Definicja i eliminacja usterek własnymi siłami w samochodzie Zolotnitsky Vladimir
Wadliwe działanie mechanizmów kontrolnych
Diagnostyka niesprawności układu kierowniczego i ich eliminacja
Zwiększona transmisja, ale kierownica szarpnięć podczas jazdy samochodem. Drgania i uderzenia w kierownicę
Diagnoza układu kierowniczego ogranicza się do słuchania pukania, gdy kierownica gwałtownie skręca w skrajne pozycje, od swobodnego skoku, do pomiaru ilości swobodnego biegu, do określenia wysiłku wymaganego do skręcenia kierownicą na dowolnej części drogi. Pomimo cech konstrukcyjnych różnego rodzaju urządzeń sterowych (ślimak-wałek, zębnik-grabka), jest wiele wspólnego w ich konserwacji i naprawie. Wszystko sprowadza się do następujących rzeczy:
- usuwanie zanieczyszczeń i badanie przeciągów skrętu, zawiasów przegubowych, pokryw ochronnych i pokryw końcowych;
- поддомкратить kółka do przodu i edycji, a lepiej ломиком, za pomocą wsparcia, aby potrząsnąć końce przeciągów w kierunku osi palców lub uścisnąć dłoń zawieszone koło na jednoczesne naciśnięcie pedały hamulca, korzystając z usług asystenta;
- kontrola poprzez kontrolę i dotyk gry w przegubach kulowych końcówek drążków kierowniczych, gumowo-metalowych zawiasów i wahadełko. Wykryj usterki. Złącza gumowo-metalowe powinny być wymienione, jeśli występują łzy i wyboczenie gumy. Zużyte zawiasy z uszkodzonymi uszczelkami są zastępowane markowymi;
- sprawdź ilość wolnego koła kierownicy. Całkowity skok swobodny nie powinien przekraczać 10 ° (około 33 mm podczas pomiaru łuku za pomocą elastycznej linijki wzdłuż krawędzi kierownicy). Wszystkie produkowane dzisiaj modele samochodów powinny mieć całkowitą grę kierownicy nie większą niż 5 °, czyli 18-20 mm wzdłuż krawędzi kierownicy;
- jeśli skok swobodny przekracza tę wartość, dokręcić śruby i nakrętki połączeń gwintowanych, zabezpieczając wspornik wału kolumny kierownicy, urządzenie sterowe;
- Usunąć, regulując ślimak za pomocą obrócenia rolki kierownicy. Przy prawidłowej regulacji, siła potrzebna jest nie więcej niż 25 N, aby obrócić kierownicę na poziomym asfalcie;
- w przypadku gdy jest większy odstęp zazębia się z wałkiem ślimakowym (wbijania mechanizmu kierowniczego), aby usunąć nasadkę ochronną poluzowania nakrętki zabezpieczającej wkrętaka i wsuwa śruba regulacyjna, potrząsając kierownicą.
Nie zaleca się niezależnej regulacji luki w zazębieniu zębatym. Ta operacja powinna zostać przeprowadzona na stacji serwisowej.
Naruszenie szczelności uszczelek zabezpieczających przed błotem, gumowych osłon, zaślepek. Podczas sprawdzania szczelności uszczelki, zaślepki, końcówki kierownicy projektu lub koleją pokrywy ważnym wskaźnikiem braku ich serwisowanie jest wypływającej z zaślepkami i obejmuje smarowanie podczas ściskając palce. Jeżeli wyciek zostanie przerwany z powodu pęknięć, pęknięć lub innych defektów, wymienione wyżej części należy wymienić.
Aby zmniejszyć złożoność naprawy, przebite uszczelki można przywrócić za pomocą kawałka pończochy z kapronem impregnowanego klejem "Moment". Przed uszczelnieniem uszczelki należy odtłuścić benzyną.
Z książki Works on metal autorMontaż części ruchomych mechanizmów w różnych konstrukcjach maszyn, które muszą zbierać i naprawy mechanik, głównym celem ruchomych części jest przekształcenie ruchu obrotowego do translacyjnej i zmienić prędkość i
Z książki Works on metal autor Natalya Gorshkovna KorcheverTworzenie mechanizmów korbowych Często ślusarze domowi muszą radzić sobie z naprawą silników parowych, silników spalanie wewnętrzne, kompresory, pompy tłokowe, praca tych wszystkich mechanizmów opiera się na transformacji ruchu translacyjnego
Z książki Definicja i rozwiązywanie problemów w domu w samochodzie autor Zolotnitsky VladimirWadliwe działanie opon Zależność pogorszenia ochraniacza od ciśnienia powietrza w oponach Praca z oponami przy podniesionym ciśnieniu. Zwiększone zużycie środkowej części opony. Zwiększa sztywność. Na ścianach bocznych występują zwiększone naprężenia linki i małe pęknięcia.
autor Valnev VictorRodzaje mechanizmów: uniwersalny i autonomiczne Rysunek 2. Pistolet Wystawa „Saint George” (pierwsza wersja) z nieselektywne Mechanizmu odnospuskovym pana Greener (1903) W ciągu ostatnich kilku lat od rusznikarzy świata opracowała wiele różnych systemów
Z książki Nowoczesne jednościenne mechanizmy strzelb dwulufowych autor Valnev VictorRodzaje mechanizmów: bezwładności i sprężyny Najpowszechniejsze mechanizmy pojedynczego uwalniania można warunkowo podzielić na bezwładności i sprężynę (są również mechaniczne). Nie oznacza to, że w sprężynach bezwładnościowych nie ma sprężyn, a siły bezwładności nie są używane w sprężynach. Po prostu
Z książki Instrument-Making autor: Babaev MA Z książki Instrument-Making autor: Babaev MA18. Podstawowe błędy maszyny Po opracowaniu rysunków projektowych rozpoczyna się realizacja tych rysunków. Producent bardzo często odchodzi od rysunku: ważne jest dla niego uzyskanie wyniku funkcjonalnego, na progu "pojawia się" jest rozbieżność
Z książki Instrument-Making autor: Babaev MA20. Badanie mechanizmów precyzyjnych W badaniu przeanalizowano mechanizmy: przyczynę błędu, szacowany (expected) wartości tych błędów, metody kontroli błędów i testowania urządzeń. Wszystkie te kwestie należą do metrologii jako integralna
Z książki Instrument-Making autor: Babaev MA22. Obliczanie dokładności mechanizmów. Zapewnienie określonej dokładności Celem pytania jest określenie metodologii zapewnienia danej dokładności w partii jednorodnych mechanizmów. W granicach tolerancji wymagane jest zapewnienie danej dokładności. Różne typy błędów mogą być rozproszone.
Z książki Międzysektorowe zasady dotyczące ochrony pracy podczas załadunku i rozładunku oraz umieszczania towarów w pytaniach i odpowiedziach. Podręcznik do nauki i przygotowania autor Kraśnik Valentin KraśnikDodatek 7. Normy i warunki testowania ręcznych mechanizmów i urządzeń do podnoszenia ładunku Normy i warunki testowania ręcznych mechanizmów i urządzeń podnoszących Uwagi: 1. Рн - dopuszczalne obciążenie robocze, kN; 2. Przy niezadowalających wynikach statycznych
autor Zespół autorów5.5.4. Automatycznej kontroli procesów systemowych i systemów sterowania awaryjnego Prace przy tworzeniu zautomatyzowanych systemów sterowania procesem (PCS) Wyposażenie elektryczne zasilane rozpoczęto wraz z pojawieniem
Z książki Historia elektrotechniki autor Zespół autorów5.7.4. Elektryfikacja podstawowe mechanizmy sprzętu wojskowego do trzeciej wystawie elektrycznej w Petersburgu w 1885 roku wykazał transmisję DC, prowadzi szereg różnych maszyn i pokazuje znaczenie dla możliwości przemysłu
autor Shuneyko Ivan Ivanovich2.1. System kontroli reaktywnej Apollo. Ogólna charakterystyka układu sterowania komory 3 Wszystko kosmiczny Apollo - moduł poleceń, zatoki serwis i statek Moon - są niezależne sterowanie strumieniem (rysunek 21.1.). Ryc. 21.1. Statek Apollo: 1 - mooncraft; 2 -
Z książki Piloted loty na księżyc autor Shuneyko Ivan Ivanovich Z książki Ciężarówki. Wiodące mosty autor Melnikov Ilyaskrętne i zawieszenia usterki awarii elementy zawieszenia, to: - wzrost główki (luzu) koła kierownicy, - zwiększenie siły konieczne obracanie przednich kół za „sztywny” urządzenie sterowe- wyciek
Z książki Serwisujemy i naprawiamy Wołgę GAZ-3110 autor Zolotnitsky Vladimir AlekseevichMożliwe usterki Sterowanie za pomocą
Najczęstsze błędy w mechanizmach żurawi to: niewspółosiowość wałów; niezadowalające wyważenie koła pasowego hamulca; niewłaściwy montaż i zużycie kół zębatych reduktora; przeciągnięcie i awaria hamulca; wyciek oleju z reduktora; osłabienie punktów mocowania reduktora; zużycie kół jezdnych; opracowanie złączek "tuleja-szpilka".
