Styczna do głównego koła koło zębateto przecina z w jego zęby i jest normalny dla obu ekstremalnych ewolwentów, zwanych zwykła normalna.
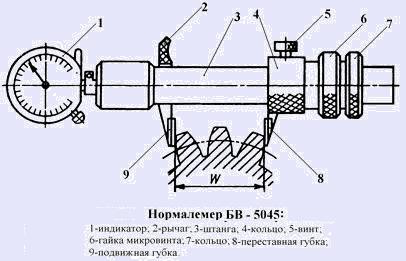
Nazywa się odległość między przeciwnymi bocznymi powierzchniami zębów cylindrycznego koła wzdłuż wspólnej normalnej do tych powierzchni całkowita normalna długość W. (rys. 2).
Długość ogólnej normy nie zależy od tego, w których punktach profili zęba przecina ona dwie przeciwne ewolwenty. Zmiana długości wspólnej normalnej jest proporcjonalna do zmiany przesunięcia pierwotnego konturu xm narzędzie do cięcia kół zębatych. Ważne jest również, aby kontrolować rozmiar w niepołączony z żadną pomocniczą podstawą do instalowania narzędzi pomiarowych.
Wskazane właściwości ogólnej normy wykazują przewagę. ta metoda kontrolować grubość koła zębatego. Rozmiar ten można zmierzyć za pomocą suwmiarki, mikrometru, specjalnego wspornika ograniczającego.
Całkowita normalna długość do kół zębatych czołowych o prostych zębach obliczone według następującego wzoru [2]
gdzie m - moduł, mm; a jest kątem profilu początkowego konturu, zgodnie ze standardem GOST 13755-81 a \u003d 20 0; z w - liczba zębów długości ogólnej normy; x- współczynnik przemieszczenia; z - liczba zębów kontrolowanego koła; inv a - kąt ewolwentowy odpowiadający kątowi profilu a, dla przekładni czołowych inv a) = tg a) - a) .
Całkowita normalna długość do kół cylindrycznych z zewnętrznymi zębami stożkowymi obliczony według podobnej formuły
gdzie m n - normalny moduł, mm;
 oraz kąt końcowy profilu profilu oryginalnego konturu
oraz kąt końcowy profilu profilu oryginalnego konturu  . Here
- kąt nachylenia linii zęba określony przez rysunek koła zębatego.
. Here
- kąt nachylenia linii zęba określony przez rysunek koła zębatego.
W przypadku przekładni śrubowej długość wspólnej normalnej jest mierzona przy głównym kącie nachylenia linii zęba b do końca koła, a możliwość pomiaru jest sprawdzana przy wystarczającej szerokości koła koronowego b pod warunkiem
b ³ w sin b ,
gdzie sin b \u003d sin · cos.
Liczba zębów w długości całkowitej normy z w dla kół cylindrycznych o prostych zębach musi spełniać warunek
 ,
,
kiedy  ,
,

 ,
,
Tutaj a) - kąt profilu w punkcie na obwodzie wierzchołków zębów; l - kąt profilu w punkcie granicznym.
Z małymi współczynnikami odchylenia ( x 1) w celu ustalenia z w możesz użyć uproszczonej formuły
zaokrąglenie uzyskanej wartości do najbliższej wartości całkowitej.
1.3 Tolerancje pomiaru wymiarów przekładni czołowych
Powyższe wzory do obliczania nominalnych wymiarów cylindrycznych koła zębate gwarantują wolne od luzów uzębienie kół na biegu. Na prawdziwych biegach gwarantowana prześwit boczny w celu wyeliminowania zacinania się zębów podczas pracy pod obciążeniem w wyniku odkształceń temperaturowych części przekładni, a także w celu nałożenia warstwy smarowej na profile robocze zębów. Boczny prześwit w sprzęgle jest również niezbędny, aby zrekompensować błędy w produkcji i montażu przekładni. Jest to określane głównie przez wielkość odległości od środka a) w transmisja i grubość s zęby przekładni.
