në fund e sipërme të mëngë dhe në pjesën e poshtme të pistonit,
Grupet e ngjashme të madhësisë brenda çdo madhësie riparimi kanë të gjithë motorët e tjerë të makinave.
Kur montohen motorët, hiqen; nga automjeti, por përzgjedhjen e bombolave pistoni është kryer në mënyrë të ngjashme, edhe kur Pistons zgjidhen fabrikë asamble motor -.
Kur zëvendësuar pistonin në ATP përveç pod6opa pistonit në cilindër, duhet të sigurojë që një tjetër specifikimet rëndësishme kërkesë për kuvendin e motorëve: diametër vrimë lugs pistoni, diametri i pin pistoni dhe diametri i vrimave në bronz unazë crosshead e sipërme duhet të kenë të njëjtin grup dimensionale. Prandaj, para se të kuvendit kit "pistoni - thupër - gisht", të sigurojë që paint shënuar depozituar në një nga bosët e pistoni, në skajet e gishtit dhe crosshead sipërme është formuar në një ngjyrë.
Në një rast kur ndryshojë të gjithë grupin cilindër, i cili më shpesh ndodh në praktikë, problemet lindin me zgjedhjen: kumarxhi, gisht, unaza pistoni dhe mëngë vjen në pjesë këmbimi kit zgjedhur paraprakisht. Prandaj, kur grumbullohen, kërkohet të kontrollojë saktësinë e përzgjedhjes dhe të kontrollojë hendekun midis pistonit dhe mëngës me një sondë me shirit. Ju mund të bëni pa shirit. Piston i zgjedhur në mënyrë korrekte duhet të ulet në peshën e vet nën peshën e vet. Ajo është gjithashtu e nevojshme për të kontrolluar përshtatshmërinë e një PIN të ri pistoni në kokë të lartë të një shkop: pin pistoni duhet të hyjë pa probleme në vrimë e mëngës së në fund të vogël, nën presionin e gishtit.
Para lidhjes së pistonit me shufrën e lidhjes, kjo e fundit duhet të kontrollohet për paralelizmin e kokave të boshteve, Kjo bëhet në pajisjen e kontrollit me koka tregues.
Kur deformimi tejkalon kufijtë e lejuar, shufra lidhëse korrigjohet. Pistoni vendoset pastaj ne nje banjo e vajit të lëngshme, të nxehtë në 60 ° C dhe presion me një gjilpërë mandrel piston bosët e pistonit në gypin dhe crosshead sipërme. Pas shtypjes në groove të unazave të mbylljes së boshtit.
Në mënyrë të ngjashme, duke filluar me heqjen e kokës cilindri në enës e naftës, nëse është e nevojshme, të hyjë zevendesimin unazë sipërme lidh shufra, pin piston dhe pistoni unaza. Presionet e papërshtatshme presion, dhe të reja shtypen në vendin e tyre, duke siguruar hapësirën e duhur. Pastaj lindi mëngë në makinë horizontale mërzitshëm ose procesi duke përdorur një shtrydhëse, sipërfaqja e brendshme mëngë duhet të jenë të pastër dhe të lirë nga gërvishtjet me një urdhër parametër të vrazhdësi Ro = 0,63 m dhe roundness dhe kon vrima nuk duhet të tejkalojë 0.004 mm.
Para instalimit të kuvendit të pistonit me një shufër lidhës në bllokun e cilindrit, një unazë pistoni vendoset në grouan të pistonit. Përveç kësaj, unaza kontrollohet kundrejt dritës, e cila është futur në krye të një pjese pambajtur të astar cilindër dhe vulën vlerësohet me sy të përsosur.
Hendeku në bravë përcaktohet nga ndjenja dhe në rast se është më pak se e lejueshme, skajet e unazave janë prerë. Pas kësaj, unazë ri-kontrolluar për lumen dhe pastaj duke përdorur një pajisje të veçantë, decompresses unazën nga skajet në bllokohet, të instaluar në brazdë pistoni.
Kits nominale unaza madhësia e përdorura në cilindra motor TP që nuk lindi dhe counterbore krijojnë një unazë oversize, .kotorye e një diametër jashtme korrespondon me diametër të cilindrit të ri.
Nyjet (flokët) e unazave fqinje janë të edukuar në mënyrë uniforme përgjatë perimetrit. Unazat e kompresionit në pistën janë të vendosur me një shtresë lart lart. Në këtë rast, ata duhet të rrotullohen lirshëm në groove të pistonit. Instalimi * i pistoneve në mbledhjen me unaza në cilindra të motorrit kryhet me anë të adaptimit të veçantë.
