ინჟექტორი წინასწარ (დიზელი)
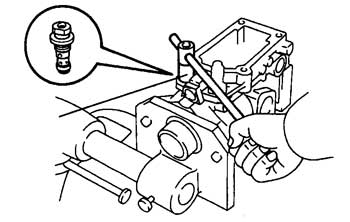
რა არის საწვავის საინექციო წინასწარ დიზელის ძრავები ძალიან მნიშვნელოვანია, არავის სჭირდება ახსნა. ბუნებრივია, თითოეული ძრავის სიჩქარით, წინასწარ კუთხის გარკვეულმა ღირებულებამ ოპტიმალური იქნება, მაგალითად, 800 რევოლუციის / მინლისთვის - ეს არის 3 °, 1000 rev / min - 4 °, 1500 rev / min - 5 ° და ა.შ. . ამ დამოკიდებულების მისაღწევად, რომელიც, სხვათა შორის, არ არის ხაზოვანი, არსებობს სპეციალური მექანიზმი ტუმბოს საცხოვრებელში. თუმცა, ეს მხოლოდ დგუშია (ზოგჯერ ლიტერატურაში, რომელსაც ტაიმერი უწოდებენ), რომელიც საწვავის წნევის ქვეშ საწვავის შეფუთვას შიგნით მოძრაობს და სპეციალურ ტრიბუნასთან ერთად სპეციფიკური გამრეცხავია ტალღის პროფილით კონკრეტული კუთხისთვის. პისტოლეტი კიდევ უფრო გაძლიერდება - ჭურჭლის ტალღა ცოტა ხნით ადრე იწყება, დაიწყებს მოძრაობას და დაიწყებს საწვავის მიწოდებას ინექტორით ადრე. სხვა სიტყვებით რომ ვთქვათ, საინექციო წინასწარ კუთხე დამოკიდებულია საწვავის წნევაზე საინექციო ტუმბოს საცხოვრებელში და ჭაბურღილის ტალღის პროფილით. საწვავის წნევა, როგორც წესი, არ არსებობს პრობლემები. კარგად, გარდა იმისა, რომ clogged საწვავის ფილტრი, რომელიც დაიხვეწა ზეწოლის გახსნის ღია მდგომარეობაში სარქველების შემცირებისას ან საკვების სატუმბო ნაწილის (ინექციის ტუმბოს შიგნით) ჩაძირვაში. (კგ 38, სურათი 39)
ბრინჯი 38 fig.39
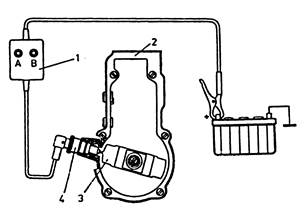
ნახ. 38 იმისათვის, რომ სრულად შეამოწმოს ზეწოლა სარქველის შემცირება, შეიძლება გამოვიდეს მაღალი წნევის ტუმბოსგან. ამ წნევის შიგნით წნევის შემცირება არ უნდა იყოს დამონტაჟებული. მომწონს თუ არა, შეგიძლიათ შეამოწმოთ მიერ plunger მატჩი. ხელით ზემოქმედების ქვეშ მოქცევა, ადვილად გადაადგილება, გაზაფხულის შეკუმშვა.
ნახ. 39. არ არის რთული, რომ შეამცირონ სარქველის შემცირება უკვე ამოღებულ ტუმბზე. იგივე გააკეთეთ, ტუმბოს მოხსნის გარეშე უფრო რთულია.
ყველა ეს პრობლემა საკმაოდ იშვიათი და მარტივი გამოთვლაა. შეაფასეთ საწვავის ფილტრის მდგომარეობა ადვილად და ცალსახად, თუ ძრავიდან გარე ელექტრომომარაგებაზე გადადიხართ, ანუ, შეგიძლიათ განათავსოთ პლასტმასის ბოთლი ძრავებით დიზელის საწვავი, და გათიშეთ მილების მილები და რეგულარული ადგილებიდან დაბრუნების მილები და ამ ბოთლში ჩააყენებენ. ამის შემდეგ ჩვენ დავიწყებთ ძრავას და შეამოწმეთ მისი ოპერაცია. თქვენ კი რამდენიმე კილომეტრს მართავს. იმ შემთხვევაში, თუ არაფერი შეიცვალა ქცევის ძრავის, მაშინ საწვავის ფილტრი და ყველაფერი, რაც მდებარეობს საწვავის ავზი მუშაობს. სხვათა შორის, თუ საწვავის ბოთლს დაემატება ნებისმიერი საწვავის 30-50%, საწვავის ტუმბოს უნდა მიეწოდოს სქელი საწვავი (დიზელის საწვავის და ნავთობის ნარევი). და თუ საწვავის ტუმბოს აცვიათ (მაგ. დუღილის წყვილები), ეს აცვიათ, როგორც ეს იყო, ნაკლებად დაზარალდება და ძრავა უკეთესად იმუშავებს. მაგალითად, ცხელი ძრავა იწყება ძალიან რთულია. ამის მიზეზი ხშირად საწვავის არასაკმარისი ოდენობაა მიწოდებული ძირითადი დენთის წყვილის გამო. და თუ ეს დეფექტი (მძიმე დაწყების) თითქმის გაქრება სქელი საწვავი, შეგიძლიათ უსაფრთხოდ ამოიღონ საინექციო ტუმბო და შეცვალოს ნახმარი წყვილი მას. მიუხედავად იმისა, რომ ამ შემთხვევაში, როგორც წესი, საჭიროა შეცვალოს ყველა ინექციური ტუმბო, და ადვილია იმისათვის, რომ ეს გამოსწორდეს და შემდეგ დარეგულირდეს. თუმცა, ეს უკვე დაწერილია ზემოთ.
სარქველის შემცირების ზეწოლის მდგომარეობა (ეს შეიძლება იყოს ნაადრევი მდგომარეობაში) და საკვების სატუმბი შეიძლება შეფასდეს მექანიკური საწვავის საინექციო ტუმბით. თუ ძრავების ცვლილება ოპერაციის დაწყების შემდეგ იწყებთ ხელის ტუმბოს ძრავასთან ერთად. თქვენ დაიწყებთ ხელით გაზრდის ზეწოლას სატუმბო საბინაოში, რაც ნიშნავს, რომ სარქველი ან ტუმბო არასწორია. ადვილია აღმოჩნდეს შემცირება სარქველი, მოხსნის გარეშე TNVD და შემოწმება. მხოლოდ დიზელის ძრავებზე კომპანია "
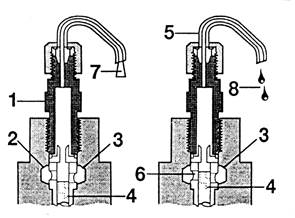
მიცუბიში »ამისათვის აუცილებელია ფრჩხილის კუთხის ამოღება თხელი ქისლით, რის შემდეგაც ზეწოლის არეალის ხელმძღვანელი ხელმისაწვდომი იქნება სპეციალური გასაღებისთვის. სხვათა შორის, ეს წნევა შემცირების სარქველი შეიძლება აღმოჩნდა დახმარებით ხანგრძლივი წვერი (zubiltsa) გარეშე გამოყენების გასაღები. (40)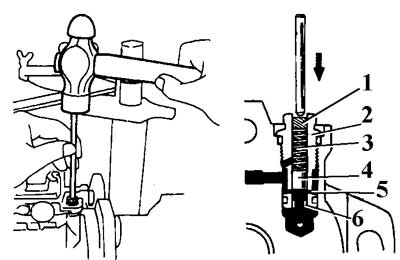
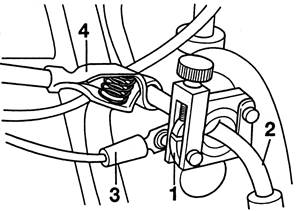
ნახ. 40. შესაძლებელია გაზარდოს ზეწოლა ტუმბოს საცხოვრებელში, დაჭრილი ცვილის (2) წნევის ჩათვლით (2) თხელი წვერით. ამ დარტყმის შედეგად, გაზაფხული (3) ხელს შეუწყობს საყრდენი (4) უფრო რთული და დაბლოკავს ხვრელს საწვავის განკარგვისთვის (5). დანამატის უკან დაბრუნების მიზნით (ტუმბოს სატუმბში წნევის შემცირებისთვის) საჭიროა, რომ ჩამონცირდეს დანამატი, რათა გაზაფხულის გაბრწყინება მთლიანად და ამოიღონ საყრდენი, რათა შეჩერდეს გამშვები (6). ამის შემდეგ, როგორც plunger და გაზაფხულზე დაეცემა out ადვილად. შემდეგი თქვენ უნდა გახდეს შემცირების სარქველი და Punch cap უკან თხელი წვერი. შემდეგ შეაგროვოს ყველაფერი ადგილზე და ცდილობენ შეცვალოს ზეწოლა.
იქ, ყველა ბეჭდები მზადდება რეზინის რგოლები (ტოროკოვი) და ძლიერი გამკაცრება არ არის საჭირო. თუ ეს სარქველი მთლიანად არის, მისი საყრდენი არ არის გახსნილი მდგომარეობაში, მაშინ ეჭვმიტანილი უნდა იყოს საკვების სატუმბი. იმ პირობით, რომ საწვავის ძრავების ექსპლუატაციის დროს ხდება გამარტივებას. თუმცა, თუ საჰაერო ბუშტებით საწვავი მიედინება overflow ხაზიდან (დაბრუნებისას), როდესაც ძრავა მიმდინარეობს, მაშინ პირველ რიგში საჭიროა ჰაერის გაჟონვის აღმოფხვრა. იმის გამო, რომ თუ ჰაერის გაჟონვაა, ძნელია შექმნას საჭირო ზეწოლა მაღალი წნევის ტუმბოსთან, თუნდაც მწვავე კვების სატუმბით. მაგრამ ჰაერის გაჟონვის პრობლემები ცალკე თემაა. აქ ჩვენ უბრალოდ აღვნიშნავთ, რომ საჰაერო გაჟონვა, თუნდაც გარე ძალა, ანუ როდესაც საწვავის გამათბობელი მაღალწნევიანი ტუმბით მაღლა დგას, მაღალი წნევის ტუმბოს მეშვეობით შესაძლებელია და არა მაღალი წნევის ტუმბოს მრგვალი ნაწილის ცენტრალურ დანამატის მეშვეობით. ეს დანამატი გამოიყენება საინექციო ტუმბოს ზუსტად დადგენილი საწვავის მიწოდებაზე (ეს არის unscrewed, micrometer ხელმძღვანელი დამონტაჟებული და plunger ინსულტის იზომება, ეს პროცედურა აღწერილია თითქმის ყველა სარემონტო სახელმძღვანელოები საინექციო ტუმბოს). სრულად მომსახურებით საინექციო ტუმბო, მაშინაც კი, თუ ადრე იყო საჰაერო ხომალდი, ოპერაციის 10 წუთიანი მუშაობის შემდეგ ჰაერის ბუშტები არ არის ზედნადების ხაზში.
