ფიგურაში. 9.1, აჩვენებს ორი ცილინდრული გორგოლაჭს, რომლებიც ერთს გადადიან მეორეზე, ჩრიალის გარეშე. ჩვენ ვუწოდებთ მათ საწყის ცილინდრებს (მათი პროექციის დროს, საწყისი წრეები) და ვცვლით როლიკებს გადაცემათა კოლოფებად, ამ მიზნით მათზე ვჭრით ღრუებს და ვზრდებით პროთეზებს (ნახ. 9.6), რომლებიც ერთად ქმნიან გარკვეული პროფილის კბილებს. ცხადია აუცილებელი პირობა გადაცემის ოპერაციის შესაძლებლობები - საწყისი წრეების რკალების გასწვრივ გაზომილი წრეწირის ნაბიჯების თანასწორობა.
კბილის პროფილის გვერდითი მხარეები (ერთი ან ორივე მხარე მუშაობს) შეიძლება გამოიყოს ჩართვით (რომელიც ყველაზე ხშირად გამოიყენება. სურ. 9.7, ა), ციკლური მრუდით, რომელიც ჩამოყალიბებულია მოძრავი წრეებით O1 და O2 თავდაპირველი წრეების გასწვრივ (ნახ. 9.7.6), წრეების რკალების გასწვრივ (ნოვიკოვის გადაცემაში, ნახ. 9.7, გ).
ჩართულობის პროცესში მოსახვევებში მიზიდული ნორმა მიქსერის წერტილში ყოველთვის გადის ჩართულობის ბოძზე P.
ტანგენციის წერტილების ინექციური ჩამოსხმის გეომეტრიული ადგილი არის სწორი ხაზი, რომელიც ქმნის 20 ° -იანი კუთხეს, რომლის პერპენდიკულური ნაკრებია P – დან O1O2– მდე (ყველა ნორმა ემთხვევა) ამ სწორი ხაზის სეგმენტი l არის ჩართულობის სიგრძე (ნახ. 9.8); ციკლლოიდური გადაადგილებისას, მრუდი AB; წრიულ გადაადგილებაში, ერთი ან ორი სწორი ხაზი AB და CD.
შემდგომში განიხილება ცილინდრული გადაცემები, რომელზეც ჩართულია ჩართვა.
მოდით, z1 და z2 იყოს ბორბლების კბილების რაოდენობა (კონკრეტულ შემთხვევაში z1 \u003d z2). ჩვენ ვქმნით ურთიერთობას წრეწირის მწვერვალს შორის (გავიხსენოთ, რომ ისინი ორივე ბორბლის ტოლფასია (იხ. სურათი 9.6)), კბილების რაოდენობა და საწყისი წრის დიამეტრი.
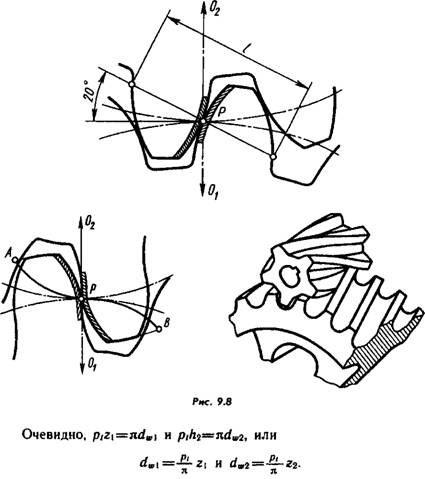
შეუდარებელი რიცხვის pi ფორმულირებების გამორიცხვის მიზნით, pt მნიშვნელობის არჩევა ხდება ისე, რომ იგი წარმოადგენს pi- ის მრავლს, მაგალითად, 0.5pi; პი; 2pi და ა.შ. მრავლობითი (მმ) ეწოდება უბნის მოდულს გადაცემათა კოლოფი და მიანიშნებს Mt. (GOST 16530-83 მიხედვით, მოდული არის წრფივი რაოდენობა pi ნაკლები, ვიდრე წრეწირის საფეხური; mt \u003d pt / pi). ახლა ზემოთ მოყვანილი ფორმულების გადაწერა შესაძლებელია შემდეგნაირად: dw1 \u003d mt * z1 და dw2 \u003d mt * z2.
რადგან შენ სიჩქარის ბორბლებირომლებიც არის meshing, წრეწირის ნაბიჯები ტოლია, შესაბამისად, მათი მოდულები ტოლია.
ფორმულიდან mt \u003d dw / z მოდულის კიდევ ერთი განმარტება შემდეგია - ეს არის საწყისი (გამყოფი) დიამეტრის მილიმეტრის რაოდენობა თითო კბილზე.
მოდული არის გადაცემათა გადაცემის მთავარი დიზაინის პარამეტრი. დიზაინის დროს მისი ღირებულებები (0.05 ... 100 მმ) შერჩეულია GOST 9563-60 * (ST SEV 310-76). აქ მოცემულია ამ სტანდარტის ამონაწერი საგანმანათლებლო პრაქტიკაში ყველაზე გავრცელებული მოდულის მნიშვნელობებისთვის: მოდული 1 - 1 რიგი; 1.25; 2; 2.5; 3; 4; 5; 6; 8; 10; 12; 16; 20; მე -2 რიგი - 1,125; 1,375; 1.75; 2.25; 2.75; 3.5; 4,5; 5.5; 7.0; 11; 14; 18. პირველ რიგის მნიშვნელობებს ანიჭებენ უპირატესობას.
ერთზე ნაკლები მოდულის ბორბლები ეწოდება მცირე მოდულუსს.
თავდაპირველი ცილინდრები (ახლა წარმოსახვითი) თავების კბილებში განცალკევებულია ფეხებიდან (სურ. 9.9). მოდით აღვნიშნოთ კონცენტრული ცილინდრული ზედაპირი ტროტუარების და თავების ძირის გავლით. მათი პროგნოზებია პროთეზირების (და) და დეპრესიების გარშემოწერილობა (დ1). (მომავალში, აბონენტები "1" და "2" აღინიშნება მხოლოდ საჭიროების შემთხვევაში.)
![]()
ხელმძღვანელის სიმაღლე ჩვეულებრივ მიიღება მოდულის ტოლი, ხოლო ფეხები - 1.25 მოდული. ამიტომ
da \u003d dw + 2mt \u003d mt * z + 2mt \u003d mt (z + 2); dt \u003d mt (z-2.5).
სიმტკიცის გასაზრდელად და აცვიათ შესამცირებლად, კბილებს ექვემდებარება შესწორება: ფეხების გამო იზრდება პატარა ბორბლის ხელმძღვანელის სიმაღლე და უფრო დიდი საჭე - შემცირება, და საწყისი წრეები აღარ იქნება გაყოფა, როგორც ნახ. 9.6. თითოეულ ბორბალს ექნება საკუთარი გამყოფი წრე დ, რომელიც არ ემთხვევა საწყისს (ნახ. 9.10).

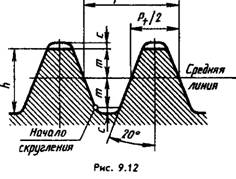
გასწორება ხორციელდება გადაცემათა გადამცემი ხელსაწყოს გადაადგილებით - თაროს (ნახ. 9.11), რომლის კბილებს აქვთ ე.წ. ნორმალური საწყისი კონტური, რომელიც დადგენილია GOST 13755-81 მიერ ინექციისთვის. ცილინდრული გადაცემები (ნახ. 9.12), m * x მნიშვნელობის მნიშვნელობით, სადაც x არის ორიგინალური კონტურის გადაადგილების კოეფიციენტი (კორექტირების კოეფიციენტი). ამრიგად, გამყოფი წრე არის წრე, რომელზეც მოედანი და ჩართულობის კუთხე ტოლია ძირითადი თაროს ჩართულობის მოედანზე და კუთხესთან.
მწვერვალის წრე არის ძირითადი ბაზა კბილის ელემენტების და მათი ზომის განსაზღვრისათვის.
აქ, მოდული m ასევე არის წრეწირის ნაბიჯის თანაფარდობა, რომელიც იზომება მწვერვალის რკალის გასწვრივ, pi- სთან. აქედან გამომდინარე, d \u003d mz არის ძირითადი გაანგარიშების ფორმულა ცილინდრული გადაცემისთვის.
არ გამოსწორებული ბორბლებში, მოედანზე წრე ემთხვევა საწყისს (x \u003d 0), როგორც ნახ. 9.6 და 9.9. ბორბლები, რომლისთვისაც z1 \u003d z2 არ გამოსწორდება.
