Definirea și eliminarea defecțiunilor prin puterea proprie în mașină Zolotnitsky Vladimir
Defecțiuni ale mecanismelor de control
Diagnosticarea defecțiunilor unui sistem de direcție și eliminarea acestora
Transmisie sporită, dar ghidon de șoferi în timpul conducerii unei mașini. Vibrații și bateți pe volan
Diagnosticul de elemente de direcție este redusă pentru a asculta lovituri volan în timpul transformă ascuțite în poziția extremă a portbusteni sale la măsurarea cantității de joc, la definirea efortului depus pe rotația volanului pe orice segmente de drum. În ciuda caracteristicilor de proiectare ale diferitelor tipuri de unelte de direcție (rolă cu role, pinion-rake), există multe în comun în întreținerea și repararea lor. Totul se rezumă la următoarele:
- eliminarea impurităților și examinarea curenților de direcție, a balamalelor articulate, a capacelor de protecție și a capacelor de capăt;
- cricuri roata din față și montazhki și mai bine rangă, folosind suportul, împingeți capetele tijelor în direcția axei a degetelor sau se agită mâinile la volan postat apăsarea simultană pedale de frână, utilizând serviciile unui asistent;
- Verificați jocul de inspecție și atingeți în brațul capete de bară cu bile, cu balamale din cauciuc-metal și leagăn. Detectați defecțiunile. Articulațiile din cauciuc-metal ar trebui înlocuite dacă există lacrimi și flambaj de cauciuc. Barele uzate cu garnituri deteriorate sunt înlocuite cu cele de marcă;
- verificați volumul de rotire liberă a volanului. Călătoria liberă totală nu trebuie să depășească 10 ° (aproximativ 33 mm când se măsoară arcul printr-o riglă flexibilă de-a lungul jantei volanului). Toate modelele de autovehicule produse astăzi trebuie să aibă un joc total al volanului de cel mult 5 °, care este de 18-20 mm de-a lungul jantei volanului;
- în cazul în care Wheeling liber depășește această valoare, șuruburile și piulițele pentru a strânge racordurile filetate, montarea arborelui consolă al unei coloane de direcție, un mecanism de direcție;
- Îndepărtați prin reglarea viermei cu rotirea roții volanului. Cu reglajul corect, este necesară o forță de cel mult 25 N pentru a roti volanul pe asfalt nivel;
- atunci când un decalaj mai mare în angrenare cu rola melc (bate în mecanismul de direcție) pentru a îndepărta capacul de protecție, slăbiți șurubelniță piuliță de blocare și Tuck șurub de reglare, agitând volanul.
Reglarea independentă a decalajului din mecanismul de angrenare nu este recomandată. Această operațiune trebuie efectuată la stația de service.
Încălcarea etanșeității garniturilor de protecție împotriva nămolului, a capacelor de cauciuc, a capacelor de capăt. Atunci când verificarea etanșeității sigilii, capace de capăt, vârful de proiect de direcție sau de cale ferată acopere un indicator important al lipsei lor de serviceability curge din capacele de capăt și acoperă ungere când strivire a degetelor. În cazul în care scurgerea este rupt din cauza formării de fisuri, fracturi sau alte defecte menționate mai sus pentru a înlocui elementul.
Pentru a reduce complexitatea sigiliilor de reparații perforate pot fi restaurate folosind o bucata de ciorap de nailon, înmuierea-l cu lipici „Moment“. Înainte de etanșare, garniturile trebuie degresate cu benzină.
Din cartea Works on metal autorAsamblarea pieselor de mecanisme în diverse construcții de mașini, care trebuie să colecteze și reparații mecanice în mișcare, scopul principal al pieselor în mișcare este de a converti mișcare de rotație pentru a translațională și schimba viteza și
Din cartea Works on metal autor Natalya Gorshkovna KorcheverCrearea mecanismelor de conectare a manivelului Deseori, lăcătușii de la domiciliu trebuie să se ocupe de repararea motoarelor cu aburi, a motoarelor ardere internă, compresoare, pompe cu piston. Lucrarea tuturor acestor mecanisme se bazează pe transformarea mișcării translaționale
Din definiția și depanarea cărții din căminul din mașină autor Zolotnitsky VladimirDefectele dependența de uzură a benzii de rulare a anvelopelor la presiunea anvelopelor de înaltă presiune, cu funcționare. Uzura sporită a părții medii a anvelopei. Își mărește rigiditatea. Pe pereții laterali există tensiuni crescute ale cablului anvelopei și crăpături mici.
autor Valnev VictorTipuri de mecanisme: Figura universal și autonom 2. arma Expoziție „Sfântul Gheorghe“ (prima versiune) cu mecanism de bază non-selectiv odnospuskovym dl Greener (1903) De-a lungul ultimilor ani, încă de la armurieri lumii a dezvoltat mai multe sisteme diferite
Din cartea Modern mecanisme single-shot de pușcă dublă-barreled autor Valnev VictorTipuri de mecanisme: inerțial și primăvară mecanisme cele mai comune odnospuskovye pot fi împărțite în inerție și arcul (aka mecanică). Aceasta nu înseamnă că nu există izvoare în izvoare inerțiale, iar forțele de inerție nu sunt utilizate în cele primăvara. doar
Din cartea Instrument Making autor Babaev MA Din cartea Instrument Making autor Babaev MA18. Erori ale mașinii primare După elaborarea desenelor de proiectare, începerea realizării acestor desene. Producătorul se abate de multe ori de desen: pentru el, devine important să se obțină verificarea funcțională rezultata.Na „apare“ nepotrivire
Din cartea Instrument Making autor Babaev MA20. Investigarea mecanismelor de precizie Studiul a analizat mecanismele: cauza erorii, valorile estimate (așteptate) acestor erori, metode de control al erorilor și dispozitive de testare. Toate aceste aspecte aparțin metrologiei, ca parte integrantă
Din cartea Instrument Making autor Babaev MA22. Calcularea acurateței mecanismelor. Furnizarea de precizie specificată Scopul întrebării este de a determina metodologia de asigurare a unei precizii date într-un lot de mecanisme omogene. În limitele toleranțelor, este necesar să se asigure o anumită precizie. O varietate de tipuri de erori pot fi împrăștiate.
Din cartea Normele intersectoriale privind protecția muncii în timpul operațiilor de încărcare și descărcare și plasarea mărfurilor în întrebări și răspunsuri. Manual pentru studiu și pregătire autor Krasnik Valentin Krasnikmecanisme Anexa 7. Standarde și ruchnyhgruzopodemnyh de testare și de sincronizare dispozitive de sincronizare Standarde și de testare a mecanismelor de ridicare și dispozitive manuale Note: 1. Рн - sarcina de lucru permisă, kN; La rezultate nesatisfăcătoare ale staticului
autor Echipa de autori5.5.4. AUTOMAT DE CONTROL DE SISTEM de lucru PROCESE și sisteme de control de urgență privind crearea de sisteme automate de control al proceselor (PCS) instalații de energie electrică au început odată cu apariția
Din cartea Istoria Ingineriei Electrice autor Echipa de autori5.7.4. ELECTRIFICARI mecanisme de bază de echipamente militare de a treia expoziție electrică în St. Petersburg în 1885 a demonstrat transmisie DC, operează un număr de mașini diferite și arată importanța pentru oportunități industriale
autor Shuneyko Ivan Ivanovici2.1. Sistemul de control reactiv al Apollo. Caracteristici generale ale sistemului de control 3 Toate Apollo Compartiment nave spațiale - Modulul de comandă, compartimentul pentru service și nava luna - sunt sistem de control cu jet independent (figura 21.1.). Fig. 21.1. Nava Apollo: 1 - nautic; 2 -
Din cartea Zborurile pilotate pe Lună autor Shuneyko Ivan Ivanovici Din cartea camioane. Poduri de conducere autor Melnikov Ilyade direcție și suspensie defecte disfuncționalitate directie si suspensie sunt: - o creștere unidirecționale (reacție) a volanului; - creșterea forței necesare pentru a transforma roțile din față prea „rigid“ mecanismul de direcție- scurgere
Din cartea Service și reparații Volga GAZ-3110 autor Zolotnitsky Vladimir AlekseevichPosibile defecțiuni direcție cu
Cele mai frecvente defecte ale mecanismelor macaralelor sunt: nealinierea arborilor; balansarea nesatisfăcătoare a roții de frână; asamblarea și uzura incorectă a angrenajelor reductorului; blocarea și defectarea frânelor; scurgeri de ulei din reductor; slăbirea punctelor de atașare a reductorului; uzura roților de rulare; dezvoltarea cuplajelor manșon-pini.