Niewspółosiowość wałów prowadzi do przedwczesnego uszkodzenia wału, łożysk i sprzęgów.
Niewspółosiowość z reguły jest spowodowane niewystarczającym wyrównaniem węzłów godowych. Aby zapewnić niezawodne działanie mechanizmów, wszystkie ich węzły są wyśrodkowane zgodnie z przyjętymi tolerancjami. Aby to zrobić, skrzynia biegów na wciągarce ramy jest z reguły mocno przymocowana i przesuwać obudowę silnika i podpórkę zewnętrzną bębna. W przypadku standardowych wciągarek silnik jest przymocowany do skrzyni biegów na kołnierzu, a zatem niewspółosiowość może wystąpić tylko na połączeniu między wałkiem redukcyjnym a bębnem. W tym przypadku niewspółosiowość powoduje znaczne wahania w skrzyni biegów i powiązanym z nią silniku, które są niebezpieczne dla wytrzymałości mocowania kołnierza silnika.
Niewspółosiowość przekraczająca dopuszczalne wartości graniczne może prowadzić do pęknięcia i wałka wyjściowego samego reduktora. Taka wciągarka musi zostać naprawiona i wyśrodkowana w fabryce, ponieważ niemożliwe jest skorygowanie niewspółosiowości na placu budowy. Znakiem odrzucenia tych wciągarek jest wielkość oscylacji końca silnika elektrycznego. Podczas przesuwania wolnego końca silnika, na przykład wciągarki L-500, ponad 3 mm w pionie, działanie wciągarki jest niedozwolone.
Niezadowalające wyważenie koła pasowego powoduje dodatkowe obciążenia dynamiczne wałów i łożysk przekładni i silnika. W zunifikowanych wciągarkach z mocowaniem kołnierzowym silnika niezadowalające wyważenie powoduje wibracje silnika i całego mechanizmu. Aby zapewnić normalną pracę mechanizmu, sprawdź, czy koło pasowe hamulca jest prawidłowo umieszczone na wale silnika (czy klucz jest wysoki i czy siedzi na nim koło pasowe). Jeśli klucz jest wysoki, zostanie wymieniony. Jeśli klucz jest w normie, wyjmij koło pasowe hamulca z wału i wyważ je statycznie.
Jeżeli przekładnie skrzyni biegów są nieprawidłowo zamontowane i zużyte w skrzyni biegów, następuje okresowe stukanie, stały jednolity hałas, a łożyska są podgrzewane. Uderzenie w skrzynię biegów może być spowodowane przez wyszczerbienia na zębach jednego z kół zębatych, luz i mimośrodowość kół na wałach. Kiedy powstają małe nicky, są one składane; w dużej - koła zębate wymienić. Jeśli koła są luźno lub ekscentrycznie posadzone, są również wymieniane.
Hałas w skrzyni biegów jest zwykle spowodowany słabym uzębieniem zębów kół zębatych, co nie zapewnia niezbędnego kontaktu zębów. Usterka jest korygowana przez stopniowe docieranie zębów.
Łożyska wciągarki są podgrzewane z niewłaściwej instalacji podczas montażu, co powoduje osiowe zaciśnięcie łożysk. Aby wyeliminować szczypanie łożysk z osadzonymi pokrywami, należy wymienić pierścienie regulacyjne pomiędzy pokrywami i zewnętrznymi kołnierzami łożyskowymi, zapewniając całkowity prześwit 0,4 mm. Dzięki kołnierzowemu zamocowaniu pokryw, ten sam prześwit jest zapewniony poprzez regulację podkładek pomiędzy obudową przekładni a kołnierzem pokrywy. Pierścienie regulacyjne ustawić podczas demontażu reduktora, uszczelek - po zdjęciu pokryw. Rozliczenie z osadzonymi czapkami jest sprawdzane za pomocą szczelinomierza.
Ryc. 181. Określanie grubości uszczelki
Podczas określania grubości uszczelki (Rysunek 181) nakładek z zaciskiem zacisku, zmierzyć odległość a między końcami reduktora i łożyskiem. Następnie określa się wysokość h pokrywy wieczka. Grubość uszczelki A powinna być o 0,4 mm większa od różnicy między wysokością stopki a odległością między końcami h - a. Jeśli okaże się, że odległość między końcami styku a jest większa niż wysokość kołnierza, l, pokrywka jest usuwana, a kołnierz wystaje, aby powiększyć kołnierz.
Przyczyną hałasu w przekładni i nagrzewaniu się łożysk może być również brak lub brak smarowania w skrzyni biegów. Aby wyeliminować problem, dodaj środek smarny do wymaganego poziomu, który sprawdza się za pomocą szczelinomierza lub zatyczki kontrolnej.
W przypadku wałów z trzema łożyskami może wystąpić przegrzanie łożyska spowodowane nadmiernym dokręceniem łożysk w wyniku niewspółosiowości wału. Prawidłowy montaż wału takiej wciągarki sprawdzany jest zarówno bezpośrednio na dźwigu, jak iw warsztacie. Aby to zrobić, zdejmij bęben, reduktor jest mocno dokręcony śrubami do ramy, a podpora zewnętrzna wału wyjściowego reduktora jest zwolniona z mocowania. Gdy podpora, nie dokręcona śrubami, znajduje się nad powierzchnią nośną ramy, pod nią są zainstalowane okładziny. Jeśli podpora zewnętrzna opiera się o ramę, wkładki są umieszczone pod reduktorem. Następnie ręcznie obróć wałek. Jeżeli wspornik podpory porusza się w kierunku poziomym i pionowym, wał jest zgięty i musi zostać naprawiony lub wymieniony.
Hamowanie hamulca polega na tym, że po wyłączeniu silnika hamulec nie może utrzymać ładunku. Może to być spowodowane następującymi przyczynami: niewłaściwą regulacją hamulca, dużą produkcją okładzin hamulcowych, pochyleniem hamulca w stosunku do osi koła pasowego, smarowaniem powierzchni koła pasowego i okładzin. Nieprawidłowo wyregulowany hamulec musi zostać ponownie ustawiony.
Wytwarzanie okładzin hamulcowych określa się wizualnie za pomocą nitów na powierzchni koła pasowego hamulca lub mierząc grubość okładzin. Dopuszcza się działanie hamulca o grubości wykładziny nie mniejszej niż 4 mm w części środkowej i nie mniejszej niż 2,5 mm wzdłuż krawędzi. Przy większym pogorszeniu nakładek są one zastępowane. Gdy hamulec jest przekrzywiony, klocki luźno pasują do koła pasowego, co nie pozwala na pełne wykorzystanie momentu hamowania. Przyczyną skrzywienia może być niewłaściwa instalacja hamulca na ramie lub defekty wykonane podczas jego produkcji. W pierwszym przypadku usuń uprzedzenia hamulców, instalując uszczelki pod śrubami mocującymi ramę hamulca do podstawy, w drugim - hamulec zostaje wymieniony.
Podczas smarowania powierzchni koła pasowego lub wykładzin, są one przemywane benzyną lub benzyną i oczyszczane.