Norma dla cylindrycznych przekładni ewolwentowych (GOST 1643-81) ustanowiła osiem rodzajów tolerancji luzu bocznego: h, d, c, b, a), z, y, x (oznaczenia tolerancji są ułożone w porządku rosnącym tolerancji). Zaakceptowana kwota gwarantowanego prześwitu bocznego jest podstawą spotkania rodzaj parowania koła zębate. Ten sam standard przewiduje sześć rodzajów parowania: H.- zerowy prześwit E - mały prześwit C. i D. - zmniejszony prześwit B. - normalny prześwit A - zwiększony prześwit. Wiązania gatunków N., E i Z wymagają zwiększonej dokładności przy produkcji zębów przekładni. Stosowane są do przekładni nawrotnych o wysokich wymaganiach dotyczących dokładności kinematycznej przekładni, a także w obecności drgań skrętnych wałków przekładni. Najczęściej w średniej wielkości inżynierii mechanicznej używaj kół zębatych z rodzajem parowania W i Z. W przypadku braku specjalnych wymagań dotyczących przekładni zębatej dla każdego rodzaju parowania stosuje się pewien rodzaj tolerancji luzu bocznego, oznaczony małą literą podobną do litery rodzaju parowania (na przykład A- ale, W - w, Z - z itp.).
Pole tolerancji wymiaru pomiarowego koła zębatego jest zawsze skierowane na korpus zęba, dlatego maksymalne odchylenia wielkości pomiarowej (górnej i dolnej) zawsze mają wartości ujemne [1].
Aby sprawdzić jakość produkcji powierzchni zębów mimowolnych cylindrycznych kół, w praktyce bardzo szeroko stosuje się dwa rodzaje kontroli: pomiar wielkości rolek (kulek) i pomiar długości ogólnej normy.
Ponieważ do pomiaru długości ogólnej normalnej często wystarczy mieć tylko zacisk, ta metoda kontrolowania grubości zębów jest praktycznie bardziej przystępna cenowo i jest szeroko stosowana, zwłaszcza w przypadku pojedynczej (naprawczej) produkcji cylindrycznych kół zębatych o niskim stopniu dokładności. Jednocześnie należy zauważyć dość wysoką dokładność ta metoda kontrola dzięki bezpośredniej metodzie pomiaru części, w przeciwieństwie do pomiaru wielkości rolek, które przy ich tolerancjach wprowadzają dodatkowy błąd. Długość ogólnej normy odnosi się do parametrów charakteryzujących normę luzu bocznego w przekładni.
Rozważ zewnętrzne koło zębate. Obliczenia reguluje GOST 16532-70. Pomiary są wykonywane w płaszczyźnie normalnej (prostopadłej) powierzchni zęba. W przypadku przekładni zębatych śrubowych (szczególnie przy dużych kątach nachylenia) po obliczeniach konieczne jest upewnienie się, że szerokość obręczy koła jest „wystarczająca” do wykonania pomiaru.
Aby uprościć obliczenia w Internecie, na stronie www.al-vo.ru znaleziono program w formie tabeli MS Excel, co pozwala szybko znaleźć długość ogólnej normalnej zębatki walcowej, w tym zębatek śrubowych z przesunięciem.
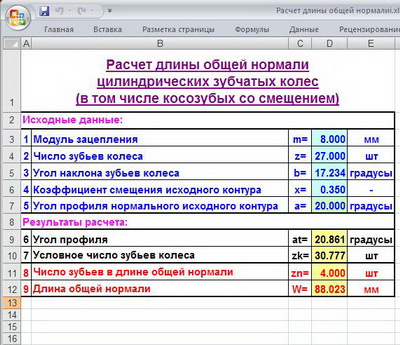
Ten program jest wygodny, ponieważ umożliwia szybkie „wejście” warunki polowe”, jeśli masz smartfon lub tablet, sprawdź dokładność pomiarów w terenie istniejącego sprzętu, w tym pod kątem ewentualnej obecności lub braku przesunięć.
Jeśli pracujesz z KOMPAS-3D, a następnie podczas obliczania w bibliotece „Wały i przekładnie mechaniczne 2D ”otrzymujesz automatycznie zgodnie z wynikami obliczeń i długością całkowitej normy.
Po wykonaniu obliczeń należy wziąć zacisk i zmierzyć długość ogólnej normalnej uzyskanej liczby zębów (kilka razy i różnych grup) i uzyskać wartości równe obliczonej wartości dla jakościowo wyciętego koła.
Uczciwie należy wspomnieć, że aby zmierzyć długość ogólnej normy, specjalne narzędzie - normalna miara. Normalny miernik jest wykonywany na podstawie suwmiarki lub mikrometru, zaopatrując go w specjalne gąbki i wskaźnik zegarowy wygodny do wykonywania pomiarów.
Tolerancje przekładni czołowych są regulowane przez GOST 1643-81. W szczególności tolerancje są przypisywane do długości ogólnej normy w zależności od rodzaju krycia i normy luzu bocznego.
