Tangjent në rrethin kryesor rrota ingranazheshqë kryqëzon z w dhëmbët e saj dhe është normale për të dy përfshirjet ekstreme, të quajtur e zakonshme normale.
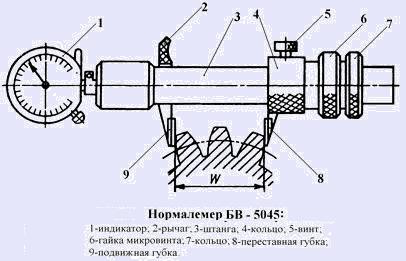
Distanca midis sipërfaqeve anësore të kundërta të dhëmbëve të rrotës cilindrike përgjatë normales së përbashkët me këto sipërfaqe quhet gjatësia totale normale W (fig. 2).
Gjatësia e normales së përgjithshme nuk varet nga në cilat pika të profileve të dhëmbit kjo normale kryqëzon dy ndërprerje. Ndryshimi në gjatësinë e normales së zakonshme është proporcionale me ndryshimin në zhvendosjen e konturit origjinal xM mjet për prerje ingranazhesh. Shtë gjithashtu e rëndësishme që kontrolli i madhësisë w jo e lidhur me ndonjë bazë ndihmëse për instalimin e mjeteve matëse.
Karakteristikat e treguara të normales së përgjithshme tregojnë një avantazh. kjo metodë kontrolloni trashësinë e rrotës së dhëmbit. Kjo madhësi mund të matet me një kllapa, mikrometër, kllapa kufitare të veçantë.
Gjatësia totale normale për ingranazhe ingranazhe me dhëmbë të drejtë llogaritur me formulën e mëposhtme [2]
ku m - modul, mm; a është këndi i profilit të konturit fillestar, sipas standardit GOST 13755-81 a \u003d 20 0; z w - numri i dhëmbëve në gjatësinë e normales së përgjithshme; x- koeficienti i zhvendosjes; z - numri i dhëmbëve të rrotës së kontrolluar; inv a - këndi i përfshirjes që korrespondon me këndin e profilit a, për ingranazhet nxitëse inv një = tg një - një .
Gjatësia totale normale për rrota cilindrike me dhëmbë të jashtëm me kthesë llogaritur me një formulë të ngjashme
ku m n - modul normal, mm;
 , dhe këndi fundor i profilit të profilit të konturit origjinal
, dhe këndi fundor i profilit të profilit të konturit origjinal  . Zdes
- këndi i lartësisë së vijës së dhëmbit të përcaktuar me vizatimin e rrotës së ingranazhit.
. Zdes
- këndi i lartësisë së vijës së dhëmbit të përcaktuar me vizatimin e rrotës së ingranazhit.
Për një ingranazh spiral, gjatësia e normales së zakonshme matet në këndin kryesor të prirjes së vijës së dhëmbit b deri në fund të timonit, dhe mundësia e matjes kontrollohet me një gjerësi të mjaftueshme të ingranazhit të unazës b sipas kushtit
b ³ w sin b ,
ku sin b \u003d sin · cos.
Numri i dhëmbëve në gjatësinë e totalit normal z w për rrotat cilindrike me dhëmbë të drejtë duhet të plotësojnë gjendjen
 ,
,
kur  ,
,

 ,
,
Këtu një - këndi i profilit në një pikë në perimetrin e majave të dhëmbëve; l - këndi i profilit në pikën kufitare.
Me koeficientë të vegjël paragjykimi ( x 1) për të përcaktuar z w mund të përdorni formulën e thjeshtuar
rrumbullakimin e vlerës që rezulton në vlerën më të afërt të numrit më të afërt.
1.3. Tolerancat në matjen e dimensioneve të ingranazheve lëvizëse
Formulat e mësipërme për llogaritjen e dimensioneve nominale matëse të cilindrikës rrota ingranazhesh garantojnë vendosjen pa pastrim të rrotave në ingranazhe. Në ingranazhet e vërteta, një e garantuar zhdoganimi anësor në mënyrë që të eliminohet bllokimi i dhëmbëve gjatë punës nën ngarkesë si rezultat i deformimeve të temperaturës në pjesët e transmetimit, si dhe të vendosni një shtresë lubrifikante në profilet e punës të dhëmbëve. Pastrimi lateral në fejesë është gjithashtu i nevojshëm për të kompensuar gabimet në prodhimin dhe instalimin e ingranazheve. Përcaktohet kryesisht nga distanca e distancës qendrore një w transmetimi dhe trashësia s dhëmbë ingranazhesh.