ინექციის წინასწარ კუთხე ძრავის სიჩქარეზეა დამოკიდებული. საწვავის დაზოგვა, მაღალი სიმძლავრის მიღწევა და ეკოლოგიის თვალსაზრისით, უკეთესი იქნება, თუ ეს წინასწარ კუთხე განსხვავდება სხვა ძრავის საოპერაციო პირობებით, როგორიცაა ძრავის დატვირთვა, გაზრდის ზეწოლას, ტემპერატურას და სხვა. მაგრამ შესაძლებელია ყველაფრის გათვალისწინება. მხოლოდ ტუმბოსთან ერთად ელექტრონულად კონტროლირებადი. ჩვეულებრივი მექანიკურ პირობებში, მხოლოდ საწვავის წნევის ქვეშ მყოფი საწვავის წნევა და, უფრო თანამედროვე ერთეულებში, ძრავის გაგრილების ტემპერატურაა გათვალისწინებული. საინექციო ტუმბოს ქვედა ნაწილში დგუშის ტუმბოს ქვედა ნაწილში დგუში დგას საწვავის წნევაზე და სპეციალურ ფოლადის "თითის" მეშვეობით ოდნავ აღწევს პროფილის სარეცხი (იგივე გამრეცხი იძულებული გახდება გაჟღენთილი გამათბობელი მექანიზმისგან). შედეგად, ტალღის ტალღა ადრე გაჩერდება დენთბერზე და ეს უკანასკნელი თავის მოძრაობას დაიწყებს. ეს სისტემა შეიქმნა და დამზადდა ქარხანაში და მეტ-ნაკლებად გაართვა თავი თავისი მოვალეობებით. ინტენსიური აცვიათ დაწყებამდე. ეს იყო ინტენსიური, რადგან საწვავის გარეშე (ჩვენი "მშრალი" ზამთრის საწვავი, ისევე როგორც ნავთობსაწინააღმდეგო, არ შეიცავს მძიმე ფრაქციებს, რომლებიც სასიამოვნოა სათადარიგო ნაწილები), საჰაერო საწვავი და ბინძური საწვავი აბრაზიული). თუმცა, ჩვეულებრივი ასაკის ასევე აკეთებს სამუშაო. შედეგად, ღორების პროვოცირება იწყება გლუვში ცოტა ხნის წინ და თავის მხრივ მოძრაობას ცოტა მოგვიანებით იწყებს. სხვა სიტყვებით, მოგვიანებით ინექცია იწყება. ამ ფენომენის დასაწყისი ასეთია. ძრავა გაწყდება უმოქმედო და ინექტორთა სხვადასხვა აცრების გამო, ცოტა ხსნის. დაამატეთ მას turnovers. დაახლოებით 1000 წთ / წთ, ძრავა აჩერებს შერყევისკენ და აჩერებს, როგორც ეს იყო - ის შეუფერხებლად მუშაობს. კვლავ იზრდება იმპულსი. და მოულოდნელად სპექტრი 1500 - 2000 rpm არსებობს begles. ეს ბრწყინვალების (ჩაღვრა) შეიძლება როგორც გლუვი, მაგრამ ინტენსიური, და ნელი ზრდა სიჩქარე. ხოლო შერყევისკენ გამოსაბოლქვი მილი ლურჯი მოწევაა. როდესაც ძრავა სრულად გაათბო, დაახლოებით 1500 - 2000 ირგვლივ შერყევა. ეს არის დეფექტის შემუშავების დასაწყისში. მაშინ შერყევისკენ არ გაქრება, მაშინაც კი, როდესაც ძრავა დათბობაა. ზუსტად იგივე იჩენს თავს, თუ ინექციის ზეწოლის გაზრდა ინექტორებზე. ამ შემთხვევაში, თუ ტუმბოს აცვიათ, თქვენ ასევე გვიან საწვავის ინექციას. ამ ფენომენის მოშორებით ინექციური ტუმბოს გადაადგილება ადრე ინექციისთვის. ზოგჯერ თქვენ უნდა ჩართოთ საინექციო ტუმბო თითქმის ყველა გზა. მაგრამ სანამ ამის გაკეთებას, მოუსმინოს ძრავას. როდესაც დიზელის ძრავა ძალიან ადრეული ინექციაა, იგი იწყებს მუშაობას (ისინი ამბობენ, რომ მას აქვს სარქველები). და თუ თქვენ დარწმუნდით, რომ ამ მყარი კომპონენტის აკუსტიკური ფონზე დიზელის ძრავა გაქრა 50-100 rpm დაწყებამდე შერყევისკენ, ეს ნიშნავს, რომ თქვენ აუცილებლად უნდა ჩართოთ ინექციური სატუმბი. აქვე უნდა აღინიშნოს, რომ ნახმარი დიზელის ძრავები აქვს პისტოლეტი-ცილინდრიანი ხარჯი ძალიან დიდია და ამიტომ ისინი იწყებენ მუშაობას, თუნდაც აბსოლუტურად სწორი ინექციის წინასწარ კუთხით. ინსულტის ინსპექტირების ინსტალაციისთვის ინსულტის გამოყენება ჩვენი საქმეში არ არის სრულიად გამართლებული. არ ვთქვათ, რომ სტროფის განათება უფრო დამაჯერებელია მათი მიკროფონით, რომელიც უკვე ნახმარი- out nozzle. იმ შემთხვევაში, თუ nozzle არის კარგ მდგომარეობაში, და საწვავის მიწოდების მილის ფიქსირებული სათანადოდ, strobe ნათურა, როგორც წესი, ვერ. სორბოსკოპის გამოყენებით შეიყვანეთ ინექცია შიგნით. წინასწარ არის მოცემული ტექნიკური დოკუმენტაცია. მაგრამ აცვიათ ტუმბოს არათანაბარი. და ძალიან ხშირად იქმნება ეტიკეტზე მეტი ემბრიონის ეპოქის დახმარებით, ჩვენ არ დავიშურებთ რევოლუციის დროს შერყევა საწვავის გვიან მიწოდებას. აქედან გამომდინარე, ჩვენ ვურჩევთ, რომ თქვენ დააყენა ტყვიის ყური. ერთად აცვიათ და ცრემლსადენი რომ დიზელის ძრავები ჩვენ ვიყენებთ, ეს უფრო მისაღები გზაა. მართლაც, მხოლოდ ამ გზით შეიძლება დაგვიანებული ინექცია კომპენსირებული იყოს დაბალი საწვავის წნევის გამო სატუმბი საცხოვრებლით გამო საკვების სატუმბი აცვიათ. ეს თითქმის იგივეა, როგორც ბენზინის აკვანი დროის ანარეკლი. თქვენ შეგიძლიათ გამოიყენოთ მოწყობილობები, რომლებიც იუნთვის წინასწარ განსაზღვრავენ მხოლოდ იმას, როდესაც გათიშება (და სხვა არ არის შეთავაზებული სარემონტო სახელმძღვანელოები), მაგრამ, მაგალითად, გაუმართაობაზე, მაგალითად, ცენტრიდანული რეგულატორი, მანქანა არ წავა. ნათელია, რომ აუცილებელია შეკეთება ან შეცვლა. მაგრამ თქვენ შეგიძლიათ, დისტრიბუტორის გადაქცევას, მოისმენთ მისაღები ანთების წინასწარ კუთხეს. ერთადერთი განსხვავებაა ბენზინის ძრავები ანონიმური დროის სწორად დამონტაჟების კრიტერიუმი ინსტრუმენტების გამოყენების გარეშე, კარებზე და ძრავის სიმძლავრეზე იკავებს, ხოლო დიზელის ძრავები ხელს უწყობს ძრავში შერყევისკენ, მოწევას და დაწერს.
ზემოთ აღინიშნა, რომ საინექციო ტუმბოს უმეტესობა გამოწვეულია ყველა სახის გაჟონვისა და გაჟონვის გამო. მაგალითად, plunger ნახმარი out, გაჟონვის მოხდა, და ამიტომაც არ ქმნის ზეწოლას. და თუ შეცვალეთ საწვავი სქელი? შემდეგ გაზრდილი ხარვეზების შეჯვარება ნაკლები იქნება. და საწვავის ტუმბო იმუშავებს, თითქოს არ აცვიათ. საწვავის სისქის დამზადება ადვილია. დამატება, როგორც ზემოთ აღინიშნა, ნებისმიერი საავტომობილო ზეთი. რა თქმა უნდა, არ გსურთ წასვლა ამ გზით - ძალიან ძვირი საწვავი არის მიღებული (და ეს არის შემაშფოთებელი, მუდმივად ემზადება მკვრივი საწვავი). მაგრამ საწვავის ტუმბოს სტატუსის შესამოწმებლად (ისევე როგორც საბაზისოდ გამოყენებული მანქანა წარმატებული გაყიდვისთვის), ეს ტექნიკა სასარგებლოა. ცივ სეზონში, ბუნებრივი სითბოს გამო, საწვავის წაბლის მისაღწევად, საინექციო ტუმბოს გაცილებით მაგარია. მაგალითად, დიზელის ძრავით აღჭურვილი მანქანა საჩივრით მიდის, რომ ის იწყება ცუდად, თუ ის გრძელდება დაახლოებით ხუთი წუთი, მაგრამ ძრავა ჯერ კიდევ ცხელია. ჩვენ დავიწყებთ ამ მანქანას (მართლაც, ხანდახან უნდა დაიწყოთ დამწყები დაახლოებით 30 წამი), თბილი ის კიდევ 10 წუთი და ყრუ. ამის შემდეგ, გახსენით hood და მაგარი საინექციო ტუმბოს თოვლი. იგივე 5 წუთი. თუ ოპერაციის შემდეგ, ძრავა პირველ რიგში უკეთესობისკენ იწყება, შეგვიძლია უკვე ვსაუბრობთ საინექციო ტუმბოს ძლიერი აცვიათ. რასაკვირველია, ორივე ეს ხრიკი (სქელი საწვავის და საინექციო ტუმბოს გაგრილებით) არ არის აღწერილი ქარხნის ძრავის სარემონტო სახელმძღვანელოებში და, აქედან გამომდინარე, ისინი არ შეიძლება ჩაითვალოს ძალიან სამეცნიერო. იმ სახელმძღვანელოებში, საწვავის მიწოდების მოცულობა იზომება დასაწყისში (არსებობს ასეთი პარამეტრი ტექნიკური მონაცემები - მიწოდების მოცულობა როტაციის სიჩქარით 200 rpm) და ასევე მარტივია შეამოწმოს ეს პარამეტრი სახლში. ამის გაკეთება, unscrew ყველა glow სანთლები და ამოიღონ მილის ერთი nozzle. შემდეგ ამ მილის ერთჯერადი სამედიცინო შპრიცის ორგანიზება და შემქმნელის ძრავა დაიწყეთ. ბუნებრივია, "ფშკი" 200 "pshikov", რა თქმა უნდა, ბევრი. 50 არის საკმარისი და შემდეგ მიღებული შედეგი შედარებით ტექნიკური მონაცემები. ამ შემთხვევაში ჩვენ შეგვიძლია ვივარაუდოთ, რომ ყველა ინჟექტორი მოცულობა 200 rpm- ზე იაპონიის დიზელის ძრავებზე, თუ ისინი იგივე ტომი აქვთ, იგივე იქნება. თუ თქვენი ძრავის მოცულობა ოდნავ განსხვავდება, ადვილია დიზელის ძრავის მოცულობის პროპორციულად, იმ მონაცემებისთვის, რომელზედაც გაქვთ. ჩვენ ყველაფერს გავაკეთებთ, როდესაც ცხელი ძრავა ცუდად იწყება, თუმცა, როგორც პრაქტიკაში, ყველაფერი შეიძლება შემოწმდეს და ადვილია. თოვლის გამოყენება საავტომობილო ზეთი. სხვა სიტყვებით რომ ვთქვათ, თუ საწვავის სატუმბი მუშაობისას უფრო სასიამოვნო ხდება, საჭიროა ინექციის მოცულობის შემოწმება. რა თქმა უნდა, რა თქმა უნდა, ყველაფერი ამის გაკეთება სტენდიდან (აქ თქვენ შეგიძლიათ შეამოწმეთ ტუმბოს ყველა მოქმედი რეჟიმი), მაგრამ დაწყების რეჟიმში (მაგალითად, 200 ორმოში) შეგიძლიათ შეამოწმოთ ავტოფარეხში.
ასე რომ, თუკი დიზელის ძრავა 1500- 2000 rpm- ში იმუქრება, რომელსაც თან ახლავს იგივე ლურჯი ფერი გამონაბოლქვი გაზიაუცილებელია საწვავის სისტემის შეკეთება. და, განსაკუთრებით, საწვავის ინექცია. ამის გაკეთება, მარტივი შემთხვევაში, ინექციური ტუმბოს ადრე ინექციისთვის აუცილებელია.
კორნიენკო სერგეი
დიაგნოსტიკოსი
ვლადივოსტოკის პროპლუსი
ავტონომიური დიაგნოსტიკის კავშირი
საწვავის საინექციო წინასწარ კუთხის მონტაჟი ხორციელდება შეკუმშვის ინსულტის დროს საინექციო ტუმბოს დინების პოზიციისა და დგუშის ძრავში დგუშის დგუშის პოზიციას შორის სწორი კავშირის უზრუნველსაყოფად. არასწორი ინექციის წინასწარ კუთხის გარე ნიშნები გარკვეული ოპერაციებია ოპერაციის დროს. ადრე ინექციის შემთხვევაში, ძრავა იწყება მოულოდნელად, მაგრამ ის მუშაობს და როცა შეჩერებულია, საპირისპირო დარტყმა შეინიშნება. გვიან ინექციის შემთხვევაში, ძრავა იწყება ცუდად, იწყება შეუფერხებლად, ნელა იკავებს იმპულსს და არ ავითარებს საჭირო ენერგიას, გამონაბოლქვის გაზების გამრავლებას ზრდის.
ინექციის წინასწარ კუთხეების შექმნის სტატიკური და დინამიური მეთოდები არსებობს.
სტატიკური მეთოდი საინექციო წინასწარ კუთხე სპეციალური ნიშნებია. ზედიზედ მრავალჯერადი ინექციის ტუმბოზე ინექციის დაწყების მომენტის განსაზღვრა შესაძლებელია შემდეგი მეთოდებით (ფიგურა)
ნახ. საწვავის მიწოდების დაწყების მეთოდები საინექციო ტუმბო:
ეტიკეტების კომბინაცია ტუმბოს საექსპლუატაციო და სამონტაჟო ფრჩხილზე (A);
სამონტაჟო PIN- ის დანერგვა სამონტაჟო ფრჩხილიდან (B) სატუმბოზე გადაცემის მეშვეობით.
აკრიფეთ ლიანდაგის დინების განსაზღვრის მიზნით დენთის (C) ლიფტის ოდენობის გაზომვა;
სენსორის ინსტალაციისას, რომელიც იკვლევს შიდა მაღალი დონის ნიშნის პოზიციას (O);
მეთოდი გამოყენებით momentoscope ან საწვავის misfire (E).
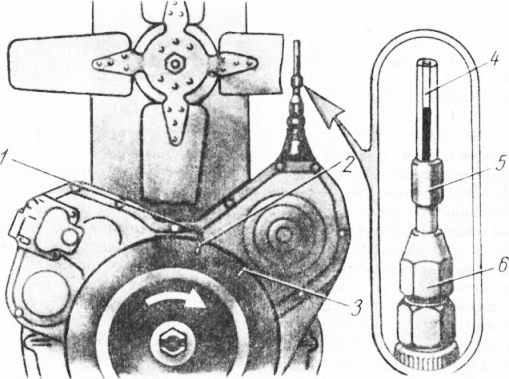
ეს უკანასკნელი მეთოდი პრაქტიკაში ყველაზე გავრცელებულია. მისი არსი ასეთია. პირველი ინსექციის მონაკვეთის ნაცვლად, მაღალი წნევით მილსადენის ნაცვლად უკავშირდება მომენტში. Momentoscope არის მოკლე მონაკვეთის საწვავის ხაზი დაკავშირებული რეზინის ან პლასტიკური მილის ერთად მინის მილის, ან curved U- ფორმის მილის (ლეღვის).
ნახ. ინსტრუმენტის გამოყენებით საწვავის მიწოდების დაწყების მომენტის განსაზღვრა
1 - ზეწოლის სარქველი; 2 - საინექციო არხის საცხოვრებელი საინექციო ტუმბო; 3 - ათვლის წერტილი; 4 - საინექციო ტუმბო; 5 - მოლეკკოპი; 6 - ლაინერი ჩამოსვლის არხი; 7 საწვავის ფრენა; 8 - წვეთი ფორმირება (ინექციის დაწყების მომენტი).
