Sam proces stępiania luf pistoletów ma na celu przede wszystkim ochronę metalu przed korozją. Ponadto różne chemiczne i elektrochemiczne metody barwienia beczek, nadające im różne kolory i odcienie, sprawiają, że sam pistolet jest mniej zauważalny w grze.
Istnieją świetne przepisy na barwienie metalowych części strzelb. Korzystając z różnorodnych kompozycji chemicznych i metod kolorowania, można uzyskać różne kolory. Jednak w przypadku wszystkich metod bluingu, bez wyjątku, powszechne jest, że bezpośrednio przed malowaniem, pnie i inne części metalowe powinny być czyszczone tak dokładnie, jak to możliwe, od rdzy i plam po całkowitą biel. I dopiero potem przystąpić do pogrzebu.
Większość metod bluingowych jest pracochłonnych i wymaga użycia dość rzadkich związków chemicznych.
Najpowszechniejszą i wielokrotnie testowaną metodą stępiania jest utlenianie kwasem, które często nazywa się inaczej - lakierem rdzy.
Zardzewiały lakier zwane związkami, które powodują zwiększone rdzewienie powierzchni stali przy tworzeniu magnetycznego tlenku żelaza. Są to kwaśne roztwory soli żelaza, czasem zawierające sole rtęci i niektóre inne metale ciężkie.
Sposób przygotowania kompozycji "zardzewiały lakier"
Przygotowanie kompozycji wymaga:
1) techniczny kwas chlorowodorowy - 50 ml;
2) stężony kwas azotowy - 54 ml;
3) wióry z żelaza lub stali węglowej - 30 g;
4) skala metalu - 20-30 g;
5) woda destylowana lub woda pitna - 1l.
Proces przygotowania kompozycji można przeprowadzić tylko na wolnym powietrzu. Upewnij się, że wiatr wieje od Ciebie, ponieważ trwającej reakcji towarzyszy uwalnianie się gazu.
W szklanej kolbie o pojemności 1,2-1,5 litra wlej 50 ml kwasu chlorowodorowego, dodaj jedną trzecią żelaza i zrębki, a następnie ostrożnie dodaj jedną trzecią kwasu azotowego. Po pewnym czasie mieszanina zmieni kolor na zielony i zacznie kipieć, podgrzewając i emitując gaz o brązowym zabarwieniu. Poczekaj, aż reakcja trochę się uspokoi i dodaj tyle wiórów i jedną trzecią kwasu azotowego. Energiczne gotowanie zostanie wznowione na kilka minut, a następnie ustanie, po czym można dodać wióry i pozostałości kwasu.
W rezultacie powinieneś otrzymać kremową masę czerwonego koloru, którą trzeba parzyć przynajmniej przez jeden dzień. Owinąć folię polietylenową wokół szyjki kolby, zabezpieczając ją bezpiecznie. Należy to zrobić, ponieważ reakcja w kolbie będzie trwała jeszcze kilka godzin, uwalniając niewielką ilość gazu.
Po dniu przejdź do drugiego etapu. Do kremowej masy uzyskanej poprzedniego dnia dodaj 1 litr gotowanej czystej wody do kolby. Cały skład do utleniania metodą "lakieru rdzawego" jest gotowy. Zawartość kolby należy wstrząsnąć i wlać do miski z szeroką szyjką, z której będzie ci wygodnie. Na dnie kolby mogą pozostać nadmiar wiórów i kamienia, które nie reagują z kwasem.
Przygotowana kompozycja nie wymaga specjalnych warunków przechowywania, z wyjątkiem zwykłych środków bezpieczeństwa i będzie służyć Ci przez wiele lat. Gotowy "zardzewiały lakier" jest bezpieczny dla dłoni i płuc.
Przygotowanie powierzchni metalu do utleniania
Przed utlenianiem metalową powierzchnię należy starannie wypolerować i wypolerować. Aby uzyskać gładką i gładką powierzchnię obrabianego przedmiotu, wykonywane jest szlifowanie. w kilku etapach. Po pierwsze, szlifowanie odbywa się za pomocą papieru ściernego, od względnie grubego do "zerowego", a kończy się drobnym obróbką ścierną. Przy tym przygotowaniu metalu można uznać za kompletne.
Jeśli chcesz osiągnąć lepszy wynik, możesz wykonać kolejną, dodatkową operację, nazywaną zasalaniem lub matowaniem. Ta operacja jest stosowana przed utlenianiem elitarnej broni.
Solenie zazwyczaj przeprowadza się na okrągłych szczotkach do włosów, stosując pasty zawierające drobny materiał ścierny, równomiernie wymieszane w mieszaninie technicznego tłuszczu i stearyny.
Właściwości skrawania ziaren ściernych nasmarowanych smalcem są znacznie osłabione, a kwasy organiczne obecne w tłuszczu przyczyniają się do usunięcia warstwy tlenków z obrabianego metalu. W wyniku zasolenia powierzchnia części staje się gładsza i gładsza, co przyczynia się do lepszego polerowania za pomocą ścierek z plamami polerowanych past. Aby uzyskać wysokiej jakości wykończenie, zaleca się solenie tuż przed polerowaniem. W tym miejscu należy zauważyć, że im wyższa jakość szlifowania i polerowania, tym lepsza powierzchnia utlenionego metalu jest odporna na zużycie i tym wyższe są jego właściwości antykorozyjne.
Odtłuszczanie.
Celem tej operacji jest usunięcie tłuszczów, różnych zanieczyszczeń i pozostałości olejów mineralnych z powierzchni metalu, ponieważ folia tlenkowa powstaje tylko na czystej metalowej powierzchni.
Do odtłuszczania stosuje się roztwór o następującym składzie (na 1 litr wody):
1) soda kaustyczna (soda kaustyczna) - 10-15 g;
2) fosforan trisodowy - 50-70 g;
3) soda kalcynowana - 30-40 g;
4) płynne szkło - 3-5 g.
Jeśli utlenione szyby są lutowane lutem cynowym, lepiej zastosować następujący skład:
1) soda kalcynowana - 100-150 g;
2) płynne szkło - 20-30 g.
Przy obu metodach odtłuszczania temperatura roztworu powinna osiągnąć 90-100 ° C. Czas przebywania części w roztworze wynosi około 15-30 minut. Po znalezieniu części w roztworze odtłuszczającym przez określony czas, podnieś łodygi - płyn powinien równomiernie pokrywać metalową powierzchnię, nie zbierając się w kroplach. Można uznać, że całkowite odtłuszczenie zostało zakończone.
Części pozbawione tłuszczu należy dokładnie spłukać w wodzie. Teraz możesz zacząć stosować się do powierzchni "lakieru rdzy". Spróbuj zredukować do minimum czas pomiędzy tymi operacjami, aby folia tlenkowa nie utworzyła się na powierzchni metalu.
Nakładanie "zardzewiałego lakieru"
Zastosuj "zardzewiały lakier" do powierzchni za pomocą pędzla na równej cienkiej warstwie, unikając smug. Szczególnie uważnie trzeba przykryć końce pni. Nadmiar zaprawy, krople w dolnych partiach, w różnych rowkach i otworach należy ostrożnie usunąć szczotką. Dotykanie metalu gołymi rękami jest wyjątkowo niepożądane, ponieważ w miejscach kontaktu nie można uzyskać wysokiej jakości bluingu.
Po nałożeniu kompozycję pni i innych części należy umieścić w ciepłym miejscu (40-60 ° C). Może to być miejsce w pobliżu pieca, akumulatora, w suszarce. Metal po wyschnięciu uzyska jasnoczerwony kolor. W procesie suszenia kolor od jasnoczerwonego zamieni się w ciemnopomarańczowy.
Wysuszoną powierzchnię pni należy ponownie pokryć "lakierem rdzy" i powtórzyć procedurę suszenia. W rezultacie powierzchnia pni powinna być jednolicie ciemnopomarańczowa.
Spawanie
Najpierw musisz przygotować roztwór do gotowania.
W kąpieli parowej (można użyć kawałka rury o średnicy 100 mm ze spawanym dnem i elementem grzejnym z czajnika elektrycznego) wlać wodę, a nie wodę z kranu, ale wodę deszczową. Woda z kranu zawiera różne dodatki, dzięki którym proces gotowania nie powiedzie się. Do utleniania substancji organicznych w wodzie konieczne jest dodawanie kwasu azotowego w ilości 1 -1,5 ml na litr wody. Następnie trzeba gotować wodę w zbiorniku przez kilka minut, po czym kąpiel do suszenia łodyg jest gotowa do pracy.
Beczki pokryte ciemno pomarańczową warstwą tlenku należy gotować we wrzącym roztworze przez 15 minut. W odparowanym roztworze tlenki ciemnopomarańczowego koloru powinny przekształcić się w tlenek żelaza z żelaza. Jeśli w procesie pierwszego metalu vyvarki w niektórych miejscach nie zmieniły się na czarne, ale pozostały "zardzewiałe", nie martw się, zdarza się to czasami podczas pierwszej vyvarki. Dzieje się tak, jeśli źle odtłuszczasz część lub źle myjesz roztworem odtłuszczającym.
Grouse
Do tej operacji potrzebny będzie elektryczny okrągły pędzel. Możesz wykonać taki pędzel w następujący sposób: w sklepie z narzędziami kup cienką siatkę drucianą o średnicy 0,1-0,15 mm, wyciąć kilka kwadratów lub okręgów za pomocą nożyczek, wyciąć otwór w środku i złożyć całe opakowanie na trzpieniu za pomocą nakrętki i podkładki. Napęd elektryczny może być wiertarką, szlifierką, silnikiem elektrycznym itp. Podczas używania szczotki należy założyć ochronę oczu.
Beczki i inne części powinny być oczyszczone z luźnych osadów żelaza na szczotce krawędziowej, aby uzyskać lśniący czarny film na całej powierzchni metalu. W miejscach, w których metal nie jest poczerniony i pozostaje "czerwony", po raz pierwszy się nie nagrzewa.
Ale to nie jest straszne, ponieważ procedura tloczenia, którą prowadziłeś, jest tylko pierwszą z ośmiu. Faktem jest, że całkowita liczba powłok pni z "rdzawym lakierem" musi wynosić co najmniej osiem. W związku z tym powinny istnieć cztery procedury gotowania i cztery operacje szczotkowania.
Olejowanie
Po czwartym zabiegu szczotkowania metalowa powierzchnia stanie się kolorem grafitu. Aby usunąć pozostałą wilgoć z filmu tlenkowego, który ma grubość w zakresie 0,6-1,5 mikrona, konieczne jest przeprowadzenie końcowej operacji - natłuszczania.
Procedura olejowania polega na zanurzeniu utlenionych części w pojemniku z podgrzewanym neutralnym olejem. Można użyć dowolnego oleju silnikowego ogrzanego do temperatury 105-110 ° C. Oliwienie trwa około 5 minut. Nie zaleca się stosowania zimnego środka smarnego, ponieważ jest słabo wypełniony porami filmu tlenkowego ze względu na wysoką lepkość.
Broń, utleniana za pomocą "zardzewiałego lakieru", może wytrzymać korozję przez długi czas, będąc w najbardziej niekorzystnych warunkach.
Życzymy powodzenia i przestrzegaj środków ostrożności !!!