Jeśli hamulec się nie powiedzie, mogą wystąpić przypadki, kiedy jego klocki nie otwierają się po włączeniu elektromagnesu. Mechanizm pozostaje zablokowany nawet po włączeniu silnika elektrycznego, co może doprowadzić do przegrzania i awarii silnika. Takie uszkodzenie może być spowodowane tym, że sprężyny są zbyt mocno dokręcone, okładziny hamulcowe są zamrożone do koła pasowego, poziom płynu w elektrowagrzewaczu jest niewystarczający lub ciecz jest zamrożona.
Naprężenie sprężyny sprawdzane jest za pomocą linijki. Przy rozbieżnościach z długością instalacji sprężyny podaną w instrukcji, dokręcanie jest regulowane, jak wskazano w rozdz. XI.
Przykład nakładek jest wykrywany w następujący sposób. Za pomocą dźwigni podnieś ramię wahacza hamulca, obserwując klocki. Jeżeli podszewka nie odsunie się od koła pasowego, a wkładki mają tendencję do oddzielania się od poduszek, wówczas podszewka jest zamarznięta. Aby naprawić usterkę, koniec podszewki jest podtrzymywany przez drewnianą belkę i jest przyklejany młotkiem.
Ciecz w elektrycznej pompie wodnej może zamarznąć, jeśli nie spełnia warunków pracy w niskich temperaturach lub mechanizm nie działał przez dłuższy czas. Rozgrzać elektrohydraulicznie do 50-60 ° C za pomocą palnika. Działanie popychacza jest sprawdzane przez podniesienie wahacza. Po podgrzaniu popychacza, niewłaściwie wybrana ciecz zostaje zastąpiona nową. Jeśli po podgrzaniu elektroda nadal nie działa, jest wysyłana do naprawy.
Przy niewystarczającym poziomie płynu w popychaczu obserwuje się zredukowany skok pręta. Przed sprawdzeniem poziomu cieczy ramię wahacza jest podnoszone do punktu za pomocą dźwigni. Jeśli skok przy wzroście promienia ręcznie przekracza obrysu popychacz poziom cieczy jest niewystarczający i należy dodać ciecz do elektrogidrotolkatelya ciała.
Wycieki oleju spod uszczelek występują w wyniku przelewania się przekładni olejem lub z powodu awarii lub złego działania uszczelek.
Przepełnienie przekładni olejem można ustalić na podstawie wskazania wskaźnika poziomu oleju. W tym przypadku poziom oleju będzie powyżej górnego ryzyka igły. Usunąć nadmiar oleju przez odkręcenie korka redukcyjnego.
Jeśli ulegną uszkodzeniu lub pierścienie uszczelniające (mankiety) zostaną uszkodzone, należy je wymienić na nowe, gdy wciągarka zostanie zdemontowana.
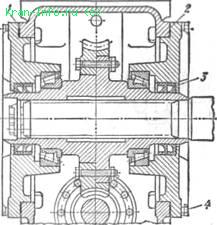
Ryc. 182. Urządzenia uszczelniające reduktora na wózkach jezdnych:
1,2 - uszczelki, 3 - uszczelki wargowe, 4 - śruby
Kiedy olej wyciekowy z globoid przekładni posiadającym uszczelnienie filc (fig. 182), działający na uszczelkę włókniny za pomocą śrub 4. Na jednolitych mechanizmów obrotowych dają dodatkowe gumowego 4 (fig. 183 A) lub nakrętki ze zwężającym się końcem 5 (fig. 183, b).
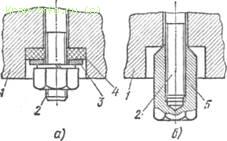
Ryc. 183. Dodatkowe wału wyjściowego mechanizmu uszczelniającego, i - podkładkę gumową, - nakrętkę ze stożkowym końcem; 1 - przekładnię wału wyjściowego 2 - zakręt, 3 - podkładkę 4 - podkładkę gumową, 5 - nakrętkę ze stożkowym końcem
Kiedy wyciek następuje przez korek spustowy lub szczeliny pokryw, należy dokręcić łącznik lub wymienić uszczelki.
Osłabienie punktów mocowania reduktora dźwigu pogarsza warunki pracy mechanizmów: skrzynia biegów drga podczas pracy, co prowadzi do naruszenia wyrównania wałów; połączenia śrubowe i przegubowe; Łapy silnika pękają z powodu wstrząsów przenoszonych na silnik ze skrzyni biegów. Punkty mocowania są osłabione z następujących powodów: śruby nie są wystarczająco dokręcone; Pręty i ograniczniki blokowania nie są spawane; konstrukcja mechanizmu jest niezadowalająca; Niedopasowane połączenia.
Wszystkie skrzynie biegów są napędzane przez naprzemienne siły poziome, które powstają w wyniku biegu wstecznego kół zębatych, pewnej dopuszczalnej niewspółosiowości i sił w otwartych przekładniach. Z reguły wysiłki te nie są wielkie, ale działając stale, mogą osłabić punkty przywiązania. Dlatego, dla niezawodnego działania mechanizmu, monitoruje się stan śrub mocujących reduktora i, dla dodatkowego zamocowania do ramy, pręty blokujące są zgrzewane.
Zużycie kół zużywa się zarówno na powierzchni roboczej łyżwy, jak i na kołnierzach. Jeżeli jednoczesne wytwarzanie kół napędowych przekracza 3-4% średnicy (dla dźwigu KB-100.2, dopuszczalna wydajność wynosi 20 mm przy średnicy koła 500 mm) lub grubość kołnierzy z powodu zużycia jest mniejsza niż 15 mm, koła są naprawiane lub wymieniane. Przyczyny opracowania powierzchni tocznych kół jezdnych są następujące: różne średnice kół żurawia napędzanych z jednego silnika, powodujące poślizg i zwiększone zużycie; stosowanie odlewanych kół zamiast stemplowanych; brak lub nieprawidłowe działanie obróbki cieplnej. Rozwój kołnierzy kół jezdnych tłumaczy się niedokładnością toru suwnicy: obecnością poprzecznego nachylenia i dużymi odchyleniami szerokości toru od nominalnych wymiarów, a także nierównoległości osi kół.
Przy poprzecznym nachyleniu toru dźwig, pod wpływem własnego ciężaru, ma skłonność do poruszania się w kierunku stoku. W takim przypadku kołnierze są stale dociskane do szyn, co prowadzi do intensywnego zużycia. To samo dzieje się z odchyleniem szerokości toru i nierównoleganiem osi kół, gdy koła są stale dociskane do szyn za pomocą jednego lub drugiego kołnierza, gdy dźwig porusza się.
Podczas rozwijania połączeń typu "krzak-szpilka" (zużycie elastycznych tulei lub palców, poluzowanie elementów złącznych), wymień tuleje lub palce i dokręć elementy złączne. Gdy powierzchnia zużywająca się powierzchni roboczej, rozwinięcie otworu do lądowania i otwory na tuleje, złącza są wysyłane do naprawy.
| |
§ 98. Wady systemów cd-block§ 100. Wadliwe działanie obwodów elektrycznych
Jaki jest czas
Dystrybutor gazu (w skrócie nazywany czasem) jest urządzeniem, które zapewnia terminowe dostarczanie mieszanki paliwowo-powietrznej do cylindrów silnika i spalin. Te funkcje mechanizmu dystrybucji gazu są realizowane w czterosuwowych jednostkach mocy poprzez otwieranie i zamykanie zaworów ssących i wydechowych, które mają napęd od wałek rozrządu i specjalny mechanizm krzywkowy.
Zatem głównymi elementami mechanizmu dystrybucji gazu są zawory, ich napęd i wałek rozrządu z jego napędem. W nowoczesnych samochodach zawory znajdują się w głowicy cylindrów. Aby zawór był zamknięty, używane są sprężyny. Obecnie najbardziej szeroko stosuje się silniki spalinowe z wałkiem rozrządu, działających na chetyrehklapannyh (na każdy cylinder posiada dwa zawory dolotowe i wylotowe) i dwa zawór (jeden wlot i jeden zawór wydechowy na cylinder) systemów.