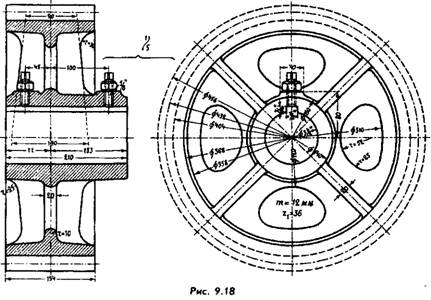
ბორბლის სამუშაო ნახაზზე, GOST 2.403-75 * (ST SEV 859-78) შესაბამისად, ნახაზის ზედა მარჯვენა კუთხეში მოთავსებული პარამეტრი ფირფიტაზე (ნახ. 9.13), მიეთითეთ მოდული, კბილების რაოდენობა, ნორმალური საწყისი კონტურის სტანდარტული ნომერი, გადაადგილების კოეფიციენტი და ა.შ. სიზუსტის ხარისხი GOST 1643-81-ის შესაბამისად, მაგალითად 7-Н GOST 1643-81, სადაც 7 არის სიზუსტის მეშვიდე ხარისხი (სულ დაღმავალი თანმიმდევრობით 1 ... 12), N არის ინტერფეისის ტიპი (ნულოვანი გვერდითი განბაჟებით).
ცხრილის მეორე და მესამე ნაწილებში (ისინი გამოყოფილია ძირითადიდან)
ხაზები) დააყენა მონაცემები კონტროლისთვის (იხ. GOST 2.403-75) და მითითება, შესაბამისად.

ტრენინგის ნახაზებზე, როგორც წესი, ათავსებენ ფიგურაში მითითებულ მონაცემებს. 9.13 პირობითად ორმაგი ჩარჩოთი, ბორბალთან არაკონტაქტირებული (x \u003d 0) აღებით, ან მიუთითეთ მხოლოდ m, z, d– ის მნიშვნელობები.
წინა ნაწილზე მიუთითეთ მხოლოდ გარე დიამეტრი ბორბლები. კბილების გვერდითი ზედაპირების უხეშობა ვრცელდება გამყოფი ზედაპირის ხაზზე. კბილები ღერძულ მონაკვეთებში ყველა შემთხვევაში უშეცდომოდ ტოვებენ.
წვერის ნახაზის დახატვისას, სვეტის "კბილების რაოდენობა" შემდეგ დაემატება ორი სვეტი, რომელიც მიუთითებს კბილების დახრილობის კუთხეს და მათი მიმართულება სწორია (სურათი 9.14) ან მარცხენა; შევრონის ბორბლებისთვის, მათ დაამატეთ კიდევ ერთი სვეტი წარწერით "შევრონი".

როგორც ჩანს ლეღვიდან. 9.14, წვერის საყრდენის დროს, ბოლო ნაბიჯი გამოირჩევა ჩვეულებრივი სიბრტყისგან თვითმფრინავის პერპენდიკულურად, კბილების მიმართულების მიმართ. შესაბამისად, გამოირჩევა დასასრული და ნორმალური მოდულები.

მას შემდეგ, რაც spirical გადაცემები მზადდება იგივე მოდულური ხელსაწყოთი, როგორც spur Gears (იხ. სურათი 9.17), მოდული m მითითებულია პარამეტრების ცხრილში მის სამუშაო ნახაზზე (mn ყოველთვის უდრის m- ს).
სექტორის ნახაზზე (ნახ. 9.15) სვეტში „კბილების რაოდენობა“ მიუთითეთ მათი რიცხვი მთელ წრეზე (ამ მაგალითში 120), ხოლო სვეტის „გამყოფი დიამეტრი“ შემდეგ დაამატეთ სვეტი „სექტორის კბილების რაოდენობა“ (ამ მაგალითში 17).
შეკრების ნახაზებზე (ნახ. 9.16, ა-დ) სიჩქარის ღერძიების პერპენდიკულარულ თვითმფრინავებზე, პროტრაჟების გარშემოწერილობა ნაჩვენებია ძირითადი ხაზებით (ჩართულობის ზონაში ხარვეზების გარეშე): თავდაპირველები არიან თხელი გამობმული ხაზები (ისინი უნდა შეეხონ ერთმანეთს), ხვრელები თხელი მყარია ( თქვენ ვერ აჩვენებთ მათ). ბორბლების მწვერვალის წრეები არ გამოიყენება.
ნაჭრებად, ერთი ბორბლის კბილი (სასურველია წამყვანი) ნაჩვენებია მიმდევრული კბილის წინ (იხ. ისარი ნახ. 9.16, ა). თუ ბორბლები მცირე მოდულიანია (ან მცირე მასშტაბით), მაშინ ხარვეზები არ ასახავს. საჭიროების შემთხვევაში, კბილების ჩართულობის ტიპი და მიმართულება ნაჩვენებია, როგორც ნახ. 9.16.6, გ, გ
გადაცემათა ესკიზის გაკეთებისას (გადაცემათა დასაშვები საერთო სახელი), აუცილებელია გავზომოთ წვეტიანი წრეწირის წინწკლები, დაითვალოთ კბილების რაოდენობა და განვსაზღვროთ მოდული ფორმულიდან da \u003d m (z + 2). ამავდროულად, შესაძლებელია, რომ მოდულის მიღებული ღირებულება განსხვავდებოდეს სტანდარტისგან (მაგალითად, ზემოთ ჩამოთვლილი მნიშვნელობებით 1 ... 20 მმ დიაპაზონისთვის). შემდეგ უნდა აიღოთ სტანდარტული მოდულის უახლოესი მნიშვნელობა და დაზუსტდეს da- ის გაზომილი მნიშვნელობა.
გადაცემები მზადდება თუჯის (მაგალითად, კლასის СЧ-40), ფოლადის (მაგალითად, კლასის 45, 12ХНЗА), ფერადი შენადნობებისა და სხვა მასალების გადასაადგილებელ მანქანებზე - გადაცემათა წისქვილზე, გასწორების მექანიზმზე და სხვ., კბილებს აძლევს საჭირო ფორმას. მაღალი ხარისხის სიზუსტე.
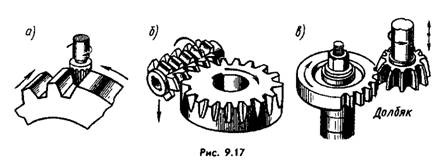
ფიგურაში. 9.17, a, b, c მაგალითები წარმოების მეთოდების მაგალითებია:
ა - თითის წისქვილი, რომლის პროფილის წარმოადგენს კბილის ღრუს პროფილის ასლს (ასლის მეთოდი); ბ - ჭიის საჭრელი; in - dolbyakom; სარკინიგზო (იხ. სურათი 9.11). ბოლო სამი ეხება შესვენების უფრო ეფექტურ მეთოდებს.
Gears ასევე მზადდება ცხელი მოძრავი საშუალებით, რაც ზოგიერთ შემთხვევაში არ საჭიროებს შემდგომ დამუშავებას.
მათი დამზადების დროს გადაცემათა კოლოფში საჭირო შესრულების მისაღწევად უნდა იყოს გათვალისწინებული შემდეგი: შესაბამისი კინეტიკური სიზუსტე, ჩართულობის სიგლუვა, გვერდითი ზედაპირების საკონტაქტო ფართობის საჭირო ზომა და პოზიცია, გვერდითი ზედაპირების კონტაქტის არეალის საჭირო ზომა და პოზიცია, გვერდითი ზედაპირების ზომა და მუდმივი და რადიალური კლირენსი, და გვერდითი ზედაპირების შესაბამისი ხარისხი კბილები. გადაცემათა კინეტიკური სიზუსტე დამოკიდებულია აპარატისა და ხელსაწყოს სიზუსტეზე, რომელიც ჩართულია სიჩქარის ჭრაში, და გადაადგილების ჭრის პროცესში სამუშაო ნაწილის დამონტაჟების სიზუსტეზე. ინსტალაციის სისწორე, ან, როგორც ამას ზოგჯერ უწოდებენ, დაარსების სისწორე, თავის მხრივ, დამოკიდებულია ბორბლის ბილიკის სიზუსტეზე სიჩქარის ჭრისთვის.
Gears- ის წარმოების ეტაპზე, პირველ ეტაპზე, გარკვეულ მოთხოვნებს უყენებენ ტექნოლოგიურ პროცესს, რომელზედაც დამოკიდებულია მზა სიჩქარის ხარისხი. ძირითადი მოთხოვნები მოიცავს:
- ცილინდრული სადესანტო და გარე ზედაპირების კონცენტრირების უზრუნველყოფა;
- სადესანტო ზედაპირის პერპენდიკულურობის უზრუნველსაყოფად და მინიმუმ ერთი საბაზო დასასრული, ხოლო პაკეტის მიერ მოჭრილი გადაცემათა ბორბლებში, ორი ბაზა მთავრდება.
ამავდროულად, უზრუნველყოფილი უნდა იყოს სადესანტო ზედაპირისა და სტრუქტურული დამხმარე დასასრულიც.