Niestety, metal, nawet najwyższej jakości, ulega zniszczeniu. Zwłaszcza w takich warunkach, jak strzelanie na polowanie. Nie tylko wpływ samego strzału i uwalnianych przez niego chemikaliów, ale także wpływ niekorzystnych warunków pogodowych, w których odbywa się polowanie. Plus - błędy w opiece nad bronią. W rezultacie - po sezonie lub dwóch pojawia się rdza na pniach, a nawet pociski wewnątrz. Możliwe jest zwrócenie oryginalnej idealnej formy do bagażnika tylko w jeden sposób - poprzez dokładne oczyszczenie i nagniatanie. Jak sprawić, by beczkowanie się zmieniło?
Niestety, metal, nawet najwyższej jakości, ulega zniszczeniu. Zwłaszcza w takich warunkach, jak strzelanie na polowanie. Nie tylko wpływ samego strzału i uwalnianych przez niego chemikaliów, ale także wpływ niekorzystnych warunków pogodowych, w których odbywa się polowanie. Plus - błędy w opiece nad bronią. W rezultacie - po sezonie lub dwóch pojawia się rdza na pniach, a nawet pociski wewnątrz. Możliwe jest zwrócenie oryginalnej idealnej formy do bagażnika tylko w jeden sposób - poprzez dokładne oczyszczenie i nagniatanie. Jak sprawić, by beczkowanie się zmieniło?
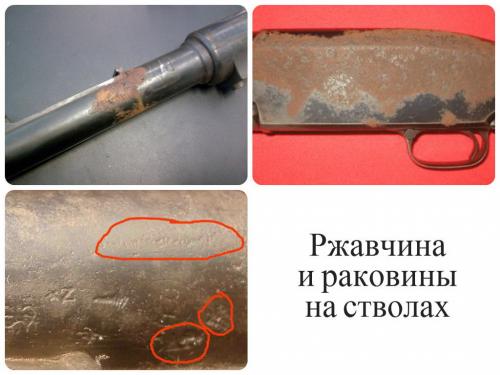
Spalanie metalu jest procesem, gdy folia tlenkowa jest sztucznie nakładana na cylinder, co poprawia właściwości ochronne metalu. Ta prosta procedura nie tylko znacznie zwiększy żywotność działa, ale także znacznie poprawi dokładność bitwy.