P.S. W książkach referencyjnych i GOST obliczenia te zapisano w taki sposób, że „dwa dni z piwem musisz zrozumieć,„ skacząc ”ze stołu do stołu”. Najwyraźniej w takich przypadkach autorzy zawsze tak robili, aby nadać sobie „najwyższą wagę i znaczenie” ... Ale zwykli studenci i inżynierowie muszą być „zastraszeni” mnóstwem przejść od strony do strony, aby w czwartym lub piątym przejściu do nowej tabeli lub schematu zapomnieli o tym w ogóle zrobić. Jeśli pod koniec wszystkiego dodamy coś całkowicie okropnego - na przykład ewolwenty (nie są to euro i nie dolary, ale taka funkcja), wszystko zostanie zrobione. Zdobądź stu inżynierów mechaników o jednym lub dwóch słabych zrozumieniach na biegach! A jeśli wejdziesz w dżunglę przemieszczania się konturów, aby uzyskać określone zmiany siły lub jakości, dowiedz się, co w Niemczech i Japonii najpierw rozważają i optymalizują transmisję, a następnie tworzą instrument do tego ... I nadal uważamy wszystko za znormalizowany instrument - α \u003d 20 ° .
n1.doc
Ministerstwo Edukacji Federacji Rosyjskiej
Lotnictwo państwowe UFIM
UNIWERSYTET TECHNICZNY
WYTYCZNE
i podstawy projektowania
Ufa 2004
Ministerstwo Edukacji Federacji Rosyjskiej
Lotnictwo państwowe UFIM
UNIWERSYTET TECHNICZNY
Katedra podstaw projektowania mechanizmów i maszyn
POMIAROWE WYMIARY KÓŁ PRZEKŁADNI
WYTYCZNE
Do zajęć na częściach maszyn
I podstawy projektowania
Ufa 2004
Opracował O.F. Nagietek
UDC 621.833 (07)
BBK 34,445 (97)
Wymiary pomiarowe koła zębate: Wytyczne dotyczące projektowania kursu na części maszyn i podstawy projektowania / Ufimsk. stan Lotnictwo tech. un-t; Komp. O.F. Nagietek - Ufa, 2003. - 17 s.
Główną uwagę zwraca się na rozważenie najczęstszych metod kontrolowania grubości zębów w produkcji cylindrycznych i koła stożkowe. W istniejących zmiany metodologiczne to pytanie Rozważa się to tylko w aspekcie ogólnym, a obliczenie wymiarów pomiarowych, które kontrolują grubość zębów, biorąc pod uwagę pola tolerancji, wymaga pewnej znacznej inwestycji czasu podczas pracy z książkami referencyjnymi dla projektantów maszyn.
Zaprojektowany dla studentów mechanicznych specjalności uczelni technicznych.
Ryc. 2. Bibliografia: 5 tytułów.
Recenzenci: doktoranci tech. Sciences, doc. Guryev B.I.
Doct. tech. nauki, prof. Schuster L.Sh.
© Ufa State
Aviation Technical University, 2004
1. Wymiary pomiarowe cylindrycznych kół zębatych 4
1.1 Stały akord 4
1.2 Ogólna normalna długość 5
1.3 Tolerancje pomiaru wymiarów przekładni czołowych 7
2. Cechy obliczania wymiarów pomiarowych zębatych stożkowych zębów 12
2.1 Stała cięciwy zewnętrzne 13
2.2 Ekstremalne odchylenia zewnętrznego stałego cięciwy 14
Referencje 16
1. Pomiary wymiarów przekładni czołowych
W produkcji kół zębatych konieczne jest kontrolowanie względnego położenia przeciwnych (prawych i lewych) profili zębów, które jest określone przez grubość zęba s i zależy od współczynnika odchylenia x. Ten ostatni jest wybierany przez projektanta w celu osiągnięcia wymaganych wskaźników jakości transmisji. Jednak bezpośrednia kontrola wielkości współczynnika przemieszczenia jest trudna, dlatego jest kontrolowana pośrednio przez dowolny dogodny rozmiar pomiaru, w zależności od x. Więc Jq rozmiar połączenia pomiar.