ბაზის და კონსტრუქციული ჯდომის ზედაპირების არა კონცენტრაცია და პროტრაჟირების ზედაპირი იწვევს არეში არათანაბარ რადიალურ განლაგებას და გზავნილებისათვის, რომლებშიც გათვალისწინებულია კბილის სისქის გაზომვა პედომეტრით, - კბილების სისქის ზუსტად გაზომვის შეუძლებლობა. სადესანტო ზედაპირის არაპეციფიკურობა და ფუძის დასასრული, ისევე როგორც ბოლოების არა პარალელიზმი, გამოიწვევს მანდურის გადახრაზე, რომელზედაც დამონტაჟებულია სამუშაო ნაწილის დამონტაჟება ჭრისთვის, ხოლო თვითონ გადაცემათა კოლოფს აქვს შეცდომები, რაც გამოიხატება სიჩქარის რგოლების რადიალურ გადინებაში და საკონტაქტო ადგილის ფორმისა და პოზიციის დამახინჯებაში. ამრიგად, სიჩქარის სიზუსტე დამოკიდებულია არა მხოლოდ გადაცემის ჭრის პროცესზე, რომელიც შესრულებულია წარმოების მეორე ეტაპზე, არამედ დიდწილად ასევე დამოკიდებულია სამუშაო ნაწილის სიზუსტეზე.
Gears– ის მიმდინარე GOST– ები ტოლერანტობას განსაზღვრავენ მხოლოდ მზა გადაცემებისთვის, შესაბამისად, სამუშაო ნაწილის წარმოების სიზუსტე შეიძლება დადგინდეს მიღებულზე ტექნოლოგიური პროცესი დამუშავებისა და კონტროლის მეთოდები. მოთხოვნები სამუშაო ნაწილის საბაზო ზედაპირებზე უნდა დადგინდეს ინდუსტრიის ან ქარხნის სტანდარტებით.
სამუშაო ნაწილებში მზა გადაცემების ზუსტი დაზუსტების უზრუნველსაყოფად, სტანდარტიზებულია შემდეგი პარამეტრები:
- სამონტაჟო ხვრელის ზომები და ფორმა (დამონტაჟებული გადაცემებისთვის);
- ლილვის დამხმარე ჟურნალის ზომები (რულონის გადაცემებისთვის);
- სამუშაო ნაწილის გარე დიამეტრი;
- სამუშაო ნაწილების გარე ზედაპირის რადიალური გადინება;
- სამუშაო ნაწილის ბაზის ბოლო სახეს (ბოლო სახეს, რომლის გასწვრივ სამუშაო რგოლი დაფუძნებულია აპარატზე დამონტაჟების დროს).
სამუშაო ნაწილის ხვრელები არის მექანიკური ძრავის მოჭრის ტექნოლოგიური ბაზა, ხოლო მზა გადაცემათა კოლოფში - მთავარი, საზომი და აწყობის ბაზები, ე.ი., ხვრელი განსაზღვრავს დამუშავების სიზუსტს, როდესაც გადაცემათა კოლოფს ჭრის და გაზომვის სიზუსტე, მზა გადაცემათა ბორბლის მონიტორინგის დროს. ამრიგად, 3-ე ... მე -5 ხარისხის სიზუსტის სამუშაოზე, საბაზო ხვრელების დიამეტრი უნდა გაკეთდეს არა უარესზე, ვიდრე მე –5 კლასში, სიზუსტის მე –6 და მე –7 ხარისხის ბორბლებისთვის - არა უარესად ვიდრე მე –7 კლასის, ქვემო ბორბლებისთვის სიზუსტის ხარისხი - არა უარესი, ვიდრე მე -8 კვალიფიკაცია . ხვრელის ზედაპირული უხეში უნდა იყოს შესაბამისადR α \u003d 0.4 μm;R α \u003d 0.8 μm დაR α \u003d 1.6 μm.
გადაცემათა ცვლის გარე დიამეტრის გადახრა თავისთავად არ მოქმედებს სიჩქარის სიზუსტეზე. კო მას შემდეგ გარე ზედაპირი ხშირად გამოიყენება, როგორც საზომი ბაზა, მზა აპარატზე რიგი პარამეტრების გაზომვისას, აგრეთვე, როგორც საზომი საყრდენი სიჩქარის საჭრელ აპარატზე გაზომვისას, გარე დიამეტრის გადახრა შეზღუდული უნდა იყოს გარე ზედაპირის გამოყენების პირობების მიხედვით. ამრიგად, სამუშაო ნაწილის გარე დიამეტრზე გადახრა და ტოლერანტობა შეიძლება დაინიშნოს მე -14 კვალიფიკაციის შესაბამისად, იმ პირობით, რომ რომ გარე დიამეტრის გადახრა გადაცემათა სიჩქარით 3 ... მე -7 გრადუსიანი სიზუსტით არ აღემატება 0,1 მ; სიზუსტის უხეში ხარისხის ბორბლებისთვის, გადახრა არ უნდა აღემატებოდეს 0.2 მ, სადაც m არის გადაცემათა მოდული. ტოლერანტობა მითითებულია სამუშაო ნაწილის სხეულში. 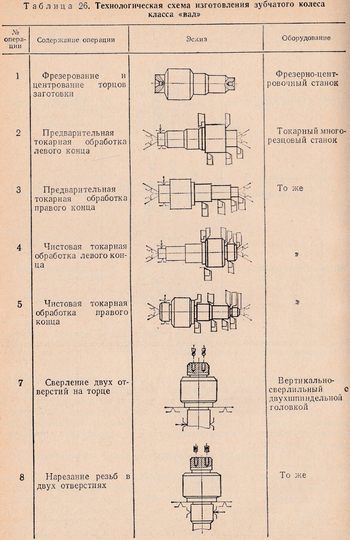
სამუშაო ნაწილის გარე ზედაპირის გამოყენებისას, როგორც საზომი ბაზა, აპარატის ჭრილობის დროს სამუშაო ნაწილის პოზიციის გასათანაბრებლად, რეკომენდებულია მისი რადიალური გადის შეზღუდვა ბორბლის ღერძთან შედარებით; ხოლო დასაშვები რადიალური გადის ფეხი სამუშაო ნაწილის F rrd უნდა იყოს ტოლერანტობის ნაწილი მზა ბორბლის რგოლების რენტგენული ასაფრენად F rr to, მაგ. F rrd \u003d (0.5 ... 0.7)Fr rr.
თუ გარე ზედაპირი არ გამოიყენება როგორც საყრდენი, მაშინ სამუშაო ნაწილის დასაშვები რადიალური გაშვება F rd შეიძლება გაორმაგდეს, მაგრამ არ უნდა აღემატებოდეს ტოლერანტობას სამუშაო ნაწილის დიამეტრზე.
სამუშაო ნაწილის საბაზისო ფენის ბოლოს ამოღება გავლენას ახდენს კბილის კონტაქტის მუშაობაზე, ამასთან დაკავშირებით, დაშვების დასაშვები ფუნტი F t და spur Gear ცარიელი უნდა იყოს მხოლოდ ტოლერანტობის F β მიმართულებით კბილის მიმართულებით, ხოლო სპირალის სიჩქარისთვის საშუალო და დიდი მოდულები, ღერძული მწვერვალის გადახრის ნაწილი. .
სიჩქარის დიზაინი გავლენას ახდენს გადაცემათა ბორბლის დამზადების ტექნოლოგიური პროცესის პირველი ეტაპის სქემის არჩევანზე. ამრიგად, კლასების "კერას" და "ლილვზე" მიცემული გადაცემათა დამზადების ტექნოლოგიური პროცესები მნიშვნელოვნად განსხვავდება.. ეს განსხვავება სხვებისგან დამოუკიდებლად არსებობს. დიზაინის მახასიათებლები გადაცემათა კოლოფი, აგრეთვე წარმოების ტიპები და სახეობები.
"გადაცემის" კლასის სიჩქარის დამუშავების სქემის არჩევისას, შემდეგი მოსაზრებები მოჰყვა: საწყისი ბორბლის ბაზისთვის შეირჩევა ნედლეული ზედაპირი, რომელიც უნდა იყოს კონცენტრირებული დამუშავებული ზედაპირებით, ხოლო შტამპის დამუშავების არასამთავრობო machined ბოლოები უნდა იყოს პარალელურად Machined ბოლო თვითმფრინავებთან.
ცხრილში. 25 მოცემულია, როგორც მაგალითი, გადაცემათა ბორბლის დამზადების ტექნოლოგიური სქემა (კლასის "ყდის").
საწყისი სამონტაჟო ბაზებიდან ხორციელდება პირველი ოპერაცია, რომელიც შედგება ცენტრალური ხვრელის გაბურღვასა და განლაგებაში და იმავე ინსტალაციიდან კერის ერთ-ერთ ბოლოზე გაჭრა. ამ ოპერაციის მიზანია ცენტრალური ხვრელის მოსაყვანად გაყვანა და შემუშავებული დამუშავებული დასასრულის ბაზის შექმნა შემდგომი ოპერაციისთვის. მეორე ოპერაცია - გაყვანა - ხორციელდება შექმნილ ბოლოკიდან და მცირდება ხვრელის პროფილის ფორმირებაზე, მაგალითად, დახრილზე. შემდგომი დამუშავების საფუძველი უკვე იქნება ხვრელის (სათამაშოების) სადესანტო ზედაპირი და ბოლოს სახე.