Zardzewiały lakier
Jedną z najskuteczniejszych metod domowych jest utlenianie kwasem lub tak zwany "lakier rdzewiejący". Jest to specjalna kompozycja, która przyczynia się do zwiększonego utleniania stali i tworzy magnetyczny tlenek żelaza.
Aby uzyskać lakier rdzy, należy wziąć: techniczny kwas solny (50 ml), stal węglowa lub żelazne wióry (30 g), stężony kwas azotowy (54 ml), metalową skalę (20-30 g) i wodę destylowaną (1 L).
Zardzewiały lakier należy gotować tylko na zewnątrz i tylko po zawietrznej stronie.
W przeciwnym razie możesz zostać zatruty przez gazy uwalniane podczas gotowania. Konieczne jest wzięcie szklanych naczyń, wlanie kwasu solnego (50 ml) do środka, dodanie łuski i wiórków żeliwnych (jedna trzecia), a następnie wlanie kwasu azotowego do tej mieszaniny (jedna trzecia). Robimy wszystko bardzo ostrożnie, aby chronić Cię respirator, rękawiczki, okulary, fartuch lub fartuch.
 Leczenie lakierem rdzy
Leczenie lakierem rdzy
Po pewnym czasie zauważysz, że przygotowana mieszanina zaczyna się zielenieć i gotować, podczas gdy gaz, który ma brązowy kolor i ciepło jest uwalniany. Kiedy mieszanina trochę się uspokoi i przestanie mocno gotować, dodaj kolejną jedną trzecią kwasu azotowego i taką samą ilość ziaren ze zrębkami. Nastąpi natychmiastowe wznowienie reakcji, a następnie znowu trochę ustępujemy. Następnie wyrzucamy pozostały kwas i frytki.
Otrzymasz masę, dostępny czerwony kolor. Najważniejsze jest pozostawienie go w zamkniętym pojemniku przez około 24 godziny, droga będzie napompowana. W ciągu jednego dnia wlej wodę destylowaną do masy i to wszystko. Twój lakier jest gotowy. Nie potrzebuje żadnych specjalnych warunków przechowywania. W gotowym opakowaniu lakier ten jest całkowicie bezpieczny i może służyć Ci przez wiele lat.
Po wykonaniu "zardzewiałego lakieru" powinieneś być zaangażowany w przygotowanie metalowej powierzchni. Bardzo ważne jest dokładne polerowanie, a następnie wypolerowanie. Do szlifowania należy użyć szorstkiego papieru ściernego, a następnie rozpocząć obróbkę powierzchni za pomocą cienkich materiałów ściernych.