1.1 Stały akord
W praktyce przy produkcji kół cylindrycznych z zębami zewnętrznymi kontrola jest powszechna i właściwa ciągłe akordy, ponieważ jego rozmiar nie zależy od liczby zębów i kąta nachylenia linii zęba, a wzory obliczeniowe dla koła czołowego i śrubowych cylindrycznych kół są takie same. Wadą tej metody pomiaru jest zastosowanie górnej części zęba koła jako podstawy.
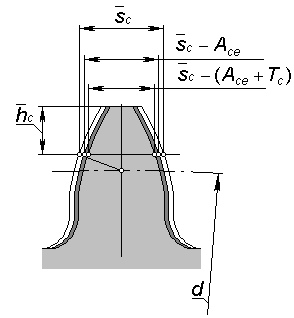
Na ryc. 1 segment łączący dwa punkty przeciwnych profili zębów należących do jednego koncentrycznego koła i normalne rysowane do nich z jednego punktu koła podziałowego nazywane są stały akord .
Wartość stałego cięciwy oblicza się ze stosunku  ,
,
gdzie m - moduł, mm; jest kątem profilu początkowego konturu, przyjętym zgodnie z GOST 13755-81 \u003d 20 0.
Wysokość od czubka zęba do cięciwy
,
tutaj d a) - średnica koła wierzchołków zębów, mm; d– .
Ryc. 1
Do pomiaru wymiarów i  wymagany jest styczny miernik zęba lub specjalny szablon, którego powierzchnie pomiarowe dotykają powierzchni profili zębów.
wymagany jest styczny miernik zęba lub specjalny szablon, którego powierzchnie pomiarowe dotykają powierzchni profili zębów.
1.2 Ogólna normalna długość
Styczna do przecinającego się obwodu głównego koła zębatego z w jego zęby i jest normalny dla obu ekstremalnych ewolwentów, zwanych zwykła normalna.
Nazywa się odległość między przeciwnymi bocznymi powierzchniami zębów cylindrycznego koła wzdłuż wspólnej normalnej do tych powierzchni całkowita normalna długość W. (rys. 2).
Długość ogólnej normy nie zależy od tego, w których punktach profili zęba przecina ona dwie przeciwne ewolwenty. Zmiana długości wspólnej normalnej jest proporcjonalna do zmiany przesunięcia pierwotnego konturu xm narzędzie do cięcia kół zębatych. Ważne jest również, aby kontrolować rozmiar w niepołączony z żadną pomocniczą podstawą do instalowania narzędzi pomiarowych.
Te właściwości ogólnej normy wskazują na zaletę tej metody kontrolowania grubości zęba koła. Rozmiar ten można zmierzyć za pomocą suwmiarki, mikrometru, specjalnego wspornika ograniczającego. 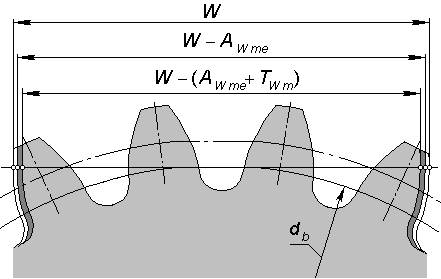
Ryc. 2)
Całkowita normalna długość do kół zębatych czołowych o prostych zębach obliczone według następującego wzoru [2]
,
gdzie m - moduł, mm; a jest kątem profilu początkowego konturu, zgodnie ze standardem GOST 13755-81 a \u003d 20 0; z w - liczba zębów długości ogólnej normy; x- współczynnik przemieszczenia; z - liczba zębów kontrolowanego koła; inv a - kąt ewolwentowy odpowiadający kątowi profilu a, dla przekładni czołowych inv
a) =
tg
a) -
a) .
Całkowita normalna długość do kół cylindrycznych z zewnętrznymi zębami stożkowymi obliczony według podobnej formuły
,
gdzie m n - normalny moduł, mm;
 oraz kąt końcowy profilu profilu oryginalnego konturu
oraz kąt końcowy profilu profilu oryginalnego konturu  . Tutaj
- kąt nachylenia linii zęba określony przez rysunek koła zębatego.
. Tutaj
- kąt nachylenia linii zęba określony przez rysunek koła zębatego.
W przypadku przekładni śrubowej długość wspólnej normalnej jest mierzona przy głównym kącie nachylenia linii zęba b do końca koła, a możliwość pomiaru jest sprawdzana przy wystarczającej szerokości koła koronowego b pod warunkiem
b і w sin b ,
gdzie sin b \u003d sin · cos.