Rozwiązywanie problemów z synchronizacją
Od wału korbowego do wałka rozrządu obrót może być przenoszony za pomocą pasa, łańcucha lub przekładni. Poślizgnięcie lub zerwanie łańcucha lub paska rozrządu może spowodować, że tłoki uderzą w otwarte zawory, co jest obarczone awarią silnika. Dlatego każdy właściciel samochodu powinien zwrócić uwagę na stan mechanizmu dystrybucji mieszanka paliwowa, terminowe diagnozowanie jego węzłów i poszczególnych części.
Diagnostyka brak czasu jest trudną i bardzo ważną procedurą. Według danych statystycznych mechanizm ten odpowiada za około dwadzieścia procent wszystkich awarii silnika, a około połowa pracochłonności prac naprawczych i eliminacji wykrytych usterek utrzymanie. Ignorowanie obowiązkowej diagnostyki czasami prowadzi do tego, że duża liczba silników dąży do przedwczesnych napraw, posiada niewykorzystany zasób lub ma wady o charakterze awaryjnym. Dość powszechne są powszechne przyczyny problemów w synchronizacji, jak nieprzestrzeganie zasad wewnętrznej pracy silnika spalinowego, tym tankowania z dużą zawartością żywicy, użycie słabej jakości zanieczyszczonych olejów, ciągłej pracy silnika, przy wysokich prędkościach.
Lista i przyczyny głównych błędów czasowych
Zawieszanie zaworów
Najgorsze, co może się zdarzyć do mechanizmu dystrybucji mieszanki paliwowej, tak zwane zawory freeze, który występuje najczęściej z dwóch powodów: po użyciu niskiej jakości benzyny, przed osadzeniem żywic zawór łodygi, a także z powodu osłabienia lub pęknięcia sprężyn zaworowych. W tym ostatnim przypadku, gdy tłok osiąga obroty. zawór po prostu nie ma czasu, aby znaleźć się w siodle. Można śmiało powiedzieć, że ta nieprawidłowość w nowoczesnych pojazdach jest bardzo rzadka.
Zaciskanie kompensatorów hydraulicznych
Oddzielne słowa zasługują na awarię kompensatorów hydraulicznych. Używanie zbyt płynnego lub zanieczyszczonego oleju prowadzi do tego, że kompensator hydrauliczny "odmawia" wykonania swojej głównej funkcji, co ma na celu skompensowanie przerw w rozrządu. Późniejsze działanie ICE grozi zablokowaniem hydraulicznych kompensatorów. Dowodem na awarię tych urządzeń jest metalowe pukanie pochodzące z głowicy cylindrów na zimnym silniku.
Naruszenie szczeliny termicznej, czas rozrządu zaworów
Naruszenie szczelina cieplnej w jednostki, z możliwością regulacji zachodzi po zużyciu łożyska i krzywki koła pasowego wałka rozrządu, za pomocą którego ruch obrotowy jest przenoszony na nim, a także z powodu nieprawidłowej regulacji. Konsekwencją większości problemów w działaniu rozrządu jest naruszenie faz dystrybucji gazu. W wyniku tego stabilne działanie silnika zostaje przerwane, a moc wyjściowa odpowiadająca wartości nominalnej zostaje zmniejszona.
Słaba przyczepność do zaworów
Niewystarczające przylega do gniazda zaworu mogła być wynikiem osadzania warstwy sadzy w postaci siodełek, a same zawory występowanie powłoki na powierzchni roboczej elementu, niewydolność sprężyn zaworowych głowicy wypaczenia zaworu, zakleszczeniu drążka zaworowego w tulei prowadzącej. Ponadto przyczyną tego zjawiska może być brak szczeliny między wahaczem a trzpieniem zaworu.
Zewnętrzne objawy nieprawidłowego działania rozrządu
Wśród zewnętrznych wskazań, że mechanizm dystrybucji gazu jest wadliwe, może być wspomniane uderzenia metali, nietypową dla normalnej pracy silnika, zmniejszenie ściskania, pojawiały występ w rurach wylotowych i wlotowych, jak również zmniejszenie mocy zespołu silnikowego. Ostatnie trzy warianty często występują przy słabym dopasowaniu zaworów do ich siedzeń.
Łamanie się luz termicznego, krzywki i łożyska wałka rozrządu opanowania diagnosta „przemawia” zmniejszać uderzenia energii i metali, nie było w głowicy, kiedy silnik znajduje się w niskich i średnich prędkościach. Przyczyny hałasu z napędu rozrządu i tłumik okresowe rundy może być zużycie i wydłużenie pasa (lub łańcuch) napędu obsługującego rozrządu i koła pasowego na ścieranie. Spadek poziomu oleju w skrzyni korbowej, w połączeniu ze spadkiem mocy silnika i wyglądu spalin niebieski dym często jest wskazanie „kłopoty” z mechanizmem korbowym, ścieranie czapki SLINGER nosić przewodników i zawór łodygi.
Pierścienie metalowe (zwany również detonacji) powala charakterystykę okresu przyspieszenia pojazdu i pracy silnika z wad - zewnętrzną oznaki tworzenia się nagarów na zaworach, stosowanie niskiej jakości benzyny korby błędu. Zawór Stuck, redukcja poziomu elastyczności, brak sprężyn zaworowych może prowadzić do krótkich spadków na zimnym silniku, zmniejszyć jego moc i przegrzaniem.
Podstawowe objawy „” zawory odprowadzające sadzenia - zmniejszenie ściskania w jednym lub większej liczbie cylindrów „shot” w rurach wlotowych i wylotowych, co zmniejsza koszt energii, działanie z bloku. Wszystko to obserwuje się, gdy na fasecie roboczym, gnieździe zaworu, wypaczeniu płytki zaworowej występuje osad, brak szczeliny między popychaczem a trzpieniem zaworu. Aby usunąć osady węglowe na powierzchniach roboczych części, są one zwilżane nafty lub w specjalnie przygotowanym roztworze z dalszym usuwaniem skrobaka. Na powierzchniach są drobne zadrapania, zarysowania, pociski? Będą musieli być przetarł. W przypadku znacznego uszkodzenia zawory i gniazda są polerowane lub zastępowane nowymi, serwisowalnymi częściami.
Przyczyną niepełnego otwarcia zaworu jest z zasady zwiększony luz pomiędzy popychaczem (lub wahaczem) a trzpieniem zaworu. Stookey w czasowe mogą objawów (z wyjątkiem tych zjawisk) zwiększenie szczeliny pomiędzy tłokiem i zużycia drążka zaworu rozrządu, prowadnice i popychaczy, osi i tuleje, wahacz, trzpienie zaworowe, a także pierścienie dystansowe, które zwiększa się przemieszczenie osiowe wałka rozrządu.
Nieudane, zużyte części należy wymienić na nowe, z dalszą regulacją poszczególnych elementów i mechanizmu dystrybucji gazu.
Dobry silnik powinien rozwijać pełną moc, pracować bez przerw przy pełnym obciążeniu i na biegu jałowym, nie przegrzewać, nie palić i nie dopuścić do przedostania się oleju i chłodziwa przez uszczelki.
Usterkę można ustalić zewnętrzną diagnostyką bez demontażu silnika.
Mechanizm korbowy ma następujące objawy niefunkcjonalności: pojawienie się obcego tupotu i hałasu, spadek mocy silnika, zwiększone zużycie oleju, nadmierne wydatki na paliwo i pojawienie się dymu w spalinach.
Uderzenia i hałasy w silniku powstają w wyniku zwiększonego zużycia głównych części i pojawienia się zwiększonych szczelin między połączonymi częściami.
Kiedy tłok i cylinder są zużyte, a także zwiększa się szczelina między nimi, występuje dzwoniące metalowe pukanie, które jest dobrze słyszalne, gdy pracuje zimny silnik. Metalowe stukanie we wszystkich trybach pracy silnika wskazuje na zwiększenie szczeliny między sworzniem tłokowym a tuleją górnej głowicy korbowodu. Zwiększenie stukania przy gwałtownym wzroście prędkości obrotowej wału korbowego wskazuje na zużycie wkładek łożyska głównego lub korbowodu, a ogłuszający dźwięk jest charakterystyczny dla noszenia skorup łożyskowych. Ostre, nieustanne pukanie do silnika, któremu towarzyszy spadek ciśnienia oleju, świadczy o topieniu łożysk. Słuchanie szumu i pukania odbywa się za pomocą stetoskopu.