Standardi për ingranazhet cilindrike me ingranazhe të përfshira (GOST 1643-81) përcaktoi tetë lloje të tolerancave anësore të pastrimit: orë, d, c, b, një, z, y, x (përcaktimet e tolerancave janë rregulluar në rritjen e rendit të tolerancës). Shuma e pranuar e zhdoganimit lateral të garantuar është baza për emërimin lloji i çiftimit rrota ingranazhesh. I njëjti standard parashikon gjashtë lloje çiftimi: H- zhdoganim zero E - zhdoganim i vogël C dhe D - zhdoganim i zvogëluar B - zhdoganimi normal A - zhdoganim i shtuar. Bashkëpunëtorë specie H, E dhe C kërkojnë rritjen e saktësisë në prodhimin e dhëmbëve me ingranazhe. Ato përdoren për ingranazhe të kthyeshme me kërkesa të larta për saktësinë kinematike të ingranazheve, si dhe në prani të vibracioneve rrotulluese të boshtave të ingranazheve. Më shpesh në inxhinieri mekanike të mesme përdorin ingranazhe me lloje çiftimi dhe C. Në mungesë të kërkesave të posaçme për tu përshtatur me secilin lloj çiftimi, përdoret një lloj i caktuar i tolerancës për pastrimin anësor, i treguar nga një shkronjë e vogël e ngjashme me shkronjën e llojit të çiftimit (për shembull, A- dhe, - në, C - me dhe t. d.).
Fusha e tolerancës për madhësinë matëse të ingranazheve drejtohet gjithmonë në trupin e dhëmbit, prandaj, devijimet maksimale të madhësisë matëse (sipërme dhe të poshtme) kanë gjithmonë vlera negative [1].
Për të kontrolluar cilësinë e prodhimit të sipërfaqeve të dhëmbëve të rrotave cilindrike të përfshira, dy lloje kontrolli përdoren shumë në praktikë: matja e madhësisë së rollers (topa) dhe matja e gjatësisë së normales së përgjithshme.
Meqenëse për të matur gjatësinë e normales së përgjithshme, shpesh është e mjaftueshme që të keni vetëm një kaliper, kjo metodë e kontrollit të trashësisë së dhëmbëve është praktikisht më e arritshme dhe përdoret gjerësisht posaçërisht për prodhimin e vetëm (riparimin) të ingranazheve cilindrike të një shkalle të ulët saktësie. Në të njëjtën kohë, duhet të theksohet një saktësi mjaft e lartë kjo metodë kontrolli për shkak të metodës së drejtpërdrejtë të matjes së pjesës, në kontrast me matjen e madhësisë së rrotullave, të cilat, me tolerancat e tyre, paraqesin një gabim shtesë. Gjatësia e normales së përgjithshme i referohet parametrave që karakterizojnë normën e pastrimit lateral në transmetimin e ingranazheve.
Merrni parasysh shtrirjen e jashtme. Llogaritja rregullohet nga GOST 16532-70. Matjet merren në rrafshin e sipërfaqes normale (pingul) të dhëmbit. Për ingranazhet spirale (veçanërisht në kënde të mëdha të prirjes), është e nevojshme që pas llogaritjeve të siguroheni që gjerësia e rreshtit të rrotave të jetë "e mjaftueshme" për të kryer matjen.
Për të thjeshtuar llogaritjen në internet, në faqen e internetit www.al-vo.ru, u gjet një program në formën e një tabele MS Excel, e cila ju lejon të gjeni shpejt gjatësinë e normales së përgjithshme të ingranazheve cilindrike, duke përfshirë ingranazhet spirale me një kompensim.
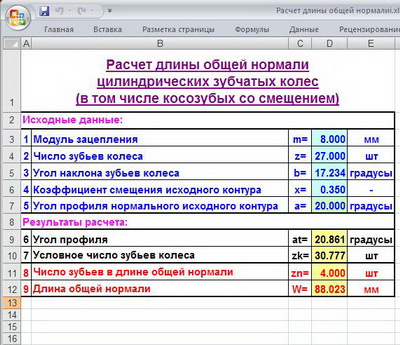
Ky program është i përshtatshëm sepse ju lejon të shpejt "in kushtet e fushës", nëse keni një smartphone ose tabletë, kontrolloni saktësinë e matjeve në terren të ingranazheve ekzistuese, duke përfshirë praninë e mundshme ose mungesën e ndërprerjeve.
Nëse punoni me të KOMPAS-3D, atëherë kur bëhet llogaritja në bibliotekë “Boshte dhe ingranazheve mekanike 2D "automatikisht merrni sipas rezultateve të llogaritjes dhe gjatësisë së totalit normal.
Pasi të keni kryer llogaritjen, duhet të merrni një caliper dhe të matni gjatësinë e normales së përgjithshme të numrit të marrë të dhëmbëve (disa herë dhe të grupeve të ndryshme) dhe të merrni vlera të barabarta me vlerën e llogaritur për një rrotë të prerë në mënyrë cilësore.
Në drejtësi, duhet përmendur se për të matur gjatësinë e normales së përgjithshme, mjet special - masë normale. Matësi normal është bërë mbi bazën e një kapsllëku vrimeri ose mikrometri, duke furnizuar këtë të fundit me sfungjerë të veçantë dhe një tregues dial për të bërë matje.