Liczba zębów w długości całkowitej normy z w w przypadku kół cylindrycznych o prostych zębach musi spełniać warunek  ,
,
kiedy  ,
,  ,
,
Tutaj a) - kąt profilu w punkcie na obwodzie wierzchołków zębów; l - kąt profilu w punkcie granicznym.
Przy niewielkich czynnikach stronniczości ( x 1) w celu ustalenia z w możesz użyć uproszczonej formuły 
zaokrąglenie uzyskanej wartości do najbliższej wartości całkowitej.
1.3 Tolerancje pomiaru wymiarów przekładni czołowych
Powyższe wzory do obliczania nominalnych wymiarów cylindrycznych kół zębatych gwarantują zwolnienie luzu. Na prawdziwych biegach gwarantowana prześwit boczny w celu wyeliminowania zacinania się zębów podczas pracy pod obciążeniem w wyniku odkształceń temperaturowych części przekładni, a także w celu nałożenia warstwy smarowej na profile robocze zębów. Boczny prześwit w sprzęgle jest również niezbędny, aby zrekompensować błędy w produkcji i montażu przekładni. Jest to określane głównie przez wielkość odległości od środka a) w transmisja i grubość s zęby przekładni.
Standard dla kół ewolwentowych koła zębate cylindryczne (GOST 1643-81) ustalili osiem rodzajów tolerancji dla luzu bocznego: h, d, c, b, a), z, y, x (oznaczenia tolerancji są ułożone w porządku rosnącym tolerancji). Zaakceptowana kwota gwarantowanego prześwitu bocznego jest podstawą spotkania rodzaj parowania koła zębate. Ten sam standard przewiduje sześć rodzajów parowania: H.- zerowy prześwit E - mały prześwit C. i D. - zmniejszony prześwit B. - normalny prześwit A - zwiększony prześwit. Wiązania gatunków N., E i Z wymagają zwiększonej dokładności przy produkcji zębów przekładni. Stosowane są do przekładni nawrotnych o wysokich wymaganiach dotyczących dokładności kinematycznej przekładni, a także w obecności drgań skrętnych wałków przekładni. Najczęściej w średniej wielkości inżynierii mechanicznej używaj kół zębatych z rodzajem parowania W i Z. W przypadku braku specjalnych wymagań dotyczących przekładni zębatej dla każdego rodzaju parowania stosuje się pewien rodzaj tolerancji luzu bocznego, oznaczony małą literą podobną do litery rodzaju parowania (na przykład A- ale, W - w, Z - z itp.).
Pole tolerancji wymiaru pomiarowego koła zębatego jest zawsze skierowane na korpus zęba, dlatego maksymalne odchylenia wielkości pomiarowej (górnej i dolnej) zawsze mają wartości ujemne [1].
1.3.1. Ogranicz odchylenia stałego struny zęba. Obliczanie wartości marginalne odchylenia rozmiar stałego akordu wykonuje się w następującej kolejności:
- wyznaczyć (lub przyjąć zgodnie z rysunkiem koła zębatego) pole tolerancji dla średnicy wierzchołków zębów Ad a) na zalecenie: ze stopniem dokładności 7 - h10, ze stopniem dokładności 8 - h11, ze stopniem dokładności 9 - h12;F. r ;
Zgodnie z tabelą 2 określ najmniejsze (górne) odchylenie grubości zęba A se ;
Zgodnie z tabelą 3 określ tolerancję grubości zęba T. z ;
Następnie obliczyć największe (niższe) odchylenie grubości zęba ( A se + T. z);
W kompleksie kontrolnym tabeli parametrów koła koronowego zapisz wartość grubości rozmiaru stałego cięciwy 
Tabela 1
| F. r μm |
|||||
| Stopień dokładności | Moduł mmm | Średnica koła podziałowego, mm |
|||
| St. 12 do 50 | St. 50 do 125 | St. 125 do 280 | St. 280 do 560 |
||
| 7 | 1 do 2 2 do 3,55 St. 3,55 do 6 6 do 10 | 30 | 38 | 48 | 63 |
| 8 | 1 do 2 2 do 3,55 St. 3,55 do 6 6 do 10 | 38 | 48 | 60 | 75 |
| 9 | 1 do 2 2 do 3,55 St. 3,55 do 6 6 do 10 | 48 | 60 | 75 | 95 |
Tabela 2
| Rodzaj parowania | | Średnica koła podziałowego, mm |
|||||
| Do 80 | St. 80 do 125 | St. 125 do 180 | St. 180 do 250 | St. 250 do 315 | Niedz 315–400 |
||
| Odchylenie A se μm |