Alinierea necorespunzătoare a arborilor duce la defectarea prematură a arborilor, lagărelor și cuplajelor.
Dezechilibrarea, de regulă, este cauzată de alinierea insuficientă a nodurilor de împerechere. Pentru a asigura funcționarea fiabilă a mecanismelor, toate nodurile lor sunt centrate în conformitate cu toleranțele acceptate. Pentru a face acest lucru, cutia de viteze a troliului de cadru, de regulă, este fixată strâns și se deplasează carcasa motorului și suportul exterior al tamburului. La troliu standardizate cu motor atașat uneltei pe flanșa și, prin urmare, nealinierea poate avea loc numai la arborele cutiei de viteze nod conectat la tambur. În acest caz, alinierea necorespunzătoare provoacă fluctuații semnificative în cutia de viteze și în motorul asociat, care sunt periculoase pentru rezistența montării la flanșă a motorului.
Poziționarea necorespunzătoare care depășește limitele admise poate conduce la spargere și la arborele de ieșire al reductorului propriu-zis. Un astfel de troliu trebuie reparat și centrat în fabrică, deoarece este imposibil să se corecteze dezalinierea la șantier. Semnul de respingere al acestor trolii este amploarea oscilației capătului motorului electric. La deplasarea capătului liber al motorului, de exemplu troliul L-500, mai mare de 3 mm pe verticală, funcționarea troliului nu este permisă.
Echilibrarea necorespunzătoare a roții de frână conduce la încărcări dinamice suplimentare pe arborii și lagărele angrenajului și ale motorului. În vagoanele unificate, cu montare pe flanșă a motorului, echilibrarea nesatisfăcătoare determină vibrația motorului și a întregului mecanism. Pentru a asigura funcționarea normală a mecanismului, verificați dacă șaiba de frână este așezată corect pe arborele motorului (dacă cheia este ridicată și dacă șurubul se află pe ea). Dacă cheia este ridicată, este înlocuită. Dacă cheia este normală, scoateți roata de frână din arbore și echilibrați-o static.
În cazul în care angrenajele cutiei de viteze sunt montate și uzate incorect în cutia de viteze, apare o batere periodică, un zgomot uniform constant și lagărele sunt încălzite. Baterea în cutia de viteze poate fi cauzată de găurile de pe dinții unuia dintre roată, de frecare și de excentricitatea roților de pe arbori. Când se formează niște mici găuri, sunt depuse; la mare - unelte înlocuit. Dacă roțile sunt plantate în mod liber sau excentric, ele sunt de asemenea înlocuite.
Zgomotul din cutia de viteze se datorează, în general, reducerii reduse a dinților dințate, care nu asigură contactul necesar al dinților. Defecțiunea este corectată prin introducerea treptată a dinților.
Lagărele cu bandă rulantă sunt încălzite de la instalarea necorespunzătoare în timpul asamblării, ceea ce determină prinderea axială a lagărelor. Pentru a elimina prinderea lagărelor cu capace încorporate, înlocuiți inelele de reglare între capace și colierele exterioare ale lagărelor, asigurând o distanță totală de 0,4 mm. Cu ajutorul montării cu flanșă a capacelor, aceeași distanță este asigurată prin intermediul unor plăcuțe de reglare între carcasa angrenajului și flanșa capacului. Inele de reglare setați când demontați reductorul, garniturile - după îndepărtarea capacelor. Clearance-ul cu capacele încorporate este verificat cu ajutorul unui dispozitiv de măsurare.
Fig. 181. Determinarea grosimii garniturii
La determinarea grosimii garniturii (Figura 181) a capacelor cu etrierul etrierului, măsurați distanța a între capetele reductorului și lagărul. Apoi se determină înălțimea h a capacului capacului. Grosimea garniturii A trebuie să fie de 0,4 mm mai mare decât diferența dintre înălțimea talonului și distanța dintre capete h - a. Dacă se dovedește că distanța dintre capetele capului a este mai mare decât înălțimea flanșei, l, capacul este îndepărtat și flanșa este proeminentă pentru a mări flanșa.
Cauza zgomotului din cutia de viteze și încălzirea lagărelor poate fi și absența sau lipsa de lubrifiere din cutia de viteze. Pentru a elimina problema, adăugați lubrifiantul la nivelul cerut, care este verificat cu ajutorul unui dispozitiv de măsurare sau a unui conector de comandă.
Cu arbori cu trei lagăre, supraîncălzirea lagărelor poate apărea datorită supraîncărcării lagărelor ca urmare a nealinierii arborelui. Montarea corectă a arborelui unui astfel de troliu este verificată atât direct pe macara cât și în ateliere. Pentru a elimina această roată cu tambur strâns fixat pe cadru de tracțiune și roata dințată a arborelui de ieșire outrigger liber de atașare. Atunci când dispozitivul de prindere, fără strângere cu șuruburi, este situat deasupra suprafeței de susținere a cadrului, sub aceasta sunt instalate garnituri. Dacă suportul exterior se sprijină pe cadru, garniturile sunt plasate sub reductor. Apoi rotiți manual arborele. Dacă suportul suportului se deplasează în direcții orizontale și verticale, arborele este îndoit și trebuie reparat sau înlocuit.
Frânarea frânei este aceea că atunci când motorul este oprit, frâna nu poate menține încărcătura. Acest lucru poate fi cauzat de următoarele: ajustarea necorespunzătoare a frânelor, o putere mare a garniturilor de frână, frână denaturate în raport cu axa rolei, suprafața scripete și lubrifiere cu tampoane. Frânarea corectată trebuie reglată.
Producerea garniturilor de frână se determină vizual în urma nituirelor de pe suprafața roții de frână sau prin măsurarea grosimii garniturilor. Se permite ca frâna cu grosimea căptușelii să nu fie mai mică de 4 mm în partea centrală și nu mai mică de 2,5 mm de-a lungul marginilor. La o deteriorare mai mare a suprapunerilor, acestea se înlocuiesc. Când frâna este înclinată, tampoanele se potrivesc în mod necorespunzător roții, ceea ce nu permite utilizarea completă a cuplului de frânare. Cauza de înclinare poate fi instalarea incorectă a frânei pe cadru sau defectele produse în timpul fabricării. În primul caz, îndepărtați prejudecată frână, plasarea sub lamele șuruburile de fixare la baza frânei cadru, în al doilea - frâna este înlocuită.
Când lubrifiați suprafața scripeții sau garniturilor, acestea sunt spălate cu kerosen sau benzină și curățate.
Dacă frâna eșuează, pot exista cazuri în care tampoanele sale nu se deschid când electromagnetul este pornit. Mecanismul rămâne blocat chiar și atunci când motorul electric este pornit, ceea ce poate duce la supraîncălzirea și defectarea motorului. O astfel de eșec se poate datora faptului că excesiv de strictă garnitură de frână de primăvară înghețat la scripetele este nivelul de lichid insuficient în lichid elektrogidrotolkatele sau congelat.