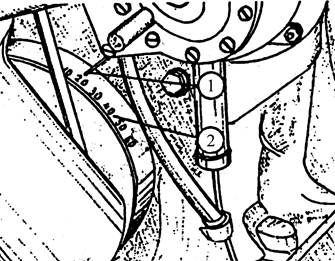
საჭიროების შემთხვევაში, საჭიროების შემთხვევაში, ენერგოსისტემისგან მომენტალური სენსორების დამაკავშირებამდე, მას შემდეგ, რაც სარემონტო მასალის ამოღება, ჰაერის ამოღება ხელით საწყის სატუმბი ტუმბოს გამოყენებით, საწვავის ბერკეტი მაქსიმალურ მდგომარეობაშია. ჩართეთ crankshaft ძრავის სანამ საწვავის ჩანს ინსტრუმენტი, ან წვეთი curved მილის. ამის შემდეგ, შეჩერებულია შეჩერებულია და განსაზღვრავს, თუ რომელი რისკი ფრენის მასივთან ერთად ემთხვევა arrow -ზე დაფრინავს. მაგალითად, ძრავების Crankshaft Pulley- ის მონტაჟი OM 616 Mercedes-Benz (ნახაზი) მოცემულია, ხოლო ფიქსირებული მონტაჟის arrow 1- ის და Crankshaft 2- ის მასშტაბი 24 ° -იანი უნდა იყოს.
ნახ. დამონტაჟებული საწვავის შეფრქვევის მომენტში დამონტაჟებული საყრდენის საკიდრის ფირზე
ამგვარად დაფიქსირებული ღირებულება განსაზღვრავს საწვავის ინექციის წინასწარ კუთხეს. თუ ეს კუთხე არ ემთხვევა პასპორტის მონაცემებს, მაშინ გაათავისუფეთ მაღალი წნევის ტუმბოს სამონტაჟო ჭანჭიკები და გადაიქცევა ტუმბოს კრუნჩასტის როტაციის მიმართულებით (თუ საჭიროა საინექციო წინაპირობის შემცირება) ან საპირისპირო მიმართულებით (აუცილებლობის შემთხვევაში, ზრდის კუთხე).
ნიშნები და რისკები, რათა დადგინდეს ოპტიმალური წინასწარ კუთხე საწვავის შეფრქვევის შეიძლება მდებარეობს ზედაპირზე crankshaft წინა pulley, მის გარშემო circumference და წინა საფარი ან ძრავის საცხოვრებელი. როგორც წესი, ეს ნიშნები განლაგებულია ნიშნების გვერდით, რომლებიც მითითებულია TDC- ში პირველი ცილინდრის პისტონის პოზიციაზე. საწვავის შეფრქვევის ინსტალაციის სისწრაფე კვლავ გადაამოწმეს ყველა სახის ნიშნების დამთხვევის კრაკკშტატისა და საშუალო კონტროლის (ამ ტიპის შემოწმებისას მაღალი წნევის ტუმბო უნდა იყოს გამკაცრებული).
ხანდახან ძალიან რთულია, განსაკუთრებით ხანძარსაწინააღმდეგო სისტემებზე, რომლებიც გარემონტდა ქარხნის ნიშნები. ინსტალაციის ეტიკეტის დასადგენად, შეგიძლიათ გამოიყენოთ შემდეგი მეთოდი. გამჭვირვალე, მაგალითად PVC, შლანგი შეარჩიეთ დიზელის საწვავზე და შლანგი ააცილებს ლითონის მილს nozzle. მილსადენის თავისუფალი დასასვენებელია ისე, რომ მთლიანი ლითონის მილსადენი და გამჭვირვალე მილის ნაწილი სავსეა სავსე. სათვალთვალო მილის მენიუში სათვალთვალო მილის თვალწარმტაცი საყურებელია, ძრავა მთავრდება ან სხვა საშუალებით. ინექციის დროს მენსტრუალური დონემ გაიზრდება ოდნავ. On pulley drive TNVD ეს პოზიცია აღინიშნება. უფრო ზუსტი ნიშნისთვის, crankshaft cranked რამდენჯერმე. თუ დააყენებთ TNVD დისკს ერთი კბილზე, რომელიც იწვევს ლეიბლს, ანუ შეცდომის გამოსწორება იმ ფაქტით, რომ მენსკურის დონის დაწყებისას ჩვეულებრივ შეინიშნება გვიან, მაშინ მივიღებთ სავარაუდო ინსტალაციის ლეიბლს.
ზოგიერთი გერმანული წარმოების ძრავები, როგორიცაა Mercedes-Benz OM 601, სტატიკური მეთოდის გამოყენებით სპეციალური ინსტრუმენტი და სენსორი შეიძლება გამოყენებულ იქნას, რათა დადგინდეს საინექციო წინასწარ კუთხე. სენსორის დამონტაჟებისას, ხრახნიანი ამომრთველი ამოღებულია მარეგულირებლის ტუმბოდან და სენსორი 4 მოწყობილობებს ხრახნიანი ხვრელიდან შიგნიდან ამოღებულია (სურათი 2.107 Mercedes-Benz, volume 2, page 66). ბამპერის ტესტის ბლანტი უკავშირდება ბატარეის დადებით პოლუსს.
გამორთეთ crankshaft და დააყენოთ პისტოლეტი პირველი ცილინდრი ზე TDC. გააგრძელეთ შაბათი სანამ სინათლის (A) კონტროლს დაქვემდებარებული განათებით. ძალიან ნელა ზურგს აქედან, სანამ ორივე განათება (A და B) მოდის. ამ მდგომარეობაში, სენსორი 4 ორივე დახურულია მარეგულირებელი 3-ის განუყოფელ ნაწილზე, რომელიც ირიბად შეესაბამება შეკუმშვის დაწყებას მაღალ წნევასთან. Pulley უნდა იყოს 14 ° ... TDC- ის შემდეგ 16 °.
ნახ. ინექციის წინასწარ კუთხის განსაზღვრის მეთოდი მოწყობილობაზე:
1 - მოწყობილობა საკონტროლო-განათებით; 2 - საწვავის ტუმბო; 3 - სატუმბი მარეგულირებლის ნაწილი; 4 - სენსორი კონტროლის მოწყობილობა
თუ საინექციო წინასწარ კუთხე არ შეესაბამება საჭიროებას, ან საწვავის სისტემა გარემონტდა და ინექციის წინასწარ კუთხე უნდა დაინიშნოს, Crankshaft უნდა განთავსდეს 15 ° TDC- ის პირველი ცილინდრის პისტონის შემდეგ. საინექციო ტუმბოს სამონტაჟო ჭანჭიკები და სპეციალური კორექციის ქოლგის ჩამორთმევისას ტუმბოს გარსაცმის როტაცია, საჭირო ინექციის წინასწარ კუთხე დააყენეთ სინათლის ნათურების A და B
დინამიური მეთოდიროდესაც ძრავა მიმდინარეობს, ინექციის წინასწარ დროში ცვლილებები შეასწორებს მაკორექტირებელი ავტომატურების გამოწვევას. ამასთან დაკავშირებით, საინექციო წინასწარ კუთხის შემოწმება და კორექტირება უფრო სწორად ხდება დინამიკაში, რაც ძრავების გაშვებასთან ერთად სპეციალურ ინსტრუმენტებში - სტრობოზკოპებია. ასეთი მოწყობილობები გამოიყენება როგორც სავარჯიშოებში, ასევე დამოუკიდებლად.
სტრობოოსკოპული ინსტრუმენტების მუშაობის პრინციპი ეფუძნება იმ ფაქტს, რომ თუ მკაცრად განსაზღვრულ დროს აღინიშნება სინათლის მოკლე პულსი (დაახლოებით 1: 5000), მოძრავი ან მოძრავი ნაწილისკენ გადადის, მაშინ ადამიანის ხედვის ინერციის გამო, ნაწილი სტაციონარულად გამოიყურება.
საინჟინრო წინასწარ კუთხის დინამიურად შემოწმებამდე უნდა დარწმუნდეთ, რომ ძრავი თბილია ნორმალურ ტემპერატურაზე და მოქმედებს მინიმალური უსიამოვნების რეგულირებადი სიჩქარით.
ფსევდონირებისთვის პულსი შეიძლება ჩამოყალიბდეს შემდეგი წყაროებიდან:
პირველი ცილინდრის მაღალ წნევის მილისგან ან მილის მეშვეობით ფილტვის დამონტაჟებით ზეწოლის სენსორი (ლეღვი), ან უფრო ხშირად იყენებენ clamp ერთად ინდუქციური გამტარებელს (fig.).
ფოტოენსიტიური სენსორიდან, რომელიც რეაგირებს პირველი ფლეშისთვის, როდესაც ცილინდრში საწვავი იშლება;
საწყისი სენსორი დაიწყოს ინექცია in- ინჟექტორი ტუმბოს. ამ შემთხვევაში აუცილებელია სპეციალური ელექტრონული აპარატის დამონტაჟება.
ნახ. Strobe ზეწოლის სენსორი მაღალი წნევის მილსადენში
ნახ. მამოძრავებელი ინდუქციური პულსის სენსორი:
1 - ინდუქციური პულსის სენსორი-შემანარჩუნებელი; 2 - მაღალი წნევის მილსადენი; 3 - ელექტრო კონექტორი; 4 - "მასობრივი" clamp
Crankshaft- ის მინიმალური ბრუნვის სიჩქარეზე ძრავა დაიწყო, ნეონის სტროფის ნათურის სხივი, სინქრონულად ცილინდრის გადაფრქვევისას, მიფრინავს pulley (flywheel). თუ ინექციის წინასწარ კუთხე ინახება სწორად, მაშინ, სორბოსკოპური ეფექტის გამო, მოძრავი ნიშანია ფიქსირებული ნიშნის დაფიქსირება და ფიქსირებული ნიშნის საპირისპიროდ. საინექციო დრო დროით ტარდება ფუტლზე ან ფლიველზე.
უფრო ზუსტი ფირფიტები, რომლებიც აღჭურვილია ჩამონტაჟებული ტაქომეტრებით და შეცდომების ბლოკებით, რომლებიც აკონტროლებს potentiometers- ს. ინფორმაცია მოყვება სპეციალურ მასშტაბურ ან ეკრანზე. პანთემომეტრიანი გამოყენებით, პულლი (ფლივილის) ტოქს შეესაბამება შესაბამისი TDC- ის ფიქსირებული ნიშანი და ჭეშმარიტი ანთების დრო განისაზღვრება მასშტაბით ან ეკრანზე. ასეთი სტრობოკოპების გამოყენება ამცირებს ანთების დროთა გაზომვას.
ინტუიციური სენსორის გამოყენების შემთხვევაში ძალიან მნიშვნელოვანია, რომ დამონტაჟებულია მხოლოდ მაღალწნევიანი მილის გარკვეულ ადგილას, როგორც მწარმოებლის სპეციფიკაციით არის განსაზღვრული, წინააღმდეგ შემთხვევაში, შედეგები არასწორი იქნება. ზოგიერთი მწარმოებლები უზრუნველყოფენ კორექციის ცხრილს, რომელიც დაკავშირებულია დინამიკური საინექციო წინასწარ კუთხის ღირებულებასთან, რომელიც უზრუნველყოფს მაღალწნევიანი მილის გასწვრივ დამონტაჟებული ადგილმდებარეობის დამონტაჟებას, რომელიც განსაკუთრებით სასარგებლოა, თუ მაგალითად, ზუსტი დამონტაჟების მდებარეობა დამონტაჟების სიჩქარის გაზომვისთვის მიუწვდომელია. ინსპექტირების წინასწარ კუთხე, როდესაც ინსულტის ინსპექტირება შესაძლებელია ინსულტის ინსპექტირების დროს, საჭიროების შემთხვევაში, ინექციური ტუმბოს გატარებით, სანამ ნიშნები არ არის სინათლის სინათლეში.
ინჟექციის წინასწარ კუთხის ინკასის არარსებობისას ფლავილზე ან ფლიველზე (არსებობს მხოლოდ TDC ნიშნები), მწარმოებელმა შეიძლება გამოიყენოს ფირფიტა დამუშავებული გრანიტის როტაციის დროს გრამატიკული დრაივერის დრაივით, რომელიც საყრდენი პულლის მახლობლად ერთვის. თუ მასშტაბი არ არსებობს, მაგრამ არსებობს TDC ნიშნები, სტრობოკოპია უნდა იქნას გამოყენებული შეუსაბამობის ერთეულთან, რომელიც საშუალებას იძლევა ინსულტის პულსის მომენტში დაახლოებით 60 ° -ის ჩანაცვლების სტროფოსკოპის სინათლის შეცვლა, რაც შესაძლებელს გახდის TDC- ს დინამიური ნიშნის გათვალისწინება ინექციის მყისიერად.
შეამოწმეთ და დაარეგულიროთ ტრაქტორის DT-75V საწვავის შეფრქვევის დროითი ინსტალაციის დრო
დან კატეგორია:
DT-75V ტრაქტორი
შეამოწმეთ და დაარეგულიროთ ტრაქტორის DT-75V საწვავის შეფრქვევის დროითი ინსტალაციის დრო
დიზელის ძრავის, შავი კვამლის, შეფერხებების, ასევე საწვავის ტუმბოს მოშორების და დამონტაჟების შემთხვევაში, დარწმუნდით, რომ შეამოწმოთ საწვავის ინექციის წინასწარ ინსტალაციის კუთხე.
შეამოწმეთ კუთხე შემდეგი თანმიმდევრობით:
- სატუმბი საწვავით ხელით სატუმბოში, სანამ ჰაერი მთლიანად ამოღებულ იქნება სისტემაში;
- გათიშვისას პირველი ცილინდრის საწვავის მილის გათიშვა. იარაღის დამონტაჟება, მცირე შუშის მილის დაყენება შიდა დიამეტრით 1-2 მმ. ამისათვის დაამატეთ მაღალი წნევის მილის მოკლე ნაჭერი თხრიან კაფესთან ერთად და რეზინის მილის გამოყენებით მინის მილის მიმაგრება;
- თხილის საჭმელთან ახლოს თხრილის ჩამოსასხმელი, მავთულის ფორმის გარეგნული ცილინდრული ზედაპირის სახით,
- გამორთეთ დეკომრესორი და ცემის დიზელის ძრავა crank სანამ საჰაერო ბუშტები საწვავის მიედინება კაპილარული მილის გაქრება;
- shake კაპილარული მილის ისე, რომ ნაწილი საწვავი არის გადაისხა, და ნელა განაგრძობს როტაცია crankshaft, ყურადღებით უყურებს დონის საწვავის მილები
- ფრჩხილის საცხოვრებლისგან მორგებული პინელის (ლეღვის 14) შეცვალა და ფრთივიელზე ჩასასვლელად ერთი და იგივე ხვრელით, სადაც ის წავა. დაჭერით სწავლისას, გააგრძელეთ კრაკკასტის როტაცია, სანამ მორგებული სტუდია არ იშლება ხომალდის ფრვილებში. ამ პოზიციაზე, პირველი ცილინდრის დგუში იქნება ძრავის მთა. შეკუმშვის ინსულტის შემდეგ; დააყენა მეორე ნიშნის pulley წინააღმდეგ ისარი;
- გაზომეთ პულლის ცილინდრული ზედაპირის გასწვრივ, რკალის სიგრძე ნიშნებს შორის. რკალის სიგრძე უნდა იყოს 32-35 მმ-ი, რაც შეესაბამება საწვავის საინექციო კუთხეს 22-24 °.