Spadek mocy silnika spowodowany jest spadkiem ciśnienia w wyniku: naruszenia uszczelki uszczelki głowicy przy słabym lub nierównomiernym dokręceniu nakrętek mocujących lub uszkodzeniu uszczelki; pierścienie palące w rowkach tłoka z powodu osadzania się substancji żywicznych i osadów węglowych; zużycie, pękanie lub utrata elastyczności pierścieni; zużycie ścianek cylindra.
Kompresja w cylindrach silnika jest sprawdzana ręcznie lub za pomocą sprężarki. W celu ręcznego sprawdzenia kompresji, świece zapłonowe są wyrzucane, z wyjątkiem świecy zapłonowej badanego cylindra. Obracając wał korbowy za pomocą rękojeści rozruchowej, opór ściskania ocenia się na ściskanie. Wystarczy sprawdzić kompresję w innych butlach.
Aby sprawdzić kompresję za pomocą kompresometru, silnik musi zostać rozgrzany, korki muszą być wyłączone, przepustnica i klapa powietrzna muszą być całkowicie otwarte. Zamontować gumową końcówkę sprężarki i otwór w korku i obrócić wał korbowy o 8-10 obrotów. Wielkość kompresji jest oceniana na podstawie odczytów sprężarki. Po obróceniu wału korbowego w dobrym cylindrze, wartość ściskania powinna wynosić 7,0-7,8 kg / cm2. Musisz więc konsekwentnie sprawdzać kompresję w każdym cylindrze.
Stan techniczny zespołu cylinder-tłok i zawory można ocenić na podstawie względnej wielkości wycieku powietrza (kontrolowanego przez specjalny manometr) dostarczanego przez silnik do cylindrów za pomocą K-69. W tym przypadku sprężone powietrze jest dostarczane do każdego cylindra silnika przez otwory do świec zapłonowych.
Zwiększone zużycie oleju, przebicie paliwa i dymny wydech koloru szarego (przy normalnym poziomie oleju w skrzyni korbowej) zwykle pojawiają się, gdy pierścienie tłokowe lub ich zużycie. Występowanie pierścienia można wyeliminować bez demontażu silnika, dla którego każdy cylinder gorącego silnika wlewa się w noc przez świecę zapłonową na 20 gramów mieszaniny równych części denaturowanego alkoholu i nafty. Rano należy uruchomić silnik, pozostawić go na 10-15 minut, zatrzymać i wymienić olej.
Osadzanie się osadów węgla na dnach tłoków i komór spalania zmniejsza przewodność cieplną, co powoduje przegrzanie silnika, zmniejsza jego moc i zwiększa zużycie paliwa. Aby usunąć osady węglowe, konieczne jest uwolnienie wody z układu chłodzenia, wyjęcie przyrządów przymocowanych do głowicy cylindrów, a po odkręceniu nakrętek ostrożnie oddzielić głowicę cylindra bez uszkodzenia uszczelki. Jeśli uszczelka jest przyklejona do bloku lub głowicy cylindrów, należy ją oddzielić, używając głupiego noża lub szerokiego cienkiego metalowego paska.
W silnikach typu V, przed zdjęciem głowic cylindrów, konieczne jest również usunięcie wszystkich urządzeń z rurociągu wlotowego, usunięcie (rurociągu i dopiero potem wyjęcie głowic.
Węgiel usuwa się za pomocą drewnianych skrobaków lub miękkich skrobaków metalowych, aby nie uszkodzić dna tłoków lub ścianek komory spalania. Podczas usuwania depozytu zamknij sąsiednie cylindry czystą szmatką. Kaucja jest łatwiejsza do usunięcia, jeśli zostanie zmiękczona przez umieszczenie na niej ściereczki zwilżonej nafty.
Instalując uszczelkę głowicy, należy ją zmielić grafitem z wody różanej.
Pęknięcia w ściankach płaszcza chłodzącego głowicy cylindrów mogą pojawić się, gdy woda jest zamarznięta lub płaszcz chłodzący gorącego silnika jest napełniony zimną wodą.
Mechanizm dystrybucji gazu ma dwie charakterystyczne usterki - luźne dopasowanie zaworów do gniazd i niepełne otwarcie zaworów.
Brak przylegania zaworów do gniazd, jesteś na następujących podstawach: zmniejszenie kompresji; okresowe klaśnięcie w rurociągu wlotowym lub wylotowym; spadek mocy silnika. Przyczyną luźnego zamknięcia zaworu mogą być: osady na zaworach i gniazdach; tworzenie się skorup na powierzchniach roboczych (fazowaniu) i wypaczanie głowicy zaworu; złamanie sprężyn zaworowych; zajęcie zaworów w tulejach prowadzących; brak szczeliny między trzpieniem zaworu a palcem wahacza.
Niepełne otwarcie zaworów charakteryzuje się uderzeniami w silnik i spadkiem mocy. Ten błąd pojawia się w wyniku dużej przerwy między trzpieniem zaworu a palcem wahacza. Wadami termin powinien także zużycia koła zębatego wałka rozrządu, tol-Catel, przewodnika tuleje zwiększają podłużnego wałka rozrządu oraz rękawy zużycie i osi wahacz.
W silnikach ZIL-130 może dojść do wyłączenia mechanizmu zaworu wylotowego w wyniku zatarcia kul i sprężyn mechanizmu obrotowego.
Węgiel musi być usunięty za pomocą skrobaka; Zawory z mniejszymi muszlami na powierzchni roboczej należy przetrzeć, zepsutą sprężynę, wymienić. Uszkodzona szczelina jest przywracana przez regulację.
Aby usunąć docierania zaworów zawory sprężynowe pod łbem zawierać słabą sprężynę, w-ności produkcyjnym w nałożonej warstwy w postaci pasty, składającej się z proszku ściernego i oleju, jak i za pomocą klamry albo narzędzia do pokrywania zaworu podano wykonywania ruchu obrotowego. Podczas zmiany kierunku obrotów zawór musi zostać podniesiony. Docieranie jest zakończone, jeśli na powierzchni gniazda i powierzchni roboczej zaworu pojawią się masywne paski matowe o szerokości 2-3 mm. Uszczelnienie gniazda zaworu po docieraniu sprawdza się za pomocą przyrządu lub nafty. W tym celu, zawór jest zamontowany w gnieździe, a sprężyna umieścić na jej mocowania na pręcie jest odwrócony w głowicy cylindra i komory spalania wylano nafta. Wygląd nafty na pręcie i tulei prowadzącej wskazuje na złe docieranie.
Aby wyregulować prześwit między trzpieniem zaworu a palcem dźwigni, należy: zdjąć pokrywę zaworu, zdejmując wcześniej przymocowane części; Zamontuj tłok na końcu suwu sprężania (tak, aby zawory były zamknięte); sprawdź prześwit i, jeśli to konieczne, wyreguluj, zdejmując nakrętkę zabezpieczającą śruby regulacyjnej na wahaczu i obracając śrubę regulacyjną, aby ustawić wymagany prześwit (Rysunek 183); Dokręć nakrętkę kontrującą i jeszcze raz sprawdź luz.
Ryc. 183. Regulacja przerw termicznych
Niezbędne przemieszczenie wałka rozrządu osiąga się przez grubość pierścienia dystansowego. Jeżeli szczegóły mechanizmu dystrybucji gazu są zużyte, silnik jest naprawiany. Układ chłodzenia jest jednym z najważniejszych w silniku. Jeśli jest uszkodzony, silnik przegrzewa się lub jest przechłodzony. Rozpoznanie układu chłodzenia odbywa się za pomocą znaków zewnętrznych.
Podstawowe awarie газораспределительного mechanizmu silnika.
Uderza w mechanizm dystrybucji gazuw zaworze występują zwiększone szczeliny maszyny, zużycie łożysk lub krzywek wałka rozrządu, dźwigni, a także z powodu pęknięcia sprężyn zaworowych.
Aby wyeliminować uderzenia, konieczne jest dostosowanie szczeliny termicznej, a zużyte części i zespoły powinny zostać wymienione.
Zwiększony hałas w obwodzie napędowymwałek rozrządu pojawia się z powodu zużycia przegubowych połączeń ogniw łańcucha i jego wydłużenia.