მესამე და მეოთხე ოპერაციები დასრულებულია პირველი ეტაპისთვის და მცირდება გადაცემათა კოლოფის დასრულება კბილების ჭრისთვის; ისინი შესრულებულია spline კავშირის ან სხვა ხვრელის პროფილის ელემენტებზე დაყრდნობით. ამ ოპერაციების განხორციელებისას განსაკუთრებული დაცვით უნდა იქნას დაცული ზემოთ ჩამოთვლილი ბლანკების მოთხოვნები და შემცირება გარეთა გარეთა ზედაპირისა და ხვრელის დასაყრდენი ზედაპირის კონცენტრაციის უზრუნველსაყოფად, აგრეთვე ხვრელის ღერძის დამუშავებული ბოლო თვითმფრინავების პერპენდიკულურობა.
მეხუთე ოპერაცია - კბილების წინასწარი და საბოლოო გაჭრა - ხორციელდება გადაცემათა ჰობის მანქანაში. ამ ოპერაციის საფუძველია სადესანტო დიამეტრი ხვრელები და ბეჭდის გადაცემათა ერთი ბოლო. მეექვსე, მეშვიდე და მეთორმეტე ოპერაციები ეხება მკურნალობის დასრულებას. აქ ბაზა არის იგივე ზედაპირი.
"ლილვის" კლასის გადაცემათა დამუშავება, როგორც წესი, ხორციელდება ცენტრებში და მხოლოდ გარკვეულ ოპერაციებში, ნაწილის დამაგრების საიმედოობისა და სიმტკიცეზე, იგი ფიქსირდება სხვა ზედაპირების გამოყენებით.
ცხრილში. 26 არის გადაცემათა კოლოფის წარმოების დინების გრაფიკი (კლასი "ლილვი").
პირველი ოპერაცია, როდესაც "shaft" კლასის გადაცემის ღერძი დამუშავებაა, ბოლოების გასწორება და სამუშაო ნაწილის ცენტრალიზაციაა. ეს ოპერაცია სასურველია ხორციელდება აპარატებზე, რომელთა საშუალებითაც შესაძლებელია მისი ბოლოების დალაგება და ნაწილის ცენტრალიზაცია მისი ერთ – ერთი დანადგარისგან. ოპერაციები მეორედან მეხუთემდე მცირდება წინასწარი და ნახევრად დასრულების შემობრუნებით მანქანების ცენტრებზე სამუშაო ნაწილის დამონტაჟებით. მეშვიდე და მერვე ოპერაცია - დასასრულს ორ ხვრელში ბურღვა და ძაფება - დაასრულეთ საწარმოო ნაწილების პირველი ეტაპი. მეცხრე ოპერაცია - კბილების წინასწარი გაჭრა - ხორციელდება ჰობიებით, ცენტრის ნაწილის დამონტაჟებით. მეათე ოპერაცია - ნაგავი - ასევე ემყარება ცენტრებს. მეთხუთმეტე ოპერაცია არის სიჩქარის ცემენტაცია და გამკვრივება. სითბოს დამუშავების შემდეგ, ცენტრები გაწმენდილია ან ადგილზეა. ეს ოპერაციაა საჭირო. მეთვრამეტე და მეცხრამეტე ოპერაცია - სახეხიანი ცილინდრული კისრისა და დუნდულის დასრულებით - დასრულების პროცესი დასრულებულია, რის შემდეგაც დამონტაჟებულია სათამაშოები და ძაფი მოჭრილია საყრდენზე.
ტექნოლოგიური პროცესები მოიცავს ნაწილის დამუშავების გარკვეულ ეტაპზე შესრულებული ლითონებისა და საკონტროლო ოპერაციებს.
აღწერილი ნიმუშის სქემები ტექნოლოგიური პროცესები ტიპიურია სხვადასხვა სახის და წარმოების ტიპები.
კბილების ზედაპირის ხარისხთან მიმართებაში მოთხოვნების გაზრდა და სიჩქარის გადაადგილების ელემენტების სიზუსტე შეიძლება გამოიწვიოს ტექნოლოგიურ პროცესში დამატებითი დასრულების, თერმული და საკონტროლო ოპერაციების ჩათვლით; შესაძლებელია სხვადასხვა ოპერაციების გადიდება ან გაყოფა, დამოკიდებულია პროდუქციის ტიპზე, მაგრამ მიკროსქემის დიაგრამა, ნაბიჯების თანმიმდევრობა და ოპერაციების წესი დარჩება უცვლელი.
Spur Gears- ს აქვს საკმაოდ რთული სტრუქტურა (დამატებითი კისრის, ხვრელების არსებობა და ა.შ.), ხოლო სრული პროცესის დიზაინის არჩევანი უნდა ემყარებოდეს ნახაზისა და წარმოების შესაძლებლობების ტექნიკური მოთხოვნების საფუძვლიან ანალიზს.
სპეციალურ ადგილას კლასში "ყდის" გადაცემათა კოლოფი შიდა გადანაწილება დიდი ზომის, ნაწილის გარე დიამეტრზე მუშაობის საფუძველზე. ამ ტიპის ნაწილებს აქვთ განსხვავებული პროცესის ნაკადის დიაგრამა. განსხვავება მდგომარეობს იმაში, რომ ბაზის ცილინდრული ზედაპირი, კბილის პროთეზირების ზედაპირი და ბოლოს სახე, როგორც წესი, დამუშავებულია ნაწილის ერთ მონტაჟში, ხოლო ფუძე, კბილების მოჭრისას, არის გარეგანი ზედაპირი, რომლის ნაწილიც დამონტაჟებულია ფიქსატში, ან რომლითაც ხდება ნაწილის დამონტაჟება სიჩქარის საჭრელი აპარატის ფიტინგზე.
პირველი ეტაპის ოპერაციებში გამოყენებული მოწყობილობების ძირითადი ტიპები არის ცილინდრული გადაცემის კლასის გადაკეთების მანტრები "ყდის" გარსის სახსრის გარე და შიდა ცილინდრული ზედაპირების კონცენტრირების უზრუნველსაყოფად, სახსრების დამონტაჟების მოწყობილობებს შიდა სახეხი მანქანაზე, როდესაც ხვრელები და სახსრების ბოლოები ხდება.
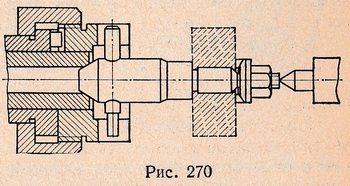
ფიგურაში. 270 გვიჩვენებს ცენტრის მანდრის ყველაზე გავრცელებულ დიზაინს. მანდლი ერთი ბოლოით არის დამონტაჟებული აპარატის კონუსურ სარტყელში, ხოლო მეორე ბოლოში კუდის ცენტრში. მანდრის როტაცია ხორციელდება საყრდენის ფლაკონზე დამაგრებული ორი ბოლორიანი ღილის შეერთებით, თითის საშუალებით დაჭერით, მანდარში დაჭერით და შედის შესასვლელი ღარები.სამუშაო ნაწილის დაფიქსირებისას, დამხმარე დასასრული მარცხენა ფენის მარცხენა ფენის შესაძლო არა პარალელიზმის გავლენის გამორიცხვის მიზნით, სფერული გამრეცხი მოთავსებულია თხილის ქვეშ.
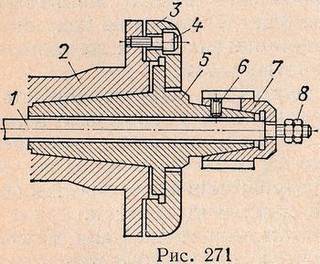 მასობრივ და დიდ ზომებში მასობრივი წარმოება ასევე გამოიყენება spindle mandrels ერთად ხრახნიანი და პნევმატური დამჭერები. ფიგურაში. 271 გვიჩვენებს spindle colet spline mandrel ერთად პნევმატური სამაგალით. მანდარინის სხეული 5 შეყვანილია spindle 2- ის კონუსში და უზრუნველყოფილია გამრეცხი 3-ით, წნეხის ფარნის გასწვრივ დაჭერით სამი ხრახნით 4. გაშლილი კოლოფი 7, რომელიც იწევს მანდლის კონუსზე, აქვს ოთხი ჭრილი და ერთი დახურული ღარი, რომლის მეშვეობითაც ხრახნიანი 6, რომელიც იტევს კოლეტს სახლიდან ჩამოვარდნისგან, გადის. . ღვედი 1, რომელიც დაკავშირებულია პნევმატულ ცილინდრთან, გადის მანდელთან და კოლოფში, ხოლო თხილი 8 ხრახნიან მის ძაფზე კუდისკენ, რომლის დახმარებითაც რეგულირდება კოტეტის დაჭრა. როდესაც წევა მარცხნივ მოძრაობს, ის აიღებს კოლტს კონუსზე და აყალიბებს ნაწილს;როდესაც ღვედი მარჯვნივ მოძრაობს, იგი მხრის სხეულიდან იჭერს თავის კოლას, რის შედეგადაც კოტეტი მიიღებს ნაწილს შეკუმშვისა და განთავისუფლების შესაძლებლობას.
