Plan pracy
1. Plan pracy
2. Wprowadzenie
3. Mianowanie i urządzenie mechanizmu dystrybucji gazu (GRM).
4. Problemy z czasem. Przyczyny, metody określania i eliminowania.
5. Organizacja miejsca pracy przy naprawie rozrządu.
6. Czas naprawy.
7. Przepisy bezpieczeństwa dotyczące naprawy rozrządu.
8. Literatura
Wprowadzenie
Mechanizm dystrybucji gazu jest mechanizmem występującym w dowolnym silniku spalinowym. Jest to złożony mechanizm, dlatego często występują awarie i awarie. Szczegóły takiego mechanizmu nie są tanie, więc bardzo trudno jest wymienić cały pasek rozrządu na uszkodzenia. Łatwiejsze wykonywanie konserwacji. Jest dość tani i bardziej niezawodny dla już uruchomionego mechanizmu.
Mianowanie i urządzenie mechanizmu dystrybucji gazu (GRM)
RM - skrót od "mechanizm dystrybucji gazu". Mechanizm dystrybucji poboru mieszaniny paliwowej i wydechu spalin w cylindrach silnika spalinowego. Jest to wykonywane przez otwieranie i zamykanie zaworów ssących i wydechowych cylindrów za pomocą wałka rozrządu (wałek rozrządu) i mechanizmu krzywkowego.
Mechanizmy dystrybucji gazu są rozróżniane przez rozmieszczenie zaworów w silniku. Mogą być z górnym (w głowicy cylindra) i dolnym (w bloku cylindrów) rozmieszczeniem zaworów. Najpopularniejszy mechanizm dystrybucji gazu z górnym układem zaworów, który ułatwia dostęp do zaworów w celu ich konserwacji, pozwala uzyskać kompaktową komorę spalania i zapewnić lepsze wypełnienie jej palną mieszanką lub powietrzem.
Mechanizm dystrybucji gazu składa się z:
wałek rozrządu;
mechanizm napędu wałka rozrządu;
mechanizm zaworu.
Błędy synchronizacji. Przyczyny, sposoby identyfikacji i eliminacji
Dźwignie napędu zaworu pukającego. Charakterystyczne pukanie w równych odstępach, jego częstotliwość jest mniejsza niż jakiekolwiek inne uderzenie w silnik. Zajęcie silnika z uszkodzeniem jednego lub więcej zaworów. W połączeniu z odkształceniem ścian bocznych części roboczej dźwigni, pękaniem spódów płytek zaworów (ewentualnie zniszczeniem płyty), cięciem kołnierzy oporowych krakersów z tyłu. Być może zderzenie zaworów wydechowych z dnem tłoków. Wymagany ciąg herbatników w płytkach zaworowych
a) Śruby regulacyjne samoblokujące. Moment dokręcania nakrętek zabezpieczających nie jest utrzymywany;
Dostosuj zawory. Przy ponownym dokręcaniu należy wymienić śruby regulacyjne.
b) Samoczynne odkręcenie śrub regulacyjnych w wyniku przekroczenia maksymalnej dopuszczalnej prędkości obrotowej silnika.
Aby wyeliminować konsekwencje kosztem winnych.
c) zużycie krzywki wałka rozrządu. Para robocza "dźwignia krzywki" bez szczeliny. Słaba regulacja luzu.
Na odwrotnej stronie zużytej krzywki znajduje się promieniowe światło na całej długości odwrotnej strony. Wymień wałek rozrządu.
d) Zużyte krzywki wałka rozrządu, nie ma światła na tylnej części krzywki, wąskie pasmo światła jest możliwe na brzegu przeciwnej części krzywki - ślad działania dźwigni z tendencyjnością.
Wymień dźwignie wałka rozrządu.
e) Kamery nie są noszone. Wielokrotne pukanie regulacyjne nie jest eliminowane. Geometria wałka rozrządu odchylenia.
Wymień dźwignie wałka rozrządu.
Zredukowana moc silnika, niski stopień kompresji jednego lub więcej cylindrów
a) Odpryski osadzonej warstwy płyty zaworowej ("wypalenie" zaworu).
Wymień zawory. Czynnikami, które przyczyniają się do wystąpienia usterki, są brak szczeliny dźwigni rozrządu w danym zaworze i podwyższona temperatura silnika.
Pukanie mechanizmu dystrybucji gazu
a) "Myjka nastawcza - krzywka wałka rozrządu" jest zbyt duża.
Aby dokonać regulacji, wybierz podkładkę o wymaganym rozmiarze.
b) Szczelina "średnica zewnętrzna podkładki regulacyjnej jest zbyt duża - średnica gniazda w popychaczu dla podkładki".
Wymienić podkładkę, popychacz.
c) Zużyte krzywki krzywkowe i podkładki krzywkowe.
Wymień wałek rozrządu i podkładki oporowe.
d) Prześwit szyjki łożyska wału rozrządu jest za duży.
Wymień jednostkę główną.
e) Grubość podkładki w okręgu kontaktu z krzywką (nierównomierne zużycie).
Wymień uszkodzoną podkładkę.
e) Cięcie (nieokrągłość) popychaczy o średnicy zewnętrznej, elipsie.
Wymień popychacze.
g) Niedostateczne dokręcenie, poluzowanie mocowania koła zębatego wałka rozrządu. Kłódka koła zębatego odkształcającego i wałka rozrządu w wałku rozrządu.
Wymień uszkodzone części.
h) Wzajemny kontakt sprężyn przy suwie zaworów.
Wymień sprężyny.
i) Zużyta tuleja zaworu.
Wymień tuleje.
Zawór otwarty
a) Wada spawania trzpienia zaworu wydechowego, obce wtrącenia w materiale trzonu zaworu wlotowego.
Wymień uszkodzone części.
b) Atak, zniszczenie łożyska pompy wodnej. Zęby zęba lub pasek napędowy wałka rozrządu są odrzucane z kół pasowych, niedopasowanie rozrządu wałków rozrządu, zawory kolidują z tłokami.
Wymień uszkodzone części.
c) Otwórz pasek napędowy wałka rozrządu.
Wymień uszkodzone części.
d) Tłumienie naprężenia paska rozrządu, awaria rozrządu zaworów.
Wymień uszkodzone części.
Uwaga: W przypadku zacierania (zużycia) bloku cylindrów wirnik pompy wodnej nie wymaga wymiany bloku cylindrów, gdy łożysko ulega zniszczeniu, ponieważ pompa wodna ma wysoką wydajność, jeżeli wymienia się tylko pompę wodną, charakterystyka wydajności układu chłodzenia nie ulega pogorszeniu.
Zużyta pompa spalinowa z napędem mimośrodowym
a) Zatykanie kanału olejowego tylnego łożyska wałka rozrządu.
Oczyść kanały olejowe, wymień wałek rozrządu i popychacz pompy paliwa.
b) Wlot oleju w tylnym łożysku wału rozrządu nie jest chłodzony.
Wymień wałek rozrządu, popychacz pompy paliwa i głowicę cylindrów.
Najczęstsze usterki mechanizmów dźwigu obejmują: niewspółosiowość wału; niezadowalające wyważenie koła pasowego hamulca; niewłaściwy montaż i zużycie kół zębatych reduktora; poślizg i awaria hamulca; wyciek oleju z reduktora; osłabienie punktów mocowania skrzyni biegów; zużycie kół; rozwój połączeń rękawa z palcami.
Niewspółosiowość wałów prowadzi do przedwczesnego uszkodzenia wału, łożysk i sprzężeń.
Niewspółosiowość jest zwykle spowodowane niewystarczającym wyrównaniem węzłów godowych. Aby zapewnić niezawodne działanie mechanizmów, wszystkie ich węzły są wyśrodkowane zgodnie z przyjętymi tolerancjami. Aby to zrobić, przekładnia na wciągarkach ramy jest z reguły ściśle przymocowana, a obudowa silnika i wspornik bębna zewnętrznego są przesunięte. W przypadku zunifikowanych wciągarek silnik elektryczny jest przymocowany do przekładni na kołnierzu, a zatem niewspółosiowość może wystąpić tylko w węźle łączącym wał przekładni z bębnem. W takim przypadku niewspółosiowość powoduje znaczne oscylacje przekładni i związanego z nią silnika elektrycznego, niebezpiecznego dla wytrzymałości mocowania kołnierza silnika.