Konieczne jest dostosowanie naprężenia łańcucha, a jeśli jest ono nadmiernie zużyte, należy wymienić je na nowe.
Utrata mocy silnikai zwiększony dym gazów spalinowych występuje, gdy szczelina termiczna w zaworze mechanizm, luźne zamknięcie zaworu, zużycie czapek odbijających olej.
Szczelinę należy wyregulować, zużyte zaślepki zmienić, a zawory "priteret" do siedzeń.
19. Technologia, a następnie
Typowe uszkodzenia mechanizmu dystrybucji gazu (GRM) obejmują: zużycie popychaczy ich tulei prowadzących, płyt zaworowych i ich gniazd, kół zębatych, krzywek i czopów wałka rozrządu; naruszenie szczelin między prętami zaworowymi a wahaczami (popychaczami), pękanie i utrata sprężystości sprężyn zaworowych, pękanie zębów rozdzielaczy, wypalanie zaworów. Oznaki niepowodzenia w czasie są uderzeniami, pojawieniem się płomieni w gaźniku i klaskaniem w tłumiku.
Utrzymanie skurczu i czasu. Jest częścią konserwacji silnika i obejmuje sprawdzenie i dokręcenie elementów złącznych, diagnostykę silnika, regulację i smarowanie.
Prace montażowe są wykonywane w celu sprawdzenia stanu zamocowań wszystkich połączeń silnika; podpory silnika do ramy, głowic cylindrów i skrzyni korbowej do jednostki, kołnierze rurociągu wlotowego i wylotowego oraz inne połączenia.
Aby zapobiec przedostawaniu się gazów i chłodziwa przez uszczelkę, głowice cylindrów są sprawdzane i, jeśli to konieczne, dokręcają nakrętki mocowania do urządzenia w pewnym momencie. Odbywa się to za pomocą klucza dynamometrycznego. Moment obrotowy i sekwencja dokręcania nakrętek są ustalane przez producentów, żeliwna głowica cylindrów. Kontrolę dokręcania śrub mocujących misę olejową, aby uniknąć odkształcenia i wycieku, wykonuje się również w określonej kolejności, polegającej na naprzemiennym ciągnięciu śrub położonych diametralnie.
Diagnozowanie stanu technicznego KShM i terminów w przedsiębiorstwach przewozowych odbywa się: przez liczbę gazów, które przenikają przez skrzynię korbową; ciśnienie na końcu suwu sprężania (kompresja), wyciek sprężonego powietrza z cylindrów, słuchając silnika stetoskopem.
Ilość gazów, które włamują się do skrzyni korbowej silnika między tłokami z pierścieniami i cylindrami, mierzy się za pomocą przepływomierza gazowego podłączonego do rury wypełniacza olejowego. W tym samym czasie skrzynia korbowa silnika jest uszczelniona gumowymi korkami zakrywającymi otwory na prętowy wskaźnik poziomu oleju i rurę odpowietrzającą układu wentylacji skrzyni korbowej. Pomiary są wykonywane na stanowisku dynamometrycznym przy pełnym obciążeniu i maksymalnej prędkości silnika. W przypadku nowego silnika ilość gazów przerywających, w zależności od modelu silnika, wynosi 16-28 l / min. Pomimo prostoty metody, jej zastosowanie w praktyce napotyka na trudności związane z potrzebą stworzenia pełnego obciążenia i nieciągłej liczby przełomowych gazów, w zależności od indywidualnych właściwości silnika.
Najczęstszą diagnozę CCM i czasu wykonuje się za pomocą kompresometru mierząc ciśnienie na końcu suwu sprężania, który służy jako wskaźnik szczelności i charakteryzuje stan cylindrów, tłoków z pierścieniami i zaworami.
Najdoskonalsza metoda określania stanu KShM i pomiaru czasu za pomocą specjalnego urządzenia do wycieku sprężonego powietrza, wtłaczanego do cylindra przez otwór pod świecą.
Słuchanie za pomocą stetoskopu szumu i stukania, które są konsekwencją naruszenia odstępów w interfejsie CCM i taktowania, pozwala również na zdiagnozowanie silnika. Wymaga to jednak wielu praktycznych doświadczeń wykonawcy.
Prace adaptacyjne są przeprowadzane po diagnozie. Jeśli uderzysz w zawory, a także w TO-2, sprawdź i wyreguluj odstępy termiczne między końcami prętów zaworowych a ramionami wahacza. Podczas regulacji luzów na silniku ZMZ-tłok 53 cylindra 1, w suwie sprężania jest GMP, w których wał korbowy obraca się, aby ustawić rzęsy do jego krążka do osi środkowej na wskaźników pokrywy rozrządu. W tej pozycji wyreguluj szczeliny między prętami zaworowymi a palcami wahaczy pierwszego cylindra. Przerwy w zawory sterowane pozostałych cylindrów w kolejności odpowiedniej do rzędu cylindrów: 1-5-4-2-6-3-7-8 obrotowy wał korbowy, w czasie przejścia z cylindra na cylinder 1/4 obrotu. Istnieje inny sposób, aby dostosować luki. W ten sposób, w silniku Ził-130 po zamontowaniu tłoka z cylindrem 1, w GMP, które łączą otwór w kole korbowym oznaczone TDC pierwszy sterowany klirens zarówno zawory 1-te cylindra, zawory wydechowe 2, 4 i cylindry 5th , zawory wlotowe 3, 7 i 8 cylindrów. Szczeliny pozostałych zaworów są regulowane po obróceniu wału korbowego do pełnego obrotu.
Do regulacji luzów w wale korbowym silnika, kamaz 740 zainstalowany w pozycji odpowiadającej górnej części obudowy paliwa w cylindrze 1, stosując uchwyt zamocowany do korpusu koła zamachowego. Następnie obróć wał korbowy przez klapę w obudowie sprzęgła o 60 ° i wyreguluj luz zaworowy pierwszego i piątego cylindra. Ponadto, wał korbowy jest obracany o 180, 360 i 540 ° C, odpowiednio, przez regulację szczeliny w 4 i 2, 6, a także 3, 7 i 8 cylindrach
Łatwo zauważyć, że niezależnie od sposobu montażu wału korbowego do położenia początkowego do regulacji szczeliny cieplną napędu każdego zaworu sprawdza się i reguluje w położeniu, w którym zawór jest całkowicie zamknięty,
Obecny remont korby i czasu, charakterystycznych prac nad bieżących napraw korby i czasu wymieniasz tuleje, tłoki, pierścienie tłokowe, sworznie tłokowe, wkładek korbowód i główne łożyska, zawory i siodeł i sprężyny, drążki popychaczy, jak również zawory szlifowania i docierania i ich mandatów .
Wymiana tulei cylindrowej jest gdy zużycie przekracza dozwolony obecność szczelin, pęknięć i zadziorów, o dowolnej wielkości, a także zużycie górnych i dolnych pasów.
Trudno jest usunąć wkładki z bloku cylindrów. Dlatego są one tłoczone za pomocą specjalnego ściągacza, którego chwyty wchodzą w dolny koniec rękawów. Zastosowanie innych metod jest niedopuszczalne, ponieważ prowadzi to do uszkodzenia otworów wkładki dla bloku cylindrów silnika i samych wkładek.
Przed naciśnięciem nowej tulei należy ją podnieść na bloku cylindrów w taki sposób, aby jej koniec wystaje ponad płaszczyznę łącznika z łbem bloku. W tym celu tuleja jest montowana w bloku cylindrów bez pierścieni uszczelniających, pokrytych płytką kalibracyjną i szczelinomierzem między płytą a blokiem cylindrów.
Rękawy zamontowane w urządzeniu bez O-ringów muszą być swobodnie obracane. Przed końcowym preparacie tulei powinna być sprawdzane pod kątem ich otworami w bloku cylindra - jeśli są one w dużym stopniu wpływa na korozję i mają powłoki, niezbędne jest, aby je naprawić poprzez zastosowanie warstwy żywicy epoksydowej zmieszany z opiłkami, które po zestaleniu przemywać czyste. Brzegi górnej części bloku, które jako pierwsze stykają się z gumowym pierścieniem uszczelniającym do dociskania tulei muszą być czyszczone z płótna ściernego, aby uniknąć uszkodzenia pierścieni uszczelniających podczas zaciskania,
Tuleje z zamontowanymi na nich uszczelkami gumowymi wciskane są w blok cylindrów za pomocą prasy. Możesz to zrobić za pomocą specjalnego urządzenia, urządzenia. Zakładając pierścienie uszczelniające, nie można ich mocno rozciągnąć, a także umożliwić skręcanie tulei cylindrowych w rowku.