Tolerancat e ingranazheve nxitëse rregullohen me GOST 1643-81. Në veçanti, tolerancat caktohen në gjatësinë e normales së përgjithshme në varësi të llojit të çiftëzimit dhe normës së zhdoganimit lateral.
P.S. Në librat e referencës dhe GOST, kjo llogaritje është shkruar në mënyrë që "dy ditë me birrë që ju duhet të kuptoni," duke kërcyer "nga tryeza në tryezë." Me sa duket, në raste të tilla, autorët gjithmonë e kanë bërë këtë në mënyrë që t’i japin vetes “rëndësinë dhe domethënien më të lartë”… Por studentët dhe inxhinierët e zakonshëm duhet të “frikësohen” nga një bollëk kalimesh nga një faqe në faqe, në mënyrë që në kalimin e katërt ose të pestë në një tabelë ose diagram të ri, ata harrojnë që në përgjithësi bërë. Nëse, në fund të gjithçkaje, shtojmë diçka plotësisht të tmerrshme - siç janë përfshirjet (këto nuk janë euro dhe jo dollarë, por një funksion i tillë), atëherë gjithçka do të bëhet. Merrni njëqind inxhinierë mekanikë të një ose dy kuptimeve të vogla në ingranazhe! Dhe nëse ngjiteni në xhunglën e zhvendosjes së kontureve për të marrë një forcë të caktuar ose ndryshime cilësore, zbuloni se çfarë në Gjermani dhe Japoni në fillim ata e konsiderojnë dhe optimizojnë transmetimin, dhe pastaj ata bëjnë një instrument për të ... Dhe ne ende konsiderojmë gjithçka nën një instrument të standardizuar - α \u003d 20 ° .
n1.doc
Ministria e Arsimit e Federatës Ruse
AVIACIONI SHTETROR UFIM
UNIVERSITETI TEKNIK
UDHËZIME
dhe bazat e projektimit
Ufa 2004
Ministria e Arsimit e Federatës Ruse
AVIACIONI SHTETROR UFIM
UNIVERSITETI TEKNIK
Departamenti i bazave të hartimit të mekanizmave dhe makinave
Matja e dimensioneve të telave të ingranazheve
UDHËZIME
Për lëndët në pjesë të makinerisë
Dhe bazat e projektimit
Ufa 2004
Hartuar nga O.F. kumak
UDC 621.833 (07)
BBK 34.445 (97)
Dimensionet e matjes ingranazhet: Udhëzime për hartimin e kurseve në pjesët e makinerisë dhe bazat e projektimit / Ufimsk. shtet. aviacionit. tehn. Univ; Comp. I Marigolds. - Ufa, 2003 .-- 17 f.
Vëmendja kryesore i kushtohet marrjes në konsideratë të metodave më të zakonshme të kontrollit të trashësisë së dhëmbëve në prodhimin e cilindrive dhe rrota bevelash. Në ekzistues zhvillimet metodologjike kjo pyetje Konsiderohet vetëm në një aspekt të përgjithshëm, dhe llogaritja e dimensioneve matëse që kontrollojnë trashësinë e dhëmbëve, duke marrë parasysh fushat e tolerancës, kërkon një investim të caktuar domethënës të kohës kur punoni me libra reference për projektuesit e makinerive.
Projektuar për studentë të specialiteteve mekanike të kolegjeve teknike.
IL. 2. Bibliografia: 5 tituj.
Rishikuesit: Ph.D. tehn. Shkencat, Assoc. Guriev B.I.
Doctor. tehn. shkencat, prof. Schuster L.Sh.
© Shteti Ufa
Universiteti Teknik i Aviacionit, 2004
1. Dimensionet matëse të ingranazheve cilindrike 4
1.1. Akord i vazhdueshëm 4
1.2. Gjatësia normale e përgjithshme 5
1.3. Tolerancat në matjen e dimensioneve të ingranazheve lëvizëse 7
2. Karakteristikat e llogaritjes së dimensioneve matëse të ingranazheve nxitje konike të dhëmbit 12
2.1. Akord i jashtëm konstant 13
2.2. Devijime ekstreme të akordit të jashtëm konstant 14
Referencat 16
1. Përmasat e matjes së ingranazheve nxitje
Në prodhimin e ingranazheve, është e nevojshme të kontrollohet pozicioni relativ i profileve të dhëmbëve të kundërt (të djathtë dhe të majtë), i cili përcaktohet nga trashësia e dhëmbit s dhe varet nga faktori i paragjykimit x. Kjo e fundit zgjidhet nga projektuesi për të arritur treguesit e kërkuar të cilësisë së transmetimit. Sidoqoftë, kontrolli i drejtpërdrejtë i madhësisë së koeficientit të zhvendosjes është i vështirë, prandaj, ai kontrollohet indirekt nga çdo madhësi matëse e përshtatshme, në varësi të x. kështu JQ thirrje përmasat matëse.