Po wykonaniu tej czynności nie zapomnij o odtłuszczeniu powierzchni metalu. Aby ulepszyć ten proces, warto wziąć pod uwagę charakter olejów i tłuszczów, które chcesz usunąć. Aby właściwie i dobrze odtłuścić powierzchnię roztworu, dodaj emulgatory.
Takie substancje obejmują "płynne szkło", jest to najczęściej stosowany klej biurowy.
Rozwiązania do odtłuszczania (na litr wody)
Opcja 1
10-15 g wodorotlenku sodu (woda kaustyczna);
50-70 g fosforanu trisodu;
30-40 g wody sodowej;
3-5 g płynnego szkła.

Opcja 2
Jeśli szyby byłyby lutowane za pomocą cyny lutowniczej, najlepszym rozwiązaniem byłby taki skład:
100-150 g sody kalcynowanej;
20-30 g płynnego szkła.
Opcja 3
Pnie przemyto dokładnie mydło, a następnie poddaje działaniu szczoteczką do zębów lub szczoteczką stężonego roztworu potażu (węglanu potasu), lub słabym roztworem wodorotlenku sodu, lub w przypadku ekstremalnym - konwencjonalny popiołu. następnie wielokrotnie wypłukać w kilku wodzie, osuszyć oraz co najmniej kolejne pół godziny w suszono na powietrzu.

Opcja 4
Oczyścić lufę z tłuszczu i waga może nadal być tak prosty sposób - po czym przetarcie wilgotną ściereczką i przesiewa jesionu lub kredy, i parzone wrzącą wodę i dokładnie wytrzeć suchą ścierką.
Proces bluing metalu "zardzewiały lakier"
Lufy albo też wszelkie inne części metalowe zanurza w stężonym roztworze, który składa się z azotanu sodu. Gorąco prawie gotować. Jeśli powtórzysz dwa razy, czarny film będzie miał grubość 1,5 mikrona. Następnie umyj i osusz. Na koniec schodzimy do oleju (temperatura wynosi około 120 stopni). Metal ogrzewa się aż do uzyskania szkarłat i ostrożnie rozcierać głowy strzałką.

Niezależnie od sposobu fa, temperatura roztworu, zawsze co najmniej 90 stopni, a części należy przechowywać w roztworze na 15-30 minut.
Aby sprawdzić, na jakim etapie procesu, zakończona, czy nie, wyjąć lufę na zewnątrz. Przyjrzyj się bliżej, czy ciecz równo przykrywa beczkę. Proces zostanie zakończony, gdy ciecz nie zbierze się w kroplach.
Po zakończeniu tego procesu, każda część wymywa się bieżącą wodą i suszy wymazywania włosów. Następnie zaczynamy stosować "zardzewiały lakier". Jest to konieczne do zrobienia, zanim w wyniku kontaktu z powietrzem naturalnej warstwy tlenku na metalu.
Pnie pokryte dwukrotnie, za pomocą pędzla jest stosowany do powlekania powierzchni lufy, usunąć nadmiar, w temperaturze od 40 do 60 stopni, suszone, a następnie powtórzyć procedurę. Aby jakości nagniatanie - nie dotykać gołymi rękami pni. Po wyschnięciu powierzchni, powinien on przybrać ciemnopomarańczowy kolor.

Potem przychodzi proces spawania. Trzeba przygotować roztwór, który zawiera czystą wodę i kwas azotowy (1 litr wody, 1-1,5 ml kwasu).
Na początek zagotuj wodę w zbiorniku na kilka minut, a następnie zanurz tam łodygi. Najlepiej jest powiesić pnie na mocnych linach wykonanych z naturalnych materiałów przewiązanych drewnianymi patyczkami, aby mogły swobodnie zwisać w wannie bez dotykania ścian ani dna. Konieczne jest gotowanie ich przez około 15 minut we wrzącym roztworze. Pnie będą miały aksamitnie czarny odcień. Jeśli nie otrzymałeś idealnego czarnego koloru od pierwszego razu, nie denerwuj się. Następnym razem ta usterka zostanie usunięta.
Kolejny etap to grasowanie. Za pomocą okrągłej metalowej szczotki mocującej wiertarkę lub szlifierkę usuń luźną patynę, aż na metalowej powierzchni pojawi się błyszczący czarny film. Pamiętaj, aby pracować z pędzelkiem, potrzebujesz okularów.

"Zardzewiały lakier" na pokrycie pni musi być co najmniej osiem razy, to znaczy 4 trawienie i 4 kratsevaniya.
Po zakończeniu ostatniego procesu stłuczenia wykonano ostatnią operację - natłuszczanie. Pnie, które mają już jednolity grafitowy kolor, zanurzono na 5 minut w naczyniach, gdzie nalewano olej maszynowy lub naturalny olej suszący. W przypadku oleju silnikowego należy go podgrzać do 110 stopni.

Nagniatanie stali przy użyciu oleju konopnego lub maszynowego, oleju lnianego
O dziwo, możliwe jest dość łatwe zakopywanie metalu w domu przy użyciu zwykłych olejów - ta metoda jest uważana za najprostszą. W tym celu algorytm działania jest następujący: odtłuszczamy metal za pomocą detergentu, który myjemy, co pomoże nadać bardziej równomierny kolor. Na kuchence gazowej rozgrzej metal, aż pojawi się brązowy kolor. A jednocześnie bierzemy szmatkę, którą najpierw zwilżamy olejem (roślinnym lub maszynowym) i ocieramy powierzchnię. Ponownie podgrzej metal, aby pozbyć się resztek oleju. W rezultacie otrzymujesz radykalny czarny kolor. W ten sam sposób możesz spalić ostrza noży, inne metalowe części broni.
Jako płyn do wybielania również klasyczne opcje - olej lniany, konopie lub olej lniany.