ნახ. 1. შეამოწმეთ საწვავის შეფრქვევის სამონტაჟო დრო: 1 - თხილის მიმატებული მავთული; 2-იანი პულლის დასასრულისთვის, მიმართულია arrow- ის წინააღმდეგ, როდესაც პირველი ცილინდრიანი პისტოსი მდებარეობს TDC- ში; 3 - ნიშნის ბოლოს პულლი, მიმართა arrow- ის დასაწყისში დონის ზრდის კაპილარული მილის; 4 მინა კაპილარული მილის; 5 - რეზინის მილები; 6 - კაკალი cap ke. იმ დროს, როდესაც საწვავის დონე იწყებს ზრდას, შეწყვიტოს crankshaft crankshaft და აღსანიშნავად pulley წინააღმდეგ arrow;
ტრაქტორზე დამონტაჟებული დიზელის ძრავზე საწვავის შეფრქვევის ინსპექტირების შესამოწმებლად, შესაძლებელია სამუხრუჭე გადაბმულობის სამუხრუჭე პულლის გამოყენება და რკინის სიგრძე უნდა იყოს 40-44 მმ.
იმ შემთხვევაში, თუ საწვავის საინექციო ინსტალაციის ინსტალაცია წინსვლისგან განსხვავდება, საჭიროა შეცვალოს საწვავის ტუმბოს გადამცემი საფრენი საფარის პოზიცია. ამის გაკეთება, საათის მოშორების ამოღება, ჩამოსასხმელი სადაწნეო ტერმინების შეყვანა და ორი ჭრილობის ამოღება. თუ საჭიროა საწვავის შეფრქვევის წინასწარ საინსტალაციო კუთხის შემცირება, ანუ მოგვიანებით ინექციის მისაღებად, გადაიქცევა flange საწინააღმდეგოდ. თუ თქვენ უნდა გაიზარდოთ კუთხე, ანუ ადრე ინექციის მისაღებად, გადაიქცევა ფლოტის საათის ისევ. იმ შემთხვევაში, თუ flange rotated ემთხვევა შემდეგი ხვრელი უახლოეს ხვრელი გადაცემათა კერა, კუთხე შეიცვლება 3 ° როტაცია crankshaft. რამდენი გრადუსით განსაზღვრავს საწვავის ინექციის დროითი მონტაჟის ინსტალაციის კუთხე, ადვილად დაამყაროთ რომელი ხვრელები უნდა იყოს შერეული. განათავსეთ ჩამოსხმის ჭანჭიკები და ჩაკეტვა, ჩაკეტილი ჩამოსხმის საყრდენი ანტენები.
შეცვალეთ საათში მრიცხველი, ამოიღეთ მავთული და მილის და თხილის და გადააყენეთ პირველი ცილინდრის მაღალი წნევის მილები.
თუ დიზელის ძრავა გაუარესდა, რომელიც გამოვლინდა ემოციური გამონაბოლქვის, ენერგიის შემცირების, ეპიდემიის წარმოქმნის, დიზელის ძრავის რთული დაწყებისას, აუცილებელია საწვავის აღჭურვილობის შესამოწმებლად.
პირველი შეამოწმეთ სტატუსი საწვავის ფილტრები, საჭიროების შემთხვევაში, იფუნქციონირებს მყარი ფილტრი, გაასუფთავეთ იგი საწვავის კონტურით ან შეცვალეთ საურავის პირველი ეტაპის ფილტრის ელემენტი.
საწვავის სისტემაში საჰაერო გაჟონვისას ასევე დაფიქსირდა ცალკეული ცილინდრების ციმციმები და დიზელის ძრავის რთული დაწყებისას. ამ შემთხვევაში, საწვავით საწვავით გაჟღენთილია საწვავის ჭურჭლის გარეშე საჰაერო ბუშტების გარეშე.
თუ დიზელი მუშაობს არათანაბრად და ემოციური გამონაბოლქვით, შეამოწმეთ ინექტორების ფუნქცია და საწვავის ტუმბო.
საწვავის ბერკეტის იდენტიფიცირებისათვის საწვავის ბერკეტის განსაზღვრისას, საწვავის ტუმბოს მონაკვეთებზე მაღალ წნევის მილების შემცველი თხრილის შემცველი საუცხოო დიზელის ძრავა. ამ შემთხვევაში, შესაბამისი ცილინდრები მონაცვლეობით დახურულია.
თუ ინჟექტორი გამორთულია, დიზელის ოპერაცია მკვეთრად იცვლება, უფრო არათანაბარი ხდება, მაშინ შეგვიძლია ვივარაუდოთ, რომ ინექტორი ჩვეულებრივ მუშაობს. თუ დიზელის ძრავა არ შეცვლილა ან არ იცვლება, მაშინ ტესტირება ინექტორი არ მუშაობს ან კარგად არ მუშაობს.
როდესაც თქვენ გამორთეთ ცილინდრიანი ცუდი სამუშაო nozzle, კვამლი მნიშვნელოვნად ამცირებს ან შეწყვეტს მთლიანად.
ამოიღეთ ცუდი სამუშაო ინჟექტორი დიზელის ძრავიდან და შეამოწმეთ.
დან კატეგორია: - DT-75V ტრაქტორი
(დასასრული დასაწყისი, იხილეთ "AP" №11, 2005)
დიზელის ძრავების საწვავის საინექციო სისტემის ელემენტებიდან, საწვავის ინექციის წინასწარ კუთხით, აგრეთვე ინექტორების შემოწმების გზებიდან და სხვა და სხვა რამეების საბოლოო ნაწილში ზამთრის პერიოდში დიზელის ძრავების ფუნქციების შესახებ მექანიკური მინარევებისაგან და სხვა მავნე დეპოზიტების მოცილება.
საწვავის მიწოდების სისტემის გაწმენდა და ჰაერის მოხსნა
პირველ რიგში მივმართოთ საწვავის მიწოდების სისტემის გაწმენდას. ეს უკანასკნელი ფილტრაცია აუცილებელია, მაგრამ ხშირად არასაკმარისია. წყლისა და მექანიკური ჭუჭყები ავზიში დაგროვდა, რასაც მივყავართ ფილტრების მოულოდნელ ბლოკთან. მათ შორის საწვავის გადატანაც კი, არსებობს ნაწილაკები და წყალი, და უფრო მეტიც, უფრო დაბალი ხარისხის ორიგინალური საწვავი. გარდა ამისა, საწვავს შეიცავს ასფალტ-ფისოვანი ნივთიერებები, მძიმე ნახშირწყალბადები, ნაადრევი ჟანგვისა და დეპოზიტების მიმართ. დღევანდელი სახელმწიფო სტანდარტების თანახმად, დიზელის საწვავის ფაქტობრივი ფაზა არ უნდა იყოს არაუმეტეს 0.3-0.4 მგ / მლ, თუმცა დაბინძურებული სატრანსპორტო ტანკების გამო მათი შინაარსი უფრო მაღალია. ინექციის "კლონირება" შეიძლება გამოიწვიოს არა მხოლოდ საინექციო ჩამოსხმის აპარატების ნაკლოვანებით, არამედ პროვოცირებული დაბალი ხარისხის საწვავით.
კორეის დეპოზიტები გარე ზედაპირებზე sprayer მსგავსია ნახშირბადის დეპოზიტები. ისინი ქმნიან "craters" გარშემო nozzle ხვრელები, დამახინჯება ფორმის საწვავის თვითმფრინავები. შედეგად, არსებობს სამუშაო პროცესის პარამეტრების შეუსაბამობა, დიზელის ძრავის ყველა ეფექტური და გარემოსდაცვითი მუშაობის გაუარესება. ზოგჯერ nozzle იმდენად "overgrown" ერთად კოქსის, რომ მას აღარ შეუძლია მოპოვებული გამოყენებით ჩვეულებრივი საშუალებებით. ეს დამნაშავეები ცუდი ხარისხის საწვავი, ნემსის მობილობის დაკარგვა, ჩაკეტვის გაჟონვა, საკეტი გაზაფხულის ძალის შემცირება და ყველა სიზუსტის წყვილის მძიმე აცვიათ. TPA- ს შემოყვანის რადიკალური საშუალება ნორმალურია, როგორც ჩანს, მისი გაუმართავი შეკრების დემონტაჟი, მათი შემოწმება, გაწმენდისა და ნაწილის შეცვლა.
უნდა აღინიშნოს, რომ საინექციო ჩამოსხმის აპარატების პირდაპირი მექანიკური გაწმენდა შრომატევადი, არაეფექტურია ძირეული მიზეზების გარეშე და კონტრაქტორის კვალიფიკაციის გარკვეულ დონეს მოითხოვს.
მუყაოს გარე ზედაპირების "დე-ბლოკირება" შესაძლებელია საწვავის / წყლის ნარევი (ემულსია) დაწვა. ამ პროცედურის ყველაზე მნიშვნელოვანი პირობაა დარჩენილი წყლის ინექციური ჩამოსხმის აპარატების შეჩერების შემდეგ. ეს მეთოდი მხარს უჭერს ძირითადი საზღვაო ძრავების წყლის საწვავის ემულსიების გრძელვადიან ოპერაციას. ამ შესაძლებლობის გადამწყვეტი ფაქტორია დამსწრეთა კულტურა. ჩვენ შეგვიძლია გამოვიყენოთ სპეციალური საშუალებების გამოყენებისას "დეკორკის" მანქანის სერვისის ამ მეთოდის გამოყენება. საუკეთესო საშუალებაა ემულსიის დანერგვა საინექციო მილსადენის ხაზში დამონტაჟებული უწყვეტი სარქველით. შემდეგ მხოლოდ მუყაო ემულსიასთან არის დაკავშირებული და საწვავის ტუმბო მუშაობს სუფთა დიზელის საწვავით. ამ მეთოდის გამოყენება შესაძლებელია ინექციის ჩამოსხმის აპარატებისთვის დაბალი ნარჩენი წნევით და საჭიროებს მაღალკვალიფიციური სპეციალისტის მიერ დამატებითი ელემენტების ფრთხილი დიზაინი. საბოლოო ჯამში, მარტივი მეთოდით არის გაჟღენთილი წყალი კარგად გაცხელებული დიზელის ძრავიდან. ყველა სიმარტივისთვის, მეთოდი არ არის უდავო: არავის არ გაანალიზებდა ცილინდრული-პისტონის ჯგუფის ნაწილებზე თერმული ტვირთის დასაშვებობა. კიდევ ერთი მარტივი, უვნებელი, მაგრამ, სამწუხაროდ, ყოველთვის არ არის ეფექტური გზა, რათა შეამციროს კოქსის დეპოზიტების ნახშირბადის დეპოზიტები - მინიმუმ 20-30 წუთი. სრულად "დატვირთვა" დიზელზე. ეს შესაძლებელია, მაგალითად, თუ მანქანაში "ნიავი" ან მძიმე დატვირთვა.
სხვა მავნე დეპოზიტები იქმნება მუყაოს შიდა ზედაპირებზე. ცუდი ხარისხის საწვავის გარდა, მათი წარმოდგენის მიზეზები ასევე აკმაყოფილებს საკეტი კონუსს, საკეტი გაზაფხულის, ნემსის სტემინის ნალექს, რომელიც გამოირჩევა მნიშვნელოვან (მაგრამ მისაღები) გათბობით 180-220 წმამდე. C. დეპოზიტები მძიმე ლაქური ფილმებია, რომლებიც ხელს უშლიან ნემსის მოძრაობის მოძრაობას .
უსაფრთხო და მარტივი გზა შემცირება ნალექი - გამოყენების სარეცხი, ანტიოქსიდანტური, დაშლის და სტაბილიზაციის საწვავის დანამატები. ანტი- scalding დანამატები საფუძველზე barium naphthenates, სპილენძის და მაგნიუმის სულფატები უკვე დიდი ხანია ცნობილია. ისინი უფრო ფოკუსირებულნი არიან ნახშირბადის დეპოზიტების აღმოფხვრაზე ზეთების თვისებების გამო, მათი ზარალის ინტენსივობის, ნავთობის საცავებისა და კაფის მდგომარეობის გამო.
საწვავის სადეპოზიტო საშუალებები შესაძლებელია მისი შენახვის, ტრანსპორტირებისა და მიმოქცევის დროს დაბალი წნევა საწვავის სისტემა. საწვავის დესტაბილიზაციისას ფიზიკური პროცესები (მაგალითად, მათი დაგროვება და ტენიანობის შემდგომი გაყინვა), ასევე ქიმიური გარდაქმნების (ჟანგვის, პოლიმერიზაციის, რღვევა). ფხვიერი ნივთიერებები ბლოკავს ფილტრებს და იწვევს ნაწილების მოძრაობის დაკარგვას. მჟავების იწვევს კოროზიის და შემცირებული გამძლეობა ტექნიკის კომპონენტები.