1.1. Akord i vazhdueshëm
Në praktikë, në prodhimin e rrotave cilindrike me dhëmbë të jashtëm, kontrolli është i zakonshëm dhe i përshtatshëm akorde të vazhdueshme, meqenëse madhësia e tij nuk varet nga numri i dhëmbëve dhe këndi i prirjes së vijës së dhëmbit, dhe formulat e llogaritjes për rrotat cilindrike nxitëse dhe spirale janë të njëjta. Disavantazhi i kësaj metode të matjes është përdorimi i majës së dhëmbit të rrotës si bazë.
Në fig. 1 segment që lidh dy pika të profileve të dhëmbëve të kundërt, që i përkasin një rrethi koncentrik dhe normalet e tërhequra prej tyre nga një pikë e rrethit të katranit quhen akord i vazhdueshëm .
Vlera e akordit konstant llogaritet nga raporti  ,
,
ku m - modul, mm; Është këndi i profilit të konturit fillestar, i miratuar në përputhje me GOST 13755-81 \u003d 20 0.
Lartësia nga maja e dhëmbit në akord
,
këtu d një - diametri i rrethit të majave të dhëmbëve, mm; d– .
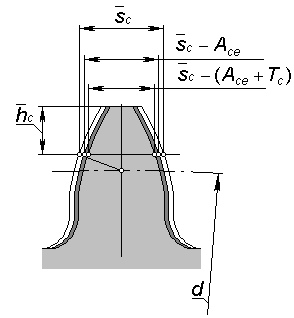
Fig. 1
Për matjen e dimensioneve dhe  kërkohet një metër tangjencial i dhëmbit ose një model i veçantë, sipërfaqet matëse të të cilave prekin sipërfaqen e profileve të dhëmbit.
kërkohet një metër tangjencial i dhëmbit ose një model i veçantë, sipërfaqet matëse të të cilave prekin sipërfaqen e profileve të dhëmbit.
1.2. Gjatësia normale e përgjithshme
Tangjent në perimetrin e ingranazheve kryesore që kryqëzohet z w dhëmbët e saj dhe është normale për të dy përfshirjet ekstreme, të quajtur e zakonshme normale.
Distanca midis sipërfaqeve anësore të kundërta të dhëmbëve të rrotës cilindrike përgjatë normales së përbashkët me këto sipërfaqe quhet gjatësia totale normale W (fig. 2).
Gjatësia e normales së përgjithshme nuk varet nga në cilat pika të profileve të dhëmbit kjo normale kryqëzon dy ndërprerje. Ndryshimi në gjatësinë e normales së zakonshme është proporcionale me ndryshimin në zhvendosjen e konturit origjinal xM mjet për prerje ingranazhesh. Shtë gjithashtu e rëndësishme që kontrolli i madhësisë w jo e lidhur me ndonjë bazë ndihmëse për instalimin e mjeteve matëse.
Këto veti të normales së përgjithshme tregojnë avantazhin e kësaj metode të kontrollimit të trashësisë së dhëmbit të rrotës. Kjo madhësi mund të matet me një kllapa, mikrometër, kllapa kufitare të veçantë. 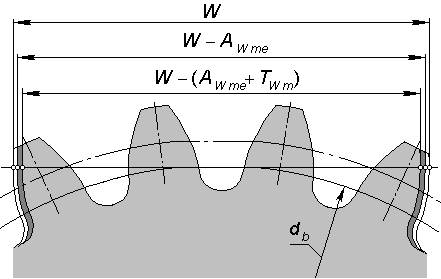
Fig. 2
Gjatësia totale normale për ingranazhe ingranazhe me dhëmbë të drejtë llogaritur me formulën e mëposhtme [2]
,
ku m - modul, mm; a është këndi i profilit të konturit fillestar, sipas standardit GOST 13755-81 a \u003d 20 0; z w - numri i dhëmbëve në gjatësinë e normales së përgjithshme; x- koeficienti i zhvendosjes; z - numri i dhëmbëve të rrotës së kontrolluar; inv a - këndi i përfshirjes që korrespondon me këndin e profilit a, për ingranazhet nxitëse inv
një =
tg
një -
një .
Gjatësia totale normale për rrota cilindrike me dhëmbë të jashtëm me kthesë llogaritur me një formulë të ngjashme
,
ku m n - modul normal, mm;
 , dhe këndi fundor i profilit të profilit të konturit origjinal
, dhe këndi fundor i profilit të profilit të konturit origjinal  . Këtu
- këndi i lartësisë së vijës së dhëmbit të përcaktuar me vizatimin e rrotës së ingranazhit.
. Këtu
- këndi i lartësisë së vijës së dhëmbit të përcaktuar me vizatimin e rrotës së ingranazhit.
Për një ingranazh spiral, gjatësia e normales së zakonshme matet në këndin kryesor të prirjes së vijës së dhëmbit b deri në fund të timonit, dhe mundësia e matjes kontrollohet me një gjerësi të mjaftueshme të ingranazhit të unazës b sipas kushtit
b і w sin b ,
ku sin b \u003d sin · cos.