Zëvendësimi duke oxhaku bosht me gunga është mbajtur me lakuara dhe presioni rënie në galeri naftës nën 0.5 KGF / cm2 me shpejtësi bosht me gunga e 500-600 rev / min dhe të punësuar rregullisht në pompë të naftës dhe presionit reduktimin e valvulave. Nevoja për të zëvendësuar fut për shkak të pastrimit diametrical në duke pasur kryesore dhe lidh shufra, në qoftë se ajo është më e pranueshme, zëvendësohet me fut reja. Zhdoganimi nominal midis linjave dhe qafës duhet të jetë 0.026-0.12 mm, midis rreshtave dhe shufrës së lidhjes 0.026-0.11 mm, në varësi të modelit të motorit.
Zhdoganimi në kushinetat e boshtit është përcaktuar me anë të pllakave të tunxhit të kontrollit. Për motorët e makinave ZIL dhe GAZ përdoren pllaka të fletëve të bakrit me një trashësi prej 0.025; 0.05; 0.075 mm, 6-7 mm e gjerë dhe 5 mm më shumë se gjerësia e astar. Pjatë është shkrirë, të vendosur në mes të qafës dhe astar bosht (Fig. 9.9) dhe duke mbajtur bolts kapak janë shtrënguar me çelësin rrotullimit të përcaktuar për çdo moment rrotullimi motorik (bearings motorike indigenous Zil-130 është 110-130 nm, 70-80 conrod H m). Nëse bosht me gunga, kur 0.025 mm trashë pjatë instalimi shkon shumë lehtë, pastaj një hendek i 0.025 mm dhe më të madhe, për këtë arsye, duhet të zëvendësohet nga madhësia tjetër pjatë, ndërsa bosht nuk do të rrotullohen me fuqi të dukshëm që korrespondon me hendekun aktual në mes të qafës dhe astar. Kur kontrolloni një mbajtëse, bulonat e mbetura duhet të jenë të liruara. Kështu që të gjitha kushinetat kontrollohen nga ana e tyre.
Është e domosdoshme që në sipërfaqen e qafës së boshtit nuk ka shenja. Në prani të shënimit dhe veshin, zëvendësimi i veshëve është jopraktik. Në këtë rast, bosht me gunga duhet të zëvendësohet.
Pas kontrollimit gjendjen e revistave bosht me gunga dëshiruar Madhësia fut u larë, fshihen dhe e vendosi në shtrat kryesore dhe lidh kushineta kallam, pasi veshja sipërfaqen e futur dhe vaj motori qafë.
Për motorët Zil-130 se nominale, dhënë pesë riparimin madhësive indigjene dhe crankpins. Në përputhje me rrethanat, prodhohen gjashtë grupe futjesh: përmasa nominale, 1, 2, 3, 4, 5-th.
Përshtatja e luajë axial e motorëve bosht me gunga kanë Zil-130 dhe ZMZ-53 prodhuar përzgjedhjen e washers fut. Në motorët ZMZ-53 hendeku mes axial fund para mështetëse të bosht me gunga dhe rondele pasme fut duhet të jetë 0,075-0,175 mm, ndërsa motori Zil-130 0,075-0,245 mm.
Në procesin e operimit për shkak të veshin, zmadhimi axial rritet. Kur ajo TR rregulluar me vendosjen e washers fut ose semiring madhësive riparim, e cila, krahasuar me një madhësi nominale një janë rritur (përkatësisht 0.1, 0.2, 0.3 mm) trashësi.
kryesore malfunctions njësi krerët janë të çara në mating sipërfaqe me bllok cilindri ftohjes çarje xhaketë, warpage sipërfaqe mating me bllok cilindri, gropat veshin në bushings udhëzues veshin e valvulave dhe mbytet në aspektet valvula vende dobësimi vende valvul ulje në bazat.
Gjatësia e plasaritjeve jo më shumë se 150 mm, të vendosura në ndërfaqen e kokës së cilindrit me bllok, krijohen. Para saldim të çara në skajet e kokës, e bërë nga aliazh alumini, shpuar vrima 0 dhe 4 mm është e prerë përgjatë gjithë gjatësisë së saj në një thellësi prej 3 mm në një kënd prej 90 °. Pastaj kokë është ndezur në një furre elektrike për 200 ° C, dhe pas pastrimit furçë bashkoj metali brewed plas qetë shtresë të drejtpërdrejtë polarizimit aktual kundërt duke përdorur elektroda të veçanta.
Kur metodë saldim duke përdorur një sobë me gaz me një tip № 4 dhe Mark tela diametër Al4 prej 6 mm, dhe përdoret si një fluksit AF-4A. Pas saldimit, mbetjet e fluksit hiqen nga bashkimi dhe lihen me një zgjidhje 10% të acidit nitrik dhe më pas me ujë të nxehtë. Pas kësaj, qiri është i rrafshët me metalin bazë me një rrotë të mprehtë.