მასობრივ და დიდ ზომებში მასობრივი წარმოება ასევე გამოიყენება spindle mandrels ერთად ხრახნიანი და პნევმატური დამჭერები. ფიგურაში. 271 გვიჩვენებს spindle colet spline mandrel ერთად პნევმატური სამაგალით. მანდარინის სხეული 5 შეყვანილია spindle 2- ის კონუსში და უზრუნველყოფილია გამრეცხი 3-ით, წნეხის ფარნის გასწვრივ დაჭერით სამი ხრახნით 4. გაშლილი კოლოფი 7, რომელიც იწევს მანდლის კონუსზე, აქვს ოთხი ჭრილი და ერთი დახურული ღარი, რომლის მეშვეობითაც ხრახნიანი 6, რომელიც იტევს კოლეტს სახლიდან ჩამოვარდნისგან, გადის. . ღვედი 1, რომელიც დაკავშირებულია პნევმატულ ცილინდრთან, გადის მანდელთან და კოლოფში, ხოლო თხილი 8 ხრახნიან მის ძაფზე კუდისკენ, რომლის დახმარებითაც რეგულირდება კოტეტის დაჭრა. როდესაც წევა მარცხნივ მოძრაობს, ის აიღებს კოლტს კონუსზე და აყალიბებს ნაწილს;როდესაც ღვედი მარჯვნივ მოძრაობს, იგი მხრის სხეულიდან იჭერს თავის კოლას, რის შედეგადაც კოტეტი მიიღებს ნაწილს შეკუმშვისა და განთავისუფლების შესაძლებლობას.
ასეთი მანდარულების უპირატესობა ისაა, რომ მასობრივი წარმოების დროს სხვადასხვა დიამეტრის კოლოფები ერთ ტანზე შეიძლება ნახმარი, ხოლო დამუშავება შეიძლება გადაკეთდეს ერთი ნაწილიდან მეორეზე, მხოლოდ კოტეტის შეცვლით.
ჩვეულებრივ, ჩხირის შემდეგ "ბუჩქის" კლასის სიჩქარე უნდა იყოს შიდა დიამეტრი და ბოლოს სახე და სიჩქარის 6 ... მე -7 გრადუსიანი სიზუსტე ასევე არის კბილების ზედაპირზე.
ხვრელები და ბოლოები შიდა სახეხი მანქანებით არის დამონტაჟებული მოწყობილობისთვის, ბოლოების გასათეთრებლად. ხვრელის დაფქვა შეიძლება წინ უძღოდეს კბილების გახეხვას ან, თუ კბილები არ არის მიწაზე, ეს შეიძლება იყოს საბოლოო ოპერაცია.
ამ შემთხვევაში ან სხვა შემთხვევაში, გაპრიალებული ხვრელი უნდა იყოს კონცენტრირებული ბორბლის თავდაპირველი (გამყოფი) გარშემოწერილით და საწყისი (გამყოფი) დიამეტრი უნდა იქნას მიღებული, როგორც სახეხი. დანადგარის სათანადო დამონტაჟება სახეხი ხორციელდება სპეციალური ხელსაწყოების გამოყენებით. როგორც წესი, ასეთი მოწყობილობები არის ზუსტი სამი ყბის ჩაკრა და გამყოფი სამი გორგოლაჭით, რომლის დახმარებით დაფქული ღვედი ფიქსირდება ჩაკის კამერებში. მოწყობილობების სხვა დიზაინში, ნაწილი იკეტება კამერებით დამაგრებული ექვსი გორგლით, ცენტრში დაქვეითებულია კონუსის შიდა ზედაპირის გადაადგილებით. კარტრიჯის ზოგიერთი დიზაინით გათვალისწინებულია კბილების პროფილების გასწვრივ და ამავე დროს სამაგრის ბოლომდე მიმაგრება.
რომ კატეგორია:
ასამბლეის და მექანიკური შეკრების სამუშაოები
გადაცემები
Gears ხელმისაწვდომია თითქმის ყველა შეკრების ერთეულში. სამრეწველო მოწყობილობა. მათი დახმარებით იცვლება მანქანების მოძრავი ნაწილების სიჩქარის სიდიდე და მიმართულება, ძალები და ბრუნვები გადადის ერთი ლილვიდან მეორეზე.
გადაცემათა კოლოფში მოძრაობა გადადის წყვილი გადაცემის გამოყენებით. პრაქტიკაში, უფრო მცირე ზომის სიჩქარეს ჩვეულებრივ ეწოდება სიჩქარე, ხოლო უფრო დიდს ეწოდება ბორბალი. ტერმინი "გადაცემათა კოლოფი" ეხება როგორც გადაცემათა კოლოფს, ასევე ბორბალს.
სიჩქარის საჭეს, რომელიც იჯდა ძრავის ლილვზე, ეწოდება მოძრავი სიჩქარე, და მართულ ლილვზე ჯდომას ეწოდება ძრავის ლილვი. გადაცემათა კბილების რაოდენობა მითითებულია ასო z.
ლილვაკების გეომეტრიული ღერძების ფარდობითი მდგომარეობიდან გამომდინარე, გადაცემათა კოლოფია: ცილინდრული, ჭრელი და ხვეული. სამრეწველო აღჭურვილობის გადაცემები მზადდება სწორი, oblique და angular (chevron) კბილებით.
კბილის პროფილის მიხედვით, გამოირჩევა გადაცემები: ინდუქციური და ციკლლოიდი. ინდუქციური გადაადგილების გარდა, ამწეები იყენებენ ნოვიკოვის გადაცემებს წრიული კბილის პროფილის საშუალებით. ნოვიკოვის გადაცემა საშუალებას აძლევს ბორბლების გამოყენებას მცირე რაოდენობის კბილებით, რაც იმას ნიშნავს, რომ მას აქვს დიდი გადაცემათა კოეფიციენტი და შეუძლია მნიშვნელოვანი ძალა გადასცეს. ციკლლოიდური სიჩქარე გამოიყენება ტექნიკასა და საათებში.
სწორი კბილის ჯოხებით ემსახურება სიჩქარის პარალელური ღერძიანი ღვეზელებით და დამონტაჟებულია ამ უკანასკნელზე მოძრავი ან მოძრავი.
სავალდებულო კბილთან ერთად გადაადგილებული ბორბლები გამოიყენება გადაადგილების გადასატან შახტებს შორის, რომელთა ღერძი კვეთს სივრცეში, და ზოგიერთ შემთხვევაში პარალელურ შახტებს შორის, მაგალითად, როდესაც სიჩქარის უნდა გაერთიანდეს ბორბლების პერიფერიული სიჩქარის გაზრდა და მშვიდი ოპერაცია. გადაცემათა კოეფიციენტები 15: 1-მდე.
ვერტიკალური ბორბლები დამონტაჟებულია ლილვებზე მხოლოდ უმოძრაოდ.
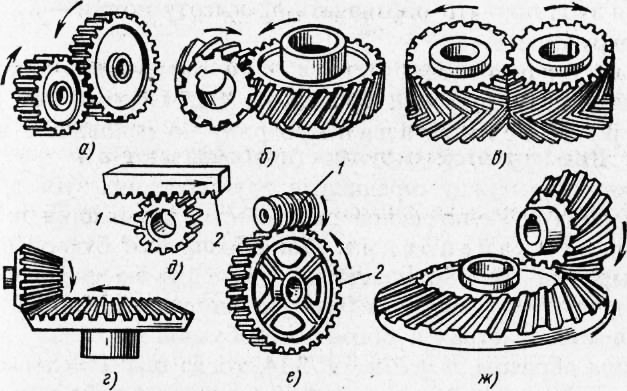
სურ. 1. კბილის ჯოხებით: ა - ცილინდრული სწორი კბილებით, ბ - იგივე კბილებით მოჭრილი კბილებით, c - chevron კბილით, d - bevel, e - wheel - სარკინიგზო, e - ჭია, w - s წრიული კბილი
ხვეული ძრავების მუშაობას თან ახლავს ღერძული წნევა. ღერძული წნევა შეიძლება აღმოიფხვრას ორი helical ბორბლის აკავშირებით იდენტური, მაგრამ მიმართული სხვადასხვა მხარეები კბილები. ასე რომ, მიიღეთ შევრონის ბორბალი (ნახ. 1, გ), რომელიც დამონტაჟებულია კბილების კუთხის ზედა ნაწილში გადაადგილებით ბორბლის ბრუნვის მიმართულებით. სპეციალურ აპარატებზე, შევრონის ბორბლები ერთი სამუშაო ნაწილისგან მზადდება.