Niewspółosiowość przekraczająca dopuszczalne wartości graniczne może prowadzić do pęknięcia i wałka wyjściowego samego reduktora. Taka wciągarka musi zostać naprawiona i wyśrodkowana w fabryce, ponieważ niemożliwe jest skorygowanie niewspółosiowości na placu budowy. Znakiem odrzucenia tych wciągarek jest ilość oscylacji końca silnika elektrycznego. Podczas przesuwania wolnego końca silnika, np. Wciągarki L-500, ponad 3 mm w pionie, działanie wciągarki jest niedozwolone.
Niezadowalające wyważenie koła pasowego powoduje dodatkowe obciążenia dynamiczne wałów i łożysk przekładni i silnika. W zunifikowanych wciągarkach z mocowaniem kołnierzowym silnika złe wyważenie powoduje wibracje silnika i całego mechanizmu. Aby zapewnić normalną pracę mechanizmu, sprawdź, czy koło pasowe hamulca jest prawidłowo zamontowane na wale silnika (jeśli klucz nie jest wysoki i krążek nie jest na nim osadzony). Jeśli klucz jest wysoki, zostanie wymieniony. Jeśli klucz jest w normie, wyjmij koło pasowe hamulca z wału i wyważ je statycznie.
Jeśli koła zębate skrzyni biegów są nieprawidłowo zmontowane i są zużyte, w skrzyni biegów pojawiają się okresowe stuki, przy stałym stałym hałasie, łożyska nagrzewają się. Pukanie do skrzyni biegów może być spowodowane przez wyszczerbienia na zębach jednego z kół zębatych, nieszczelność i ekscentryczność dopasowania kół na wałach. Kiedy powstają małe wyrwy, są one spłukiwane; w przypadku dużych przekładnie są wymieniane. Jeśli koła są luźne lub ekscentryczne, są również wymieniane.
Hałas w skrzyni biegów występuje zwykle, gdy zęby kół zębatych są mocno sprzęgnięte, co nie zapewnia niezbędnego kontaktu zębów. Wadliwe działanie eliminuje się przez stopniowe mielenie zębów.
Łożyska wciągarki są podgrzewane z niewłaściwej instalacji podczas montażu, co powoduje osiowe zaciśnięcie łożysk. Aby wyeliminować szczypanie łożysk ze stałymi pokrywami, zastępują one pierścienie regulacyjne pomiędzy pokrywami a zewnętrzną bieżnią łożysk, zapewniając całkowity prześwit 0,4 mm. Dzięki kołnierzowemu zamocowaniu pokryw, ten sam prześwit jest zapewniony poprzez regulację podkładek pomiędzy obudową przekładni a kołnierzem pokrywy. Pierścienie regulacyjne są instalowane podczas demontażu przekładni, uszczelek - po zdjęciu pokryw. Szczelina na sondach sprawdzonych nakrętek.
Ryc. 181. Określanie grubości uszczelki
Podczas określania grubości uszczelki (rys. 181) pokryw przy pomocy suwmiarki, zmierzyć odległość a między końcami reduktora a łożyskiem. Następnie określ wysokość h osłony kołnierza. Grubość uszczelki A powinna być o 0,4 mm większa niż różnica między wysokością kołnierza a odległością między końcami h - a. Jeśli okaże się, że odległość między końcami styku a jest większa niż wysokość kołnierza, l, pokrywka jest usuwana, a kołnierz wystaje, aby powiększyć kołnierz.
Przyczyną hałasu w przekładni i ogrzewaniem łożysk może być również brak lub brak smarowania w skrzyni biegów. Aby wyeliminować usterkę, dodaj smar do wymaganego poziomu, który sprawdzany jest za pomocą sondy lub zatyczki kontrolnej.
W przypadku wałów z trzema łożyskami, w wyniku przesunięcia wałów może dojść do przegrzania łożysk z pasa łożysk. Prawidłowy montaż wału takiej wciągarki sprawdzany jest zarówno bezpośrednio na dźwigu, jak iw warsztacie. W tym celu wyjmij bęben, mocno dokręć skrzynię biegów do ramy za pomocą śrub i wyjmij wysięgnik z wałka wyjściowego skrzyni biegów z mocowania. Gdy wysięgnik, nie dokręcony śrubami, znajduje się nad powierzchnią nośną ramy, podpory są instalowane pod nim. Jeśli wysięgnik podpiera się o ramę, podszewka znajduje się pod skrzynią biegów. Następnie ręcznie obróć wałek. Jeśli wysięgnik porusza się w kierunku poziomym i pionowym, oznacza to, że wał jest wygięty i musi zostać naprawiony lub wymieniony.
Poślizg hamulca polega na tym, że po wyłączeniu silnika hamulec nie może utrzymać ładunku. Może to wynikać z następujących przyczyn: niewłaściwa regulacja hamulca, wysoka wydajność okładzin hamulcowych, przechylenie hamulca względem osi koła pasowego, natłuszczenie powierzchni koła pasowego i okładzin. Nieprawidłowo wyregulowany hamulec wymaga ponownej regulacji.
Rozwój okładzin hamulcowych określa się wizualnie za pomocą śladów nitów na powierzchni koła pasowego hamulca lub mierząc grubość okładzin. Dozwolone jest uruchamianie hamulca o grubości nie mniejszej niż 4 mm w środkowej części i nie mniejszej niż 2,5 mm na krawędziach. Przy większej powłoce zużycia wymień je. Gdy hamulec jest przekrzywiony, klocki są luźno przymocowane do koła pasowego, co zapobiega użyciu momentu hamowania. Przyczyną pochylenia może być niewłaściwa instalacja hamulca na ramie lub defekty wykonane w jego produkcji. W pierwszym przypadku należy wyeliminować skos hamulca, instalując uszczelki pod śrubami mocującymi ramę hamulca do podstawy, w drugim - hamulec zostaje wymieniony.
Podczas smarowania powierzchni koła pasowego lub okładzin są one płukane nafty lub benzyny i oczyszczane.
Jeśli hamulec się nie powiedzie, mogą wystąpić przypadki, kiedy jego klocki nie otwierają się po włączeniu elektromagnesu. Mechanizm pozostaje zablokowany nawet po włączeniu silnika elektrycznego, co może doprowadzić do przegrzania i awarii silnika. Taka awaria może być spowodowana zbytnim naprężeniem sprężyn, okładzin hamulców zamrożonych do koła pasowego, poziomem cieczy w siłowniku elektrohydraulicznym jest niewystarczająca lub ciecz jest zamrożona.
Naprężenie sprężyny sprawdzane jest za pomocą linijki. W przypadku niezgodności z długością instalacji sprężyny podaną w instrukcji, wyreguluj dokręcenie zgodnie z opisem w rozdz. Xi.
Zamrożenie wykładziny wykryto w następujący sposób. Za pomocą dźwigni podnieś klamrę hamulca, obserwując klocki. Jeśli elektrody nie odsuwają się od koła pasowego, a elektrody mają tendencję do oddzielania się od klocków, wówczas klocki są zamarznięte. Aby wyeliminować usterkę, drewniany pręt dociskany jest do kolby i uderzany młotkiem.
Płyn w elektrohydraulicznym ubijaku może zamarznąć, jeśli nie spełnia warunków pracy w niskich temperaturach lub mechanizm nie działał przez dłuższy czas. Elektrohydryt ogrzewa się do 50-60 ° C za pomocą lampy lutowniczej. Działanie popychacza sprawdza się podnosząc wahacz. Po podgrzaniu popychacza, niewłaściwie wybrana ciecz zostaje zastąpiona nową. Jeśli po rozgrzaniu elektrohydraulik nadal nie działa, jest wysyłany do naprawy.