Tłoki wymiana odbywa się na powierzchni w czasie tworzenia głębokiego przepona zahaczony, pieczenie dolną powierzchnię tłoka w obszarze górnego pierścienia uszczelniającego, podczas noszenia pod górny pierścień tłokowy rowka jest większa niż dopuszczalna.
Tłoki zamienne zrobić bez wyjmowania silnika z pojazdu: zdekantowano oleju z miski olejowej, usunąć głowicę wraz z miski olejowej, i jest składana nakrętkę rasshplintovyvayut łączący sworzeń pręta usunąć dolną głowicę, a pokrywa pręt usuwa się w górę uszkodzonego zespołu tłoka z trzonem i pierścienie tłokowe. Następnie zdejmij pierścienie blokujące z otworów w zagłębieniach, wciśnij sworzeń tłoka w prasę i oddziel tłok od drążka. W razie potrzeby naciśnij brązową tuleję górnego końca pręta łączącego za pomocą tej samej prasy.
Przed wymianą tłok musi najpierw wybrać go na cylindrze, jest konieczne zastosowanie tłoka grupę wymiarową, co odpowiada liniowej grupy wielkości (cylindra) i Test taśmy luz sondy między tłokiem i tuleją do tego ruchomego trzpienia roboczego zostaje wstawiona do głowicy w dół tak, że krawędź spódnica zbiega się z końcem tulei, a sonda wstęgowa, włożona między tuleję i tłok. był w płaszczyźnie prostopadłej do osi palca. Następnie za pomocą dynamometru pociągnij za drążek sondy i zmierz siłę ciągnącą, która powinna znajdować się w dopuszczalnym zakresie. Wymiary trzpienia i siła ciągnięcia dla różnych modeli silników podane są w instrukcji obsługi lub w instrukcji naprawy. Tak więc, w przypadku silników Ził-130 przy użyciu taśmy o grubości 0,08 mm, szerokości 13 mm i długości 200 mm, a siła ciągu może być 35-45 N. Jeżeli siła jest różny od zalecanej podjąć inne tłok tej samej grupy wielkości lub w postaci wykluczyć sąsiadujące z grupą wielkości i ponownie wybierają ją na cylindrze.
W nominalnej i każdej naprawianej wielkości tulei i tłoków silnika ZIL-130 jest sześć grup wielkości. Średnice cylindrów w każdym z nich różnią się o 0,01 mm. Grupa Rozmiar wskaźnik (A. AA, B, BB, B, BB wkładki i tłoki dla wielkości nominalnej i T SG D. E DD EE na 1 etykiety itd itp ..) jest widoczny na górnej części tulei i na dnie tłoka,
Podobne grupy wielkości w ramach każdej wielkości naprawy mają wszystkie inne silniki samochodowe.
Podczas montażu silników, usunięte; z samochodu, wybór tłoków, ale cylindry odbywa się w podobny sposób, wystarczy wybrać tłoki przy montażu silników w zakładach produkcyjnych.
Przy wymianie tłok na ATP wyjątkiem pod6opa tłoka w cylindrze, należy upewnić się, że innym ważnym specyfikacji wymagań do montażu silników: średnica otworu występy tłokowego średnicy sworznia tłokowego, a średnica otworów w brązu tulei górnego wodzika musi mieć tę samą grupę wymiarową. Dlatego przed zestawu montażowego „tłoka - pręt - palec” zapewniają, że farba znakowania osadza się na jednym z występów tłoka, przy końcach palców i górna poprzeczka jest utworzony w jednym kolorze.
W przypadku, w którym zmienia się całą grupę cylindra, która występuje najczęściej w praktyce wynikają problemy z wyborem: tłok, pierścienie tłokowe, palec i tulei wchodzących w wolnym części zestawu wybranej wcześniej. Dlatego przy montażu należy sprawdzić poprawność doboru i sprawdzić szczelinę między tłokiem a tuleją za pomocą sondy taśmowej. Możesz zrobić bez czujki taśmowej. Prawidłowo dobrany tłok musi być obniżony pod własnym ciężarem pod własnym ciężarem. Konieczne jest również sprawdzenie, czy nowy sworzeń tłokowy jest odpowiedni dla górnej głowicy korbowodu: sworzeń tłokowy powinien płynnie wchodzić w tuleję górnego końca pręta łączącego pod naciskiem kciuka.
Przed podłączeniem tłoka do korbowodu należy sprawdzić równoległość głowic osi. Dokonuje się tego na urządzeniu sterującym z głowicami wskaźnikowymi.
Gdy odkształcenie przekracza dopuszczalne granice, korbowód zostaje skorygowany. Tłok jest następnie umieszczany w kąpieli ciekłego oleju ogrzewa się do temperatury 60 ° C i prasowano do występów stykowych trzpienia tłoka w otworze tłoka i górną głowicą. Po dociśnięciu do rowków włożyć pierścienie blokujące.
Podobnie, począwszy od wyjęcia głowicy cylindra w misce, wymieniono piasty górnej głowicy korbowodu, trzpienia tłoka i pierścieni tłokowych. Nieodpowiednie tuleje są wciskane, a nowe są wciskane na swoje miejsce, zapewniając jednocześnie niezbędny luz. Następnie otwór tulei poziomej wiertarce lub procesu za pomocą rozwiertaka, wewnętrznej powierzchni tulei musi być czyste i wolne od zadrapań parametru rzędu szorstkości Rz = 0,63 m okrągłości i stożkowe otwory nie powinna przekraczać 0,004 mm.
Przed zamontowaniem zespołu tłoka za pomocą korbowodu w bloku cylindrów, w rowkach tłoka jest zamontowany zestaw pierścieni tłokowych. Ponadto, pierścienie są sprawdzane pod kątem luzu, poprzez włożenie ich w górną niewodoodporną część tulei cylindrowej i wzrokową ocenę szczelności pasowania.
Szczelina w zamku jest określana przez szczelinomierz, a w przypadku, gdy jest on mniejszy niż dopuszczalny, końce pierścieni są odcięte. Następnie pierścień jest wielokrotnie sprawdzany pod kątem luzu i dopiero wtedy, za pomocą specjalnego urządzenia, które otwiera pierścień za końce w zamku, jest zainstalowany w rowkach tłoków.
Zestawy nominalny rozmiar pierścienie stosowane w cylindrów transakcyjnego, który ma otwór z pogłębieniem ustanowienia pierścień nadwymiarowe, .kotorye o średnicy zewnętrznej odpowiadającej średnicy nowego cylindra.
Połączenia (blokady) sąsiednich pierścieni są równomiernie hodowane na obwodzie. Pierścienie zaciskowe na tłoku są ustawione ukośnie w górę. W tym przypadku muszą one swobodnie się obracać w rowkach tłoka. Montaż * tłoków w pierścieniach w cylindrach silnika odbywa się za pomocą specjalnej adaptacji.
Wymiana łożyska korbowego wkładki odbywa się stuków i spadku ciśnienia w galerii oleju poniżej 0,5 kG / cm2, przy prędkości obrotowej wału korbowego 500-600 obr / min i regularnie stosowane w pompie olejowej i zaworów redukcyjnych. Konieczność wymiany wkładki na skutek średnicowego przestrzeni w głównym i łożysko korbowodu, jeżeli jest to bardziej dopuszczalne zastąpione nowymi płytkami. Nominalna odległość między wkładkami i szyjką powinna wynosić 0,026-0,12 mm, w zależności od modelu silnika między wkładkami a korbowodem 0,026-0,11 mm.