|||||||
| D. | 7 | 38 | 45 | 50 | 60 | 65 | 70 |
| 8 | 40 | 48 | 55 | 63 | 70 | 80 |
|
| C. | 7 | 60 | 70 | 80 | 90 | 100 | 110 |
| 8 | 65 | 75 | 85 | 100 | 120 | 125 |
|
| 9 | 70 | 80 | 95 | 110 | 125 | 130 |
|
| B. | 7 | 95 | 110 | 125 | 150 | 170 | 180 |
| 8 | 100 | 125 | 140 | 160 | 180 | 200 |
|
| 9 | 120 | 130 | 150 | 170 | 200 | 220 |
|
Tabela 3
| Tolerancja, bicie promieniowe koła koronowego F. z μm | Rodzaj parowania zębów |
||||
| H., E | D. | C. | B. | A |
|
| Tolerancja luzu bocznego |
|||||
| h | d | c | b | a) |
|
| Tolerancja T. z μm |
|||||
| St. 25 do 32 | 38 | 48 | 60 | 75 | 95 |
| St. 32 do 40 | 42 | 55 | 70 | 85 | 110 |
| St. 40 do 50 | 50 | 65 | 80 | 110 | 130 |
| St. 50 do 60 | 60 | 75 | 95 | 120 | 150 |
| St. 60 do 80 | 70 | 90 | 110 | 130 | 180 |
| St. 80 do 100 | 90 | 110 | 140 | 170 | 220 |
| St. 100 do 125 | 110 | 130 | 170 | 200 | 260 |
| Uwaga Jeśli zaakceptowana tolerancja luzu bocznego nie pasuje do typu parowania (np. W - ale), a następnie tolerancje T. z wybierz w zależności od rodzaju tolerancji luzu bocznego. |
|||||
Ogranicz odchylenie długości normy ogólnej . Maksymalne odchylenia długości ogólnej normy są obliczane w następującej kolejności:
 .
.Zgodnie z tabelą 1 określam tolerancję bicia promieniowego koła koronowego F. r ;
Zgodnie z tabelą 4 określ najmniejsze odchylenie średniej długości całkowitej normy A W. ja (termin Ja) ;
Zgodnie z tabelą 5 określ najmniejsze odchylenie A W. ja (termin II);
Obliczyć wartość najmniejszego (górnego) odchylenia średniej długości całkowitej normy A Wme jako suma wartości terminów Ja i II;
Zgodnie z tabelą 6 określ tolerancję na średniej długości wspólnej normy T. W. m , w zależności od tolerancji bicia promieniowego koła koronowego F. r (patrz tabela 1);
Mniejsze odchylenie wielkości długości normy ogólnej oblicza się jako sumę wartości odchylenia górnego i pola tolerancji dla długości normy ogólnej ( A W. ja + T. W. m);
W tabeli parametrów pierścienia zębatego na rysunku koła zębatego rozmiar  .
.
Tabela 4
| Zobacz kojarzenie zębów | Średnica obwodu koła podziałowego, mm |
||||||||||||
| Dokładność zgodnie ze standardami gładkości | St. 12 do 20 | St. 20 do 32 | St. 32 do 50 | St. 50 do 80 | St. 80 do 125 | St. 125 do 180 | St. 180 do 250 | St. 250 do 315 | 315 do 400 |
||||
| Najmniejsze odchylenie A W. ja (termin I), μm |
|||||||||||||
| Z | 3 – 6 | 50 | 50 | 50 | 50 | 60 | 70 | 80 | 90 | 95 |
|||
| W | 3 – 6 | 80 | 80 | 80 | 80 | 95 | 110 | 125 | 140 | 160 |
|||
| A | 3 – 6 | 130 | 130 | 130 | 130 | 150 | 170 | 200 | 220 | 240 |
|||
Tabela 5
Tabela 6
| Tolerancje średniej długości normy ogólnej T. W. m |
||||||||
| Rodzaj krycia zęby zęba | Tolerancja luzu bocznego | Tolerancja bicia promieniowego zęba F. r μm |
||||||
| St. 25 do 32 | St. 32 do 40 | St. 40 do 50 | St. 50 do 60 | St. 60 do 80 | St. 80 do 100 | St. 100 do 125 |
||
| Tolerancje T. Wm |
||||||||
| H, E | h | 22 | 24 | 26 | 28 | 32 | 38 | 45 |
| D. | d | 30 | 34 | 38 | 42 | 50 | 60 | 70 |
| C. | c | 42 | 48 | 56 | 63 | 75 | 90 | 105 |
| B. | b | 56 | 63 | 70 | 85 | 100 | 120 | 140 |
| A | a) | 71 | 85 | 100 | 120 | 140 | 160 | 190 |
| - | z | 95 | 110 | 125 | 140 | 170 | 200 | 250 |
| - | y | 125 | 150 | 170 | 190 | 210 | 260 | 320 |
| - | x | 150 | 170 | 200 | 220 | 280 | 340 | 420 |
2. Funkcje obliczania wymiarów pomiarowych zębatych stożkowych zębów
Wzajemne rozmieszczenie przeciwległych (prawych i lewych) profili zębów koło stożkowe określa grubość zęba na zewnętrznym (dodatkowym) stożku koła, która zależy od współczynnika przemieszczenia x e oraz współczynnik zmiany szacowanej grubości zęba x .