Nie ma między nimi żadnej szczególnej różnicy. Olej lniany otrzymywany jest w wyniku długotrwałego podgrzewania i gotowania oleju lnianego. Olej ten zawiera wiele nienasyconych kwasów organicznych. Dzięki temu w powietrzu jest utleniany i polimeryzowany. Nie zaleca się stosowania niebieskiego oleju do produkcji oleju lnianego.
Ponadto, jako opcja - lube. Każdy olej zrobi: silnik M8 lub I20. Możesz użyć maszyny do przetwarzania I-20. Oleje półsyntetyczne, jak również syntetyczne, mogą dać zły wynik, każdy z nich musi zostać sprawdzony osobno. W przypadku stosowania oleju mineralnego lub oleju lnianego, odcień niebieskiego jest prawie taki sam. Jednak te powłoki mają różne właściwości.

Po podgrzaniu powierzchnia żelaza jest impregnowana olejem mineralnym, zwęglona, koksowana, a za pomocą oleju schnącego tworzy się bardziej gęsta powłoka na powierzchni pnia, lepiej chroni przed korozją i lepiej się trzyma. Wynika to z faktu, że ze względu na utlenianie powietrza olej lniany na powierzchni stali "wysycha".
Po zanurzeniu metalu w cieczy, oczekujemy trochę i wyjmujemy obiekt. Czas ekspozycji zależy od grubości metalu. Jeśli został użyty olej mineralny, należy ostrożnie wytrzeć pozostały olej szmatką. Podczas gdy jest gorąco - łatwiej jest szorować. Jeśli wziąłeś olej lniany, usuń plamy i pozostaw do wyschnięcia. Gorące siemie lniane wysychają znacznie szybciej.
Proces wygaszania jest dość długi i czasochłonny, jednak broń, która przeszła tę procedurę przez długi czas, doskonale przeciwdziała korozji.
Można również kupić gotowe kompozycje do bluinga, między innymi "Clover" (Ballistol Klever-Schnellbrunierun) od niemieckiego producenta F.W. Klever GmbH.

Utlenianie lufy za pomocą ciekłych odczynników chemicznych
Ta metoda jest dość skomplikowana, praktycznie przemysłowa, ale jeśli dostaniesz odczynniki, rezultat będzie po prostu niesamowity! Skład: na 10 l wody - 13 g rtęci chloru, 5 g siarczanu miedzi, 300 g stałego chlorku żelazowego, 8,5 g eteru dietylowego, 170 g etanolu, 170 kg stężonego kwasu azotowego. Roztwór przygotowuje się następująco: najpierw rtęć chloru rozpuszcza się w gorącej wodzie (około 2 litry). Następnie pozostałe sole dodaje się do uzyskanego roztworu. Następnie dodać 10 litrów zimnej wody, a następnie wstrzyknąć kwas azotowy, alkohol i eter. Metalowa powierzchnia musi być dobrze odtłuszczona, w przeciwnym razie okazałoby się, że jest nierówna. Do takich prac należy używać osobistego wyposażenia ochronnego.

Stary sposób stępiania pni bez lutowania cyną
Ten przepis pochodzi z książki "Strzelba" Buturlina SA, 1936. Charakteryzuje się prostotą i bardzo wysoką wydajnością.

Aby to zrobić, węgiel brzozowy lub osika (wypiekany w koksie z ogniska) jest kruszona na proszek, a następnie przesiewana przez sito. Proszek wlewa się do puszki lub innego metalowego pudełka (tylko nitowane, bez lutowania!) I ogrzewa się na piecu, aż iskry zaczną się zlewać z mieszaniem w proszku. Następnie do tego proszku włożono dobrze oczyszczone żelazne lub stalowe części lufy. Najlepiej naciągnąć je na drucie, aby wygodniej było je wyjąć. Pnie muszą być całkowicie zanurzone w proszku i pokryte nim, ale nie mogą dotykać dna i ścian skrzyni.
Wideo "Napraw bluing broni"
Film o tym, jak produkować koniczyny "Koniczyna"
Nagniatanie stali pozwala nie tylko zwiększyć zewnętrzną atrakcyjność broni (pistolet PM, karabin myśliwski, nóż itp.), Ale ma również praktyczne konsekwencje, ponieważ lufa traci blask i staje się mniej widoczna dla celu. Również zabarwienie chroni metal przed procesami korozyjnymi.
Metody bluingowe są bardzo liczne. Wymień je wszystkie trudne w tym artykule. Dlatego mieszkamy tylko na najbardziej popularnych i stosunkowo niedrogich.

Utlenianie kwasów
Najbardziej znaną metodą stępienia jest utlenianie kwasem. W procesie obróbki metalu stosuje się specjalne rozwiązanie - "zardzewiały lakier". Znaczenie przetwarzania tej metalowej substancji polega na przyspieszeniu procesu korozji. Poprzez swój skład "rdzewiejący lakier" jest roztworem soli żelaza, czasami zawierającym inne składniki metalowe.
Aby stworzyć "rdzewiejący lakier" będziesz potrzebować:
- kwas solny - 50 mililitrów;
- kwas azotowy - 54 mililitry;
- żeliwo lub wióry ze stali węglowej - 30 gramów;
- waga metalowa - 20-30 gramów;
- woda destylowana - 1 litr.
Rozwiązanie jest dopuszczalne do przygotowania tylko na ulicy, ponieważ jego składniki są toksyczne. Konieczne jest, aby przepływ powietrza pochodził od osoby, ponieważ w trakcie reakcji zachodzi wydzielanie gazu.