Prześwit w łożyskach wału korbowego ustala się za pomocą sterujących mosiężnych płytek. Do silników samochodów ZIL i GAZ stosuje się płyty z folii miedzianej o grubości 0,025; 0,05; 0,075 mm, szerokość 6-7 mm i 5 mm większa niż szerokość wkładki. Płytka jest olejem, umieszczony pomiędzy szyjką a podłożem wału (fig. 9,9), a łożyska śruby mocujące są zaciśnięte za pomocą klucza dynamometrycznego zdefiniowanej dla każdego momentu obrotowego silnika (łożyska silnikowe rodzimy Ził-130 110-130 Nm 70-80 H korbowodu m). Jeżeli wał korbowy podczas 0,025 mm Instalacja gruba płyta będzie zbyt łatwo, a następnie szczeliny 0,025 mm, a większy, w związku z tym powinna być zastąpiona przez następne wielkości płyty, podczas gdy wał nie będzie obracać się w znaczącym siły, która odpowiada rzeczywistej różnicy pomiędzy szyję a wkładką. Podczas sprawdzania jednego łożyska pozostałe śruby należy poluzować. Wszystkie łożyska są po kolei sprawdzane.
Konieczne jest, aby na powierzchni szyjek wału korbowego nie było nacięć. W przypadku punktacji i zużycia, wymiana wkładek jest niepraktyczna. W takim przypadku wał korbowy musi zostać wymieniony.
Po sprawdzeniu stanu czopami pożądanych wielkości wkładki zostały umyte, zlikwidować i umieszczone w złożu głównego i łożysk korbowodu, po pokryciu powierzchni wkładki, a olejem silnikowym szyi.
W przypadku silników ZIL-130, oprócz nominalnego, istnieje pięć rozmiarów napraw dla głównego wału korbowego i korb. Odpowiednio wytwarza się sześć zestawów wkładek: nominalne, 1, 2, 3, 4, 5-te rozmiary naprawy.
Regulację luzów osiowych wału korbowego w silnikach ZIL-130 i ZMZ-53 dokonuje się poprzez dobór podkładek oporowych. W silnikach ZMZ-53 osiowy odstęp pomiędzy przednim oporowego końcu wału korbowego i tylną podkładkę oporową należy 0,075-0,175 mm, gdy silnik Ził-130 0,075-0,245 mm.
W procesie eksploatacji z powodu zużycia zwiększa się luz osiowy. Gdy TR regulowana przez ustawienie podkładek oporowych lub semiring rozmiary naprawy, które, w porównaniu z nominalnym rozmiarze mają zwiększoną (odpowiednio 0,1, 0,2, 0,3 mm) grubości.
Główne Usterki jednostek głowy pęknięć na powierzchni współpracujących z blokiem cylindra chłodzącego pęknięć kurtka, deformowanie w powierzchnię współpracującą z blokiem cylindrów otwory zużywania się tulei prowadzących zużycia zaworu, i zlewy na ścianek gniazd zaworowych tłumienia gniazda zaworowe docelowych w gniazdach.
Pęknięcia o długości nie większej niż 150 mm, umieszczone na styku głowicy cylindrów z blokiem, są zaparzane. Przed zgrzewaniem pęknięcia na końcach głowicy, wykonane ze stopu aluminium, otwory 0 do 4 mm tnie się na całej jego długości, głębokości 3 mm pod kątem 90 °. Następnie głowica ogrzewa się w piecu elektrycznym w 200 ° C, a po oczyszczeniu spoiny szczotki parzonej pęknięć szew gładki odwrotna prądu polaryzacji za pomocą specjalnych elektrod.
Podczas spawania z gazem stosuje się palnik z końcówką nr 4 i drut AL4 o średnicy 6 mm, a jako strumień stosuje się AF-4A. Po spawaniu pozostałości topnika są usuwane ze złącza i przemywane 10% roztworem kwasu azotowego, a następnie gorącą wodą. Następnie szew jest zlicowany z podłożem za pomocą ściernicy.
Pęknięcia o długości do 150 mm umieszczone na powierzchni płaszcza chłodzącego głowicy cylindrów są uszczelnione pastą epoksydową. Wstępne pęknięcie rozcina się w taki sam sposób, jak przy spawaniu, odtłuszcza acetonem, nakłada dwie warstwy kompozycji epoksydowej, miesza się z opiłkami aluminiowymi. Następnie głowicę trzyma się przez 48 godzin w 18-20 ° C.
Kruszenie płaszczyzny styku głowicy i bloku cylindra eliminuje się przez szlifowanie lub frezowanie "tak czysto". Po zakończeniu obróbki głowice są sprawdzane na płytce kontrolnej. Sonda o grubości 0,15 mm nie może przechodzić pomiędzy płaszczyzną głowicy a płytką.
Kiedy otwory w tulejach prowadzących zaworu są zużyte, zastępowane są nowymi. Otwory nowych tulejek są rozłożone na wymiary nominalne lub naprawcze. Do wyciskania i naciskania prowadnic używa się trzpienia i prasy hydraulicznej.
Zużycie i powłoki na fasetach gniazd zaworów są usuwane przez szlifowanie lub szlifowanie. Docieranie odbywa się za pomocą wiertarki pneumatycznej, na której wrzecionie znajduje się przyssawka.
Do mielenia zaworów stosuje się pastę docierania (15 g mikrokulek białego elektrokorundu M20 lub M12, 15 g węglika boru M40 i olej silnikowy M10G2 lub M10B2) lub pastę GOI. Zawór denny i gniazdo muszą mieć równomierny, matowy pasek o długości 1,5 mm na całej długości okręgu fazującego.
Jakość docierania jest również sprawdzana przez urządzenie, które wytwarza nadciśnienie nad zaworem. Po osiągnięciu ciśnienia 0,07 MPa nie powinno ono zauważalnie spaść w ciągu 1 minuty.
W przypadku, gdy nie jest możliwe przywrócenie faz ściętych siodeł za pomocą zakładki, siodełka są z łbem stożkowym, a następnie szlifowane i docierane. Po pogłębianiu faz, robocze sfazowania gniazd zaworów są szlifowane za pomocą tarcz ściernych pod odpowiednim kątem, a następnie zawory są wcierane. Jeżeli na skosie znajdują się skorupy, a siedzenie jest rozluźnione w gnieździe głowicy blokującej, jest ono dociskane za pomocą ściągacza, a otwór jest wywiercony na siodło o rozmiarze naprawy. Wykonany z żeliwa o wysokiej wytrzymałości. siodła o rozmiarze naprawy są wciskane za pomocą specjalnego trzpienia do wstępnie ogrzanej głowicy bloku, a następnie ścięty jest ścięty stożek siodła.
Typowe usterki zaworu to zużycie i powłoki na powierzchni zaworu, zużycie i odkształcenie prętów zaworowych, zużycie końca zaworu. Jeśli zawory są uszkodzone, sprawdź prostość pręta i uderzenie fazy roboczej głowicy względem pręta. Jeśli bicie serca jest większe niż dopuszczalna wartość, zawór jest korygowany. Po zużyciu trzpienia zaworu szlifuje się go pod jednym z dwóch określonych wymiarów konserwacyjnych wymiarów naprawy na szlifierce bezcentrowej. Zużyty koniec trzpienia zaworu szlifuje się "tak samo czysto" na szlifierce.
Do szlifowania zużytych faz należy użyć modelu P108. To również szlifuje cylindryczną powierzchnię zużytych popychaczy pod jednym z dwóch określonych wymiarów naprawy, zużyte sferyczne powierzchnie popychaczy i wahaczy.
W dużych ATP i w stowarzyszeniach transportu samochodowego, które mają wyspecjalizowane miejsca do renowacji części, naprawy wałów korbowych i wałków rozrządu. Zużyte wały korbowe wału korbowego i czopy wału korbowego, jak również czopy wałków rozrządu są szlifowane dla wymiarów naprawy na szlifierce tarczowej. Po szlifowaniu szyjki wału korbowego i wałka rozrządu są polerowane za pomocą taśmy ściernej lub pasty GOI. Zużyte krzywki wałka rozrządu są szlifowane na szlifierce kopiującej.
Układ chłodzenia. Zewnętrzne oznaki nieprawidłowego działania układu chłodzenia to przegrzanie lub nadmierne chłodzenie silnika, utrata szczelności. Możliwe jest przegrzanie przy braku chłodzenia