Numri i dhëmbëve në gjatësinë e totalit normal z w për rrotat cilindrike me dhëmbë të drejtë duhet të plotësojnë gjendjen  ,
,
kur  ,
,  ,
,
Këtu një - këndi i profilit në një pikë në perimetrin e majave të dhëmbëve; l - këndi i profilit në pikën kufitare.
Me koeficientë të vegjël paragjykimi ( x 1) për të përcaktuar z w mund të përdorni formulën e thjeshtuar 
rrumbullakimin e vlerës që rezulton në vlerën më të afërt të numrit më të afërt.
1.3. Tolerancat në matjen e dimensioneve të ingranazheve lëvizëse
Formulat e mësipërme për llogaritjen e dimensioneve nominale matëse të ingranazheve cilindrike garantojnë një angazhim pa ingranazhe të ingranazheve. Në ingranazhet e vërteta, një e garantuar zhdoganimi anësor në mënyrë që të eliminohet bllokimi i dhëmbëve gjatë punës nën ngarkesë si rezultat i deformimeve të temperaturës në pjesët e transmetimit, si dhe të vendosni një shtresë lubrifikante në profilet e punës të dhëmbëve. Pastrimi lateral në fejesë është gjithashtu i nevojshëm për të kompensuar gabimet në prodhimin dhe instalimin e ingranazheve. Përcaktohet kryesisht nga distanca e distancës qendrore një w transmetimi dhe trashësia s dhëmbë ingranazhesh.
Standardi për ingranazhet e përfshira ingranazhet cilindrike (GOST 1643-81) vendosi tetë lloje të tolerancave për pastrimin anësor: orë, d, c, b, një, z, y, x (përcaktimet e tolerancave janë rregulluar në rritjen e rendit të tolerancës). Shuma e pranuar e zhdoganimit lateral të garantuar është baza për emërimin lloji i çiftimit rrota ingranazhesh. I njëjti standard parashikon gjashtë lloje çiftimi: H- zhdoganim zero E - zhdoganim i vogël C dhe D - zhdoganim i zvogëluar B - zhdoganimi normal A - zhdoganim i shtuar. Bashkëpunëtorë specie H, E dhe C kërkojnë rritjen e saktësisë në prodhimin e dhëmbëve me ingranazhe. Ato përdoren për ingranazhe të kthyeshme me kërkesa të larta për saktësinë kinematike të ingranazheve, si dhe në prani të vibracioneve rrotulluese të boshtave të ingranazheve. Më shpesh në inxhinieri mekanike të mesme përdorin ingranazhe me lloje çiftimi dhe C. Në mungesë të kërkesave të veçanta për transmetimin e ingranazheve me secilin lloj çiftimi, përdoret një lloj i caktuar i tolerancës për zbritjen anësore, e treguar nga një shkronjë e rastit më të ulët e ngjashme me shkronjën e llojit të çiftimit (për shembull, A- dhe, - në, C - me dhe t. d.).
Fusha e tolerancës për madhësinë matëse të ingranazheve drejtohet gjithmonë në trupin e dhëmbit, prandaj, devijimet maksimale të madhësisë matëse (sipërme dhe të poshtme) kanë gjithmonë vlera negative [1].
1.3.1. Kufizoni devijimet e akordit të dhëmbit të vazhdueshëm. Llogaritja e vlerës devijime margjinale madhësia e një akordi konstant kryhet në sekuencën vijuese:
- caktoni (ose merrni sipas vizatimit të rrotës së ingranazhit) një fushë tolerance për diametrin e majave të dhëmbëve reklamë një në rekomandim: me një shkallë saktësie 7 - orë10, me një shkallë saktësie 8 - orë11, me një shkallë saktësie 9 - orë12;F r ;
Sipas tabelës 2 përcaktoni devijimin më të vogël (të sipërm) të trashësisë së dhëmbit A ce ;
Sipas tabelës 3 përcaktoni tolerancën në trashësinë e dhëmbit T me ;
Pastaj llogaritni devijimin më të madh (të poshtëm) të trashësisë së dhëmbit ( A ce + T me);
Në kompleksin e kontrollit të tabelës së parametrave të ingranazhit unazë regjistroni vlerën e madhësisë së trashësisë së akordit konstant 
Tabela 1
| F r , m |
|||||
| Shkalla e saktësisë | modul mmm | Diametri i rrethit të katranit, mm |
|||
| 12 deri në 50 | Shën 50 deri në 125 | Shën 125 deri në 280 | Shën 280 deri në 560 |
||
| 7 | 1 deri në 2 Rruga 2 deri në 3.55 Shën 3.55 deri në 6 Rruga 6 deri në 10 | 30 | 38 | 48 | 63 |
| 8 | 1 deri në 2 Rruga 2 deri në 3.55 Shën 3.55 deri në 6 Rruga 6 deri në 10 | 38 | 48 | 60 | 75 |
| 9 | 1 deri në 2 Rruga 2 deri në 3.55 Shën 3.55 deri në 6 Rruga 6 deri në 10 | 48 | 60 | 75 | 95 |
Tabela 2
| Lloji i çiftimit | | Diametri i rrethit të katranit, mm |
|||||
| Deri në 80 | Shën 80 deri 125 | Shën 125 deri në 180 | Shën 180 deri 250 | Shën 250 deri në 315 | Sun. 315 deri 400 |