Strângerea arcului este verificată cu o riglă. La o discrepanță cu lungimea de instalare a arcului indicată în instrucțiune, strângerea este reglată, așa cum este indicat în Ch. XI.
Exemple de suprapuneri sunt detectate după cum urmează. Cu ajutorul pârghiei, ridicați brațul basculant al frânei, observând în același timp plăcuțele. În cazul în care căptușeala nu se îndepărtează de scripete, iar tampoanele au tendința de a se separa de plăcuțe, atunci căptușeala este înghețată. Pentru a remedia defecțiunea, capătul căptușelii este susținut de un fascicul de lemn și este lipit cu un ciocan.
Fluid în elektrogidrotolkatele poate îngheța, în cazul în care nu respectă condițiile de funcționare la temperaturi scăzute sau mecanism lung nu a funcționat. Preîncălziți electrohidrocentralele la 50-60 ° C cu un suflantă. Acționarea împingătorului este verificată prin ridicarea brațului balansier. După încălzirea împingătorului, lichidul incorect selectat este înlocuit cu unul nou. Dacă după încălzire electrodul pompa nu funcționează încă, este trimis pentru reparație.
Cu un nivel insuficient de lichid în împingător, se observă o curgere redusă a tijei. Înainte de a verifica nivelul lichidului, brațul basculant este ridicat până la capăt cu ajutorul pârghiei. În cazul în care cursa de la apariția fasciculului depășește manual accident vascular cerebral, atunci când împingătorul, nivelul de lichid este insuficient și trebuie să adăugați un lichid în elektrogidrotolkatelya corpului.
Uleiul de scurgere din sigiliul are loc, fie ca urmare a unor unelte de preaplin ulei, fie din cauza eșecului sau o performanță slabă a sigiliilor.
Deplasarea cu ungere a reductorului poate fi determinată de la acul indicatorului de măsurare a uleiului. În acest caz, nivelul uleiului va fi deasupra riscului superior al acului. Scoateți excesul de ulei prin deșurubarea conectorului reductorului.
În caz de eșec sau de deteriorare a inelele O (manșete) ar trebui să fie înlocuite cu altele noi, atunci când dezasambla troliul.
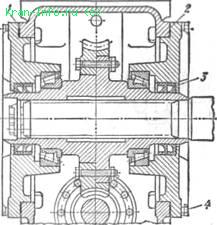
Fig. 182. Dispozitive de etanșare a reductorului pe cărucioare:
1,2 - garnituri, 3 - garnituri de buze, 4 bolturi
Când un ulei scurgere din angrenaj globoid având o etanșare pâslă (Fig. 182), care rulează sigiliu Batt cu ajutorul șuruburilor 4. La mecanisme de rotație unificate da șaibă de cauciuc suplimentar 4 (fig. 183 a) sau o piuliță cu un capăt conic 5 (Fig. 183, b).
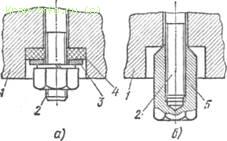
Fig. 183. suplimentare mecanism de etanșare a arborelui de ieșire: și - o mașină de spălat de cauciuc, - o piuliță cu un capăt conic; 1 - arbore de ieșire, 2 - șurub, 3 - șaibă, 4 - șaibă de cauciuc, 5 - piuliță cu capăt conic
Când scurgerea are loc prin dopul de golire sau prin fantele capacelor, strângeți dispozitivul de fixare sau înlocuiți garniturile.
Slăbirea puncte de fixare de unelte macara înrăutățește mecanisme de lucru: ticuri de viteze în timpul funcționării, ceea ce duce la alinierea greșită a arborilor; s-au dezvoltat articulații înfilete și articulate; Lăștile motorului sunt sparte din cauza șocurilor transmise la motor din cutia de viteze. Punctele de prindere sunt slăbite din următoarele motive: bolțurile nu sunt strânse suficient; Barele și opritoarele de blocare nu sunt sudate; proiectarea mecanismului este nesatisfăcătoare; Conexiuni necorespunzătoare.
Toate unelte de pescuit de la locul de muncă sunt alternativ forțe orizontale care apar pe operațiunea inversă a roților dințate, a realiza un efort de nealiniere admise în unelte de pescuit deschise. De regulă, aceste eforturi nu sunt mari, dar, acționând în mod constant, pot slăbi punctele de atașament. Prin urmare, pentru funcționarea fiabilă a mecanismului de monitorizare a stării șuruburilor de fixare și uneltele de fixare l suplimentar pe cadru este sudat benzi de fixare de blocare.
Uzura roții uzate are loc atât pe suprafața de lucru a patinei, cât și pe flanșe. Dacă generarea simultană a roților de conducere depășește 3-4% din diametrul (pentru KB-100.2 macara cantitate generație admisă este de 20 mm atunci când diametrul roților 500 mm) și grosimea flanșelor datorate uzurii, a devenit mai mică de 15 mm, roțile trec în repararea sau înlocuirea. Motivele pentru a face lucrătorii de călărie suprafețe roți alergătoare sunt diferite diametre ale roților macaralei acționat de un motor, ducând la creșterea uzurii și filarea; utilizarea roților turnate în loc de ștanțare; absența sau performanța incorectă a tratamentului termic. flanse de formulare roți de rulare explicate inexactitate stivuire pistă macara: prezența pantei transversale și abaterile mari de dimensiuni nominale ecartamentul și paralelismul axelor roților.
Cu o pantă transversală a pistei, macaraua, sub influența propriei greutăți, tinde să se deplaseze spre pantă. În acest caz, flanșele sunt presate constant pe șine, ceea ce duce la uzură și lacrimă intensă. Același lucru se întâmplă la deviații ale ecartamentului și paralelismul axelor roților atunci când mișcarea roții atunci când supapa este presată în mod constant față de șinele de una sau de cealaltă flanșă.
În dezvoltarea articulațiilor Bush-deget (uzura maneci elastice sau cu degetul, looseness) se înlocuiește cu manșonul sau degetele și strângeți dispozitivele de fixare. Atunci când uzura a suprafeței de lucru, dezvoltarea de găuri și manșon de cuplare este trimis pentru reparații.
| |
§ 98. Defecțiuni ale sistemelor cd-bloc§ 100. Defecțiuni ale circuitelor electrice
Care este calendarul
Mecanismul de distribuție a gazelor (prescurtat așa cum a fost denumit RM) este un dispozitiv care asigură furnizarea la timp a amestecului aer-combustibil în cilindrii motorului cu ardere internă și eliberarea gazelor de eșapament. Aceste funcții sunt puse în aplicare în momentul de patru unități de putere prin deschiderea și închiderea supapelor de admisie și de evacuare, care sunt conduse de arborelui cu came și un mecanism special de camă.
Astfel, principalele elemente ale mecanismului de distribuție a gazelor sunt supapele, conducerea și arborelui cu came cu unitatea sa. Pe mașinile moderne, supapele sunt situate în capul cilindrului. Pentru a menține supapa închisă, se utilizează arcuri. In prezent, cele mai utilizate sunt motoarele cu ardere internă cu came, care funcționează pe chetyrehklapannyh (pentru fiecare cilindru au două supape de admisie și de evacuare) și două valve (un orificiu de admisie și o supapă de evacuare pentru fiecare cilindru) scheme.