გამოცდილი motorist არ Flush TPA მხოლოდ იმიტომ, რომ ეს არის ბინძური გარეთ: მანამდე, serviceable ტექნიკის ნამდვილად მისაღებად clogged. ეს მოხდება, თუ თქვენ გააკეთებთ საწვავის სისტემა "საგაზაფხულო დასუფთავება", არ ვნანობ, სარეცხი დანამატები. დაგროვილი ნალექები საწვავზე გადადის და, შესაძლოა, კიდევ ერთხელ მოაგვაროს, მაგრამ უფრო შეუსაბამო ადგილზე. ამიტომ, საწვავის მიწოდების სისტემის გადანაწილება ცალკე უნდა ჩატარდეს LND (სატანკო, საწვავის ტუმბო, ფილტრები) და LVD (საწვავის ტუმბო, ინჟექტორი) და საწვავის ავზი გათიშული ჩამოსხმადან.
საინექციო წინასწარ კუთხის (VEP) საწვავის ინსტალაცია
ოპტიმალური WOW, როგორც ანთების წინასწარ კუთხე ბენზინის ძრავით, საშუალებას გაძლევთ მიიღოთ მაქსიმალური სიმძლავრე და ეფექტურობა. ოპტიმალური მნიშვნელობის ახლოს მისი ცვლილების ვიწრო სპექტრში, სურათი, როგორც წესი, განსხვავდება. ფაქტია, რომ თანამედროვე დიზელის ძრავების მწარმოებლები იძულებულნი არიან ყურადღება გაამახვილონ არა მარტო საწვავის მოხმარებაზე, არამედ მაქსიმალურ ზეწოლისა და წვის დროს წნევის ზრდის შეზღუდვაზე. ბოლო დროს, NO ემისიების რეგულირება ბევრად უფრო მკაცრ შეზღუდვებს აყენებს. ის მივიდა იმ წერტილამდე, რომ ინექციის პროგრესის კონცეფცია თანდათან კარგავს თავის თავდაპირველ მნიშვნელობას. ინექცია ხშირად იწყება მას შემდეგ, რაც პისტოლეტი გადის ზედა მკვდარი წერტილიდან (TDC). თუმცა, როგორც ადრე, ჩვენ ვივარაუდოთ, რომ CRP დადებითია, თუ ინექცია იწყება პისტონის სანამ TDC- ს მიაღწევს. ნიმუშის მიხედვით ტოქსიკური კომპონენტების შეცვლის ნიმუში წარმოდგენილია ლეღვის თითოეულ მრუდზე. 1. WOW- ის გაზრდა, NO x- ის გაზრდა, ცილინდრის მაქსიმალური წნევა, ხმაური, მაგრამ ნაცრისფერი მოწევა (ნაწილაკები), საწვავის მოხმარება, სამუშაო შემცირების არასტაბილურობა. Vortex პალატებისგან განსხვავებით, უფრო თანამედროვე ინექციური დიზელის ძრავები ("ღია" წვის კამერით) ძალიან მგრძნობიარეა VOD- ის სიზუსტეზე.
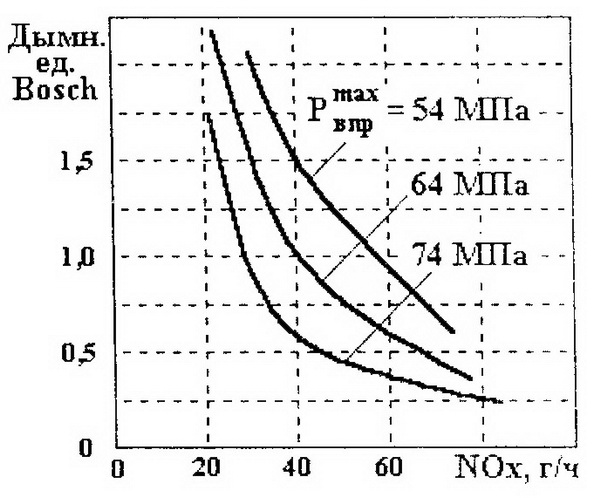
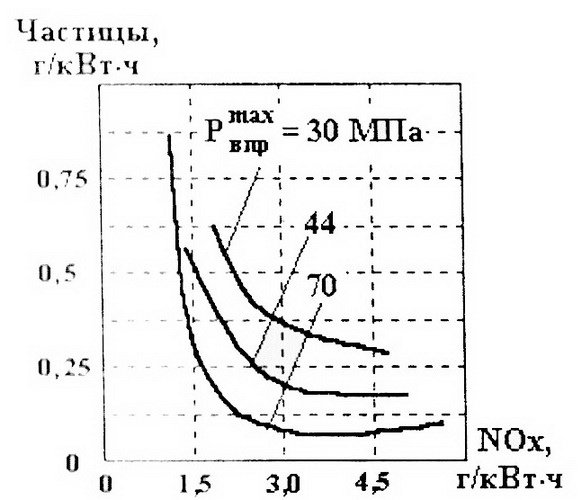
ნახ. 1. ასაფეთქებელი ნივთიერებების ემისიები სხვადასხვა WOW და საინექციო ზეგავლენებზე (WOW იზრდება მარცხნიდან მარჯვნივ):
დიზელიMercedesOM 611 n = 2000 min -1, p e = 0.4 MPa; ბ - დიზელიAudiV6TDI at n = 1500 min -1, p e = 0.3 MPa.
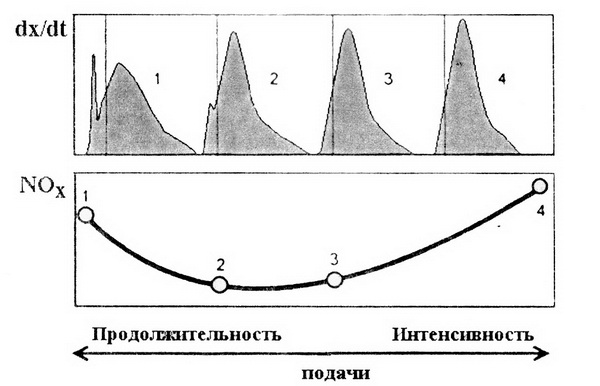
ნახ. 2. მაღალსიჩქარიანი დიზელის ძრავში აზოტის ოქსიდების სითბური წარმოებისა და ემისიის კანონი, როგორც მოცულობის ნაკადის ფუნქციის ფუნქცია.
ტრაქტორებისა და სატვირთო მანქანების შიდა დიზელის ძრავებისათვის ACP- ის ინსტალაციის პრობლემა უფრო მწვავედ ჩანს, რადგან დიზაინერებმა დიდი დანაშაულის შეუძლებლობა მოახერხეს. ამასთანავე, WOW კორექტირება ყოველთვის მზადდება ნომინალური ღირებულების შედარებით ვიწრო შეზღუდვებით. UOV- ის მონტაჟის უდიდესი სირთულეები წარმოიქმნება მსუბუქი მანქანები მაგალითად ქამარი ან ჯაჭვის დისკის საინექციო ტუმბო, მაგალითად, დიზელის ძრავზე საწვავის საინექციო ტუმბოს დამონტაჟება, ქამრების ჩანაცვლება და ა.შ. ამ შემთხვევაში, არასწორი CVD კი არ შეუშვებს დიზელის ძრავას.
ეს განსაკუთრებით კარგად ჩანს ილუსტრირებული ინექციის ტუმბოების მაგალითზე. ჩვენ მათზე ვსაუბრობთ, ვიდრე ტრადიციისა და გავრცელების გამო. მაღალი წნევის საწვავის ტუმბოს განაწილებისგან განსხვავებით, რთულია მათში ACS- ის მოქნილი რეგულირება. Caterpillar იპოვა გამოსავალი ამ პრობლემას. ელექტრონული სისტემა მართვა. საწვავის რეგულირება სატუმბი მონაკვეთის გამოყენებით განხორციელდა საწვავის ტუმბოს კომპანია Zexel- ში (იაპონიის კომპანია, ადრე დისიელ კიკი), ასევე გამოცდილი საწვავის ტუმბო MSTU- ში.
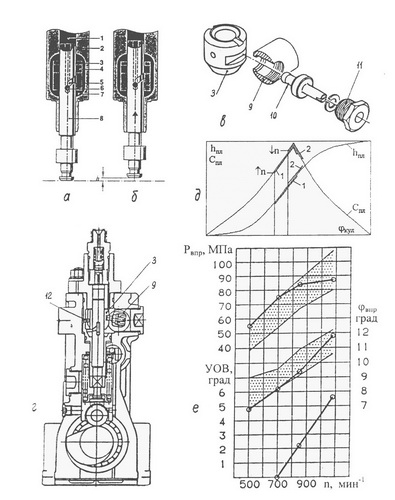
ნახ. 3. რეგულაციაOB საწვავის ტუმბოშიპიარ 39:
a, b - საწვავის მიწოდების დაწყებისა და დასასრულის მომენტები; in - მარეგულირებელი დაწყვილება; ზ - ACP- ის რეგულირების მექანიზმი; d - ინექციის პროცესში ნაღვლის სიჩქარე ორი განსხვავებული WOW (შერჩეული სექციები 1 და 2 მრუდის C PL); e - საინექციო ვაზა, ხანგრძლივობა და ზეწოლის დამახასიათებელი სიჩქარე
ლეღვი 3 აჩვენებს მსგავს ბოშის გამოსავლენად მაღალი წნევის ტუმბოს ტიპებს MW და P. ამ მაღალი წნევის ტუმბს აქვს ციკლის საკვების დამოუკიდებელი კონტროლი ქვედა "სარკინიგზო" და WOW ზედა მწვავე shaft. იგი იყენებს ინტენსიური ინექციის ტიპიური თანამედროვე გადაწყვეტილებებს: ორმაგი მწკრივი სფერული საკეისროსით, "ყრუ" სხეულის, დუღილის მონო-ყდის, ორმაგი მოქმედების კომბინირებული წნევის სარქველის, საწვავის შეზეთვის და ა.შ.
ფიფქის ფუნქციის სამი სიზუსტის ნაწილის ფუნქცია ახსნილია. 3 (ა, ბ). საკვების გეომეტრიული დაწყება არ არის გამოწვეული ბუშის ფანჯრების დახურვის გამო, მაგრამ დახურვის ფანჯრის (6) ფანჯრის დახურვა (8). ასე რომ, როდესაც შეცვლის ვერტიკალური პოზიცია მიიღწევა რეგულირების WOW. საჭმლის "გაჩერება" ხდება მაშინ, როდესაც სპირალურმა რესეტი (5) უკავშირდება ზემოქმედების ქვეშ მყოფი ღრუბლის (1) "დახურულ" ფანჯარაში (4). როგორც ადრე, ციკლის საჭე აკონტროლებს მიერ plunger. ღრუ (7) არის შესასვლელი და "გათიშვა". ტუმბოს PR 39, PR 43-ის პლაზმური დიამეტრით 12 მმ და მისი ინსულტის 14-18 მმ, დაწყების ინსულტი 5.5 მმ-ია, რომელიც უზრუნველყოფს CCF- ს რეგულირებას 6 ° -მდე, კამშაფტის როტაციისას (12 ° Crankshaft- ის როტაცია).
(10), რომელიც იხსნება ტყვიით (10), რომელიც საშუალებას იძლევა წინასწარ "CWD" - ს თითოეული მონაკვეთის კორექტირება მოხსნა (11) შახტის ღერძი (9), რომელიც გადაადგილდება ელექტრონულად კონტროლირებადი აუქციონით, რომელიც შედგება გაზაფხულისა და პროპორციული (ჰოლდინგი) ელექტრომაგნიტი, ერთდროულად ყველა სეგმენტის CWP- ს შეცვლისას, ისევე როგორც "სარკინიგზო" ციკლის საკვების მიღება ხორციელდება და მათი გადაადგილების სენსორების მონიტორინგი ხდება.
"P" სერიის საწვავის ტუმბო ახდენს როგორც ელექტრომაგნიტური "თაროს" დრაივი 75 N- ის ძალის და ელექტროჰიდრავლიკის ერთ-ერთს, რომელიც გამოიყენება 90 N- ის 6-12-ცილინდრიანი დიზელის ძრავით. დენის საჭე იკვებება ორი FPN- ს მიერ 0.3 მპაზე.
AOD- ის მარეგულირებელი მეთოდი აქვს თვისებები, რაც მათი განხორციელების შესაძლებლობების გათვალისწინებით შეიძლება დადებითი ან უარყოფითი იყოს. Autoractor TPA- ში ტრადიციულად გამოყენებული იყო სიჩქარე ვარიაციის სამგანზომილებიანი კვანძი (ნახ. 3, ე). მაგრამ ტრაპეციული ფორმის განხორციელებაც კი, პროცესის ფაზაში ფართო ცვლილების გათვალისწინებით, შეუძლებელია საწვავის ინექცია მხოლოდ სიჩქარის დიაგრამაზე "შელფის" გამოყენებით. ამის შემდეგ, როდესაც ACP იცვლება, ინექციური პერიოდის განმავლობაში გლეხის საშუალო სიჩქარე და მისი ცვლილების კანონი დროში ცვლილების შესახებ. შედეგად, არსებობს ცვლილება ზეწოლისა და ინექციის მახასიათებლებში ძალიან ფართო ტოლერანტობის დიაპაზონში (ნახ. 3, ე). წინასწარ არ არის შესაძლებელი ოპტიმალური ცვლილება წინასწარ, ზეწოლისა და ინექციის მახასიათებლების დიზელის ოპერირების რეჟიმებთან მათი მყარი ურთიერთკავშირის უზრუნველსაყოფად, მაგრამ გარკვეული კომპრომისები მოსალოდნელია.