||
| devijim A ce , m |
|||||||
| D | 7 | 38 | 45 | 50 | 60 | 65 | 70 |
| 8 | 40 | 48 | 55 | 63 | 70 | 80 |
|
| C | 7 | 60 | 70 | 80 | 90 | 100 | 110 |
| 8 | 65 | 75 | 85 | 100 | 120 | 125 |
|
| 9 | 70 | 80 | 95 | 110 | 125 | 130 |
|
| B | 7 | 95 | 110 | 125 | 150 | 170 | 180 |
| 8 | 100 | 125 | 140 | 160 | 180 | 200 |
|
| 9 | 120 | 130 | 150 | 170 | 200 | 220 |
|
Tabela 3
| Toleranca, ekzekutimi radial i ingranazhit F z , m | Lloji i çiftimit të dhëmbëve |
||||
| H, E | D | C | B | A |
|
| Toleranca e pastrimit të anës |
|||||
| orë | d | c | b | një |
|
| tolerancë T me , m |
|||||
| Shën 25 deri në 32 | 38 | 48 | 60 | 75 | 95 |
| Rruga 32 deri 40 | 42 | 55 | 70 | 85 | 110 |
| Shën 40 deri 50 | 50 | 65 | 80 | 110 | 130 |
| Shën 50 deri në 60 | 60 | 75 | 95 | 120 | 150 |
| Shën 60 deri 80 | 70 | 90 | 110 | 130 | 180 |
| Shën 80 deri në 100 | 90 | 110 | 140 | 170 | 220 |
| Shën 100 deri 125 | 110 | 130 | 170 | 200 | 260 |
| Shënim. Nëse toleranca e pastrimit të palës së pranuar nuk përputhet me llojin e çiftimit (p.sh. - dhe), atëherë tolerancat T me zgjidhni në varësi të llojit të tolerancës së zhdoganimit lateral. |
|||||
Devijimi i kufizuar i gjatësisë së normales së përgjithshme . Devijimet maksimale të gjatësisë së normales së përgjithshme llogariten në sekuencën vijuese:
 .
.Sipas tabelës 1 përcaktoni tolerancën në rrjedhën radiale të ingranazhit të unazës F r ;
Sipas tabelës 4 përcaktojnë devijimin më të vogël të gjatësisë mesatare të normales totale A W më (Termi unë) ;
Sipas tabelës 5 përcaktojnë devijimin më të vogël A W më (Termi II);
Llogaritni vlerën e devijimit më të vogël (të sipërm) të gjatësisë mesatare të totalit normal A wME si shuma e vlerave të termave unë dhe II;
Sipas tabelës 6 përcaktoni tolerancën në gjatësinë mesatare të normales së zakonshme T W m , në varësi të tolerancës për ekzekutimin radial të ingranazhit F r (shiko tabelën. 1);
Devijimi më i ulët i madhësisë së gjatësisë së normales së përgjithshme llogaritet si shuma e vlerave të devijimit të sipërm dhe fushës së tolerancës për gjatësinë e normales së përgjithshme ( A W më + T W m);
Në tabelën e parametrave të unazës së ingranazheve në vizatimin e rrotës së ingranazhit, madhësia  .
.
Tabela 4
| pikëpamje çiftëzimi i dhëmbëve | Diametri i perimetrit të rrotave të katranit, mm |
||||||||||||
| Saktësia sipas standardeve të butësisë | 12 deri në 20 | Rruga 20 deri në 32 | Rruga 32 deri 50 | Shën 50 deri 80 | Shën 80 deri 125 | Shën 125 deri në 180 | Shën 180 deri 250 | Shën 250 deri në 315 | Rr 315 deri 400 |
||||
| Devijimi më i vogël A W më (termi I), μm |
|||||||||||||
| C | 3 – 6 | 50 | 50 | 50 | 50 | 60 | 70 | 80 | 90 | 95 |
|||
| | 3 – 6 | 80 | 80 | 80 | 80 | 95 | 110 | 125 | 140 | 160 |
|||
| A | 3 – 6 | 130 | 130 | 130 | 130 | 150 | 170 | 200 | 220 | 240 |
|||
Tabela 5
Tabela 6
| Tolerancat në gjatësinë mesatare të normales së përgjithshme T W m |
||||||||
| Lloji i çiftëzimit dhëmbë dhëmbësh | Toleranca e pastrimit të anës | Tolerancat e Përpjekjes Radiale të Dhëmbëve F r , m |
||||||
| Shën 25 deri në 32 | Rruga 32 deri 40 | Shën 40 deri 50 | Shën 50 deri në 60 | Shën 60 deri 80 | Shën 80 deri në 100 | Shën 100 deri 125 |
||
| tolerancat T Wm |
||||||||
| H, E | orë | 22 | 24 | 26 | 28 | 32 | 38 | 45 |
| D | d | 30 | 34 | 38 | 42 | 50 | 60 | 70 |
| C | c | 42 | 48 | 56 | 63 | 75 | 90 | 105 |
| B | b | 56 | 63 | 70 | 85 | 100 | 120 | 140 |
| A | një | 71 | 85 | 100 | 120 | 140 | 160 | 190 |
| - | z | 95 | 110 | 125 | 140 | 170 | 200 | 250 |
| - | y | 125 | 150 | 170 | 190 | 210 | 260 | 320 |
| - | x | 150 | 170 | 200 | 220 | 280 | 340 | 420 |
2. Karakteristikat e llogaritjes së dimensioneve matëse të ingranazheve nxitëse konike të dhëmbit
Rregullimi i ndërsjellë i profileve të dhëmbëve të kundërt (të djathtë dhe të majtë) timon rrobe përcakton trashësinë e dhëmbit në konin e jashtëm (shtesë) të rrotës, i cili varet nga koeficienti i zhvendosjes x e dhe koeficienti i ndryshimit të trashësisë së vlerësuar të dhëmbit x .