Depanarea momentului
De la arborele cotit la arborele cu came, rotația poate fi transmisă prin intermediul unei centuri, lanț sau tren de viteze. Slippage fie un circuit deschis sau curelei de distribuție poate duce la un accident vascular cerebral de pistoane ale supapelor sunt deschise, care ar putea deteriora motorul. De aceea, fiecare proprietar de automobile trebuie să acorde atenție stării mecanismului de distribuție combustibildiagnosticarea în timp util a nodurilor sale și a părților individuale.
diagnosticare eșecul calendarului este o procedură dificilă și foarte importantă. Conform datelor statistice cu privire la acest mecanism de conturi de aproximativ douăzeci de procente din toate eșecurile motorii, precum și abordarea oricăror probleme - aproximativ jumătate din complexitatea reparațiilor și întreținere. Ignorând diagnostic obligatoriu de multe ori duce la faptul că un număr mare de motoare furnizate de revizuire prematură, având insuficient utilizat de resurse, sau o problemă cu natura ta de urgență. Destul de frecvente sunt cauze frecvente de probleme în calendarul, deoarece nerespectarea regulilor de funcționarea internă a motorului cu ardere, inclusiv realimentare, cu un conținut ridicat de rășină, utilizarea de proastă calitate, uleiuri contaminate, funcționarea continuă a motorului la viteze mari.
Lista și cauzele principalelor defecțiuni de temporizare
Supape de suspendare
Cel mai rau lucru care se poate întâmpla la mecanismul de distribuire a amestecului carburant, așa numitele valvele freeze care apare cel mai adesea din două motive: atunci când se utilizează benzină de slabă calitate, înainte de depunerea rășinilor valve tulpini, precum și din cauza slăbirii sau ruperii arcurilor supapelor. În ultimul caz, când pistonul atinge rpm. supapa pur și simplu nu are timp să fie în șa. Este corect să spunem că această defecțiune la vehiculele moderne este foarte rară.
Blocarea compensatoarelor hidraulice
Cuvintele separate merită defectarea compensatoarelor hidraulice. Utilizarea prea mult lichid sau ulei contaminat conduce la faptul că excentricul „refuză“ să-și îndeplinească funcția sa principală, care constă în compensarea lacunelor din sincronizare. Operarea ulterioară a ICE în acest caz amenință să blocheze compensatoarele hidraulice. Dovezile privind funcționarea defectuoasă a acestor unități reprezintă o lovitură metalică care provine de la capul cilindrului pe un motor rece.
încălcare din diferența de temperatură, temporizarea supapelor
Încălcarea de transfer termic în unități cu posibilitatea reglementării are loc atunci când rulmenții uzate și came ale arborelui cu came prin rotirea roții de curea se transmite la ea, și, de asemenea, din cauza ajustării incorecte. Consecințele majorității problemelor legate de funcționarea momentului sunt încălcarea fazelor de distribuție a gazelor. Ca urmare, funcționarea stabilă a motorului este întreruptă, iar puterea de ieșire corespunzătoare valorii nominale este redusă.
Aderența slabă a supapei
adeziune inadecvată la scaunul supapei poate fi rezultatul depunerii stratului de funingine ca șei, iar supapele însele, apariția cochilii pe suprafața de lucru a componentei, defectarea arcurilor supapelor, supapa de cap deformării, înțepenirea tijei valvei în manșonul de ghidare. În plus, cauza acestui fenomen poate fi în absența unui spațiu între balansier și tija supapei.
Semnele exterioare ale defecțiunii temporizării
Printre indicație externă că mecanismul de distribuție a gazelor este defect, acesta poate fi din metal, loviri menționate să nu fie caracteristice funcționării normale a motorului, reducerea compresiei, popping apariția în conductele de evacuare și de admisie, precum și reducând motopropulsor putere. Ultimele trei variante apar adesea cu o potrivire necorespunzătoare a supapelor la locurile lor.
Violarea o reacție termică, uzura came și lagăre de arbore cu came maestru diagnostician „vorbește“ de putere și de a reduce bate la ușă de metal, nu a fost în capul cilindrului, atunci când motorul este la viteze mici și medii. Cauzele zgomotului din unitatea arborelui cu came și un amortizor de zgomot runde periodice pot fi uzura și alungirea curea (sau lanț) unitatea de servire a arborelui cu came și roți dințate uzura. Arunca nivelul uleiului din carter, cuplat cu o scădere a puterii motorului și apariția gazelor de eșapament albastru de fum de multe ori este un indiciu de „probleme“ cu mecanismul cu manivelă, capace Slinger abraziune, uzura ghidaje și tijele supapelor.
inele metalice (numite detonare) bate caracteristic perioadei de accelerare a vehiculului, iar activitatea motorului cu defecte - semnele exterioare ale formării depunerilor de carbon pe valve, utilizarea benzinei de proastă calitate, manivela defect. Valve Stuck, reducerea nivelului de elasticitate, defectarea arcurilor supapelor poate duce la căderi scurte într-un motor rece, reduce puterea și supraîncălzirea acestuia.
Basic „Simptome“ valve neetanse plantare - reducerea compresie într-unul sau mai mulți cilindri „fotografii“, în conductele de evacuare și admisie, reducând costurile, funcționarea cu energie a unității de putere. Toate acestea se întâmplă în cazul unui depozit pe o fațetă de lucru, scaunul supapei, flambaj a discului supapei, nu există nici un spațiu între piston și tija supapei. Pentru eliminarea depunerilor de pe suprafețele pieselor udate de lucru cu kerosen sau într-o soluție preparată special cu îndepărtarea ulterioară a racletei. Pe suprafețe există mici zgârieturi, scufe, cochilii? Vor trebui să fie frecați. Cu o deteriorare semnificativă a valvei și priza sunt supuse la măcinare sau înlocuite cu piese noi, care pot fi reparate.
deschiderea valvei parțială Motivul este de obicei o degajare mărită între împingătorul (sau jug) și tija supapei. Stookey în sincronizare poate fi simptome (altele decât fenomenele de mai sus), crescând distanța dintre piston și uzura tijă supapă de sincronizare roti dintate, ghidaje și împingătoare, axe și bucșe, braț basculant, supapă tulpini, precum inele de distanțare, care crește deplasarea axială a arborelui cu came.
Părțile pierdute, uzate trebuie înlocuite cu altele noi, cu reglarea completă a componentelor individuale și a mecanismului de distribuție a gazelor.
Un motor bun ar trebui să dezvolte puterea maximă, să lucreze fără întreruperi la sarcini maxime și la ralanti, să nu supraîncălzească, să nu fumeze și să nu lase uleiul și lichidul de răcire prin garnituri.
Defecțiunea poate fi determinată de diagnosticarea externă fără dezasamblarea motorului.
Curele de tren Acesta are următoarele caracteristici de bază non-serviceability: apariția unor lovituri străine și a zgomotului, care se încadrează cardinality-Ness a motorului, creșterea consumului de petrol, consumul de combustibil, fum în gazele de evacuare.
Zgomotele și zgomotele din motor rezultă din creșterea uzurii pieselor sale principale și din cauza creșterii diferențelor dintre piesele interfațate.
Atunci când pistonul și cilindrul sunt uzate, precum și distanța dintre ele crește, există un bate metalic de apel, care este bine auzită atunci când motorul rece este în funcțiune. O lovitură metalică la toate modurile de funcționare ale motorului indică o creștere a decalajului dintre știftul pistonului și bucșa tubului superior al tijei de legătură. Amplificarea bate cu o creștere bruscă a mii inserturi de uzură a arborelui articulat de frecvență indică rulmenți tija indigeni sau de legătură, mai bate caracteristica ton surd atunci când sunt purtate lagăre principale. O lovitură puternică și neîncetată a motorului, însoțită de o scădere a presiunii uleiului, dovedește topirea rulmenților. Ascultarea zgomotului și baterea se face folosind un stetoscop.