Instrukcje dotyczące przygotowania roztworu:
- Napełnij 50 mililitrów kwasu chlorowodorowego w szklanej kolbie o pojemności 1,5 litra.
- Dodać do pojemnika chipsy, wagę i kwas azotowy w równych częściach.
- Po pewnym czasie roztwór zmieni kolor na zielony i zacznie się gotować. Oznacza to, że rozpoczęło się uwalnianie gazu. Gaz wydaje się być brązowawy.
- Czekamy, aż reakcja ustanie i dodaje kolejną partię żetonów, skali i kwasu azotowego w tych samych proporcjach.
- Gdy kolejna reakcja ustanie, dodaj pozostałości powyższych substancji.
- Przy wyjściu będziemy mieli kompozycję koloru czerwonego, podobną konsystencją do śmietany. Pozwól parzyć przez 24 godziny. Pojemnik z kompozycją musi być hermetycznie zamknięty.
- Po dniu przejdź do następnego etapu. Napełnij naczynia 1 litrem wody destylowanej. Ta kompozycja może być uważana za gotową do użycia.
- Mieszamy mieszaninę i wlewamy ją do pojemnika z szeroką szyjką, przez którą będzie wygodnie przyjmować roztwór do pracy.
Zwróć uwagę! Nierozpuszczone składniki mogą pozostać na dnie pojemnika. Oznacza to, że reakcja była niewystarczająca.
Szlifowanie
Przed przystąpieniem do utleniania powierzchnię należy poddać szlifowaniu. Szlifowanie wykonuje się w kilku przejściach. Przede wszystkim mijamy powierzchnię papieru ściernego: najpierw gruboziarnistą, potem drobnoziarnistą. Wykończ szlifowanie drobnym materiałem ściernym.
Salinizacja
Ta procedura jest zwykle przeprowadzana w odniesieniu do elitarnej broni. Solenie (inna nazwa - mata) wykonuje się za pomocą okrągłych szczotek i past, które obejmują ścierniwo, techniczny smalec i stearynę. Zmniejszają się właściwości wymazywania papieru ściernego, rozmazanego smalcem. W tym przypadku film tlenków usuwa się za pomocą materii organicznej zawartej w tłuszczu.

Efektem pracy powinna być płaska i gładka powierzchnia, aby metal był łatwiejszy w posługiwaniu się pastami do polerowania. Solenie należy przeprowadzić tuż przed nałożeniem pasty.
Odtłuszczanie
Zadaniem tego etapu przygotowania jest usunięcie plam tłuszczu z metalu, w tym olejów mineralnych. Faktem jest, że tworzenie filmu tlenkowego jest możliwe tylko na czystej powierzchni.
Będziesz musiał przygotować środek odtłuszczający składający się z następujących składników (na 1 litr wody):
- soda kaustyczna - 10-15 gramów;
- fosforan trisodowy - 50-70 gramów;
- soda kalcynowana - 30-40 gramów;
- płynne szkło - 3-5 gramów.

Jeśli szyny są lutowane lutem cyny, będziesz potrzebować innego rozwiązania:
- soda kalcynowana - 100-150 gramów;
- płynne szkło - 20-30 gramów.
W obu przypadkach roztwór należy ogrzać do około 100 stopni Celsjusza. Okres zanurzania produktów w roztworze wynosi od 20 do 30 minut. Metal beztłuszczowy jest myte w wodzie. Zabieg "lakierem rdzy" należy rozpocząć natychmiast po umyciu broni.
Nakładanie lakieru
Zastosuj "zardzewiały lakier" za pomocą pędzla (nie grubej warstwy). Zwracamy szczególną uwagę na koniec pnia. Nadmiar lakieru, krople, smugi delikatnie usuń szczotkę. Powinieneś unikać dotykania broni w czasie lakierowania, ponieważ uzyskanie pożądanego rezultatu nie będzie możliwe.
Pod koniec lakierowania umieszczamy broń w ciepłym miejscu. Temperatura w miejscu przechowywania beczki powinna być w zakresie 40-60 stopni powyżej zera. W miarę jak metal wyschnie, stopniowo zacznie przybierać jasnoczerwony kolor.