Przy niewystarczającym poziomie płynu w popychaczu obserwuje się zredukowany skok pręta. Przed sprawdzeniem poziomu płynu, dźwignia jest podnoszona do góry za pomocą dźwigni. Jeśli skok tłoka podczas podnoszenia jarzma ręcznie przekracza skok tłoka, gdy popychacz jest włączony, poziom cieczy jest niewystarczający i konieczne jest dodanie cieczy do elektrohydraulicznego korpusu.
Wycieki oleju spod uszczelek występują w wyniku przelewania oleju przez skrzynię biegów lub z powodu awarii lub złej jakości uszczelnień.
Przekroczenie skrzyni biegów olejem można zidentyfikować za pomocą igły miarki. W takim przypadku poziom oleju będzie powyżej ryzyka górnej igły. Usunąć nadmiar oleju przez odkręcenie korka redukcyjnego.
W przypadku uszkodzenia lub uszkodzenia pierścieni uszczelniających (mankietów) należy je wymienić na nowe podczas demontażu wciągarki.
Ryc. 182. Urządzenia uszczelniające reduktora na wózkach jezdnych:
1,2 - uszczelki, 3 - uszczelka wargowa, 4 - śruba
Gdy pojawi się wyciek oleju z globoidalnej skrzyni biegów, która ma uszczelkę filcową (rys. 182), dokręcić uszczelkę filcową za pomocą śrub 4. Dodatkowa podkładka gumowa 4 (rys. 183, a) lub nakrętka ze stożkowym końcem 5 (rys. 183, b).
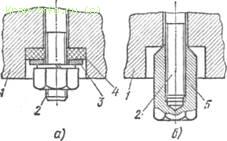
Ryc. 183. Dodatkowe uszczelnienie wału wyjściowego mechanizmu obrotowego: a - podkładka gumowa, b - nakrętka ze stożkowym końcem; 1 - wałek wyjściowy, 2 - trzpień, 3 - podkładka, 4 - gumowa podkładka, 5 - nakrętka ze stożkowym końcem
W przypadku pojawienia się wycieku przez korek spustowy lub pęknięcia pokryw należy dokręcić mocowania lub wymienić okładziny.
Osłabienie punktów mocowania reduktora dźwigu pogarsza warunki pracy mechanizmów: skrzynia biegów drga podczas pracy, co prowadzi do niewspółosiowości wału; połączenia śrubowe i obrotowe są opracowywane; zerwać nogi silnika z powodu wstrząsów przenoszonych na silnik ze skrzyni biegów. Punkty mocowania poluzowują się z następujących powodów: śruby nie są wystarczająco szczelne; paski i ograniczniki blokady nie są spawane; konstrukcja mechanizmu jest niezadowalająca; związki niekoaksjalne.
Wszystkie skrzynie biegów są napędzane przez naprzemienne siły poziome, które powstają w wyniku biegu wstecznego kół zębatych, pewnej dopuszczalnej niewspółosiowości i sił w otwartych przekładniach. Z reguły wysiłki te nie są wielkie, ale działając stale, mogą osłabić punkty przywiązania. Dlatego też, dla niezawodnego działania mechanizmu, monitorowany jest stan śrub mocujących skrzyni biegów, a dla dodatkowego mocowania jest on przyspawany do ramy poprzez blokowanie pasków mocujących.
Zużycie kół jezdnych występuje zarówno na powierzchni roboczej łyżwy, jak i na kołnierzach. Jeżeli jednoczesny rozwój kół napędowych przekracza 3-4% średnicy (dla dźwigu KB-100.2, dopuszczalna wydajność wynosi 20 mm przy średnicy koła 500 mm) lub grubość kołnierza jest mniejsza niż 15 mm z powodu zużycia, koła są naprawiane lub wymieniane. Przyczyny opracowania powierzchni tocznych kół jezdnych są następujące: różne średnice kół żurawia napędzanych z jednego silnika, powodujące poślizg i zwiększone zużycie; używanie odlewanych kół zamiast stemplowanych; brak lub niewłaściwe działanie obróbki cieplnej. Rozwój kołnierzy kół jezdnych jest wyjaśniony przez niedokładność ułożenia drogi dźwigu: obecność nachylenia poprzecznego i dużych odchyleń szerokości toru od nominalnych wymiarów, jak również brak równoległości osi kół.
Gdy poprzeczne nachylenie ścieżki pod wpływem własnego ciężaru ma tendencję do przemieszczania się w kierunku nachylenia. W tym przypadku kołnierze są stale dociskane do szyn, co prowadzi do ich intensywnego zużycia. To samo dzieje się z odchyleniami wzdłuż rozstawu kół i nierównoleganiem osi kół, kiedy, kiedy żuraw się porusza, koła są stale dociskane do szyn za pomocą jednego lub drugiego kołnierza.
Podczas rozwijania połączeń typu "krzak-szpilka" (zużycie elastycznych tulei lub palców, poluzowanie elementów złącznych), wymień tuleje lub palce i dokręć elementy złączne. Gdy powierzchnia zużywająca się powierzchni roboczej, rozwinięcie otworu do lądowania i otwory na tuleje, złącza są wysyłane do naprawy.
| |
§ 98. Wady systemów cd-block§ 100. Wadliwe działanie obwodów elektrycznych
Co to jest czas
Mechanizm rozprowadzania gazu (w skrócie nazywany jest właśnie pasem zębatym) jest urządzeniem, które zapewnia terminowe dostarczanie mieszanki paliwowo-powietrznej do cylindrów silnika spalinowego i uwalnianie spalin. Te funkcje mechanizmu rozdzielania gazu są realizowane w czterosuwowych jednostkach mocy z powodu otwierania i zamykania zaworów ssących i wydechowych, które są napędzane przez wałek rozrządu i specjalny mechanizm krzywkowy.
Zatem głównymi elementami mechanizmu rozprowadzania gazu są zawory, ich napęd i wałek rozrządu z jego napędem. W nowoczesnych samochodach zawory znajdują się w głowicy cylindrów. Sprężyny służą do utrzymywania zaworu w pozycji zamkniętej. Obecnie najczęściej stosowane są silniki spalinowe z mechanizmami dystrybucji gazu działającymi na czterozaworowym (dla każdego cylindra są dwa zawory wlotowe i wylotowe) i dwoma zaworami (jeden wlot i jeden zawór wylotowy na cylinder).
Diagnostyka usterek
Od wału korbowego do wałka rozrządu obrót może być przenoszony za pomocą pasa, łańcucha lub przekładni. Poślizg lub otwarty obwód lub pasek rozrządu może prowadzić do uderzenia tłoków w otwarte zawory, co jest obarczone awarią silnika. Dlatego każdy właściciel samochodu powinien zwrócić uwagę na stan mechanizmu dystrybucji mieszanki paliwowej, terminowe diagnozowanie jego komponentów i poszczególnych części.
Diagnostyka usterek w czasie jest trudną i bardzo odpowiedzialną procedurą. Według statystyk, mechanizm ten odpowiada za około dwadzieścia procent wszystkich awarii silnika, a około połowa pracochłonności prac naprawczych i konserwacyjnych w celu wyeliminowania wykrytych problemów. Ignorowanie obowiązkowej diagnostyki czasami prowadzi do tego, że duża liczba silników przybywa do przedwczesnych napraw, posiada niewykorzystany zasób lub awaryjne awarie. Powszechne często występujące problemy z działaniem w czasie, takie jak nieprzestrzeganie zasad działania silnika spalinowego, w tym uzupełnianie paliwa o wysokiej zawartości żywicy, stosowanie olejów zanieczyszczonych o niskiej jakości, długotrwałe działanie silnika przy wysokich obrotach są dość powszechne.
Lista i przyczyny poważnych usterek w czasie
Zawieszanie zaworów
Najgorszą rzeczą, jaka może się stać z mechanizmem rozprowadzania mieszanki palnej, jest tak zwane zawieszanie zaworu, które najczęściej występuje z dwóch powodów: przy użyciu benzyny niskiej jakości, przed osadzaniem smoły na trzonku zaworu, a także z powodu osłabienia lub zerwania sprężyn zaworowych. W tym ostatnim przypadku, gdy tłok osiąga obroty. zawór po prostu nie ma czasu, aby znaleźć się w siodle. W uczciwy sposób należy zauważyć, że ta nieprawidłowość w nowoczesnych pojazdach jest bardzo rzadka.