Pierderea puterii motorului a produs o reducere a rezultat prin compresiune sheniem: perturbațiilor de etanșare garnitura chiulasei cu slabă sau inegale de strângere nuci crep împăcării sau deteriorarea garniturii; inele de ardere în canelurile pistonului datorită depunerii de substanțe rășinoase și depuneri de carbon; uzură, spargere sau pierderea elasticității inelelor; uzura pereților cilindrului.
Compresia în buteliile motorului este verificată manual sau printr-un compresometru. Pentru a verifica compresia manuală, bujiile sunt aruncate, cu excepția bujiei cilindrului supus încercării. Rotirea arborelui cotit cu un mâner de pornire, rezistența la compresiune este determinată de compresie. Trebuie doar să verificați compresia în celelalte cilindri.
Pentru a verifica comprimarea prin compresometru, motorul trebuie încălzit, prizele trebuie oprite, clapeta și amortizorul de aer trebuie deschise complet. Instalați vârful din cauciuc al compresorului și deschiderea dopului și rotiți arborele cotit cu 8-10 rotații. Amploarea compresiei este evaluată prin citirile compresorului. După pornirea arborelui cotit într-un cilindru bun, valoarea de compresie trebuie să fie de 7,0-7,8 kgf / cm2. Deci, trebuie să verificați în mod constant compresia din fiecare cilindru.
La starea tehnică a grupului cilindru-piston și supapele pot fi evaluate prin valoarea relativă a infiltrării aerului (ecartament special controlat emoy) alimentat sub presiune la cilindrii motorului prin intermediul K-69 de instrumente. În acest caz, aerul comprimat este furnizat fiecărui cilindru al motorului prin găurile pentru bujii.
Creșterea consumului de ulei, depășirea combustibilului și evacuarea fumului de culoare gri (la un nivel normal al uleiului în carter) apar de obicei atunci când piston inele sau uzura lor. Apariție de inele pot fi îndepărtate fără demontarea motorului, pentru care fiecare cilindru în motor turnat fierbinte peste noapte, prin deschiderea de aprindere CBE chi de 20 g dintr-un amestec de părți egale de alcool denaturat și kerosenul. Dimineața, motorul trebuie pornit, lăsat să funcționeze timp de 10-15 minute, opriți și înlocuiți uleiul.
Depunerea de cocs pe fundul pistoanelor și camerele de ardere reduce conductivitatea termică, care provoacă supraîncălzirea motorului, cardinalitatea sale drop-Ness și creșterea consumului de combustibil. remover carbon necesară pentru a evacua apa din sistemul de răcire, îndepărtați dispozitivele întărite pe chiulasă, și, după ce se întoarse o piuliță, cu grijă separa capul cilindrului, fără a deteriora garnitura. Dacă garnitura este lipită pe blocul sau la capul cilindrului, atunci acesta trebuie separat, folosind un cuțit stupid sau o bandă largă de metal subțire.
În cazul motoarelor tip V, înainte de a scoate capetele cilindrilor, în plus, este necesar să scoateți toate dispozitivele din conducta de admisie, să scoateți (conducta și numai apoi scoateți capetele.
Carbonul este îndepărtat cu răzuitoare de lemn sau răzuitoare de metal moale, astfel încât să nu se deterioreze partea inferioară a pistoanelor sau a pereților camerei de ardere. Când scoateți depozitul, închideți cilindrii adiacenți cu o cârpă curată. Depunerea este mai ușor de îndepărtat dacă este înmuiată prin punerea pe ea a unei pânză umezită cu kerosen.
La instalarea garniturii capului cilindrului, acesta trebuie să fie șlefuit cu grafit de apă roșie.
Fisurile din pereții carcasei de răcire a capului cilindrului pot apărea atunci când apa este înghețată sau jacheta de răcire a motorului fierbinte este umplută cu apă rece.
Mecanismul de distribuție a gazelor are două defecțiuni caracteristice - montarea în vrac a supapelor în prize și deschiderea incompletă a supapelor.
Lipsa de aderență a supapelor la cuiburi, vă aflați pe următoarele motive: reducerea compresiei; blițuri periodice în conducta de admisie sau evacuare; scăderea puterii motorului. Cauzele închiderii supapei pot fi: depunerile de pe supape și prize; formarea de cochilii pe suprafețele de lucru (șuruburi) și deformarea capului supapei; ruperea arcurilor supapelor; confiscarea supapelor în manșoanele de ghidare; nici un decalaj între tija supapei și vârful balanței.
Inchiderea incompletă a supapelor se caracterizează prin lovituri în motor și o scădere a puterii. Această eroare apare ca urmare a unui spațiu mare între tija supapei și degetul rotativ. Prin defecte de sincronizare ar trebui să includă, de asemenea, uzura trenului arborelui cu came, tol-Catel, ghidați mâneci crește deplasarea longitudinală a arborelui cu came și mâneci uzură și axele braț basculant.
La motoarele ZIL-130 poate să apară o oprire a mecanismului supapei de ieșire ca urmare a confiscării bilelor și a arcurilor mecanismului de rotație.
Carbonul trebuie îndepărtat cu o răzuitoare; Supapele cu cochilii minore pe suprafața de lucru trebuie frecat, arc spart, înlocuit. Decalajul deteriorat este restabilit prin ajustare.
Pentru a elimina lepuit supape cu arc de supapă sub cap anexați un arc slab, la lucru unicitatii peste stratul aplicat de pastă, format din pulbere abrazivă și de ulei, precum și prin intermediul acoladă sau instrument lepuit supapă cu piston raportat mișcare de rotație. La schimbarea direcției de rotație, supapa trebuie ridicată. Laparea este finalizată dacă pe suprafața soclului și suprafața de lucru a supapei se afișează benzi matte solide de 2-3 mm lățime. Etanșarea scaunului supapei după înfășurare este verificată cu ajutorul unui instrument sau a kerosenului. În acest scop, ventilul este instalat în scaun, și un arc pus pe fixarea acestuia pe tijă, este inversată în chiulasă și în camera de ardere a turnat cu kerosen. Apariția kerosenului pe tija și în manșonul de ghidare indică o lovire rău.
Pentru a regla distanța dintre tija supapei și degetul rotativ, este necesar: scoateți capacul supapei, îndepărtându-l pe piesele atașate anterior; Montați pistonul la capătul cursei de compresie (astfel încât supapele să fie închise); verificați clema și, dacă este necesar, reglați-o prin scoaterea piuliței de fixare a șurubului de reglare de pe brațul basculant și prin rotirea șurubului de reglare pentru a seta distanța necesară (Figura 183); Strângeți piulița de blocare și verificați din nou clema.
Fig. 183. Reglarea golurilor termice
Deplasarea necesară a arborelui cu came este realizată de grosimea inelului distanțier. În cazul în care detaliile mecanismului de distribuție a gazelor sunt uzate, motorul este reparate. Sistemul de răcire este unul dintre cele mai importante din motor. Dacă este defect, motorul se supraîncălzește sau este supraîncălzit. Diagnosticarea sistemului de răcire se face prin semne externe.
Defecțiunile de bază газораспределительного mecanismul motorului.
Bate în mecanismul de distribuție a gazelorexistă diferențe crescute în supapă mecanism, uzura rulmenților sau camelor arborelui cu came, pârghiile, precum și ruperea arcurilor supapelor.
Pentru a elimina loviturile, este necesar să reglați diferența termică, iar piesele și ansamblurile uzate trebuie înlocuite.
Creșterea zgomotului circuitului de acționarearborele cu came apare din cauza uzurii îmbinărilor articulate ale legăturilor lanțului și alungirii sale.