Çarje deri në 150 mm të gjata të vendosura në sipërfaqen e xhaketës së ftohjes së kokës cilindër janë vulosur me paste epoxy. crack Pre është e prerë, si dhe për saldim, degreased me aceton, aplikuar dy tunika prej përbërjes epoxy, të përziera me tallash metali alumini. Kreu mbahet pastaj për 48 orë në 18-20 ° C.
Warpage kokë avioni bashkim të bllokut të cilindrit eliminimin rëndë ose bluarje "siç pastër". Pas trajtimit, kokat kontrollohen në pllakën e kontrollit. Një sondë e trashë 0.15 mm nuk duhet të kalojë në mes të avionit të kokës dhe pllakës.
Kur mbathen vrimat në sleeves udhëzues valvul, ata janë zëvendësuar me të reja. Vrima e shtyllave të reja shpalosen në përmasa nominale ose riparuese. Për shtypjen dhe shtypjen e udhëzuesve përdoren një mandrinë dhe një shtytje hidraulike.
Veshin dhe predhat në aspektet e vendeve të valvulave hiqen me bluarje ose bluarje. Lapping është kryer duke përdorur një stërvitje pneumatike, në gishtin e të cilit ka një filxhan me thithje.
Për përdorimin e komponimit valvul lapping lapping (15 g micropowder bardhë fuzuar M20 ose M12, 15 gram karbid bor dhe M40 vaj motori M10G2 ose M10B2) ose paste GOI. Valvola e tokës dhe vendi duhet të kenë një shirit me matje të barabartë prej 1,5 mm përgjatë tërë gjatësisë së rrethit të sharrës.
Cilësia e lapping është kontrolluar edhe nga pajisja, e cila krijon presion të tepërt të ajrit mbi valvul. Pas arritjes së një presioni prej 0.07 MPa, nuk duhet të ulet ndjeshëm brenda 1 minutës.
Në rastin kur nuk është e mundur të rivendoset shamferat e shalave me një xhiro, shalat janë të kundërta me bërjen dhe lundimin e mëvonshëm. Pas mbingarkesave, çarçafet e punës të vendeve të valvulave janë tokë me rrota gërryese nën këndin e duhur dhe pastaj valvulat janë të fërkuara. Në prani të të ha në predha dhe dobësimin e karriges ulje në kokë cilindër presion në selinë e saj me anë të një stripper, dhe një bore vrimë shalë oversize. Bërë prej gize të fortë. vend oversize shtypet me një mandrinë të veçantë në një kokë preheated cilindër, dhe pastaj Countersink formuar vend të panelit.
Vjedhjet tipike të valvulave janë veshin dhe predhat në fytyrën e valvulave, veshin dhe deformimin e shufrave të valvulave, veshin e fundit të valvulës. Nëse valvulat janë të dëmtuara, kontrolloni drejtësinë e shufrës dhe rrahjen e skajit të punës të kokës në lidhje me shufrën. Nëse rrahja e zemrës është më e madhe se vlera e lejuar, valvula korrigjohet. Kur rrjedhja e valvulave mbart, është grinded nën njërën nga dy dimensionet e mirëmbajtjes së specifikuar të përmasave të riparimit në makinën e bluarjes së pa qendrueshme. Fundi i veshur i rrjedhës së valvulave është i grirë "si i pastër" në makine bluarëse.
Për bërjen e skajit të veshur, përdorni modelin P108. Ai gjithashtu grinds sipërfaqen cilindrike e pushers wearied nën një nga dy dimensionet e riparimit të specifikuara, veshur sipërfaqet sferike e pushers dhe armëve rocker.
Në ATP të mëdha dhe në shoqatat e transportit motorik që kanë vende të specializuara për restaurimin e pjesëve, riparimin e folesë dhe shufrat e shufrave. Veshur dhe crankpins e crankshafts dhe Camshafts qafën themelore bluaj në madhësi riparim në makinë rrumbullakët rëndë. Pas bërjes së boshtit të boshtit dhe boshtit të bishtit të shufrave janë të lëmuar me shirit gërryes ose paste GOI. Rrjetat e veshur me shufër me gjemba janë hedhur në një mulli për kopjim.
Sistemi i ftohjes. Shenjat e jashtme të mosfunksionimit të sistemit të ftohjes janë mbinxehje ose ftohje e tepruar e motorit, humbje e ngushtësisë. Mbinxehja është e mundur me mungesë të ftohjes