Klinowe podnośniki hydrauliczne
Oddzielne słowa zasługują na awarię kompensatorów hydraulicznych. Zastosowanie zbyt płynnego lub zanieczyszczonego oleju prowadzi do tego, że kompensator hydrauliczny "odmawia" wykonania swojej głównej funkcji, która ma na celu skompensowanie braków w czasie. Późniejsze działanie silnika spalinowego w tym przypadku grozi zablokowaniem kompensatorów hydraulicznych. Dowodem wadliwego działania tych węzłów jest metalowe uderzenie pochodzące z głowicy cylindrów na zimnym silniku.
Zakłócenia cieplne, fazy газораспределения
Naruszenie szczeliny termicznej na urządzeniach z możliwością jej regulacji następuje, gdy łożyska i krzywki wałka rozrządu są zużyte, koło zębate, przez które jest przenoszony obrót, a także z powodu niewłaściwej regulacji. Konsekwencją większości problemów w czasie pracy są zakłócenia w ustawieniu rozrządu. W wyniku tego stabilne działanie silnika zostaje zakłócone, a moc wyjściowa odpowiadająca wartości nominalnej jest również zmniejszona.
Słaba przyczepność do zaworów
Niewłaściwe dopasowanie zaworu do gniazda może być spowodowane odkładaniem się osadów węgla zarówno na siedzeniach, jak i samych zaworach, występowaniem wgłębień na powierzchni roboczej części, uszkodzeniem sprężyn zaworowych, odkształceniem głowic zaworu, zaciśnięciem trzpienia zaworu w tulei prowadzącej. Ponadto przyczyną tego zjawiska może być brak szczeliny między wahaczem a trzpieniem zaworu.
Zewnętrzne objawy nieprawidłowego działania rozrządu
Wśród zewnętrznych oznak, że mechanizm dystrybucji gazu jest wadliwy, możemy zauważyć uderzenia metali, które nie są typowe dla normalnej pracy silnika, spadek kompresji, pojawianie się klaśnięć w rurach wydechowych i wlotowych, a także obniżenie mocy elektrowni. Ostatnie trzy opcje często mają miejsce przy źle dopasowanych zaworach na swoich siedzeniach.
O naruszeniu szczeliny termicznej, zużyciu krzywek i łożysk wałka rozrządu do głównego diagnostyka "mówi" zmniejszenie mocy i uderzenia metalu, rozprowadzane w głowicy cylindrów, gdy silnik pracuje przy niskich i średnich prędkościach. Przyczyny hałasu od strony napędu wałka rozrządu i okresowe strzały do tłumika mogą być zużyte i rozciągnięte na pas (lub łańcuch), który napędza wałek rozrządu, jak również na zużycie koła zębatego. Spadek poziomu oleju w skrzyni korbowej, w połączeniu ze spadkiem mocy silnika i pojawieniem się niebieskiego dymu z gazów spalinowych, jest często dowodem "kłopotów" z mechanizmem korbowym, ścierania się czapek odbijających olej i zużycia tulei prowadzących i trzpieni zaworowych.
Metalowe dźwięczne (są również nazywane detonacją) uderzenia, charakterystyczne dla okresu przyspieszania samochodu, a praca silnika z przerwami to zewnętrzne oznaki powstawania sadzy na zaworach, stosowanie benzyny niskiej jakości, usterki KShM. Zawory wiszące, obniżające poziom sprężystości, awarie sprężyn zaworowych mogą prowadzić do krótkich awarii w działaniu zimnego silnika, zmniejszenia jego mocy i przegrzania.
Głównymi "objawami" luźnego lądowania zaworów są zmniejszenie kompresji w jednym lub kilku cylindrach, "strzały" w rurociągach wydechowym i dolotowym, zmniejszenie wydajności i moc działania jednostki napędowej. Wszystko to obserwuje się w przypadku osadzenia na skosie roboczym, gniazda zaworu, odkształceniu tarczy zaworu i braku szczeliny pomiędzy popychaczem a trzpieniem zaworu. Aby wyeliminować osady węglowe na powierzchniach roboczych części, są one nawilżane nafty lub w specjalnie przygotowanym roztworze z dalszym usuwaniem za pomocą skrobaka. Czy są jakieś zadrapania na powierzchniach, zadrapaniach, muszlach? Będą musieli zmielić. W przypadku znacznego uszkodzenia zawory i gniazda są polerowane lub wymieniane na nowe, nadające się do naprawy części.
Przyczyną niepełnego otwarcia zaworu jest z reguły zwiększona szczelina pomiędzy popychaczem (lub wahaczem) a trzpieniem zaworu. Uderzenia w mechanizmie dystrybucji gazu mogą być oznaką (oprócz zjawisk omówionych powyżej) zwiększenia odstępu pomiędzy popychaczem a trzpieniem zaworu, zużycia przekładni zębatych, prowadnicy i popychaczy, osi i tulei wahacza, trzpieni zaworów i wałka dystansowego.
Nieudane, zużyte części należy wymienić na nowe, z dalszą regulacją poszczególnych elementów i mechanizmu dystrybucji gazu.
Główny mechanizm dystrybucji spalin w silniku.
Uderza w mechanizm dystrybucji gazuw zaworze występują zwiększone szczeliny maszyny, zużycie łożysk lub krzywek wałka rozrządu, dźwigni, a także z powodu pęknięcia sprężyn zaworowych.
Aby wyeliminować uderzenia, konieczne jest dostosowanie szczeliny termicznej, a zużyte części i zespoły powinny zostać wymienione.
Zwiększony hałas w obwodzie napędowymwałek rozrządu pojawia się z powodu zużycia przegubowych połączeń ogniw łańcucha i jego wydłużenia.
Konieczne jest dostosowanie naprężenia łańcucha, a jeśli jest ono nadmiernie zużyte, należy wymienić je na nowe.
Utrata mocy silnikai zwiększony dym gazów spalinowych występuje, gdy szczelina termiczna w zaworze mechanizm, luźne zamknięcie zaworu, zużycie czapek odbijających olej.
Należy wyregulować prześwit, zużyte czapki powinny zostać zmienione, a zawory powinny zostać zmielone do siodeł.
19. Następnie technologia i pasek rozrządu
Typowe uszkodzenia mechanizmu dystrybucji gazu (GRM) obejmują: zużycie popychaczy ich tulei prowadzących, płyt zaworowych i ich gniazd, kół zębatych, krzywek i czopów wałka rozrządu; naruszenie szczelin między prętami zaworowymi a ramionami wahacza (popychacze), złamaniem i utratą elastyczności sprężyn zaworowych, pęknięciem zębów przekładni rozdzielczej, spaleniem zaworów. Oznaki niepowodzenia w czasie są uderzeniami, pojawieniem się płomieni w gaźniku i klaskaniem w tłumiku.
Utrzymanie skurczu i czasu. Jest częścią konserwacji silnika i obejmuje sprawdzenie i dokręcenie elementów złącznych, diagnostykę silnika, regulację i smarowanie.
Prace montażowe są przeprowadzane w celu sprawdzenia stanu zamocowań wszystkich połączeń silnika; podpory silnika do ramy, głowicy cylindrów i skrzyni korbowej w celu zablokowania, kołnierze przewodów wlotowych i wylotowych oraz inne połączenia.
Aby zapobiec przedostawaniu się gazów i chłodziwa przez uszczelkę, głowice cylindrów są sprawdzane i, jeśli to konieczne, dokręcają nakrętki mocowania do urządzenia w pewnym momencie. Odbywa się to za pomocą klucza dynamometrycznego. Moment obrotowy i sekwencja dokręcania nakrętek są ustalane przez producentów, żeliwna głowica cylindrów. Kontrolę dokręcania śrub mocujących skrzynię korbową w celu uniknięcia jej odkształcenia i wycieku przeprowadza się również zgodnie z określoną sekwencją polegającą na naprzemiennym dokręcaniu śrub umieszczonych diametralnie.