კისრის გადაცემები გამოირჩევა კბილების ფორმის მიხედვით: სპურული, ხვეული და წრიული.
ფიგურაში. 1, d გვიჩვენებს კონუსური სპურის კბილებს, და ფიგურაში. 1, ზ - წრიული გადაცემათა კოლოფი. მათი დანიშნულებაა ბრუნვის გადაცემა შახტებს შორის, რომელთა ღერძი კვეთს. კვეთაზე გადაკვეთაზე ასევე გამოიყენება ჭიის გადაცემები (ნახ. 1, ვ). წვერიანი კბილებით მოჭრილი წვერები გამოიყენება გადაცემებში, სადაც საჭიროა სპეციალური სიგლუვე და მშვიდი ოპერაცია.
ფიგურაში. 1, e გვიჩვენებს გადაცემათა კოლოფი და თაროს. ამ გადაცემაში ბორბლის ბრუნვის მოძრაობა გარდაიქმნება მართკუთხა მოძრაობა რეკი.
გადაცემის ელემენტები. თითოეულ გადაცემათა ბორბალში (ნახ. 2), სამი წრე გამოირჩევა (გაყოფა, პროტრაჟების გარშემოწერილობა, დეპრესიების გარშემოწერილობა) და, შესაბამისად, მათ შესაბამისი სამი დიამეტრი.
გამყოფი ან საწყისი წრე 3 Ub სიმაღლეს ყოფს ორ არათანაბარ ნაწილად: ზედა, რომელსაც კბილის თავი ეწოდება და ქვედა, რომელსაც კბილის ფეხი ეწოდება. კბილის ხელმძღვანელის სიმაღლე ჩვეულებრივ აღინიშნება ჰა, ფეხების სიმაღლე hf, ხოლო წრის დიამეტრი დ.
პროტრაჟების გარშემოწერილობა არის ბორბლის კბილების პროფილების ზედა ნაწილზე. დანიშნეთ მისი და.
დეპრესიების გარშემოწერილობა კბილების დეპრესიის ფუძის გასწვრივ გადის. ამ წრის დიამეტრი აღინიშნება df.
ორ მიმდებარე კბილს შორის მანძილს, რომელიც იზომება მოედანზე რკალის გასწვრივ, ეწოდება სიჩქარის მწვერვალს. ნაბიჯი აღინიშნება წერილით P. თუ ნაბიჯი, რომელიც გამოხატულია მილიმეტრით, იყოფა რიცხვით l \u003d 3.14, შემდეგ მივიღებთ მნიშვნელობას, რომელსაც ეწოდება მოდული. მოდული გამოხატულია მილიმეტრებში და ასახულია ასო T- ით.
კბილში შიგნითა მწვერვალის რკალს ეწოდება კბილის სისქე, რკალი S1 - ღრუს სიგანე. როგორც წესი, S \u003d Sx. კბილის ზომას ბორბლის ღერძის პარალელურად ხაზში უწოდებენ კბილის სიგრძეს.
რადიალური კლირენსი - უმოკლეს მანძილი კბილის ზედა ნაწილსა და საყრდენის ბორბალს შორის.
გვერდითი კლირენსი - უახლოესი კბილების არასამუშაო პროფილის ზედაპირებს შორის ყველაზე მოკლე მანძილია, როდესაც მათი სამუშაო ზედაპირები კონტაქტშია.
გადაცემათა ბორბლის ყველა ელემენტს უკავშირდება მოდული: კბილის ხელმძღვანელის სიმაღლე ha \u003d t, კბილის ფეხი სიმაღლე hf \u003d 1.2 ტ, სიგრძე მთლიანი კბილის h \u003d 2.2 ტ.
იცის თუ არა კბილების z რიცხვი, მოდულის გამოყენებით შეგიძლიათ განსაზღვროთ გადაცემათა მწვერვალის წრის დიამეტრი d \u003d zm.

სურ. 2. გადაცემის სქემა სიჩქარის გადაცემასთან
ფორმულები, რომლითაც შეგიძლიათ განსაზღვროთ ცილინდრული გადაადგილების პარამეტრები, მოდულის მიხედვით და კბილების რაოდენობა მოცემულია ცხრილში. 5.
ნელი სიჩქარის გადაცემათა კოლოფები დამზადებულია თუჯის ან ნახშირბადის ფოლადისაგან, მაღალსიჩქარიანი გადაცემათა კოლოფი დამზადებულია შენადნობის ფოლადისაგან. კბილების საჭრელ აპარატებზე კბილების მოჭრის შემდეგ სიჩქარის დამუშავება ხდება, რათა გაზარდოს მათი სიმტკიცე და გაზარდოს მათი წინააღმდეგობა აცვიათ. ნახშირბადის ბორბლები
cTa.‘irf დიეტა აუმჯობესებს კბილების ზედაპირს ქიმიური-თერმული მეთოდით - ცემენტაცია და შემდეგ გამკვრივება. სითბოს დამუშავების შემდეგ, მაღალსიჩქარიანი ბორბლების კბილები არის დაფქული ან მიწაზე, ასევე გამოიყენება მაღალი სიხშირის დენებით ზედაპირის ჩაქრობა.
ჩართულობის გლუვი და ჩუმად გაკეთების მიზნით, ორი ბორბალიდან ერთი შემოხვია გადაცემათა წყვილი ზოგიერთ შემთხვევაში, როდესაც დატვირთვა ამის შესაძლებლობას იძლევა, ისინი დამზადებულია ტექსტოლიტის, ხის ლამინირებული პლასტმასის ჩიპბორდისგან - G ან ნეილონისგან. გადაადგილების ჩართვის გასაადვილებლად, როდესაც ჩართულია ლილვის გასწვრივ, მოძრავი მხარის კბილების ბოლოები მრგვალდება.
გადაცემები ღია და დახურულია. ჩვეულებრივ, ღია გადაცემები ნელია. მათ არ აქვთ ნავთობის აბაზანის საცხოვრებელი სახლი და პერიოდულად ცხიმიანდება ცხიმიანი ზეთით. დახურულ გადაცემათა კოლოფებში ჩასმული. დახურული გადაცემათა კოლოფები საპოხია ან ნავთობის აბანოში, ან წნევის ქვეშ გამავალი ჯოხით.
სიჩქარით, გადაცემები იყოფა შემდეგი ტიპები (მ / წმ): ძალიან ნელა - v< 0,5, тихоходные - 0,5 < v < 3, среднескоростные - 3 < v < 15, скоростные - 15 < v < 40, высокоскоростные - v > 40.
ბორბლების წარმოების სიზუსტე და სიჩქარის ასამბლეა უნდა იყოს თანმიმდევრული სახელმწიფო სტანდარტი. ცილინდრული, ხავერდოვანი და ჭიის გადაადგილებისათვის დადგენილია 12 გრადუსიანი სიზუსტე, რაც აღინიშნება სიზუსტის შემცირების მიზნით 1 -12 გრადუსით.
ყველაზე ზუსტი პირველი და მე -2 გრადუსი სარეზერვოა, რადგან თანამედროვე წარმოებისა და კონტროლის შესაძლებლობები ვერ უზრუნველყოფს ზუსტი ბორბლების წარმოებას. მე -12 ხარისხი ასევე სარეზერვოა, რადგან არსებული GOST- ის მიხედვით, გადაცემათა კოლოფი ჯერ კიდევ არ არის შესრულებული უხეში, ვიდრე სიზუსტის მე -12 ხარისხის.
მე -6, მე -7, მე -8 და მე -9 გრადუსიანი სიზუსტის დატვირთული გადაცემები დიდი გამოყენებაა. მოკლე მახასიათებლები ყველაზე გავრცელებული აპარატურა და ჭიის გადაცემები (სიზუსტის მე -6 - მე -9 გრადუსი) მოცემულია ცხრილში. 6. სიჩქარის სიზუსტის თითოეული ხარისხი შეესაბამება კინესტიკური სიზუსტით დადგენილ ნორმალურ კინეტიკური სიზუსვეს, აგრეთვე საჭესთან გლუვი მოქმედება და კბილების კონტაქტი.
სიჩქარის ჯოხებზე ჯდება არ განსხვავდება ბორბლების ჯდება, შესაბამისად, ქვემოთ მოცემულია მხოლოდ გადაცემათა და ჭიების გადაადგილების შემოწმება და რეგულირება.
მთავარი ტექნიკური მოთხოვნები აწყობის ასაწყობი ნაწილები შემდეგია:
1. ბორბლების კბილებს საღებავის შემოწმებისას უნდა ჰქონდეს შეხების ზონა მინიმუმ 0.3 კბილის სიგრძით, ხოლო პროფილის გასწვრივ - 0,6-დან 0,7 კბილის სიმაღლეზე.