Este necesar să reglați tensiunea lanțului și, dacă este uzată excesiv, înlocuiți-o cu una nouă.
Pierderi de putere ale motoruluiși fumul crescut de gaze de evacuare apar atunci când diferența termică din supapă mecanism, închiderea supapelor, uzura capacelor care reflectă uleiul.
Decalajul trebuie ajustat, capacele uzate se schimbă și supapele "priteret" pe scaune.
19. Tehnologie și apoi
sincronizare daune caracteristice (sincronizare) includ impingatoare uzură bucșe de ghidare, plăcile lor de supape și cuiburile lor, roti dintate, came si un arbore cu came pivoți de lagăr; încalcă golurile dintre rockeri și tijele supapei (impingatoare), ruperea si pierderea de elasticitate a arcului supapei dinții roților dințate rupere de distribuție, supape epuizați. Semnele de eșec al sincronizării sunt lovituri, apariția rachetelor în carburator și loviturile din toba de eșapament.
Menținerea crampelor și a sincronizării. Este parte din întreținerea motorului și include verificarea și strângerea elementelor de fixare, diagnosticarea motorului, ajustarea și lubrifierea.
Lucrările de fixare sunt efectuate pentru a verifica starea de fixare a tuturor conexiunilor motorului; motorul sprijină rama, capetele cilindrului și carterul la unitate, flanșele conductelor de admisie și evacuare și alte conexiuni.
Pentru a preveni trecerea gazelor și a lichidului de răcire prin garnitură, se verifică capul cilindrilor și, dacă este necesar, se strâng piulițele fixării acestuia la un anumit moment. Aceasta se face folosind o cheie dinamometrică. Cuplul și secvența de strângere a piulițelor sunt stabilite de producători. Capul cilindrului din fontă. Verificarea strângerii șuruburilor care fixează tava de ulei pentru a evita deformarea și scurgerile se efectuează de asemenea într-o anumită ordine, constând în tragerea alternativă a șuruburilor amplasate diametral.
Diagnosticarea stării tehnice a KShM și a timpului în întreprinderile de transport se efectuează: prin numărul de gaze care se sparg prin carter; presiunea la sfârșitul cursei de comprimare (comprimare), scurgerea aerului comprimat din cilindri, prin ascultarea motorului cu un stetoscop.
Cantitatea de gaze care intră în carterul motorului între pistoanele cu inele și cilindri este măsurată cu un debitmetru de gaz conectat la conducta de umplere a uleiului. În același timp, carterul motorului este etanșat cu dopuri din cauciuc care acoperă orificiile pentru joja de ulei și conducta de aerisire pentru sistemul de ventilație a carterului. Măsurătorile se efectuează pe un stand dinamometric la sarcină maximă și la turația maximă a motorului. Pentru un nou motor, cantitatea de gaze descoperite, în funcție de modelul motorului, este de 16-28 l / min. În ciuda simplității metodei, utilizarea sa în practică întâmpină dificultăți asociate cu necesitatea de a crea o sarcină completă și un număr neconstant de gaze descoperite, în funcție de calitățile individuale ale motorului.
Cel mai adesea diagnosticarea și manivelă calendarul Kompressometr efectuat prin măsurarea presiunii la capătul cursei de compresie, care servește ca indicator al etanșeității și caracterizează starea cilindrilor, inele și pistoane cu klapanov-
Metoda cea mai perfectă pentru determinarea stării KShM și a sincronizării cu ajutorul unui dispozitiv special pentru scurgerea aerului comprimat, forțată în cilindru prin orificiul de sub lumânare.
Ascultarea cu un zgomot și bate stetoscop, ceea ce duce la o pârghie de sincronizare lacune de încălcare a conjugare și, de asemenea, permite diagnosticarea motorului. Cu toate acestea, acest lucru necesită o mulțime de experiențe practice ale interpretului.
Lucrările de reglare se efectuează după diagnosticare. Când bate este detectat în supape, și, de asemenea, în TO-2 este verificat și ajustat golurile de aprindere între capetele tijei supapei și ciorapii culbutorului. Atunci când reglarea distanțele pe motor ZMZ-piston 53 a cilindrului 1 la cursa de compresie este setat la punctul mort superior, pentru care arborele cotit este rotit pentru a alinia lintita la scripetele la linia centrală privind indicatorii de pe capacul de viteze de distribuție. În această poziție, diferența ajustată între tijele supapei și șosetele braț basculant primul cilindru. Lacunele în valve butelii rămase este controlată într-o secvență care corespunde ordinul cilindrilor: 1-5-4-2-6-3-7-8 rotirea arborelui cotit în timpul tranziției de la cilindru la cilindru 1/4 rotație. Există un alt mod de a ajusta decalajele. Astfel, în motorul Zil-130 după instalarea pistonului cilindrului 1 în punctul mort superior, care combină o gaură în fulia arborelui cotit Tagged TDC clearance-ul mai întâi controlat ambele supape 1 cilindru, supapele de evacuare 2, 4, și 5-a cilindrilor , supape de admisie 3, 7 și 8 cilindri. Golurile din cealaltă valva este controlată după arborele cotit într-o revoluție completă.
Pentru a regla distanțele în arborele cotit motor Kamaz 740 instalat în poziția corespunzătoare din partea superioară a alimentării cu combustibil, în primul cilindru cu ajutorul unui clip montat la carcasa volantului. Apoi, arborele cotit este rotit printr-o trapă în carcasa ambreiajului și la 60 ° ajustată prima clearance-ul supapelor și cilindrii 5a. Mai departe, arborele cotit este rotit cu 180, 360 și 540 °, respectiv, prin ajustarea golurile din a 4-a si a 2-a, 6 și 3, 7 și 8-cilindri,
Este ușor de văzut că, indiferent de metoda de instalare a arborelui cotit la poziția de pornire pentru a regla decalajul termic în servomotor fiecărei supape controlate și ajustate într-o poziție în care ventilul este închis complet,
reparații curente de manivelă și calendarul, lucrările caracteristice privind reparațiile curente ale manivelă și de distribuție înlocuiesc garnituri, pistoane, inele de piston, ace de piston, inserturi bielă și lagăre principale, supape și șei și arcuri, tije de împingere, precum și de rectificat și lepuire supapele și scaunele lor .
Înlocuirea cămășii cilindrului se face când uzura depășește permisă, prezența crăpături, fisuri și bavuri de orice dimensiune, precum și uzura centurilor superioare și inferioare.
Este destul de dificil să scoateți garniturile din blocul de cilindri. Prin urmare, ele sunt presate într folosind un extractor special, care graifere cuplează capătul inferior al mânecilor. Utilizarea altor metode este inacceptabilă, deoarece provoacă daune găurile mânecilor de aterizare în blocul motor și mâneci în sine.
Înainte de fitingul un nou manșon este necesar pentru a ridica de pe blocul motor, astfel încât capătul său reliefează peste planul conectorului cu un cap de bloc. În acest scop, un manșon montat în blocul de cilindri fără inele de etanșare, placa de acoperire și sonda de calibrare măsoară diferența dintre placă și blocul motor.