Czynniki przesunięcia przekładni zębatej stożkowej znacząco wpływają na geometrię i wydajność skrzynia biegów (na wytrzymałość zębów na zginanie i zginanie, ich odporność na zużycie itp.). Wybór racjonalnych współczynników przemieszczenia dla kół skośnych jest jednym z ważne etapy konstrukcja przekładni. Najbardziej racjonalne jest wytwarzanie przy użyciu obwodów blokujących [4].
W praktyce na zębatkach stożkowych ze przełożeniami uGear 1 bieg zalecany z przesunięciem dodatnim x e 1, zgodnie z tabelą. 7 i koło o tym samym rozmiarze wartość ujemna (x e 2 = - x e 1).
Do biegów, w których u i z 1 różni się od wskazanych w tabeli. 7, współczynniki odchylenia są przyjmowane zaokrąglając w górę.
Tabela 7
| Zęby zębate z 1 | Współczynnik błędu x e 1 o przełożenie u |
|||||||||
| 1 | 1,12 | 1,25 | 1,4 | 1,6 | 1,8 | 2 | 2,5 | 3,15 | 4 |
|
| 12 | - | - | - | - | - | - | - | 0,50 | 0,53 | 0,56 |
Instalując narzędzia tnące do kół zębatych na maszynie, możesz zmienić grubość zęba ściernicy niezależnie od przesunięcia ( x e m) w stosunku do obliczonego. Metodę tę stosuje się głównie w przypadku zerowych kół zębatych: przez osłabienie bardziej mocnego zęba można wzmocnić mniej mocny ząb, a tym samym zwiększyć nośność koła zębatego jako całości. W ten sposób eliminowane jest nadmierne ostrzenie zęba jednego z kół transmisyjnych.
Zaleca się wzór empiryczny [5], aby wybrać współczynnik zmiany szacowanej grubości zęba
Bezpośredni pomiar grubości przekładni zębatej stożkowej lub przełożeń x i x trudne, łatwiejsze w użyciu w tym celu dowolnie mierzone wymiary i pośrednio sprawdzaj grubość zęba. Taki rozmiar pomiaru dla zębatych stożkowych kół zębatych jest wielkości stałego cięciwy, mierzonej za pomocą stycznego rozstawu zębów lub specjalnego wspornika (szablonu) na zewnętrznym końcu zęba (na dodatkowym stożku).