2. ბორბლების რადიალური სახის გადინება არ უნდა აღემატებოდეს ტექნიკური მოთხოვნებით დადგენილ ზღვარს.
3. შეჯვარების ბორბლების ღერძი და სახსრების ღერძების ღერძი უნდა იყოს იმავე სიბრტყეში და ერთმანეთის პარალელურად. ტოლერანტობა მითითებულია ტექნიკური პირობები.
4. შეჯვარების ბორბლების კბილებს შორის აუცილებელია უფსკრული, რომლის ღირებულება დამოკიდებულია გადაცემის სიზუსტის ხარისხზე და განისაზღვრება ცხრილით.
5. შეკრებილ შეკრების ერთეულის ტესტირება ხდება მოჩვენებითი ან დატვირთვის ქვეშ. მან უნდა უზრუნველყოს ადეკვატური სიძლიერე ელექტროგადამცემი, გლუვი გაშვებისა და საკინძების ტარების ზომიერი გათბობისთვის (არაუმეტეს 323 K ან 50 ° C).
6. გადაცემა უნდა მუშაობდეს შეუფერხებლად და თითქმის ჩუმად.
კომპოზიციური გადაცემების ზოგიერთი შეკრების ერთეულის შეკრების პროცედურა აღწერილია ქვემოთ.
რგოლების რგოლს აქვს დამონტაჟებული კერა A– ის საყრდენი საყელოზე და წინასწარ არის უზრუნველყოფილი სამ – ოთხ დროებით ჭანჭიკით, რომელსაც უფრო მცირე დიამეტრი აქვს. ასამბლეის განყოფილება შემოწმებულია მანდარზე რადიალური გასაშვებად, ხოლო გვირგვინი ფიქსირდება დროებითი ჭანჭიკებით. კუდისა და გვირგვინის ჭანჭიკისთვის დარჩენილი ხვრელები ერთობლივი განლაგებითა და მრიცხველთან ერთად განლაგებულია, შემდეგ კი ამ ხვრელებში ჩასმულია ნორმალური ჭანჭიკები, ხოლო დროებითი ჭანჭიკები ამოღებულია და გამოთავისუფლულ ხვრელებს მკურნალობენ ისე, როგორც პირველები. ყველა ხვრელში ნორმალური ჭანჭიკის დაყენების შემდეგ, სიჩქარის საბოლოოდ შემოწმება ხდება ასაფრენად. მძიმედ დატვირთულ გადაცემებში რეკომენდებულია მავთულხლართების დასამყარებლად ჭრილობის შესაკრავად, რომ შექმნან ფრჩხილის თვითმფრინავებზე ხახუნის შექმნა, რომლის მომენტიც გადააჭარბებს გადაცემათა გადაცემით გადაცემულ ბრუნვას.
გადაცემათა რგოლი დაჭერით კერას დისკზე დაძაბულობით. ოპერაციის გასაადვილებლად და შესაძლო დამახინჯების თავიდან ასაცილებლად, გვირგვინი წინასწარ გახურებულია ზეთის აბანოში ან სპეციალურ ინდუქტორზე t.v. საათები 393-423 კმ-მდე (120-150 ° C). შემდეგ შეაჩერე ხვრელები ჩამკეტებისთვის. ჩამკეტების ნაცვლად, fastening ხშირად ხორციელდება მოქლონებით. ამ შემთხვევაში, ხვრელები გაბურღულია მეშვეობით, მათში დამონტაჟებულია მოქლონები და პრესებზე დამაგრებულია.
ლილვებზე ასაწყობი ერთეულის დამონტაჟებისას, ხშირად გვხვდება შემდეგი შეცდომები: ლილვის ზურგზე მოძრაობა, ლილვის მოძრაობა პროთეზების გარშემოწერილობის ირგვლივ, რადიალური ასაფრენი მოძრაობა, ბოლომდე გადინება და ფხვიერი ჯდება საყრდენის მხარზე.
სვინგისთვის შეკრების განყოფილება შემოწმებულია დაჭერით გადაცემულ რბილი მეტალის ჩაქუჩით.
შეამოწმეთ შეკრების განყოფილების რადიალური და დასრულებული გადინება - ლილვის გადაცემათა კოლოფი იწარმოება პრიზმაზე ან ცენტრებში.
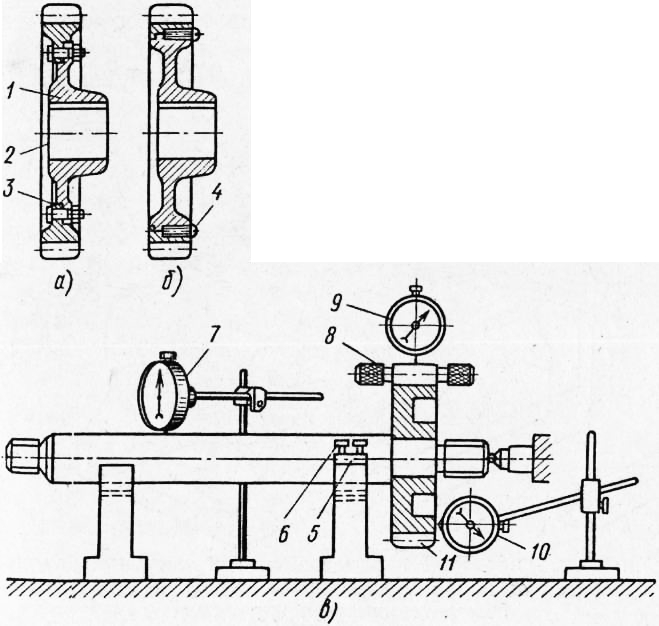
სურ. 3. კომპოზიციური სიჩქარის დამონტაჟება და გამოსაშვები ტესტის ჩატარება: ა - კომპოზიციური გადაცემათა კოლოფი, ბ - საკეტებით დამაგრებული, გ - შეკრების განყოფილების გამშვები ლილვის დიაგრამა - გადაცემათა კოლოფი რადიალური და სახის გასაშვებად.
ამისათვის, shaft იდება prism, prism saddle რეგულირდება ხრახნები და ლილვი დამონტაჟებულია პარალელურად, კალიბრაციის ფირფიტაზე, ინდიკატორის შესაბამისად. ბორბლის ღრუშია ჩასმული ცილინდრული ლიანდაგი, რომლის დიამეტრი უნდა იყოს ბორბლის ჩართულობის მოდულის 1.68. ინდიკატორის გვერდით დაყენებულია ისე, რომ მისი ფეხი შედის კონტაქტში კალიბრთან და ისრის ერთი ან ორი მორიგეობის ჩარევით ჯდება. ამავდროულად, ინდიკატორი კითხულობს ინდიკატორს, შემდეგ კი, კალიბრის 2-3 კბილზე გადატანას და ბორბალზე გადაქცევას, კალიბრს ინდიკატორის ფეხიზე მიყვანა. ისრის წაკითხვა აღინიშნება და განისაზღვრება ცემის დიამეტრი. გადაცემათა კოლოფის ბოლო სახისა და დიამეტრის დასაშვები გაშვება დამოკიდებულია GOST- ის მიხედვით ბორბლის სიზუსტის ხარისხზე. ბოლო ცემა შემოწმებულია ინდიკატორის საშუალებით.
სწორი სიჩქარის ჩართვა ხდება, როდესაც ბორბლების ღერძი პარალელურია, ისინი არ კვეთენ და ლილვების ღერძებს შორის მანძილი ინახება გაანგარიშებული მნიშვნელობის ტოლი. გადაცემათა კოლოფის საკინძების ღერძების ადგილმდებარეობის პარალელიზმი (ნახ. 4) გადამოწმებულია კალიბრის, კალიფერის და ინდიკატორის საშუალებით. საკინძების ღერძებს შორის მანძილი შემოწმებულია სახლებში დამონტაჟებული საკონტროლო მანდარებით. მანძილი ზომავს ან მანდრებს შორის, ან მათ გარე ზედაპირზე.
სურ. 4. მაკონტროლებელი ლილვით ხვრელების და ლილვების ღერძიების პარალელურობისა და პერპენდიკულურობის შემოწმების სქემა.
განზომილებების დადგენის ან ორივე მხრიდან, ტარების ხვრელების ღერძი პარალელური არ არის. საჭირო ცენტრის დისტანციისა და პარალელიზმის მისაღწევად, ტარების სათავსოები გადაადგილებულია. ვერტიკალურ სიბრტყეში არა პარალელურობის დადგენა შესაძლებელია თითოეულ ლილვზე დონის გამოყენებით. ამ შემთხვევაში არა-პარალელიზმის ოდენობა ტოლი იქნება კუთხურ დანაყოფებში დონის წაკითხვის განსხვავებას. როგორც წესი, დონის გაყოფის ფასი მოცემულია 1 მილიმეტრამდე მილიმეტრის ფრაქციებში და დონის კითხვის ნიშნები კუთხურ წამებად გადაქცევისთვის, გაყოფის ფასი უნდა გამრავლდეს 200-ით.