Manșoanele instalate în unitate fără inele O trebuie să fie rotite liber. Înainte de formularea finală a mânecilor trebuie verificate pentru găurile lor de montaj în blocul cilindrilor - În cazul în care acestea sunt puternic afectate de coroziune sau au un înveliș, este necesar să le repare prin aplicarea unui strat de rășină epoxi amestecat cu pilitură de fier, care după solidificare spălați curat. Marginile părții superioare a blocului care primul venit în contact cu un inel de etanșare din cauciuc pentru presarea manșonului trebuie să fie curățate cu pânză abrazivă pentru a preveni deteriorarea inelelor de etanșare în timpul sertizarea,
Căptușeli montate cu garnituri inelare din cauciuc presate în blocul motor prin presă. Puteți face acest lucru cu un dispozitiv special, un dispozitiv. Echipeaza O-ringurile nu poate fi mult întinsă și pentru a evita răsucirea în canelura cămășilor cilindrilor.
pistoane înlocuire purtat pe suprafața în timpul formării profundă fustă uzură prin frecare conduce, ardere suprafața inferioară a pistonului și în regiunea inelului de presiune superioară, atunci când este purtat sub partea superioară a canelurii inelului pistonului este mai mare decât admisibilă.
pistoanele de înlocuire face fără a scoate motorul din vehicul: decantat uleiului din baia de ulei, scoateți capul cilindrului și baia de ulei și este pliat piuliță rasshplintovyvayut bulonului tijă, scoateți capul inferior și un capac de tijă este îndepărtat ansamblul piston în sus deteriorat cu inelele de tijă și piston. Apoi scos din găurile din borne ale inelului de blocare, cu o presă și presată în bolțul pistonului este separat de tija pistonului. Dacă este necesar, același lucru presat în bucșe bronz presa crosshead superioară.
Înainte de a înlocui pistonul trebuie să-l alege mai întâi pe cilindru, este necesar să se selecteze un grup dimensional piston care corespunde căptușeala grupa de mărime (cilindru) și clearance-ul sonda panglică între piston și manșonul pentru plunger este introdus în capul cilindrului jos, astfel încât muchia fusta a coincis cu capătul manșonului, și se introduce banda sonda între manșon și pistonul. se afla într-un plan perpendicular pe axa degetului. Apoi, sonda dinamometru întindere-bandă și măsurarea forței de tragere, care ar trebui să fie în termen de permise. Dimensiunile benzii sondei și forța de tragere pentru diferite tipuri de motoare sunt enumerate în instrucțiunile de utilizare sau în instrucțiunile manuale atelier. Astfel, pentru motoarele Zil-130 folosind bandă de 0,08 mm grosime, lățime 13 mm și 200 mm lungime, iar forța de tragere trebuie să fie 35-45 N. Dacă forța este diferită de cea recomandată să ia celălalt piston din același grup mărime sau sub forma exclusă vecinați grupul de dimensiuni și selectați-l din nou pe cilindru.
În cadrul fiecăreia dintre supradimensionată nominale și garnituri și pistoanele motorului Zil-130 are șase grupe de mărime. Diametrele cilindrilor din fiecare dintre ele diferă cu 0,01 mm. Mărimea grupului Index (A. AA, B, BB, B, garnituri BB și pistoane pentru dimensiunea nominală și T SG D. DD, E, EE pentru prima supradimensionat, etc, etc ..) este indicată la capătul superior al manșonului și pe partea inferioară a pistonului,
Grupe de dimensiuni similare în cadrul fiecărei dimensiuni de reparații au toate celelalte motoare auto.
La asamblarea motoarelor, scos; din vehicul, dar selecția a cilindrilor cu piston se realizează într-un mod similar, de asemenea, atunci când pistoanele sunt selectate fabrică de asamblare a motorului -.
Când înlocuiți pistonul ATP, cu excepția pistonului pod6opa în cilindru, ar trebui să se asigure că un alt importante specificațiile cerințelor pentru asamblarea motoarelor: diametru gaura pinteni piston, diametrul bolțului pistonului și diametrul găurilor din bronz bucșa de culisare, superioară trebuie să aibă același grup dimensional. De aceea, înainte de kit de asamblare „piston - tijă - degetul“, asigură că vopseaua de marcare depus pe una dintre bosajele pistonului, la capetele degetului și crosshead superioară se formează într-o singură culoare.
Într-un caz în care schimbă întregul grup cilindru, care apare cel mai frecvent în practică, apar probleme cu selecție: plonjor, cu degetul, inele de piston și bucșa vin în kit de piese de schimb ales în prealabil. De aceea, la asamblarea pieselor necesare pentru etichetare asigură selecția corectă și a verifica clearance-ul sonda panglică între piston și manșonul. Poți să faci fără bandă. Pistonul selectat corect trebuie să fie coborât în propria greutate sub propria greutate. De asemenea, este necesar să se verifice oportunitatea unui nou știft piston la capul de sus a unei tije: bolțul pistonului ar trebui să intre lin în orificiul manșonului puțin final, sub presiune de la degetul mare.
Înainte de a conecta pistonul la tija de conectare, acesta din urmă trebuie să fie verificat pentru paralelismul capetelor de osie. Acest lucru se face pe dispozitivul de comandă cu capete de semnalizare.
Când deformarea depășește limitele admise, tija de legătură este corectată. Pistonul este apoi plasat într-o baie de ulei lichid, încălzit la 60 ° C și se presează cu un știft piston dorn bosajele pistonului în alezajul și crosshead superioară. După apăsarea în canelurile bolții, introduceți inelele de blocare.
In mod similar, începând cu eliminarea chiulasei în baia de ulei, dacă este necesar, introduceți înlocuirea bucșei de bielă, bolțul pistonului și piston, inele superioare. Bornele necorespunzătoare sunt presate, iar altele noi sunt presate în locul lor, asigurând în același timp liberul necesar. Apoi alezajului mânecii bormașină orizontal sau proces folosind un alezor, suprafață manșon interior trebuie să fie curate și fără zgârieturi, cu un parametru de comandă al rugozitate Ro = 0,63 m și găuri Netezimea și conice nu trebuie să depășească 0,004 mm.
Înainte de a monta ansamblul pistonului cu o tijă de legătură în blocul de cilindri, în canelurile pistonului este instalat un set de inele de piston. În plus, inelele sunt verificate pentru clearance-ul lor, prin introducerea lor în partea superioară a părții superioare a căptușelii cilindrului și evaluarea vizuală a etanșeității de fixare.
Decalajul din dispozitivul de blocare este determinat de senzor și, în cazul în care acesta este mai puțin decât admis, se taie capetele inelelor. După aceea, inel reverificat pentru lumen și apoi cu ajutorul unui dispozitiv special, decomprimă inelul cu capetele în broască, instalate în canelura pistonului.
Kituri inele de mărime nominale utilizate în cilindrii motorului TP care nu alezaj și counterbore stabili un inel supradimensionat, .kotorye unui diametru exterior corespunzător diametrului noului cilindru.
Articulațiile (încuietori) ale inelelor vecine sunt crescute uniform pe circumferință. Inelele de comprimare de pe piston sunt fixate cu o înclinare în sus. În acest caz, acestea trebuie să se rotească liber în canelurile pistonului. Instalarea * pistoanelor în colectarea cu inele în cilindri ale motorului se efectuează prin adaptarea specială.
Înlocuire rulment garnituri arborelui cotit are loc cu knock și căderea de presiune în galeria de ulei sub 0,5 kgf / cm2 la viteza arborelui cotit de 500-600 rot / min și utilizat în mod regulat în pompa de ulei și presiunea reductoarele. Necesitatea de a înlocui inserțiile din cauza clearance-ul diametrală în lagăr principal și tija de legătură, în cazul în care este mai acceptabil, înlocuite cu noi inserții. Diferența nominală dintre jurnalul principal și reumple ar trebui să fie 0,026- mm între 0.12 inserțiile și maneton 0,026-0,11 mm, în funcție de modelul de motor.