Wysuszona powierzchnia pokryta jest kolejną warstwą lakieru. Wysuszyć materiał ponownie. W końcu metal zmieni kolor na ciemny pomarańczowy.
Spawanie
Przede wszystkim przygotowujemy rozwiązanie do odparowania w kąpieli parowej. W wannie można użyć 100-milimetrowego kawałka rury ze spawanym dnem. Również do rury należy przymocować element grzejny z czajnika elektrycznego.
Napełnij wannę wodą deszczową. Jest to woda deszczowa, która jest potrzebna, a nie woda pobierana z wody, ponieważ ta ostatnia ma w swoim składzie dodatki, które nie pozwalają na dobrą jakość gotowania.
Aby utlenić materię organiczną zawartą w wodzie, dodaj kwas azotowy. Zalecana proporcja: 1-2 mililitry na 1 litr wody. Następnie doprowadzić wodę do wrzenia i odczekać kolejne 3-5 minut, aby płyn w łazience był gotowy do odparowania.
Metal, który z powodu tlenków otrzymał ciemnopomarańczowy kolor, jest trzymany we wrzącym roztworze przez 15 minut. Stopniowo pień zaczyna nabrać aksamitnego czarnego koloru. Jeśli parowanie nie przyniosło rezultatu, a metal nadal jest czerwony, nie jest to straszne, ponieważ po raz pierwszy czernienie nie zawsze ma miejsce. Może to być spowodowane niedostatecznym odtłuszczaniem metalu lub słabym czyszczeniem powierzchni.
Grouse
Aby wykonać szczotkowanie, potrzebna jest okrągła szczotka wyposażona w napęd elektryczny. Możesz zrobić pędzel w domu. Aby to zrobić, musisz kupić cienką siatkę drucianą, w której średnica otworów będzie 0,1-0,15 mm. Wytnij kilka okręgów lub kwadratów w siatce i wykonaj otwór w środku. Całość pakujemy na trzpieniu za pomocą podkładki i nakrętki. Jako napęd elektryczny można użyć wiertarki, szlifierki, silnika itp.
Wskazówka! Podczas pracy z pędzlem do szczotkowania należy zachować ostrożność podczas noszenia okularów.
Usuwamy metalową powierzchnię kruchego żelaznego nalotu. Zadaniem jest uzyskanie błyszczącej czarnej folii na całej powierzchni beczki. Jeśli metal w niektórych obszarach nie zmienił się na czarny i zachował czerwony kolor, to po raz pierwszy nie powiodło się. Jednak nie zniechęcaj się, ponieważ jest to tylko pierwsza nieumiejętna operacja przepisanych ośmiu. Tak więc, aby osiągnąć ten wynik, potrzebne są cztery wyciągnięcia i cztery marszczenia.
Olejowanie
Pod koniec czwartego etapu szczotkowania metal nabędzie kolor grafitowy. Aby usunąć resztkową wilgoć z filmu tlenkowego (i jej grubość jest w granicach 0,7-1,5 mikrona), konieczne jest natłuszczanie.
Impregnacja olejem polega na zanurzeniu utlenianego metalu w kąpieli o neutralnym, ogrzanym oleju. Zastosowanie dowolnego oleju silnikowego, podgrzewanego do temperatury 105-110 stopni Celsjusza. Procedura olejowania prowadzona jest przez 5 minut.
Zwróć uwagę! Nie należy stosować zimnego smaru, ponieważ jest on zbyt lepki i dlatego nie może wnikać w pory filmu tlenkowego.
Utlenianie zgodnie z metodą Buturlina
Aby przygotować roztwór według metody Buturlina, należy przygotować nasycony roztwór siarczanu miedzi. Na każde 250 gramów witriolu dodaje się 5-6 kropli kwasu siarkowego. Wkładamy metal do garnka roztworem i trzymamy go tam, aż zacznie przypominać czerwoną miedź w kolorze. Następnie wyjmij broń z roztworu i umyj ją w czystej wodzie. Po przepłukaniu opróżniamy płyn i dokładnie płuczemy pojemnik.