Faktorët e zhvendosjes së ingranazheve ndikojnë ndjeshëm në gjeometri dhe performancën transmetim ingranazhesh (mbi kontaktin dhe forcën e lakimit të dhëmbëve, rezistencën e tyre ndaj konsumit, etj.). Përzgjedhja e faktorëve racionalë të zhvendosjes për rrotat me tela është një prej tyre etapa të rëndësishme modelimi i ingranazheve. Mostshtë më racionale të prodhosh duke përdorur qarqe bllokues [4].
Në praktikë në ingranazhet e kabllove me raport ingranazhesh uGear1 ingranazh i rekomanduar me kompensim pozitiv x e 1, sipas tabelës. 7, dhe një rrotë me të njëjtën madhësi vlera negative (x e 2 = - x e 1).
Për ingranazhet në të cilat u dhe z 1 ndryshon nga ato të treguara në tabelë. 7, koeficientët e paragjykimit miratohen me rrumbullakimin.
Tabela 7
| Dhëmbë ingranazhi z 1 | Faktori i paragjykimit x e 1 në raporti i ingranazheve u |
|||||||||
| 1 | 1,12 | 1,25 | 1,4 | 1,6 | 1,8 | 2 | 2,5 | 3,15 | 4 |
|
| 12 | - | - | - | - | - | - | - | 0,50 | 0,53 | 0,56 |
Me instalimin e mjeteve për prerjen e ingranazheve në makinë, mund të ndryshoni trashësinë e dhëmbit të rrotës së prerë pavarësisht nga kompensimi ( x e m) kundrejt asaj të llogaritur. Kjo metodë përdoret kryesisht për ingranazhet zero: duke dobësuar një dhëmb më të fortë, mund të forcohet një dhëmb më pak i fortë dhe në këtë mënyrë të rritet aftësia mbajtëse e ngarkesës së ingranazheve në tërësi. Në këtë mënyrë, mprehja e tepruar e dhëmbit të njërit prej rrotave të transmisionit eliminohet.
Formula empirike [5] rekomandohet të zgjidhni koeficientin e ndryshimit në trashësinë e vlerësuar të dhëmbit
Matja e drejtpërdrejtë e trashësisë ose raporteve të ingranazheve x dhe x e vështirë, më e lehtë për t’u përdorur për këtë qëllim çdo dimension i matur në mënyrë të përshtatshme dhe indirekt kontrolloni trashësinë e dhëmbit. Një madhësi e tillë matëse për ingranazhet rrotulluese është madhësia e një akordi të vazhdueshëm, i matur nga një matës dhëmbësh tangjencial ose një kllapa speciale (shablloni) në skajin e jashtëm të dhëmbit (në një kon shtesë).