Distanța dintre lagărele arborelui cotit se determină prin intermediul plăcilor de alamă de comandă. Pentru motoarele de mașini ZIL și GAZ folosiți plăci din folie de cupru cu o grosime de 0,025; 0,05; 0,075 mm, lățime 6-7 mm și 5 mm mai lungă decât lățimea căptușelii. Placa este uns, amplasat între gât și căptușeala arborelui (fig. 9.9) și care poartă bolțuri cu cap sunt strânse cu ajutorul unei chei dinamometrice definite pentru fiecare cuplu de motor (rulmenți cu motor indigen Zil-130 este 110-130 Nm, 70-80 bielă H m). În cazul în care arborele cotit când instalarea plăcii cu o grosime de 0,025 mm, se execută prea ușor, apoi un decalaj de 0,025 mm și mai mare, prin urmare, ar trebui să fie înlocuită cu dimensiunea plăcii următoare, în timp ce arborele nu se va roti cu forța notabile care corespunde diferenței reale dintre gât și căptușeala. Când verificați un rulment, șuruburile rămase trebuie să fie slăbite. Astfel, toate rulmenții sunt verificați la rândul lor.
Este necesar ca pe suprafața gurilor arborelui cotit să nu existe nici un scor. În prezența scorurilor și uzurii, înlocuirea căptușelilor nu este practică. În acest caz, arborele cotit trebuie înlocuit.
După verificarea stării fusurile arborelui cotit dorite inserturi de mărime au fost spălate, șterse și plasate în patul principal și conectarea rulmenti tija, după acoperirea suprafeței de inserție și uleiul de motor gât.
Pentru motoarele Zil-130 decât cea nominală, cu condiția de cinci reparații dimensiuni indigene și manetoane. În consecință, sunt produse șase seturi de inserții: dimensiuni nominale, 1, 2, 3, 4, 5-a.
Reglarea jocului axial al arborelui cotit motoare au Zil-130 și ZMZ-53 a produs selectarea șaibe de tracțiune. La motoarele ZMZ-53 decalaj axial între capătul frontal al arborelui cotit de rezemare și șaiba de presiune din spate trebuie să fie 0,075-0,175 mm, în timp ce motorul Zil-130 0,075-0,245 mm.
În procesul de operare datorat uzurii, distanța axială crește. Când este TR reglat prin setarea rondelele de împingere sau semiring dimensiuni de reparații, care, în comparație cu o mărime nominală au un crescut (respectiv 0,1, 0,2, 0,3 mm) grosime.
Principalele capete deranjamentelor unitare sunt fisuri pe montei de suprafață cu blocul cilindrilor de răcire fisuri vestă, suprafață de contact Deformarea cu blocul de cilindri, găurile de uzură din uzura supapei bucșe de ghidare și chiuvetele pe fațetele supapă de locuri de atenuare a scaunelor supapelor de aterizare în prize.
Sunt fabricate fisuri cu o lungime de cel mult 150 mm, situate pe interfața capului cilindric cu blocul. Inainte de sudare fisuri în capetele capului, realizate din aliaj de aluminiu, găuri 0 și 4 mm este tăiat de-a lungul întregii sale lungimi la o adâncime de 3 mm la un unghi de 90 °. Apoi, capul este încălzit într-un cuptor electric la 200 ° C, și după curățarea periei de sudură din metal crăpătură preparată cusătură netedă directă polaritate inversă curent folosind electrozi speciali.
La sudarea metoda cu ajutorul unui arzător cu gaz cu un diametru AL4 vârf № 4 și marca de sârmă de 6 mm, și folosit ca un flux AF-4A. După sudare, reziduurile de flux sunt îndepărtate din îmbinare și spălate cu o soluție de acid azotic 10% și apoi cu apă fierbinte. După aceasta, cusatura este la același nivel cu metalul de bază cu o roată de șlefuit.
Fisurile cu lungimea de până la 150 mm situate pe suprafața jachetei de răcire a capului cilindrilor sunt etanșate cu pastă epoxidică. crăpătură Pre este tăiat precum și pentru sudură, degresată cu acetonă, aplicat două straturi de compoziție epoxi, amestecat cu pilitură de aluminiu. Capul este apoi ținut timp de 48 de ore la 18-20 ° C.
Deformarea cap planul de cuplare la blocul cilindrilor elimina măcinare „pură“. După tratament, capetele sunt verificate pe plăcuța de control. O sondă cu grosimea de 0,15 mm nu trebuie să treacă între planul capului și placa.
Când găurile din manșoanele de ghidare ale supapei sunt uzate, ele sunt înlocuite cu altele noi. Orificiile bucșelor noi sunt desfăcute la dimensiunile nominale sau de reparare. Pentru presarea și apăsarea ghidajelor se utilizează un mandr și o presă hidraulică.
Uzura și cojile de pe fațetele scaunelor supapei sunt îndepărtate prin măcinare sau măcinare. Laparea se face cu ajutorul unui burghiu pneumatic, pe axul căruia se află o cană de aspirație.
Pentru măcinarea supapelor se folosește o pastă de lustruire (15 g de microsfere de electrocoroniu alb M20 sau M12, 15 g de carbură de bor M40 și ulei de motor M10G2 sau M10B2) sau pastă GOI. Supapa de la sol și scaunul trebuie să aibă o bandă mată de 1,5 mm de-a lungul întregii lungimi a cercului.
Calitatea lapii este de asemenea verificată de dispozitiv, ceea ce creează presiunea excesivă a aerului peste supapă. După atingerea unei presiuni de 0,07 MPa, nu trebuie să scadă considerabil în decurs de 1 minut.
În cazul în care nu este posibilă restabilirea șuruburilor șezelor cu o torsă, șelele sunt conturate cu șlefuirea și înfășurarea ulterioare. După stopare, șanfrentele de lucru ale scaunelor supapei sunt măcinate cu roți abrazive sub unghiul corespunzător și apoi supapele sunt frecate. Dacă pe șipcă există cochilii și când scaunul este slăbit în scaunul capului de bloc, acesta este presat cu un dispozitiv de tragere și gaura este plictisită de o șa de dimensiune de reparare. Fabricat din fontă de înaltă rezistență. șeile mărimii reparației sunt presate folosind un dorn special în capul preîncălzit al blocului, iar apoi șurubul șeii este contorizat.
Defectele tipice ale supapei sunt uzura și cojile de pe fața supapei, uzura și deformarea tijelor supapelor, uzura capătului supapei. Dacă supapele sunt defecte, verificați elasticitatea tijei și bătaia șanfrenului de lucru al capului în raport cu tija. Dacă bătaia inimii este mai mare decât valoarea admisă, supapa este corectată. În cazul în care tija supapei este uzată, se șlefuiește sub una dintre cele două dimensiuni de întreținere specificate ale dimensiunilor de reparare pe mașina de rectificat fără centru. Capătul uzat al tijei supapei este șlefuit "la fel de curat" pe mașina de rectificat.
Pentru șlefuirea șanfrenului uzat, utilizați modelul P108. Deasemenea mănâncă suprafața cilindrică a împingătoarelor uzate sub unul din cele două dimensiuni de reparare specificate, suprafețele sferice uzate ale împingătorilor și brațelor basculante uzate.
La ATP-uri mari și în asociațiile de transport auto care dispun de locuri specializate pentru restaurarea pieselor, repararea arborilor cotiți și arborilor cu came. gât de bază uzată și manetoane de arbori cotiți și arbori cu came pisa în conformitate cu dimensiunile de reparații la mașini de rectificat rotund. După șlefuirea arborelui cotit și gâtului arborelui cu came, sunt lustruite cu bandă abrazivă sau paste GOI. Șaibele de arbori cu came uzate sunt așezate pe un șlefuitor de copiat.
Sistemul de răcire. Semnele externe ale unei defecțiuni a sistemului de răcire sunt supraîncălzirea sau răcirea excesivă a motorului, pierderea etanșeității. Supraîncălzirea este posibilă datorită lipsei de răcire