Diagnozę stanu technicznego wałów korbowych i Państwowego Muzeum Rosyjskiego w przedsiębiorstwach transportu samochodowego przeprowadza się: w zależności od ilości gazów, pęknięcia skrzyni korbowej; ciśnienie na końcu suwu sprężania (kompresja), wyciek sprężonego powietrza z cylindrów, słuchając silnika stetoskopem.
Ilość gazów wybuchających w skrzyni korbowej między tłokami z pierścieniami i cylindrami jest mierzona za pomocą miernika przepływu gazu podłączonego do rury wypełnionej olejem. W takim przypadku skrzynia korbowa silnika jest uszczelniona gumowymi korkami zakrywającymi otwory na prętowy wskaźnik poziomu oleju i rurkę wylotową gazu w układzie wentylacji skrzyni korbowej. Pomiary są wykonywane na dynamometrze z pełnym obciążeniem i maksymalną prędkością obrotową wału korbowego. W przypadku nowego silnika ilość gazów przerywających, w zależności od modelu silnika, wynosi 16-28 l / min. Pomimo prostoty metody jej zastosowanie w praktyce napotyka na trudności związane z koniecznością wytworzenia pełnego obciążenia i zmiennej ilości rozrywających się gazów, w zależności od indywidualnych właściwości silnika.
Najczęściej zdiagnozowane wały korbowe i pasy wykonuje się za pomocą kompresometru mierząc ciśnienie na końcu suwu sprężania, które służy jako wskaźnik szczelności i charakteryzuje stan cylindrów, tłoki z pierścieniami i zaworami
Najdoskonalszą metodą jest określenie stanu wału korbowego i czasu za pomocą specjalnego urządzenia do wycieku sprężonego powietrza przymocowanego do cylindra przez otwór pod świecą.
Słuchanie za pomocą stetoskopu odgłosów i uderzeń, które są wynikiem naruszenia szczelin w interfejsach korby i silnika taktowania, pozwala również na zdiagnozowanie silnika. Wymaga to jednak wielu praktycznych doświadczeń wykonawcy.
Prace adaptacyjne są przeprowadzane po diagnozie. Po wykryciu pukania w zaworach, a także w TO-2, szczeliny termiczne pomiędzy końcami trzpienia zaworu i palcami wahaczy są sprawdzane i regulowane. Podczas regulacji luzów na silniku ZMZ-tłok 53 cylindra 1, w suwie sprężania jest GMP, w których wał korbowy obraca się, aby ustawić rzęsy do jego krążka do osi środkowej na wskaźników pokrywy rozrządu. W tej pozycji wyreguluj szczeliny między trzpieniami zaworu a palcami wahaczy pierwszego cylindra. Przerwy w zawory sterowane pozostałych cylindrów w kolejności odpowiedniej do rzędu cylindrów: 1-5-4-2-6-3-7-8 obrotowy wał korbowy, w czasie przejścia z cylindra na cylinder 1/4 obrotu. Istnieje inny sposób dostosowania odstępów. W ten sposób, w silniku Ził-130 po zamontowaniu tłoka z cylindrem 1, w GMP, które łączą otwór w kole korbowym oznaczone TDC pierwszy sterowany klirens zarówno zawory 1-te cylindra, zawory wydechowe 2, 4 i cylindry 5th , zawory wlotowe 3, 7 i 8 cylindrów. Szczeliny pozostałych zaworów są regulowane po obróceniu wału korbowego do pełnego obrotu.
Aby dostosować luzy w silniku KAMAZ-740, wał korbowy jest zainstalowany w pozycji odpowiadającej początkowi dopływu paliwa w 1. cylindrze, za pomocą zacisku zamontowanego na skrzyni korbowej koła zamachowego. Następnie obróć wał korbowy przez klapę w obudowie sprzęgła o 60 ° i wyreguluj luzy zaworowe pierwszego i piątego cylindra. Następnie obróć wał korbowy o 180, 360 i 540 °, dopasowując odpowiednio szczeliny w 4 i 2, 6 i 3, 7 i 8 cylindrze,
Łatwo zauważyć, że niezależnie od sposobu, w którym wał korbowy jest zainstalowany w położeniu początkowym do regulacji szczeliny termicznej w siłowniku każdego zaworu, jest on sprawdzany i regulowany w położeniu, gdy ten zawór jest całkowicie zamknięty,
Obecny remont korby i czasu, charakterystycznych prac nad bieżących napraw korby i czasu wymieniasz tuleje, tłoki, pierścienie tłokowe, sworznie tłokowe, wkładek korbowód i główne łożyska, zawory i siodeł i sprężyny, drążki popychaczy, jak również zawory szlifowania i docierania i ich mandatów .
Tuleje cylindrów wymienia się, gdy ich zużycie przekracza dopuszczalny poziom, w obecności wiórów, pęknięć o dowolnym rozmiarze i zarysowaniu, a także wtedy, gdy zużywają się górne i dolne pasy.
Usunięcie wkładki z bloku cylindrów jest dość trudne. Dlatego są one wciskane za pomocą specjalnego ściągacza, którego haki są zaczepione do dolnego końca rękawów. Zastosowanie innych metod jest niedopuszczalne, ponieważ prowadzi to do uszkodzenia otworów montażowych tulei w bloku silnika i samych tulei.
Przed wciśnięciem należy go podnieść przez blok cylindrów tak, aby jego powierzchnia końcowa wystaje ponad płaszczyznę łącznika z łbem bloku. W tym celu wkładka jest instalowana w bloku cylindrów bez pierścieni uszczelniających, przykryta płytką kalibracyjną, a sonda mierzy odległość między płytą a blokiem cylindra.
Rękawy zamontowane w urządzeniu bez O-ringów muszą być swobodnie obracane. Przed końcowym preparacie tulei powinna być sprawdzane pod kątem ich otworami w bloku cylindra - jeśli są one w dużym stopniu wpływa na korozję i mają powłoki, niezbędne jest, aby je naprawić poprzez zastosowanie warstwy żywicy epoksydowej zmieszany z opiłkami, które po zestaleniu przemywać czyste. Krawędzie górnej części bloku, które w momencie dociśnięcia do wkładki stykają się najpierw z gumowymi pierścieniami uszczelniającymi, należy oczyścić papierem ściernym, aby zapobiec uszkodzeniu pierścieni uszczelniających podczas procesu prasowania,
Rękawy z zamontowanymi na nich gumowymi pierścieniami uszczelniającymi są wciskane w blok cylindrów za pomocą prasy. Możesz to zrobić za pomocą specjalnego urządzenia. Podczas zakładania pierścieni uszczelniających nie należy ich mocno rozciągać, a także nie należy dopuszczać do skręcenia w rowku tulei cylindrowej.
Tłoki wymiana odbywa się na powierzchni w czasie tworzenia głębokiego przepona zahaczony, pieczenie dolną powierzchnię tłoka w obszarze górnego pierścienia uszczelniającego, podczas noszenia pod górny pierścień tłokowy rowka jest większa niż dopuszczalna.
Tłoki zamienne zrobić bez wyjmowania silnika z pojazdu: zdekantowano oleju z miski olejowej, usunąć głowicę wraz z miski olejowej, i jest składana nakrętkę rasshplintovyvayut łączący sworzeń pręta usunąć dolną głowicę, a pokrywa pręt usuwa się w górę uszkodzonego zespołu tłoka z trzonem i pierścienie tłokowe. Następnie pierścienie ustalające są usuwane z otworów w występach, trzpień tłoka wciskany jest za pomocą prasy, a tłok jest oddzielany od korbowodu. W razie potrzeby, tłoczek z brązu górnej głowicy korbowodu jest wciskany przy użyciu tej samej prasy.