კერძოდ, Bosch- ის ელექტრონული საწვავის მომარაგების კონტროლი დიზელის ძრავში. სატვირთო ტიპის Mercedes-Benz OM442LA. მასში ციკლური მიცემის და UOV- ის ტუმბოს კონტროლის არხებია. ელექტრონული საკონტროლო ქვედანაყოფი უზრუნველყოფს დიაპაზონის მუშაობის ოპტიმალურ კონტროლს მაღალწნევიანი ტუმბოს, ავტომობილის, დიზელის, კოლოფიისა და ელექტროგადამცემი ხაზების მონაცემების გამოყენებით, ამ TPA- ს მონაცემების ფარგლებში გარე განყოფილებებში. Nozzle ნემსი ლიფტით სენსორი შეიძლება დაკარგული. გამოითვლება ტემპერატურისა და ჰაერის წნევის სენსორების სიგნალები, გამოითვლება ნაკადის სიჩქარე და ჭარბი ჰაერის თანაფარდობა. ეს საშუალებას გაძლევთ თავიდან აიცილოთ დიზელის დემონტაჟის პირობებში მოწევა, მათ შორის ზღვის დონიდან 4000 მ სიმაღლეზე მუშაობა, მინიმალური ზარალით. უმოქმედო რეჟიმში მომარაგების შეწყვეტა უზრუნველყოფს ძრავის დამუხრუჭებას. სპეციალური მამოძრავებელი პირობების, როგორიცაა გასწრება, კონტროლის სისტემა საშუალებას იძლევა მოკლევადიანი დარღვევის სიხშირე და ციკლის საკვების ლიმიტები. იგი აღჭურვილია თვით-დიაგნოსტიკის ფუნქციებით. სიგნალები გადაეგზავნება ინსტრუმენტთა პანელს და გაიხსენა.
სხვა ტექნიკური გადაწყვეტილებები ცნობილია. ამრიგად, ციკლის მიწოდების "სარკინიგზო" კონტროლი, 4-ცილინდრიანი დიზელის ძრავი 4-ჯერ, რიბინსკის მოტორსის კომპანიის მაღალსიჩქარიანი ელექტროძრავის დახმარებით, ყოველ ცილინდრში საკუთარი ციკლის მიწოდებას უზრუნველყოფს. ჰოლანდიის ფირმა გემის და სამრეწველო ინჟინერია და ბრიტანული კომპანია Vrouse (Lucas Industries Group) აწარმოებს TPA- ს ციკლური საკვების G = 3.3-17 გ / ციკლის ნომინალური ღირებულებით, საკვების კონტროლის "სარკინიგზო" და ელექტრო-სადრენაჟო სარქველი WOW- ის რეგულირებისთვის.
შესაძლებელია წარმატებით გამოიყენოთ ტრადიციული საინექციო ტუმბო ACP- ის ელექტრონული კონტროლით, რომელიც განხორციელდა პროფ. ნ.ნ. პატრახალცეევა. დამატებითი სარქველი ელექტრომაგნიტური დისკზე დამონტაჟებული nozzle შესასვლელი გადინების. შეტანის დაწყებისას ღიაა. როდესაც ელექტრომაგნიტის ელექტროენერგიის მიწოდება წყდება გაზაფხულზე და საწვავის ნაკადში, სარქველი იწყება და ინექცია იწყება. საინექციო ჩამოსხმის აპარატების დამატებითი ხარისხი - ჰიდრავლიკური დარტყმა სარქვლის სარქველის "სადესანტო" დროს - გაზრდის ინექციის წნევას საკვების დასაწყისში.
ექსპერიმენტულ TPA- ს მიერ წარმოებული სს "ნოოგსკის ქარხანა" საწვავის აღჭურვილობატუმბოში შეწოვის დროს ელექტრონულად კონტროლირებადი ჩამოსხმა იკვებება ტუმბოს დროს, როდესაც დაბალი წნევის სოლენოიდის სარქვლის ცვლილების გახსნის დრო, ღრუს შევსება და VOC ცვლილებები, ისევე, როგორც წინა შემთხვევაში, ციკლის საჭმელი უზრუნველყოფილია სათანადო მომარაგებით "სარკინიგზო".
ციკლური საკვებისა და WOW- ის ელექტრონულ კონტროლზე შემდგომი განვითარება ერთი ბოლქვური სარქვლის გამოყენების გზაზე მიდის.
მას შემდეგ, რაც ოპერაციის დროს WOW ინსტალაცია სპონტანურად არ შეცვლილა, მისი კონტროლი დაგეგმილი არ არის შენარჩუნება. პირდაპირი მოქმედების აპარატში ელექტრონული კონტროლის შესაბამისობა სწორი ინსტალაცია CRP არ გაქრება, რადგან ადაპტაციური კონტროლის სისტემაც ვერ შეცვლის მას ფართო სპექტრს, არ იმოქმედებს საინექციო ფაზის ოპტიმალურ ადგილას, რომელიც ხელს უშლის ღეროვანი მრუდის (ნახაზი 3E). ეს პრობლემა არ არსებობს მხოლოდ TPA სისტემებით საერთო სარკინიგზო.
სტატიკური და დინამიური WOW
Under WOW გვესმის კუთხე როტაცია crankshaft დასაწყისიდან საწვავის მიწოდება მიღწევა TDC დგუში წელს შესაბამისი ცილინდრიანი. აუცილებელია თავიდან იქნას აცილებული დაბნეულობა, რომელიც ხდება სპეციალისტებისგან. პირველ რიგში, განასხვავებს სტატიკურ და დინამიკურ დონემდე. Static (ან გეომეტრიული და სამონტაჟო) UOV მოუწოდა crank კუთხე შესაბამისი ელოდებიან დასაწყისში საწვავით, შესასვლელი დახურვის ყდის window ზედა ბოლოს plunger ან სხვა plunger პოზიცია დასაწყისში საწვავის შეკუმშვის საფუძველზე გეომეტრიული მოსაზრებები. სტატიკური WAV ადგენს ავტომატური მექანიკოსი საინექციო ტუმბოს დაფიქსირებისას და დრაივის, საზომი მოწყობილობების ან სხვა მეთოდის გამოყენებით. დინამიური (ან რეალურად) WOW შეესაბამება საწვავის შეფრქვევის ფაქტობრივ დაწყებას და განსაზღვრავს უშუალოდ საწვავის თვითმფრინავის წარმოქმნის ან არეულობის გაზომვის გზით.
მეორეც, ინექციის ხანგრძლივობის მსგავსად, WED შეიძლება შეფასდეს crankshaft ან საინექციო ტუმბო shaft- ს (ოთხი ინსულტის ძრავისთვის, ეს უკანასკნელი 2-ჯერ ნაკლებია) როტაციაში. პირველ რიგში, კუთხეები, როგორც წესი, იზომება დიზელის ძრავზე მუშაობისას - ეს უფრო ზუსტი და მოსახერხებელია. მეორე ვარიანტი ჩვეულებრივ გამოიყენება, როდესაც დიზელი არ არის (მაგალითად, ტესტირებისას და კორექტირების ტუმბო on enginable საწვავის სტენდი). სხვათა შორის, ამ შემთხვევაში PSB- ს აზრი არა აქვს, ამიტომ, ჩვეულებრივი PSB გამოიყენება, რომელიც არ არის პისტოლეტის TDC- სთვის, არამედ პირველი მონაკვეთის ავარიის ზედა (ან ქვედა) მკვდარი წერტილით.
ავტომატური მექანიკოსი უფრო ხშირად (მაგრამ არა ყოველთვის!) გარიგებები სტატიკური ACP- ით, რომელიც გამოხატულია Crankshaft კუთხით. საწვავის ტუმბოს ტესტირებისას ძრავის თავისუფალი სტენდი, დინამიური CCV, როგორც წესი, მხედველობაშია, გარდა ამისა, კუთხეების ტუმბოს shaft. კალკულატორი მოქმედებს WOW- ზე crankshaft- ზე.
სხვა შემთხვევები უფრო იშვიათია. მაგალითად, გარდა სტატიკური VOW, ზოგიერთი ფირმების უზრუნველყოფს მონიტორინგის და დინამიური VOV. ეს საშუალებას გაძლევთ შეაფასოთ TPA- ს ფუნქციონირების სისწორე, ACP- ის ავტომატური კონტროლის ოპერაციის შესამოწმებლად.
SPS- ის მონტაჟი და კონტროლი
საინექციო ტუმბოს მოხსნისას წინასწარი ოპერაცია არის ორიგინალური ACP- ის შემოწმება ქარხნის ნიშნების მოძიება ან საკუთარი ხატვის გზით, კერძოდ, 4 (6) ცარცის ნიშნები დროითი ქამით და ყველა სამუშაო პულსით. პირველი ცილინდრის პისტონის TDC- ს პოზიციის განსაზღვრა აუცილებელია ქვემოთ აღწერილი ACV- ის ნებისმიერი მეთოდისთვის. ყოველივე ამის შემდეგ, ოთხი ინსულტის ძრავა შესაძლებელია TDC- ის შეკუმშვის დასრულება და საბოლოო გათავისუფლება. ისინი გამოირჩევიან ქაღალდის თხრილის, კომპრესორის ან თიხის გამოყენებით, რომელიც არეულობას (სანთელს), ისევე როგორც სარქველების პოზიციის გაანალიზებას, რომელიც ამოღებულია კასშაფტის მექანიზმით. TDC- ის ან სტატიკური ACP- ის ზუსტი პოზიცია განისაზღვრება სპეციალურად გამოყენებული თარგების ან მმართველების გამოყენებით დიზელის ძრავის ფრენაზე (პულული) და ცილინდრიანი ბლოკის ნიშნებით, აკრიფეთ ლიანდაგის დგუშის პოზიციის ინდიკატორი.
WOW- ს შეცვლის გზები საკმაოდ მრავალფეროვანია და მრავალფეროვანია. ერთ-ერთი ყველაზე ტრადიციული მათგანი მოიცავს ორ ნაწილში ორ ნაწილაკთა ქინძის ადგილის შეცვლას ხვრელების სახით, რომელთა რიცხვი განსხვავდება 1-2-ით. ეს დიზაინი ზუსტი, მაგრამ ძვირია. შეცვლის პოზიცია შეცვლის ნახევარი, fastened ერთად საკინძები. ანალოგიურად, toothed ქამარი pulley შეიძლება განლაგებული შედარებით კერა საინექციო ტუმბოს ან დრაივი (მაგალითად, camshaft) shaft. ბოშის, ლუკას საწვავის საინექციო ტუმბოები შეიძლება გარდაიქმნას 2-3 ოვალურ ბლოკებში საინექციო ტუმბოს ჩამოსხმისას. უხეშად და spasmodically WOW ცვლილებების გადაადგილების გადაცემის Gears, toothed ქამარი ან ჯაჭვი.
ვენების ინსტალაცია ნიშნების შემადგენლობაში შედის კრამკშაფტის ნიშნებზე და საინექციო ტუმბოს მრგვალზე ნიშნების ჩართვა ინექციის სატუმბი სამონტაჟო ფრჩხილზე (ბლოკზე).
ACV- ის ადაპტაციის ერთ-ერთი შესაძლო გზა არის ის, რომ დააინსტალიროთ VE ტიპის ტუმბოს ისარი ინდიკატორის გამოყენებით. ყველაზე პოპულარული საწვავის საინექციო ტუმბოში, სტატიკური ACP დგინდება TDC- ის შესაბამისი plunger პოზიციაზე.
ამდენად, აუცილებელია დაიცვას შემდეგი ბრძანებები. ტუმბო დამონტაჟებულია ACP- ის გლუვი რეგულირების შუაში. შემდეგი, unscrew plug-bolt საწყისი plunger ღრუს შორის საინექციო ფიტინგები. მაჩვენებელი მოთავსებულია ხვრელში დაჭერით მისი ფეხის ჩაქრობაში (ნახ .4). ამავდროულად, პლაკატის ნაცვლად სკრიპტის მაჩვენებლები მოსახერხებელია. ინექციის ტუმბოს გადაადგილება და მაჩვენებლის დაკვირვება, შიდა პოზიციაზე დუნე. ამის შემდეგ დაზუსტებული მაჩვენებელი "0". მბრუნავი ლილვის ინექციის სატუმბო სამუშაო მიმართულებით უნდა მიაღწიოს plunger მოსმით მანქანა მითითებები. შემდეგი, დისკზე ქამარი (ჯაჭვი). თუ ინსტალაციის დროს არ მოცურების pulley ტუმბოს, იმისათვის, ქამარი უახლოესი კბილი, საჭიროა გააუმჯობესოს კონტროლი CCTV- ის რეგულირება გლუვი რეგულირების საშუალებით (მაგალითად, საინექციო ტუმბოს შესაცვლელად). უნდა აღინიშნოს, რომ ანალოგური ინდიკატორები ასევე იყენებენ ინჟექციის ტუმბოებში - საყრდენის ინსულტის გაზომვის მეშვეობით.
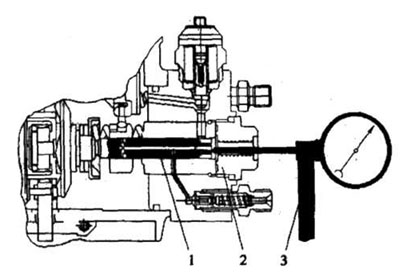
ნახ. 4. საყრდენის ინსულტის კონტროლის სქემა TDC- თან, რომელიც შეესაბამება VE: 1 - plunger; 2 - თემაანი ხელმძღვანელი; 3 - მოძრაობის მაჩვენებელი
ქამრების დაძაბულობის კორექტირებისას მკაცრად უნდა დაიცვას სახელმძღვანელოში მოცემული რეკომენდაციები. ყოველივე ამის შემდეგ, სუსტი დაძაბულობა პროვოცირებას ახდენს ქოლგის "კბილზე" სპონტანური ხტომა, რაც მივყავართ საწვავის მიწოდების ფაზების დარღვევას და, შესაძლოა, დროთა განმავლობაში, ასევე პისტონების სარქველის დარტყმა. მეორე შედეგია ქამრების ციკლური "sagging" მომდევნო შოკის დაძაბულობა და შემდეგ მისი ნაადრევი შესვენების. ძლიერი ქამარი დაძაბულობა (ჯაჭვები) გამორთულია წინა ტარება ძვირადღირებული საწვავის ტუმბო და ხელს უწყობს ქამრის ჩაშვებას. უფრო თანამედროვე საინექციო ტუმბოს უფრო ეფექტური მოძრავი ბილიკები უზრუნველყოფს.
განსაკუთრებით აღსანიშნავია ACP- ის მონტაჟი, რომელსაც ტუმბოს სატუმბი კომპანია Lucas- ში აფიქსირებს. პროცედურა მსგავსია ტუმბოს VE- სთვის. საკონტროლო დანამატი მდებარეობს საინექციო ტუმბოს მხარეს (სურათი 5). უნდა აღინიშნოს, რომ ზოგჯერ ეს არ არის ინდიკატორის კითხვები (1), რომლებიც შემოწმებულია, მაგრამ ღრმა პოზიცია rotor in phase groove (2). ამისათვის, ინდიკატორის ნაცვლად, კონტროლის პინი გამოიყენება.