2.2 Ekstremalne odchylenia zewnętrznego stałego cięciwy
Obliczenie maksymalnych odchyleń wielkości stałych pasów zębów wykonuje się w następującej kolejności:
Średnia średnica podziałowa jest obliczana (lub pobierana z tabeli parametrów koła)  ;
;
- obliczyć najmniejsze odchylenie stałego cięciwy zęba  w środkowej części zęba jako iloczyn dwóch czynników: najmniejszego odchylenia dla stopnia dokładności 7- N. (tabela 8) i współczynnik korygujący To 1 (tabela 9) dla rzeczywistego stopnia dokładności kontrolowanego koła;
w środkowej części zęba jako iloczyn dwóch czynników: najmniejszego odchylenia dla stopnia dokładności 7- N. (tabela 8) i współczynnik korygujący To 1 (tabela 9) dla rzeczywistego stopnia dokładności kontrolowanego koła;
Tabela 8
| Środkowy moduł m m mm | Średnia średnica podziałowa d m mm |
||||||||||
| Do 125 | St. 125 do 400 | St. 400 |
|||||||||
| Kąt stożka dzielącego?, Grad |
|||||||||||
| Do 20 | St. 20 do 45 | St. 45 | Do 20 | St. 20 do 45 | St. 45 | Do 20 | St. 20 do 45 | St. 45 |
|||
| Najmniejsze odchylenie E sc dla stopnia 7 - N. |
|||||||||||
| 1 do 3,5 St. 3.5 do 6.3 St. 6.3 do 10 | 20 | 20 | 22 | 28 | 32 | 30 | 36 | 50 | 45 |
||
Tabela 9
| Dokładność zgodnie ze standardami gładkości | Rodzaj partnera zębów |
|||||
| H. | E | D. | C. | B. | A |
|
| Współczynnik To 1 |
||||||
| 7 | 1 | 1,6 | 2 | 2,7 | 3,8 | 5,5 |
| 8 | - | - | 2,2 | 3 | 4,2 | 6 |
| 9 | - | - | - | 3,2 | 4,6 | 6,6 |
Podczas pomiaru grubości zębów na zewnętrznym końcu koła zębatego najmniejsze (górne) odchylenie średniej stałej cięciwy zęba  obliczone według wzoru
obliczone według wzoru  ,
,
gdzie R e i R m - odpowiednio, zewnętrzna i średnia odległość stożkowa koła zębatego;
Zgodnie z tabelą 10 określ tolerancję bicia przekładni zębatej stożkowej F. r ;
Zgodnie z tabelą 11 określ tolerancję na średnim stałym cięciwie zęba  ;
;
Największe (niższe) odchylenie średniej stałej cięciwy zęba ( ![]() );
);
Tabela 10
| Stopień dokładności | Moduł obwodu środkowego m m mm | Średnia średnica podziałowa d m mm |
||
| Do 125 | St. 125 do 400 | St. 400 do 800 |
||
| Tolerancja bicia F. r μm |
||||
| 7 | 1 do 3,5 St. 3.5 do 6.3 St. 6.3 do 10 | 36 | 53 | 63 |
| 8 | 1 do 3,5 St. 3.5 do 6.3 St. 6.3 do 10 | 45 | 63 | 80 |
| 9 | 1 do 3,5 St. 3.5 do 6.3 St. 6.3 do 10 | 56 | 80 | 100 |
Tabela 11
| Tolerancja luzu bocznego | Tolerancja bicia biegów F. r μm |
|||||
| St. 32 do 40 | St. 40 do 50 | St. 50 do 60 | St. 60 do 80 | St. 80 do 100 | St. 100 do 125 |
|
| Tolerancja  μm μm |
||||||
| h a) | 42 | 50 | 60 | 70 | 90 | 110 |
W tabeli parametrów pierścienia zębatego na rysunku koła zębatego stożkowego wielkość stałego cięciwy zęba jest rejestrowana w postaci  .
.
Referencje
Tolerancje i lądowania. Książka informacyjna. Za 2 godziny Część 2 / wyd. V.D. Myagkova. Wydanie piąte, poprawione. i dodaj. - L.: Engineering, 1978. - S. 545 - 1032.
Podręcznik obliczeń geometrycznych narzędzi ewolwentowych i przekładnie ślimakowe / Ed. I.A. Bołotowski. - 2nd ed., Zmienione. i dodaj. - M .: Mechanical Engineering, 1986. - 448 s.
Tarabasov N.D., Uchaev P.N. Projektowanie części i elementów konstrukcji inżynierskich: Podręcznik. - M .: Mechanical Engineering, 1983. - 239 str.
Pobudzaj zęby przekładnie stożkowe: Książka informacyjna / I.A. Bolotovsky, B.I. Guriew, V.E. Smirnov, B.I. Shenderi. - M .: Mechanical Engineering, 1981. - 104 s.
Koła zębate, stożkowe koła zębate z prostymi zębami. Obliczanie geometrii. GOST 19624-74.
POMIAROWE WYMIARY KÓŁ PRZEKŁADNI
WYTYCZNE
Do zajęć na częściach maszyn
I podstawy projektowania
Redaktor Sokolova O.A.
Podpisano do publikacji 5 grudnia 2004 r. Format 60x84 1/16
Papier offsetowy. Prasa jest płaska. Zestaw słuchawkowy Times New Roman Cyr.
Konw. piekarnik l Konw. cr. - Ott. Uch. - wyd. L.
Obieg kopii. Nr zamówienia
Kompleks wydawniczy USATU
450000, Ufa Center, ul. K. Marks, 12