Przed wymianą tłoka należy go najpierw podnieść wzdłuż cylindra, w tym celu należy wybrać tłok, którego grupa rozmiarów odpowiada grupie wielkości wkładki (cylindra) i sprawdzić szczelinę między tłokiem a tuleją za pomocą sondy-sondy, w tym celu tłok jest włożony do głowicy cylindrów w dół, tak aby spódnica zbiegła się z końcem wkładki, a sonda wstęgowa została włożona pomiędzy wkładkę i tłok. był w płaszczyźnie prostopadłej do osi palca. Następnie dynamometr ciągnie sondę wstęgową i mierzy siłę ciągnącą, która powinna znajdować się w dopuszczalnym zakresie. Wymiary bagnetu i siły ciągnącej dla różnych modeli silników podane są w instrukcji obsługi lub w instrukcji naprawy. Tak więc w przypadku silników ZIL-130 stosowana jest taśma o grubości 0,08 mm, szerokości 13 mm i długości 200 mm, a siła ciągnąca powinna wynosić 35-45 N. Jeśli siła jest różna od zalecanej, należy wziąć inny tłok o tej samej wielkości lub w postaci wykluczonej sąsiedniej grupy wielkości i ponownie podnoszą ją na cylindrze.
W nominalnej i każdej naprawianej wielkości wkładek i tłoków silnika ZIL-130 jest sześć grup wielkości. Średnice cylindrów w każdym z nich różnią się o 0,01 mm. Indeks grup wielkości (A. AA, B, BB, B, BB dla wkładek i tłoków o nominalnej wielkości i G, YY, D. DD, E, EE dla pierwszego rozmiaru naprawy itp., Itp.) Jest wskazany na górnym końcu rękawa i na dnie tłoka,
Podobne grupy wielkości w ramach każdej wielkości naprawy mają wszystkie inne silniki samochodowe.
Po usunięciu silników; z samochodu, wybór tłoków, ale do cylindrów odbywa się w ten sam sposób, tłoki są również wybierane podczas montażu silników w zakładach produkcyjnych.
Podczas wymiany tłoków na ATP, poza tłokiem pod tłokiem na cylindrze, konieczne jest spełnienie innego ważnego wymogu dla zespołu silnika: średnica otworu w występach tłoka, średnica trzpienia tłoka i średnica otworów w tulei z brązu górnego korbowodu powinny mieć tę samą grupę rozmiarów. Dlatego też, przed montażem zestawu "tłok - palec - łącznik", należy upewnić się, że oznaczenia na jednym z występów tłoka, na końcach palca i na górnej główce korbowodu wykonane są z tej samej farby.
W przypadku, w którym zmienia się całą grupę cylindra, która występuje najczęściej w praktyce wynikają problemy z wyborem: tłok, pierścienie tłokowe, palec i tulei wchodzących w wolnym części zestawu wybranej wcześniej. Dlatego przy montażu należy sprawdzić poprawność doboru i sprawdzić szczelinę między tłokiem a tuleją za pomocą sondy taśmowej. Możesz zrobić bez sondy wstęgowej. Prawidłowo dobrany tłok musi być obniżony pod własnym ciężarem pod własnym ciężarem. Konieczne jest również sprawdzenie, czy nowy sworzeń tłokowy pasuje do górnej głowicy korbowodu: trzpień tłoka powinien płynnie wpasować się w otwór w tulei górnej głowicy korbowodu pod naciskiem kciuka.
Przed podłączeniem tłoka do korbowodu należy sprawdzić równoległość osi głowic, co odbywa się na urządzeniu sterującym z głowicami wskaźnikowymi.
Kiedy odkształcenie przekracza dopuszczalne granice, zasada pręta. Następnie tłok umieszcza się w łaźni z płynnym olejem, podgrzewa do temperatury 60 ° C i za pomocą trzpienia wciska sworzeń tłoka w otwory występów tłoka i górną główkę korbowodu. Po dociśnięciu do rowków włożyć pierścienie blokujące.
Podobnie, począwszy od usunięcia głowicy cylindrów w misce olejowej, konieczne jest, jeśli to konieczne, zastąpienie tulei górnej głowicy korbowodu, sworznia tłokowego i pierścieni tłokowych. Wciśnięte tuleje są wciskane, a nowe są wciskane na ich miejsce, jednocześnie zapewniając niezbędny prześwit. Następnie otwór tulei poziomej wiertarce lub procesu za pomocą rozwiertaka, wewnętrznej powierzchni tulei musi być czyste i wolne od zadrapań parametru rzędu szorstkości Rz = 0,63 m okrągłości i stożkowe otwory nie powinna przekraczać 0,004 mm.
Przed zamontowaniem zespołu tłoka za pomocą korbowodu w bloku cylindrów należy zamontować zestaw pierścieni tłokowych w rowkach tłoka. Ponadto pierścienie są sprawdzane pod kątem luzu, dla którego są one wkładane do górnej nie zużytej części tulei cylindrowej, a gęstość dopasowania jest oceniana wzrokowo.
Szczelina w zamku jest określana przez sondę, aw przypadku, gdy jest ona mniejsza niż dopuszczalna, końce pierścieni są ścięte. Następnie pierścień jest ponownie sprawdzany pod kątem luzu, a dopiero potem za pomocą specjalnego urządzenia, rozprostowanie pierścienia na końcach w zamku, jest instalowany w rowkach tłoków.
Zestawy pierścieni o rozmiarze nominalnym są używane w silnikach TR, których cylindry nie były wiercone, a pierścienie rozmiaru naprawy, które mają średnicę zewnętrzną, są instalowane w pierścieniach zwierciadlanych, które odpowiadają nowej średnicy cylindrów.
Połączenia (blokady) sąsiednich pierścieni są równomiernie hodowane na obwodzie. Pierścienie zaciskowe na tłoku są ustawione ukośnie w górę. W tym przypadku muszą one swobodnie się obracać w rowkach tłoka. Montaż * tłoków w pierścieniach w cylindrach silnika odbywa się za pomocą specjalnej adaptacji.
Wkładki wału korbowego wymienia się, gdy łożyska stukają, a ciśnienie w linii oleju spada poniżej 0,5 kgf / cm2 przy częstotliwości obrotu wału korbowego 500-600 obr / min i działa prawidłowo w pompie olejowej i zaworach zmniejszających ciśnienie. Konieczność wymiany wkładek wynika z luzu średnicowego w łożyskach prętów i korbowodów: jeśli jest to więcej niż dopuszczalne, wkładki są wymieniane na nowe. Nominalna odległość między wkładkami a głównym czopem powinna wynosić 0,026-0,12 mm, w zależności od modelu silnika między tulejami a szyjką korbowodu 0,026-0,11 mm.
Prześwit w łożyskach wału korbowego ustala się za pomocą mosiężnych płytek kontrolnych. Do silników samochodów ZIL i GAS używają płyt z folii miedzianej o grubości 0,025; 0,05; 0,075 mm, szerokość 6-7 mm i długość 5 mm krótsza niż szerokość wkładki. Olejowana płyta jest umieszczona pomiędzy szyjką wału a wkładką (rys. 9.9), a śruby pokrywy łożyska są dokręcone kluczem dynamometrycznym z określonym momentem dla każdego silnika (dla łożysk głównych silnika ZIL-130 wynosi on 110-130 Nm, korbowód 70-80 N m). Jeśli wał korbowy obraca się zbyt łatwo przy zakładaniu płyty o grubości 0,025 mm, szczelina jest większa niż 0,025 mm, a zatem płytkę należy zastąpić następnym wymiarem, aż wał obróci się z zauważalną siłą, która odpowiada rzeczywistej szczelinie między szyjką a tuleją. Podczas sprawdzania jednego łożyska pozostałe śruby należy poluzować. Wszystkie łożyska są sprawdzane po kolei.
Konieczne jest, aby na powierzchni szyjek wału korbowego nie było żadnych zacięć. W obecności zadziorów i zużycia, wymiana wkładek nie jest właściwa. W takim przypadku konieczna jest wymiana wału korbowego.
Po sprawdzeniu stanu czopów wału korbowego, wkładki o wymaganej wielkości są myte, wycierane i instalowane w łożu łożyska głównego i korbowodu, uprzednio smarując powierzchnię wkładki i szyjki olejem silnikowym.