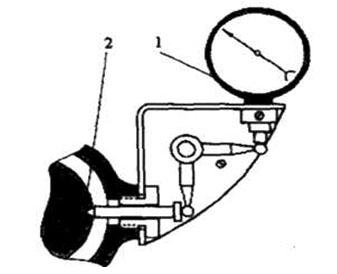
ნახაზი 5. ACP- ის კონტროლის სქემა ტუმბოს ლუკასში
შესაძლებელია და დინების მონტაჟი მოტოციკლის დახმარებით (კაპილარული). შემდეგი ორი მეთოდი მიესადაგება ინექციის სატუმბო დასაწყისში ინექცია, იმის გამო, რომ დახურვის შესასვლელი პორტი ხარჯზე დგუშის მოძრაობა, ვიდრე ელექტრონულად ორგანოს (რომელიც ტიპიური, მაგალითად, ყველა მაღალი წნევის ტუმბოს, შექმნილია 90-იან წლებში გასული საუკუნის). მომენტალური სითხის ფუნქციონირება ეფუძნება იმ ფაქტს, რომ საინექციო სარქველი არ იძლევა საწვავის მიწოდებას დაბალი წნევის ქვეშ, მაგრამ იზრდება, როდესაც ინლეტის ფანჯარა დახურულია.
ბრძანების მუშაობა ამავე დროს. პირველ რიგში, ინსტალაციის პირველი მილის ნაცვლად მომენტალური ინსპექტირება (1) (ნახაზი 6). შემდეგ შედის "ანთება", ანუ feed სოლენოიდის სარქველი ნებართვების დაწყება. შემდეგ crankshaft არის cranked (სახელური, გასაღები crankshaft pulley კაკალი, ჩამოიხრჩო დისკი წამყვანი მაღალი სიჩქარის, შემქმნელის) სანამ საწვავი გამოჩნდება კაპილარული (2), და შემდეგ shake off ნაწილი საწვავის მხრივ. შემდეგ ნელა როტაცია კრუნჩასტის სანამ მოძრაობის meniscus საწვავი (3) კაპილარული. შეჩერების როტაცია, შეადარეთ საგამოფენო ნიშნებს ფარულებზე (ფრელივი).
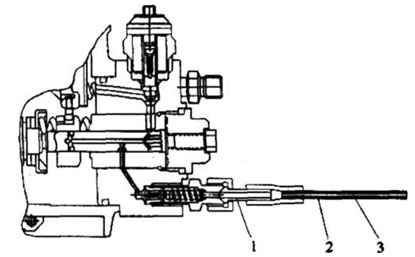
ნახ. 6. სტატიკური ACP ინსტალაცია მოტოზომით:
1 - მილსადენის ნაჭერი; 2 - მინის კაპილარული; 3 - საწვავის მენსკური
კორექტირების შემდეგი მეთოდი არის ACP- ს სტატიკური "დაღვრის" დახმარებით. მეთოდის იდეა არის ფანჯრის დახურვის მომენტი, რათა შეჩერდეს მის მიერ საწვავის ნაკადი. პირველი ცილინდრის არხიდან (2) (ფიგურა 7) ამოღების შესაძლებლობის ორგანიზების მიზნით, განმუხტვის სარქველი ამოღებულია, ხოლო ინთეტიკურ ღრუბლებში ისინი ქმნიან საწვავის წნევას ESR- ის ხელით.
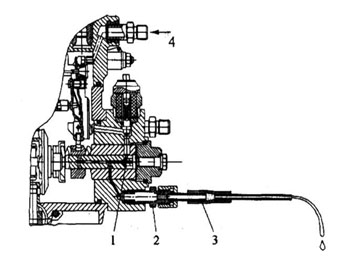
ნახ. 7. სტატიკური ACP- ის ინსტალაცია "დაღვრის" გამოყენებით:
1 - plunger bushing inlet window; 2 - პირველი ცილინდრის კავშირი დისტანციური სარქველით; 3 - მილსადენის ნაჭერი; 4 - შეკუმშული მედიკამენტის საინექციო ტუმბოს მიწოდება
ამ შემთხვევაში, მოქმედებების შემდეგი თანმიმდევრობა უნდა შესრულდეს. პირველი ცილინდრიდან (2) (ფიგურა 7), სარქველი ამოღებულია და ინსტრუმენტი დამონტაჟებულია (ინსტრუმენტი) (3). მას შემდეგ, რაც "ანთება" ნელა იკავებს ცრემლს, საწვავის გაყვანის დასრულებამდე, მუდმივად საწვავს საწვავის საწვავით ESR- ის დახმარებით. როტაციის შეჩერება, შედარებითი ფსონების შედარება (flywheel).
თუ ინექციური ტუმბით აშენებული მხოლოდ ESR შესაძლებელია, ინექციური ტუმბოს სხვა საშუალებებით ჭარბი წნევის შექმნა შესაძლებელია. მაგალითად, საწვავი ხორციელდება შეჩერებული გემის საშუალებით, როგორც ეს არის კარბუტერიანი თვითმფრინავების "ჩამოსხმის" შემთხვევა. ეს მეთოდი არის მარტივი. კერძოდ, თქვენ შეგიძლიათ გამოიყენოთ სახელმძღვანელო სამრეწველო საწვავის ტუმბო ან, ბოლოს, შეკუმშული საჰაერო საწვავის შევსებული საინექციო ტუმბო. საწვავი შემოვა, სანამ არ ამოიწურება. ამის საპირისპიროდ, შეგიძლიათ დაიცვას არა საწვავის გადინება, არამედ ჰაერის გათავისუფლება მილისგან (3), რომელიც ჩაირთვება გემზე. შაფის სასურველი პოზიცია ითვლება, რომლებშიც, რომელიც "ასხამს" დროს, 10 სტრიტზე დაახლოებით 1 წვეთია.
რეგულარული (დინამიკური) ACP- ს კონტროლი
ამ მეთოდის უპირატესობა მდგომარეობს იმაში, რომ საწვავის მიწოდების შესაძლებლობა ACP, სენსორების, კონტროლის სისტემის კონტროლის მექანიზმის საბოლოო შედეგია. ამ მიზნით, გამოიყენება გარედან დაწყებული სორბოსკოპი, რომლის ნათურაც მიმართულია პულლისკენ (flywheel) მითითებით მითითების ადგილას. სტრობოკოპიის დაწყება ინექციის დასაწყისში ხორციელდება მუცლის მეშვეობით. ნებისმიერი ინექციური ჩამოსხმის აპარატების შესამოწმებლად, სასურველია გამოიყენოს nozzle ჭიქა STDA საწვავის სადგურებისგან ან გახადოს იგი. ჭიქა ფიქსირდება პირველი ცილინდრიდან ამოღებულ nozzle- ზე ისე, რომ საწვავის ავზიდან ატამიზე დაჭრილი საწვავი, რომელიც დაკავშირებულია ფირფიტთან. სიგნალი მიდის იმპულსური გამაძლიერებლით, რომელიც უზრუნველყოფს ინექციის დაწყებისას Flash- ს.
ნაკლებად საყოველთაო მიკროსქემისთვის განკუთვნილია პირდაპირი მოქმედების TPA ელექტრული კონტროლით, იყენებს სტანდარტულ სენსორს, რომელიც ატარებს პირველი nozzle atomizer nozzle. იგი მოითხოვს მისი პრეამფლეტრის დამონტაჟებას ინტუქციის სენსორთან მუშაობისთვის, მაგრამ საშუალებას გაძლევთ სწრაფად დააკვირდეთ CCTV- ს დიზელის ძრავიდან ამოფრქვევის გარეშე.
შესაძლებელია დინამიური CPD- ის განსაზღვრა გამონადენის მილის (NT) წნევის სენსორის სიგნალიდან. ამავდროულად, მიიღონ შედეგი, აუცილებელია თვალის კუთხის პოზიციის საზომი და წნევის მრუდის სპეციალური მკურნალობა. ამიტომ, მეთოდი გამოიყენება როგორც ელექტრონული საავტომობილო ტესტერებისთვის. ბრუნვის სიჩქარის თანმხლები გაზომვები ხორციელდება სტანდარტული სენსორით ან NT სიგნალის სენსორის (მაგ. ოპტიკური სენსორით, რომელიც გადის ფრთიველზე).
Nozzle შემოწმება
ამ ღონისძიებების გატარების აუცილებლობა გამოწვეულია ინექციის დარღვევების შემთხვევების სიხშირეზე, მათი რიცხვისა და დეფექტების გამრავლების გამო, არხების შედარებით მცირე სიცოცხლე (მაღალი წნევის ტუმბოს 2.5-4-ჯერ ნაკლები). საკონტროლო პროცესის განხორციელება საკმაოდ ხელმისაწვდომია გამოცდილი მანქანათმშენებლობისა და მანქანის მფლობელისათვის, რომელიც საშუალებას გაძლევთ შეასრულოთ ის საკმაოდ ხშირად (მუდმივი გამოყენებისათვის - წელიწადში 2-ჯერ).
განსაკუთრებული ყურადღება უნდა დაეთმოს საკონტროლო ოპერაციების ბრძანებას, ასევე თანამედროვე TPA- ს არეების ტესტების თავდაპირველ გადაწყვეტილებებს და თვისებებს.
დიზელის ძრავში დეფექტურ ინჯექტორები, როგორც წესი, გამოვლინდებიან რიგითი გამორთვაზე, როგორც ბენზინის ძრავების ნაპერწკალიდან მაღალი ძაბვის მავთულებიდან თანმიმდევრული მოხსნა. ამის გაკეთება, შეასწორეთ თხილის შესაბამისი ინექცია მილის ნახევარი. თუ კრუნჩასტის ბრუნვის სიჩქარე არ იცვლება, მაშინ ამ ხმელზე არ იყო ნორმალური წვის ცილინდრში. Nozzle malfunction არაპირდაპირი სიმპტომია გამონაბოლქვის გამონაბოლქვი სითბო. გარდა ამისა, ზედაპირზე უფრო მაღალი crankshaft ბრუნვის სიჩქარით ან ზედაპირზე, უფრო მცირე მილსადენის ტრიბუნა შეიძლება იყოს შესამჩნევი (შედარებისთვის, მოსახერხებელია ორ სხვადასხვა მილსადენის გამართვა ერთდროულად). ამავე დროს, არაოპერაციული nozzle შეწყვეტს მოსმენების როდესაც იგი გამორთულია.
დიზელის ძრავიდან ამოფრქვევის nozzle შეიძლება შეფერხდეს sprayer- ის ზედაპირის ზედაპირზე "coking" და ასევე განისაზღვრება დიზაინის თვისებები. უახლესი დიზელის ძრავებში nozzle არის მშრალი nozzle ჭიქა (როგორც ორი და ოთხი სარქველიანი ხელმძღვანელები). თუმცა, დიზაინერების სურვილი მათ წვის კამერის ცენტრში განათავსონ, ზოგჯერ დემონტაჟის მნიშვნელოვან გართულებას იწვევს. მაშასადამე, არეულ-კონტექსტის არეები მდებარეობს camshaft და იკრიბებიან ერთად traverse nipple მხოლოდ დამონტაჟებული ხელმძღვანელი.
ძველ დიზელის ძრავებისა და ტუმბოს მუყაოს მუყაო დროში მექანიზმის ნავთობის გარემოშია და, შესაბამისად, უფრო რთულია დემონტაჟი. გაითვალისწინეთ, რომ ელექტრონულად კონტროლირებადი ტუმბოს საქშენები, არარსებობის გამო ან კორექტირების ელემენტების შემცირების გამო, უფრო მარტივია, ვიდრე წმინდა მექანიკური შენარჩუნება.
ამ თვალსაზრისით შემუშავებულია ნარჩენების დემონტაჟის "რეგულარული" მეთოდები, მაგალითად, pullers- ის გამოყენებით (screw ერთად grip for nozzle fitting in horseshoe ფორმის სხეულის puller ან U- ფორმის სხეული დამონტაჟებული nozzle ზემოთ). უფრო ორიგინალური მეთოდები შემოთავაზებული პრაქტიკოსი. ასე რომ, მაგალითად, საჭიროა 1-2 მმ-იანი წნევის ფირფიტის დამონტაჟება, დიზელის დაწყება და ცილინდრიდან გაზის შემდეგ დაიწყება "არხი", არეულობის შუშის მეშვეობით, შეაჩერე დიზელი და ამოიღეთ nozzle.
ყველაზე თანამედროვე ინჟექტორებს გააჩნიათ საწვავის მიწოდება ზედა ნაწილში მუყაოს მეშვეობით. მათთვის, ჩვენ ვიყენებთ ინერერულ გამწმენდს (ღეროვანი ძალაუფლება, რომელიც ამოფრქვევს მუყაოს იარაღს, დატვირთვა მოტეხილობის საწინააღმდეგო დასასრულს). თუმცა, ეს რეკომენდაცია არ ვრცელდება nozzles, რომლებიც გახვეული ხელმძღვანელი გამოყენებით თემა (როგორც სანთელი). ამ შემთხვევაში, თემა "ცვლის" არ უბრალოდ ჩართოთ nozzle მისი დაბრუნება. Pin nozzle დემონტაჟის შემდეგ, ისინი ყურადღებით ამოიღებენ ფოლადის სითბოს ფარს. ნებისმიერ შემთხვევაში, მიზანშეწონილია, ცურავდა ცისტერნის ჭიქის საჰაერო გაწმენდაზე დიზელის ძრავიდან. ტესტირების დაწყებამდე უნდა გაიწმინდოს spray gun ("peeled").