მაგალითად, 0,1 მმ-ის დონის გაყოფის ფასი 1 მ-ით შეესაბამება 20 რკალის წამს (0.1-200 / 1 \u003d 20 ”).
ბორბლებისა და გადაცემათა სიზუსტის სიზუსტის შესაბამისად, დადგენილია გვერდითი კლირენსის სტანდარტები. მთავარია ნორმალური გარანტირებული კლირენსის ნორმები (აღინიშნება ასო X- ით), რაც ანაზღაურებს გადამცემი გათბობისგან გვერდითი კლირენსის შემცირებას.
ფიგურაში. 5a გვიჩვენებს გვერდითი კლირენსის შემოწმებას, რომელიც ხორციელდება დიპლომატიური ან ინდიკატორის საშუალებით ცილინდრული გადაცემებით. ლეიშს ერთვის ერთ – ერთი გადაადგილების ლილვი, რომლის ბოლოც ეყრდნობა ფეხი იმ ინდიკატორის ფეხზე, რომელიც დამონტაჟებულია შეკრების განყოფილების სახლზე. სხვა მექანიზმი ინახება საკეტის გადატრიალებისგან. შემდეგ ლეიშს ლილვთან და ბორბალთან ერთად ოდნავ ბრუნავს ერთი მიმართულებით ან სხვა მიმართულებით, და ეს შეიძლება გაკეთდეს მხოლოდ კბილებში არსებული კლირენსის რაოდენობით. ინდიკატორის მიხედვით, განსაზღვრეთ გვერდითი კლირენსი. გვერდითი მცირე ზომის კლირენსი C ”მითითებულია ასამბლეის განყოფილების შეკრების ტექნიკურ მახასიათებლებში. საშუალო სიზუსტით გადაადგილებისთვის 320 - 500 მმ მანძილით, ეს კლირენსი უნდა იყოს მინიმუმ 0.26 მმ. უფრო ზუსტად, გვერდითი ხარვეზები იზომება ინდიკატორული მოწყობილობების გამოყენებით ე.წ. დისტანციური მეთოდით. მოწყობილობები საშუალებას გაძლევთ გაზომოთ კლირენსი ბრმა გადაცემებში.
ფიგურაში. 5b, ნაჩვენებია ერთ-ერთი ასეთი მოწყობილობა. იგი შედგება ჯვრისგან, რომელიც ფიქსირდება გადაცემათა ლილვზე სახელურებით, და სადგამით. ინდიკატორის მქონე საყრდენი ხრახნიან ხრახნიან, ფიქსირდება გადაცემათა კოლოფის სახურავით. როდესაც ლილვი შეირყა ხელით, სანამ ჯვრის სიბრტყე არ არის კონტაქტში ფიქსირებულ გადაცემათა საფარზე დაფიქსირებულ ინდიკატორთან, დადგინდა გვერდითი კლირენსი კბილებს შორის. მცირე გადაცემათა კოლოფი უნდა იყოს სტაციონალური.
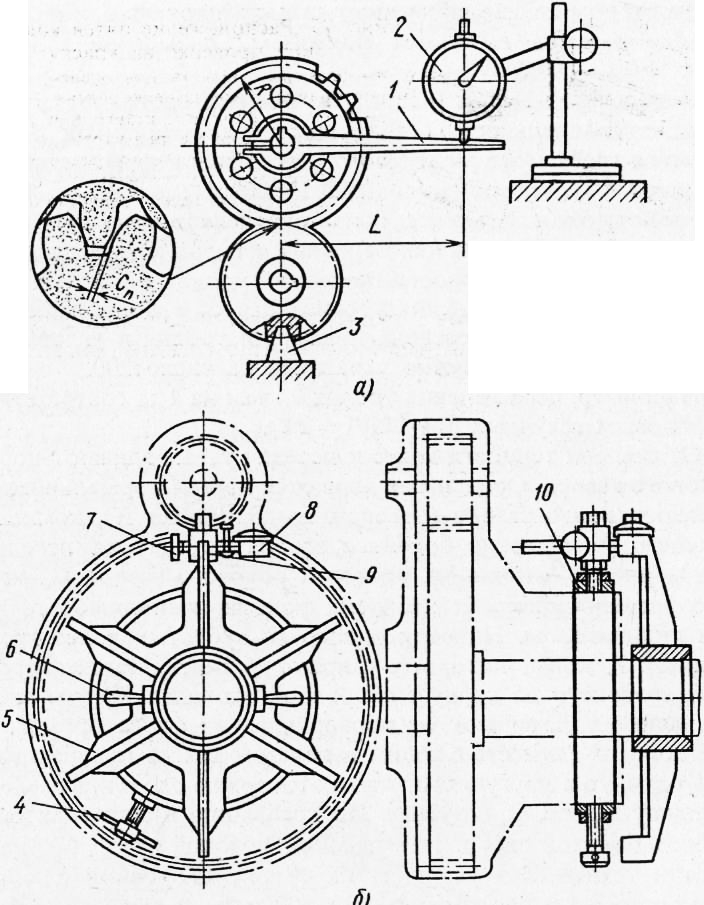
სურ. 5. გვერდითი კლირენსის მაჩვენებლის შემოწმების სქემა: ა - ღია გზა, ბ - დისტანციური
გაზომილი კლირენსი უნდა მიეკუთვნოს გადაცემათა ბორბლის საწყისი წრეწირის დიამეტრს, რომლის ლილვზე ფიქსირდება ჯვარი.
ანალოგიურად, შეამოწმეთ გვერდითი განლაგება ჯვრის დანარჩენ ხუთივე პოზიციაზე, ხოლო შახტით ისვრის 60 ° -იანი კუთხით. გაზომვის შედეგების მიხედვით, განისაზღვრება გვერდითი განყოფილებების რყევება და მსჯელობს აწყობილი აპარატის ხარისხი. მოდულიდან და სიჩქარის გადაცემის სიზუსტით დამოკიდებულია, გვერდითი გაშვებისას დასაშვები განსხვავებაა 0.08-0.15 მმ.
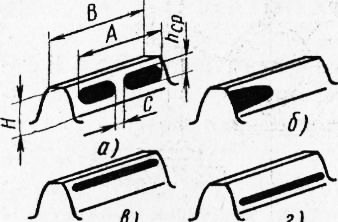
სურ. 6. საღებავის შემოწმებისას საკონტაქტო ლაქების ადგილმდებარეობა:
a - საკონტაქტო განზომილებები შეფასებისთვის, ბ - ცალმხრივი ლაქის მოწყობა (გადაცემათა კოლოფის ბორბლის ჯვარი ან გადაცემათა კოლოფის ხვრელები, გ - გვირგვინის გარშემო დიდი კლირენსი (მცირე ან დიდი ცენტრის დაშორება), დ - გვირგვინის არასაკმარისი კლირენსი (გადაჭარბებული ან ერთი ან ორივე ბორბლის არასაკმარისი სისქე)
არასწორი საკონტაქტო ადგილი და კბილზე არასწორი ადგილმდებარეობა არის შეცდომები, რომლებიც მოხდა ბორბლების, ლილვების, გადაცემათა კოლოფების, საკისრის დამუშავების და შეკრების დროს. ფიგურაში. 6, მელნის ბეჭდვა მდებარეობს ცალმხრივად. არასწორი კონტაქტის ადგილის მიზეზი შეიძლება იყოს ეტლის საჭე საცობები ან გადაცემათა კოლოფის ხვრელები.
თუ ბორბლის კბილი ამოღებულია მხარის ბოლოდან და 180 ° -ით გადაბრუნებისას პოზიცია არ იცვლება, მაშინ, შესაბამისად, სახურავში არსებული ხვრელის ღერძი უკუნეთშია. ეს შეცდომა აღმოფხვრილია ახალი ყდის დაჭერით და მოსაწყენით, ან გადაცემათა კოლოფის ძაბვის ხელახლა დაჭერით, თუ ის თითზე იჯდა.
ფიგურაში. 6c აჩვენებს ზედმეტად დიდ კლირენს გვირგვინის გარშემო. შესაძლო მიზეზები: საცხოვრებელში ცენტრის დაშორება არასაკმარისი ან ძალიან დიდია. შეცდომის აღმოფხვრა
ხელახლა დაჭერით ბუჩქები საცხოვრებელში და ხელახლა მოსაწყენი.
არასაკმარისი კლირენსი მთელს რგოლზე ნაჩვენებია ნახ. 6, მცირე უფსკრული ზომების შესაძლო მიზეზები: კბილის ზედმეტი ან არასაკმარისი სისქე ერთ ან ორივე ბორბალში. ამ შემთხვევაში, შეცვალეთ ბორბლები ან გამოიყენეთ საცხოვრებელი სახლი სხვა ცენტრალური მანძილით.