W przypadku silników ZIL-130, oprócz nominalnego, istnieje pięć rozmiarów napraw szyny głównego i korbowodu wału korbowego. Odpowiednio wytwarza się sześć zestawów wkładek: nominalne, 1, 2, 3, 4, 5-te rozmiary naprawy.
Regulację luzów osiowych wału korbowego w silnikach ZIL-130 i ZMZ-53 dokonuje się poprzez dobór podkładek oporowych. W silnikach ZMZ-53 osiowy odstęp pomiędzy przednim oporowego końcu wału korbowego i tylną podkładkę oporową należy 0,075-0,175 mm, gdy silnik Ził-130 0,075-0,245 mm.
Podczas pracy z powodu zużycia zwiększa się luz osiowy. W przypadku TR jest on regulowany poprzez zainstalowanie podkładek oporowych lub półpierścieni o wymiarach naprawy, które w porównaniu z wymiarami nominalnymi mają zwiększoną grubość (odpowiednio o 0,1, 0,2, 0,3 mm).
Główne Usterki jednostek głowy pęknięć na powierzchni współpracujących z blokiem cylindra chłodzącego pęknięć kurtka, deformowanie w powierzchnię współpracującą z blokiem cylindrów otwory zużywania się tulei prowadzących zużycia zaworu, i zlewy na ścianek gniazd zaworowych tłumienia gniazda zaworowe docelowych w gniazdach.
Pęknięcia nie dłuższe niż 150 mm, umieszczone na styku głowicy cylindra z blokiem, są spawane. Przed spawaniem, na końcach pęknięć głowicy, wykonanych ze stopu aluminium, należy wywiercić otwory 0-4 mm i przeciąć je na całej długości do głębokości 3 mm pod kątem 90 °. Następnie głowicę ogrzewa się w piecu elektrycznym do 200 ° C, a po zdzieraniu szwu za pomocą metalowej szczotki wykonuje się pęknięcie z równym szwem prądu stałego o odwrotnej polaryzacji za pomocą specjalnych elektrod.
Do spawania gazowego użyj palnika z końcówką nr 4 i drutu AL4 o średnicy 6 mm, a AF-4A służy jako strumień. Po spawaniu usunąć pozostałości topnika ze szwem i przemyć go 10% roztworem kwasu azotowego, a następnie gorącą wodą. Następnie szew jest zlicowany z podłożem za pomocą ściernicy.
Pęknięcia o długości do 150 mm, umieszczone na powierzchni płaszcza chłodzącego głowicy cylindrów, są uszczelniane za pomocą pasty epoksydowej. Wstępne pęknięcie przecinane jest w taki sam sposób, jak przy spawaniu, odtłuszczane acetonem, nakładane są dwie warstwy kompozycji epoksydowej, zmieszane z trocinami aluminiowymi. Następnie głowicę trzyma się przez 48 godzin w 18-20 ° C.
Zniekształcenie płaszczyzny styku głowicy z blokiem cylindrów eliminuje się przez szlifowanie lub frezowanie "jako czyste". Po zakończeniu obróbki głowice są sprawdzane na płytce kontrolnej. Manometr o grubości 0,15 mm nie może przechodzić pomiędzy płaszczyzną głowicy a płytą.
Kiedy otwory w tulejach prowadzących zaworu są zużyte, zastępowane są nowymi. Otwory nowych tulejek są rozłożone na wymiary nominalne lub naprawcze. Do wytłaczania i dociskania prowadnic użyj trzpienia i prasy hydraulicznej.
Zużycie i powłoki na fazach gniazd zaworów są eliminowane przez szlifowanie lub szlifowanie. Docieranie odbywa się za pomocą wiertarki pneumatycznej, na której wrzecionie znajduje się przyssawka.
Nakładaj pastę docierania (15 g proszku białego mikrokorundu M20 lub M12, 15 g M40 i oleju silnikowego M10G2 lub M10V2) lub pasty GOI do zaworów szlifujących. Zawór denny i gniazdo muszą mieć równomierny, matowy pasek o długości 1,5 mm na całej długości okręgu fazującego.
Jakość docierania jest również sprawdzana przez urządzenie, które wytwarza nadciśnienie nad zaworem. Po osiągnięciu ciśnienia 0,07 MPa nie powinno ono zauważalnie spaść w ciągu 1 minuty.
W przypadku, gdy nie jest możliwe przywrócenie faz ściętych siodeł za pomocą zakładki, siodełka są z łbem stożkowym, a następnie szlifowane i docierane. Po zagłębieniu, fazki robocze gniazd zaworów są szlifowane za pomocą tarczy ściernej pod odpowiednim kątem, a następnie zawory są szlifowane. Jeśli na skosie znajdują się wgłębienia, a pas mocujący jest osłabiony w gnieździe główki bloku, jest on dociskany za pomocą ściągacza, a otwór jest znudzony pod siodłem o rozmiarze naprawy. Wykonany z żeliwa o wysokiej wytrzymałości. siodła o rozmiarach naprawczych są wciskane za pomocą specjalnego trzpienia do wstępnie ogrzanej głowicy bloku, a następnie fazka siodła jest formowana z pogłębieniami stożkowymi.
Typowe awarie zaworu to zużycie i wgłębienia na powierzchni zaworu, zużycie i odkształcenie trzpienia zaworu, zużycie na powierzchni zaworu. Jeśli zawory są uszkodzone, sprawdź prostość pręta i uderzenie fazy roboczej głowicy względem pręta. Jeśli bicie serca jest większe niż dopuszczalna wartość, zawór jest korygowany. Gdy trzpień zaworu jest zużyty, jest on szlifowany do jednego z dwóch rozmiarów naprawy dostarczanych przez TU na szlifierce bezcentrowej. Zużyty koniec trzpienia zaworu jest szlifowany "czysto" na szlifierce.
Do szlifowania zużytych faz należy użyć modelu maszyny P108. Szlifuje również cylindryczną powierzchnię zużytych popychaczy pod jedną z dwóch wielkości napraw przewidzianych przez TU, zużyte sferyczne powierzchnie popychaczy i wahacze.
Na dużych ATP i w stowarzyszeniach transportu samochodowego, które mają wyspecjalizowane części do naprawy części, naprawiają wały korbowe i wałki rozrządu. Zużyte szyje główne i korbowodowe wałów korbowych, a także szyny podtrzymujące wałków rozrządu są szlifowane do wymiarów naprawy na okrągłej szlifierce. Po szlifowaniu szyjki wału korbowego i wałka rozrządu są polerowane za pomocą taśmy ściernej lub pasty GOI. Zużyte krzywki wałka rozrządu są szlifowane na szlifierce kopiującej.
Układ chłodzenia Zewnętrzne oznaki nieprawidłowego działania układu chłodzenia to przegrzanie lub nadmierne chłodzenie silnika, utrata szczelności. Możliwe jest przegrzanie przy braku chłodzenia.
Zdrowy silnik powinien rozwinąć pełną pojemność, pracować bez przerw przy pełnym obciążeniu i na biegu jałowym, aby nie przegrzewać się, nie palić i nie dopuścić do przedostania się oleju i chłodziwa przez uszczelki.
Usterkę można ustalić zewnętrzną diagnostyką bez demontażu silnika.
Mechanizm korbowy ma następujące objawy niedziałające: pojawienie się obcego pukania i hałasu, spadek mocy silnika, zwiększone zużycie oleju, nadmierne zużycie paliwa i dym w spalinach.
Uderzenia i odgłosy silnika powstają w wyniku zwiększonego zużycia głównych części i pojawienia się zwiększonych luzów między współpracującymi częściami.
Gdy tłok i cylinder są zużyte, a także zwiększa się szczelina między nimi, dochodzi do metalicznego stukania, co jest dobrze słyszalne, gdy silnik jest zimny. Re: metalowe pukanie we wszystkie tryby pracy silnika wskazuje na wzrost luzu między sworzniem tłokowym a górną tuleją korbowodu. Amplification pukanie z gwałtownym wzrostem częstotliwości th przegubowy wał wkładkami wskazuje zużycie łożysk korbowodów miejscowe lub łączące, tym więcej pukanie charakterystyczny głuchy tonu podczas noszenia łożysk głównych. Ostry, nieprzerwany pukanie w silniku, któremu towarzyszy spadek ciśnienia oleju, wskazuje na topnienie się łożysk. Słuchanie dźwięków i stukania odbywa się za pomocą stetoskopu.