ტესტები შესრულებული საქშენები odnoplunzhernyh შეამცირა სადგამები ტიპი CI-3333, LG-15706, CI-562, KI9917 ხელით ოპერაცია, მაგრამ დიდი წარმოების პირობებში ან სერვისცენტრებში - დგას ნახევრად-ავტომატური მაღალი ხარისხის type CI-5227, CI-1404 (GOSNITI). პირველი სადგამები იაფია, პორტატული და გამოიყენება დიზელის ძრავიდან ინჟექტორის მოშორების გარეშე. მეორე მხარე უზრუნველყოფს დემონტაჟის და საკონტროლო ოპერაციების მოხერხებულობას. Nozzle sprayer- ის კონტროლის ტესტების კონტროლი რეგულირდება GOST 9928-71 და მოიცავს მთელ რიგ ტიპიურ ოპერაციებს.
პირველი, ის გადის ვიზუალური საინექციო ხარისხის კონტროლი. როდესაც გარკვეულ სიხშირეზე გაჟღერდა, საწვავი უნდა შეიქმნას ნისლისა და წვეულების ხილული კონდენსაციის გარეშე. ამ შემთხვევაში, თვითმფრინავი არ უნდა გადაუხვიოს ამ მიმართულებით და იყოს ასიმეტრიული. აუცილებლობის შემთხვევაში, საჭიროა ქურდთა რაოდენობა, საჭიროების შემთხვევაში ქაღალდის ეკრანის გამოყენებით. თანამედროვე მაღალსიჩქარიანი დიზელის ძრავებით "ღია" წვის კამერით, sprayer- ის (nozzles) 4-8 ვაზს შეადგენს 0.18-0.17 მმ დიამეტრით. ამ თვალსაზრისით, sprayer- ის გახსნისას დაძაბულობის ალბათობა იზრდება და ამ ხერხით გამოწვევასთან დაკავშირებით შემოწმების შესაძლებლობა არ აქვს. თუ მწკრივი ნაკადები ("ჩამკეტები") გამოდის მუყაოსგან, ეს იმას ნიშნავს, რომ ნემსის მოხსნის სირთულეების გამო არ არის ზეწოლა. დეფექტების შეიძლება აღმოფხვრილი მიერ დასუფთავების nozzles ან აღდგენის ნემსი მობილურობა.
ამიტომ, ნემსი მობილობის ამოწმებს განსაკუთრებული ყურადღება უნდა მიექცეს. გარდა იმისა, რაც ითქვა, ახალი nozzle- ის "გამანადგურებელი" ინექციის არარსებობა მიუთითებს მის სირთულეს. ამ შემთხვევაში, nozzle უნდა "ბეჭედი", უფრო სწორად, creak. თუმცა, მუწუკები, რომლებიც ადრე მუშაობდნენ, ანუ ნაწილობრივ crumpled კონუსები, ჯერ კიდევ operable, არ "ბეჭედი" (ეს არის fallacy მოთხოვნებს GOST). უძრაობის კიდევ ერთი ნიშანი ინექციის შემდეგ "ცხვირის" შეშუპებაა (იდეალურად, უნდა დარჩეს მშრალი, მაგრამ ის შეიძლება გაწვალდეს გაჟონვის გაჟონვის გამო). საბოლოოდ, პირდაპირი მობილობის კონტროლი რეკომენდირებულია: ნემსიდან დემონტაჟული 1/3 ნემსი ამოღებულ იქნას არხით, გარეცხილით საწვავით და დახრილია 45 ° -ის კუთხეზე, თავისუფლად უნდა შეამცირონ სიმძიმის მიერ.
გაჟონვის ტესტი (ნემსის შეწყვეტის კონუსის მიხედვით) ხორციელდება 20 წმ-ის ზეწოლისას P = (R f.N. - 1-1.5) MPa (R f.N. - ზეწოლის დაწყების წნევა), i.e. ჩამკეტიდან ჩამონტაჟებული კონუსიდან გადმოტვირთვა. ტესტირების დაწყებამდე უნდა განახორციელოთ რამდენიმე ენერგიული ინექცია. ამავე დროს, "ცხვირის" "ოფლიანობა" (უმნიშვნელო ტენიანობა) დასაშვებია, მაგრამ არა ვარდნის ჩამოყალიბება. ადრე გამოყენებული nozzles იშვიათად აღინიშნა "კარგად შესანიშნავად", ამიტომ არასტანდარტული რეკომენდაციები პოპულარული ლიტერატურაში გამოჩნდა (მაგალითად, წუთში ორი წვეთი არაუმეტეს 2 წვეთი). თქვენ შეგიძლიათ სცადოთ აღადგინოთ კონუსის შებოჭვა ნემსის შამფურში კარტრიჯის საშუალებით, თხელი ჩამოსხმის ქაღალდის მეშვეობით, დაასხით კონდაწვა, რომელიც წამწამების ჩასხმაში შედის და ხელით დაჭრა. 1-3 წუთი სავარაუდოდ საკმარისი იქნება, მაგრამ უნდა ახსოვდეს, რომ სახეხი კიდევ უფრო გაიზრდება კონტაქტის პაჩში, რაც მალე გაჟონვის გაძლიერებას გამოიწვევს. გარდა ამისა, აუცილებელია, რომ თავიდან იქნას აცილებული პასტა ნემსის ცილინდრული ზედაპირზე და შემდეგ კარგად ამოაფანტეთ.
ერთ-ერთი მნიშვნელოვანი ეტაპია წყლის სიმკვრივის შემოწმება (ნემსის სიზუსტის ცილინდრული ზედაპირზე). ამავე დროს, ზეწოლის მინიმალური დრო რეგულირდება. ტესტის ტესტირებისას მკაცრად განსაზღვრულია რიგი ინდიკატორები (ზეწოლის დიაპაზონი, საწვავის ან ნარევი სიბლანტე, LVD- ის მოცულობა, მათ შორის ზეწოლის ლიანდაგი, მილსადენი და სხვ.) ტესტის სკენების გაჟონვა. ტესტის დროს, უჟანგავი შეიძლება გათიშული იყოს სტენდის სარქველისგან. თუ წნევის ვარდნის მინიმალური დრო არ არის მიღწეული, შპრიცერი ნემსით უარყოფილია.
ინექციის დაწყების წნევა (მაგ., Nozzle გახსნის ზეწოლა) P F. n.აკონტროლებს ნელა დემონსტრირებას დინამიკის დრაივი. უნდა აღინიშნოს, რომ ოპერაციის პროცესში უჟანგავი უმეტესობა ამცირებს R fn- ს. განსაკუთრებით პირველ სამუშაო საათებში. მნიშვნელოვნად ნაკლებად ემართებათ ეს ნაკლი, თანამედროვე ინჟექტორები YaZDA KAMAZ multinozzle Bosch ბოლოს 90-იან წლებში, რომელსაც "ნაბიჯი" საკეტი cone და "საპირისპირო" კუთხე შორის კონუსები (ნემსი მკვეთრ cone Atomizer). P. f.n. არსებობს ორი მისი ნორმები. მაგალითად, KAMAZ დიზელის ძრავები "33" მოდელი - R f.n. = 22-22.7 მპა, და nozzle ითვლება სერვისში, რისთვისაც R f. = 20 მპა. თუმცა, უფრო მაღალია P. f.n. უკეთესი საინექციო პროცესი. ამიტომ, როდესაც მორგება, სასურველია ფოკუსირება ზედა ზღვარი მითითებული ინტერვალი. თუმცა, არ არის აუცილებელი და მკაცრად გადაჭარბებული R f.n. რათა თავიდან იქნას აცილებული დაწყებისა და სიცარიელის გაუარესება. ავტომობილის საქშენები R f.n. დახმარებით ხრახნიანი უქრებათ. გაზაფხულზე სადაწნეო საყელურები უფრო შრომატევადია. გარდა ამისა, არსებობს შეკრების დროს ბლოკირების შემოტანის რისკი. შენიშვნა, რომ ეს უნდა გამოიყენოთ გამაგრებული შუასადებები საწყისი სარემონტო ნაკრები. როგორც დროებითი ღონისძიება, დაუშვებელია დანა ბლოკისგან მოჭრილი რეზერვების დამატება, მათ შორის ორი სქელი კედლის ბრენდირებული ბალიშები.
ორ-გაზაფხულზე არეულობის დროს ძნელია შეამოწმოს ზეგავლენა მეორე გაზაფხულზე ოპერაციის პირობებში, ამიტომ მხოლოდ ზეწოლა ტარდება, როდესაც ნემსი პირველ გაზაფხულზე გაიხსნა. ამრიგად, საკონტროლო პროცედურა არ განსხვავდება ჩვეულებრივი nozzle ტესტებისგან. თუ საჭიროა ძველი მუწუკების დიდი ნაწილის შესასრულებლად, სპეციალური მოწყობილობა საჭიროა მეორე გაზაფხულის წინასწარი გამკაცრების ძალის შესაფასებლად.
Spray მოცულობა შემოწმება ყველაზე სწორია, რომ განახორციელოს სტატიკური "ჩამოსხმის" მეთოდი საწვავით, მინიმუმ P = 5 მპაზე. ამ შემთხვევაში, ნემსი გაზაფხული ამოღებულია. ტესტირების პირობებში, ეს ტესტი იშვიათად ხორციელდება და წარმოების პირობებში, ზოგჯერ nozzle ხვრელები (გარეშე ნემსი) არის "დაიმსხვრა" ცალკე. მიუხედავად ამისა, nozzle "spillage" არ არის ისეთი რთული პროცედურა, რომელიც აძლევს დაბინძურების ("coking") განუყოფელ შეფასებას და nozzle ხვრელების აცვიათ. ჩვეულებრივ, ოპერაციის დროს ხერხემლის ნაკადის არეალი იზრდება ხვრელების კიდეების და "კალმები" და ამასთან ერთად, ამცირებს წნევას და ინექციის ხარისხი გაუარესდება. დასუფთავების nozzle ხვრელები შეასრულოს ხაზები და სპეციალური ინსტრუმენტები (ხელმისაწვდომია კომპლექტი). იმისათვის, რომ არ დაარღვიოს ინსტრუმენტი, ისინი მუშაობენ სხდომაზე, სუფთა მაგიდაზე, კარგი განათებით (ყველა მცენარეთა, მხოლოდ ქალთა საბურღი nozzles). როდესაც მუყაოსთან მუშაობისას, "სათვალთვალო" გამაძლიერებელი მინა (ფრჩხილის თვალი) სასარგებლოა.
მისი მახასიათებლები აქვს საერთო სარკინიგზო სისტემის ელექტრო-ჰიდრავლიკური საქშენები. Nozzle უნდა გაიაროს ყველა ზემოაღნიშნული კონტროლი ოპერაციები, მაგრამ ყურადღება უნდა მიაქციოთ იმას, რომ ბურთი სარქველი არ მუშაობს მუქარის გამოყენების გარეშე და ვერ გაიხსნება, როდესაც სარქველი დახურულია. ამიტომაც, ასეთი ტესტების შესამოწმებლად, უფრო მოსახერხებელია ნახევრად ავტომატური ტესტის სავარჯიშო გამოიყენოს მამოძრავებელი ტუმბით, ან, მინიმუმ, შეკუმშვის ტესტის სკამზე გაზრდილი პროდუქტიულობა, რომელიც გამოიყენება გემის ან დიზელის ლოკომოტივების შესამოწმებლად. გარდა ამისა, ის მოითხოვს წყარო რეგულირდება DC დენის წყაროს ძაბვის 12-50 V. საერთოდ Common Rail სისტემები სარქველი ჩატარების ძაბვის 12 V. ეს უნდა იყოს გამოყენებული და, თუ სარქველი, მაგრამ მაინც არ მუშაობს, და დააყენებს წნევა ვერ, არ არის გამორიცხული, რომ თანდათან გაზრდის მომენტალურად გამოყენებული ძაბვა. Nozzle (სარქველი) ღრუს უნდა ივსოს საწვავი.
რა თქმა უნდა, თქვენ შეგიძლიათ შეამოწმოთ sprayer (უმრავლესობა ხარვეზები მასთან) შემადგენლობაში ტექნოლოგიური nozzle ჩვეულებრივი დიზაინი. თუ დაუშვებთ disassembly, თქვენ შეგიძლიათ სხვა გზა - დემონტაჟი ელექტრო სარქველის ერთეული. თუმცა, თუ ტესტი ტარდება მხოლოდ პრევენციული ღონისძიების სახით, უმჯობესია არ დაიშალა nozzle, მაგრამ შეამოწმოთ იგი ორივე ძაბვის და საწვავის წნეხის გამოყენებით.
გაზაფხულის წინასწარ გამკაცრება (შეესაბამება P. f.n.) საერთო სარკინიგზო ინჟექტორისთვის არ არის კრიტიკული, მნიშვნელოვანია ისიც, რომ იგი არ იკლებს ძალიან ბევრს (მაგალითად, გაზაფხულის დაზიანების შედეგად). საჭიროების შემთხვევაში, შეამოწმეთ წინასწარ გამკაცრებადი ღირებულება "ენერგიულად" სარქველი, გახსენით nozzle მაღალი წნევა, "ნაგავსაყრელი" და განსაზღვრავს განსაზღვრულ პარამეტრს მომდევნო წნევის ზრდის დროს (სარქველი ღიაა). საზომი P f.n. გაცილებით ნაკლები იქნება, ვიდრე პირველი გახსნის მუწუკის ზეწოლა. თუ ისინი თანაბარია, ეს ნიშნავს, რომ სარქველი ინექციებს შორის ჯერ კიდევ დახურულია, ამიტომ აუცილებელია ექსპერიმენტის გამეორება, სარქველების გაზრდის ძაბვის გაზრდა.
ნაკლოვანებების მობილურობის დაკარგვა შეიძლება გამოიწვიოს არამარტო მისი ჯემირებით, არამედ პისტოლეტი-მულტიპლიკატორის ჩაკეტვის გამო. თქვენ შეგიძლიათ გამოავლინოთ ეს ფარულ თხილის unscrewing მიერ. Tweezers შეამოწმეთ მობილობის მულტიპლიკატორის. წინააღმდეგ შემთხვევაში, საჭიროა არხის სრული კერძი. ნაკლებად ნაკლოვანება საჭიროა, როდესაც სარქველი არ არის მობილიზებული.
Yu K. YRKIN, ასოცირებული პროფესორი MSTU "MAMI"