2.2. Devijime ekstreme të akordit të jashtëm të vazhdueshëm
Llogaritja e devijimeve maksimale të madhësisë së akordeve të dhëmbit konstant kryhet në sekuencën vijuese:
Diametri mesatar i katranit llogaritet (ose është marrë nga tabela e parametrave të rrotës)  ;
;
- llogarisni devijimin më të vogël të akordit të dhëmbit konstant  në pjesën e mesme të dhëmbit si produkt i dy faktorëve: devijimi më i vogël për shkallën e saktësisë 7- H (tabela. 8) dhe faktori korrektues K 1 (tabela. 9) për shkallën aktuale të saktësisë së rrotës së kontrolluar;
në pjesën e mesme të dhëmbit si produkt i dy faktorëve: devijimi më i vogël për shkallën e saktësisë 7- H (tabela. 8) dhe faktori korrektues K 1 (tabela. 9) për shkallën aktuale të saktësisë së rrotës së kontrolluar;
Tabela 8
| Moduli i mesëm m m mm | Diametri mesatar i katranit d m mm |
||||||||||
| Deri në 125 | Shën 125 deri në 400 | Shën 400 |
|||||||||
| Këndi i konit ndarës?, Breshër |
|||||||||||
| Deri në 20 | Rruga 20 deri 45 | Shën 45 | Deri në 20 | Rruga 20 deri 45 | Shën 45 | Deri në 20 | Rruga 20 deri 45 | Shën 45 |
|||
| Devijimi më i vogël E sc për shkallën 7 - H |
|||||||||||
| 1 deri 3.5 Rr 3.5 deri 6.3 Rr 6.3 deri 10 | 20 | 20 | 22 | 28 | 32 | 30 | 36 | 50 | 45 |
||
Tabela 9
| Saktësia sipas standardeve të butësisë | Lloji i shokëve të dhëmbëve |
|||||
| H | E | D | C | B | A |
|
| faktor K 1 |
||||||
| 7 | 1 | 1,6 | 2 | 2,7 | 3,8 | 5,5 |
| 8 | - | - | 2,2 | 3 | 4,2 | 6 |
| 9 | - | - | - | 3,2 | 4,6 | 6,6 |
Kur matni trashësinë e dhëmbëve në skajin e jashtëm të rrotës së ingranazhit, devijimi më i vogël (i sipërm) i akordit mesatar të vazhdueshëm të dhëmbëve  llogaritur me formulë
llogaritur me formulë  ,
,
ku R e dhe R m - përkatësisht, distanca konike e jashtme dhe mesatare e ingranazheve;
Sipas tabelës 10 përcaktojnë tolerancën në rahatimin e ingranazhit të telave F r ;
Sipas tabelës 11 përcaktojnë tolerancën në akordin mesatar konstant të dhëmbit  ;
;
Devijimi më i madh (i poshtëm) i akordit mesatar të dhëmbit konstant ( ![]() );
);
Tabela 10
| Shkalla e saktësisë | Moduli i qarkut të mesëm m m mm | Diametri mesatar i katranit d m mm |
||
| Deri në 125 | Shën 125 deri në 400 | Shën 400 deri 800 |
||
| Toleranca e ekzekutimit F r , m |
||||
| 7 | 1 deri 3.5 Rr 3.5 deri 6.3 Rr 6.3 deri 10 | 36 | 53 | 63 |
| 8 | 1 deri 3.5 Rr 3.5 deri 6.3 Rr 6.3 deri 10 | 45 | 63 | 80 |
| 9 | 1 deri 3.5 Rr 3.5 deri 6.3 Rr 6.3 deri 10 | 56 | 80 | 100 |
Tabela 11
| Toleranca e pastrimit të anës | Toleranca e garancisë së ingranazheve F r , m |
|||||
| 32 f deri në 40 | Shën 40 deri në 50 | Shën 50 deri në 60 | Shën 60 deri në 80 | Shën 80 deri në 100 | Shën 100 deri 125 |
|
| tolerancë  , m , m |
||||||
| orë një | 42 | 50 | 60 | 70 | 90 | 110 |
Në tabelën e parametrave të unazës së ingranazheve në vizatimin e ingranazhit të rruazës, madhësia e akordit konstant të dhëmbit regjistrohet në formë  .
.
referencat
Tolerancat dhe zbarkimet. Libri i referencës. Në 2 orë.Pjesa 2 / Ed. VD Myagkova. Ed. 5, Rishikuar. dhe shtoni. - L .: Inxhinieri, 1978. - S. 545 - 1032.
Manuali i llogaritjes gjeometrike të ingranazheve përfshirëse dhe ingranazhet e krimbave / Ed. IA Bolotovskogo. - ed. 2, Rishikuar. dhe shtoni. - M: Inxhinieri Mekanike, 1986.- 448 f.
Tarabasov N.D., Uchaev P.N. Dizajni i pjesëve dhe përbërësve të strukturave inxhinierike: një Doracak. - M .: Inxhinieri Mekanike, 1983.- 239 f.
Nxis dhëmbët ingranazhet me tela: Libri i referencës / I.A. Bolotovsky, B.I. Guriev, V.E. Smirnov, B.I. Shenderey. - M: Inxhinieri Mekanike, 1981. - 104 f.
Ingranazhet, ingranazhet me tela me dhëmbë të drejtë. Llogaritja e gjeometrisë. GOST 19624-74.
Matja e dimensioneve të telave të ingranazheve
UDHËZIME
Për lëndët në pjesë të makinerisë
Dhe bazat e projektimit
Redaktori Sokolova O.A.
Nënshkruar për botim më 5 dhjetor 2004. Formati 60x84 1/16
Letër e kompensuar. Shtypi është i sheshtë. Headset Times New Roman Cyr.
Cond. Pejë. l. Cond. kr. - Ot. Ouch. - ed. L.
Qarkullimi i kopjeve. Urdhri Nr.
Kompleksi Redaktues dhe Botues USATU
450000, Qendra Ufa, ul. K. Marksi, 12