Spadek mocy silnika jest spowodowany spadkiem sprężania w wyniku: awarii uszczelki głowicy cylindrów, gdy nakrętki są luźno lub nierównomiernie zamocowane lub uszczelka jest uszkodzona; spalanie pierścieni w rowkach tłoka w wyniku osadzania się żywicznych substancji i sadzy; zużycie, pękanie lub utrata elastyczności pierścieni; zużycie ścianki cylindra.
Kompresja w cylindrach silnika jest sprawdzana ręcznie lub za pomocą manometru. W celu ręcznego sprawdzenia kompresji, świece zapłonowe są wyrzucane, z wyjątkiem świecy zapłonowej badanego cylindra. Obracając wał korbowy za pomocą korby, odporność na ściskanie jest oceniana na podstawie odporności na korby. Sprawdź także kompresję w pozostałych cylindrach.
Aby sprawdzić kompresję za pomocą kompresometru, rozgrzej silnik, wyłącz korki, otwórz całkowicie przepustnicę i przepustnice powietrza. Zamocuj gumową końcówkę kompresometru i otwór świecy zapłonowej i obróć 8-10 obrotów wału korbowego. O wielkości kompresji ocenia się na podstawie zeznania kompresometru. Po obróceniu wału korbowego w cylindrze roboczym, stopień sprężania powinien wynosić 7,0-7,8 kg / cm2. Konieczne jest zatem konsekwentne sprawdzanie kompresji w każdym cylindrze.
Stan techniczny zespołu cylinder-tłok i zawory można ocenić na podstawie względnej ilości wycieku powietrza (kontrolowanej przez specjalny manometr) dostarczanej pod ciśnieniem do cylindrów silnika za pomocą urządzenia K-69. W tym przypadku sprężone powietrze jest dostarczane do każdego cylindra silnika przez otwory do świec zapłonowych.
Zwiększone zużycie oleju, zużycie paliwa i dymny wydech w szarym kolorze (przy normalnym poziomie oleju w skrzyni korbowej) zwykle pojawiają się, gdy pierścienie tłokowe są zużyte lub zużyte. Występowanie pierścienia można wyeliminować bez demontażu silnika, dla którego każdy cylinder gorącego silnika wylewa się przez noc przez otwór w celu zapłonu 20 g mieszaniny równych części denaturowanego alkoholu i nafty. Rano należy uruchomić silnik, pozostawić go na 10-15 minut, zatrzymać i wymienić olej.
Osadzanie się węgla na dnach tłoków i komór spalania zmniejsza przewodnictwo cieplne, co powoduje przegrzanie silnika, spadek mocy i wzrost zużycia paliwa. Aby usunąć osady węglowe, konieczne jest uwolnienie wody z układu chłodzenia, wyjęcie przyrządów przymocowanych do głowicy cylindrów, a po odkręceniu nakrętek ostrożnie oddzielić głowicę cylindra bez uszkodzenia uszczelki. Jeśli uszczelka jest przyklejona do bloku lub głowicy cylindrów, należy ją oddzielić, używając głupiego noża lub szerokiego cienkiego metalowego paska.
W silnikach w kształcie litery V, przed zdjęciem głowic cylindrów, konieczne jest również usunięcie wszystkich urządzeń z kolektora dolotowego, usunięcie go (rurociągu i dopiero po tym zdejmij głowice).
Nagar usuwany jest za pomocą drewnianych skrobaków lub skrobaków wykonanych z miękkiego metalu, aby nie uszkodzić dna tłoków lub ścianek komory spalania. Usuwając depozyt, konieczne jest zamknięcie sąsiednich cylindrów czystą szmatką. Kaucja jest łatwiejsza do usunięcia, jeśli zostanie zmiękczona przez umieszczenie na niej ściereczki zwilżonej nafty.
Instalując uszczelkę głowicy, należy ją zmielić grafitem z wody różanej.
Pęknięcia w ściankach płaszcza chłodzącego głowicy cylindrów mogą pojawić się, gdy woda zamarza lub płaszcz silnika jest chłodzony zimną wodą.
Mechanizm dystrybucji gazu ma dwie charakterystyczne usterki - luźne dopasowanie zaworów do gniazd i niepełne otwarcie zaworów.
Brak przylegania zaworów do gniazd, jesteś na następujących podstawach: zmniejszenie kompresji; okresowe wyskoki w przewodzie wlotowym lub wylotowym; spadek mocy silnika. Przyczyną luźnego zamknięcia zaworu mogą być: osady na zaworach i gniazdach; tworzenie powłoki na powierzchniach roboczych (fazowaniu) i wypaczanie głowicy zaworu; w łamaniu sprężyn zaworowych; przyklejenie zaworów w tulejach prowadzących; brak szczeliny między trzpieniem zaworu a palcem wahacza.
Niepełne otwarcie zaworów charakteryzuje się uderzeniami w silnik i spadkiem mocy. Ten błąd pojawia się w wyniku dużej przerwy między trzpieniem zaworu a palcem wahacza. Awarie mechanizmu dystrybucji gazu powinny również obejmować zużycie kół zębatych wałków rozrządu, tol-kateli, tulei prowadzących, wzrost wzdłużnego przemieszczenia wałka rozrządu i zużycie tulei i osi wahaczy.
W silnikach ZIL-130 mechanizm otwierania zaworu wydechowego może być zakłócany w wyniku zacinania się kulek i sprężyn mechanizmu obrotowego.
Nagar należy usunąć za pomocą skrobaka; Zawory z mniejszymi muszlami na powierzchni roboczej należy przetrzeć, zepsutą sprężynę, wymienić. Zerwana szczelina jest przywracana przez regulację.
W przypadku szlifowania zaworu, sprężyna zaworu jest usuwana, słaba sprężyna jest umieszczana pod jego głową, na powierzchnię roboczą nakładana jest warstwa pasty składająca się z proszku ściernego i oleju, a zawór ma ruch posuwisto-zwrotny za pomocą obrotowego pokrętła lub urządzenia szlifującego. Podczas zmiany kierunku obrotów zawór musi zostać podniesiony. Docieranie jest zakończone, jeśli na powierzchni gniazda i powierzchni roboczej zaworu pojawią się masywne paski matowe o szerokości 2-3 mm. Uszczelnienie gniazda zaworu po docieraniu sprawdza się za pomocą przyrządu lub nafty. W tym celu zawór instaluje się w siodle, sprężynę nakłada się i mocuje na pręcie, głowicę cylindra odwraca się i nafta wlewa się do komór spalania. Wygląd nafty na pręcie i tulei prowadzącej wskazuje na złe docieranie.
Aby wyregulować szczelinę między trzpieniem zaworu a palcem wahacza, należy: zdjąć pokrywę zaworu, zdejmując wcześniej przymocowane do niego części; zainstalować tłok na końcu suwu sprężania (tak, aby zawory były zamknięte); sprawdzić luz i, w razie potrzeby, wyregulować, odkręcając nakrętkę blokującą śruby regulacyjnej na wahaczu i obracając śrubę regulacyjną, aby ustawić wymagany prześwit (rys. 183); dokręcić nakrętkę blokującą i ponownie sprawdzić szczelinę.
Ryc. 183. Regulacja odstępów termicznych
Wymagane przesunięcie wałka rozrządu osiąga się, dopasowując grubość pierścienia dystansowego. Przy znacznym zużyciu detali mechanizmu dystrybucji gazu, silnik jest narażony na naprawę. Układ chłodzenia jest jednym z najważniejszych w silniku. Jeśli nie jest uszkodzony, silnik przegrzeje się lub przejdzie. Rozpoznanie układu chłodzenia odbywa się za pomocą znaków zewnętrznych.