Następnym krokiem jest rozpuszczanie hiposulfitu, siarczynu sodu w gorącej wodzie. Szacowana proporcja: 200 gramów na 250 gramów wody. Roztwór jest filtrowany za pomocą lejka, który jest wkładany do bibuły filtracyjnej lub chłonnej bawełny. Następnie dodaj kwas solny lub chlorowodorowy (2% objętości roztworu) do roztworu. W wyniku mieszania powinno powstać ciecz o barwie ciemnożółtej.
Rozgrzać roztwór do wrzenia i włożyć do niego metal. Czas, w którym beczka znajduje się we wrzącej wodzie, wynosi 5-10 sekund. Następnie usuń broń i podlej ją zimną wodą.
Sprawdzamy beczkę pod kątem barwienia i umieszczamy ją w wannie na nie więcej niż pół minuty. Następnie bierzemy metal, myjemy go w czystej zimnej wodzie i ponownie sprawdzamy powierzchnię pod kątem jakości barwienia. Kiedy lufa osiąga pożądany kolor, to jest wystarczająco ciemno, musi być bardzo ostrożnie, bez dotykania go dłońmi, myte w zimnej bieżącej wodzie.
Zwróć uwagę! Intensywność koloru zależy od czasu przechowywania metalu w roztworze. Nie zaleca się zbyt długiego trzymania lufy w metalu, ponieważ istnieje ryzyko zbieżności powłoki. W takim przypadku należy powtórzyć procedurę ponownie.
Roztwór pirosiarczynu można wylać z kąpieli do szklanego naczynia. Ta kompozycja może nadal być przydatna do ponownego utleniania, jeśli doda się do niej kwas chlorowodorowy. Kąpiel starannie wypłukano z resztek roztworu.
Wykonaj w czystym zbiorniku roztwór ałunu potasowego. Aby to zrobić, potrzebujesz 120 gramów proszku ałunowego na 1,25 litra wody. Umieść broń w roztworze na 12 godzin. Po upływie tego okresu wyjmujemy metal i myjemy go w zimnej wodzie. Dajemy beczce do wyschnięcia i lekko podgrzać, a następnie wytrzeć powierzchnię miękką płachtą lnianą zanurzoną w oleju silnikowym. Następnie pozostaw metal do wyschnięcia w stanie zawieszonym na tydzień. Po wyschnięciu lufy jego powłoka nabra niebiesko-czarnego koloru.
Inne metody bluingowe
Poniżej znajduje się kilka innych metod bluingowania broni:
- Podgrzej bagażnik do intensywnego ciepła i energicznie potrzyj nim krwawoczerwonym. Jak tylko metal się ochłodzi, kontynuuj ogrzewanie. W rezultacie metal uzyska niebieskawy odcień.
- Pocieramy polerowaną beczkę oliwą z oliwek. Następnie posyp metalem przesiany popiół z litego drewna. Układamy bagażnik w górnictwie węgla drzewnego. Jak tylko metal zacznie świecić na biało, wyjmujemy go i pozwalamy mu ostygnąć. Następnie dwukrotnie przetrzyj materiał: najpierw wysusz, drugi raz - oliwą z oliwek. Kolor metalu ostatecznie zmieni kolor na szary.
- Poniższa metoda zapewni pniu brązowy kolor. Aby to zrobić, potrzebujesz rozwiązania następujących składników: siarczan miedzi - 120 gramów, kwas azotowy - 240 gramów, 90% alkoholu - 250 gramów, wody - 1 litr. Ponadto po rozpuszczeniu witriolu należy dodać wodę i alkohol. Przygotowany roztwór nanosi się na metal, a gdy wyschnie, po raz pierwszy ocieramy lufę cienką szczotką cienkim drutem, a drugą szczotką ze sztywnym włosiem. Powtórz tę procedurę 2-3 razy przez 3 dni, a po tym czasie otrzymamy brązowy materiał. Ostatnią rzeczą do zrobienia jest przepłukanie beczki we wrzącej wodzie, a następnie wytrzeć ją szmatką i posmarować oliwą z oliwek.
- Piękna powierzchnia może być uzyskana przy użyciu następującego składu: chlorek cynku - 20 gramów, siarczan miedzi - 20 gramów, woda - 1 litr. Czasami roztwór staje się nieprzejrzysty, a następnie trzeba dodać kilka kropli kwasu chlorowodorowego do płynu. Następnie natłuszczamy powierzchnię dużą ilością roztworu i powtarzamy tę operację 2-3 razy po wyschnięciu metalu. Po natłuszczeniu wytrzyj powierzchnię miękką szczotką. Powtórzyć procedurę smarowania przez 4 dni. Aby przyspieszyć proces, możesz lekko ogrzać beczkę.
- Wyraźny ciemny ton można uzyskać za pomocą następujących składników roztworu: krystalicznego żelaza i pół chloru - 500 gramów, antymonu trichlorku obojętnego - 500 gramów, kwasu galusowego - 250 gramów, wody - 1 litra. Powstałą kompozycję traktuje się kilka razy powierzchniowo, za każdym razem pozwalając jej wysuszyć. Po wyraźnym ściemnieniu metalu myjemy produkt w wodzie, suszymy i przecieramy olejem lnianym.
- Przetwarzanie "Clover". W tym przypadku mówimy o środkach produkcji fabrycznej - "Koniczynie". Przed nałożeniem my myjemy metal z tłuszczu i brudu. Następnie przetwarzamy powierzchnię "Clover", która wkrótce nabędzie żółto-białego koloru. Zmyć substancję wodą i osuszyć powierzchnię.
Damascus steel burner
Stal damasceńska nie jest niezależnym rodzajem metalu. Jest to tylko mieszanina cząstek stali i kutego żelaza. W procesie wytrawiania metodą kwaśnego chwastu na metalu powstaje specjalny wzór, który wygląda jak ozdoba, w tym ciemne i jasne linie. Ponadto, jeśli proces jest przeprowadzany prawidłowo, jasne i ciemne kreski są ściśle ze sobą powiązane.

Istnieje kilka sposobów na spalanie stali damasceńskiej:
- Do produkcji roztworu używamy następujących składników: siarczan miedzi - 8 gramów, kwas azotowy - 30 gramów, kwas solny - 2 gramy, alkohol - 30 gramów, woda - 1 litr. Najpierw rozpuścić siarczan miedzi w wodzie, a następnie dodać inne składniki. Przed użyciem kompozycja powinna mieć możliwość zaparzenia przez kilka dni. Przy wyjściu dostajemy brązową, polerowaną stal.
- Aby uzyskać czarny kolor stali damasceńskiej, należy ją najpierw wypolerować. Polerujemy polerowaną powierzchnię olejem drzewnym za pomocą ściereczki, a następnie skrapiamy metal popiołem z litego drewna. Następnie umieść beczkę na gorącym węglu drzewnym i nadaj metalowi czarny kolor. Po wyjęciu beczki usuniętej z ognia, wytrzyj ją szmatką namoczoną w wodzie i zakwaszoną kwasem siarkowym. Produkt myjemy w czystej wodzie, suszymy i natłuszczamy olejem. W rezultacie otrzymujemy beczkę, w której wszystkie punkty odpowiadające ziarnom stali stają się lekkie. W tym samym czasie obszary, w których znajduje się żelazo, stają się czarne.
- Wygląda bardzo stylowo zabarwiona broń Damaszku, jeśli jest wytrawiona "z ulgą". Przy takim trawieniu żyły stalowe wyróżniają się na tle miejsc, w których znajdują się żelazne rdzenie. Innymi słowy, trawienie wpływa tylko na żelazo. Aby osiągnąć ten efekt, wykonujemy roztwór składający się z 30 gramów kwasu solnego i 1 litra wody. Umieść broń w roztworze na 4 godziny. Następnie wyjmujemy metal i myjemy go w wodzie, pocierając go osetem. Dajemy beczkę do wyschnięcia, a następnie traktujemy ją olejem i ogrzewając na gorącym węglu drzewnym.
Proces bluingowy wymaga ścisłego przestrzegania standardów technologicznych, nie można go nazwać prostym. Dlatego w przypadku braku umiejętności decyzja o oddaniu lufy specjaliście, który wykona pracę szybko i sprawnie, jest zrozumiała.
Palenie broni to nic innego jak sztuczne osadzanie się warstw tlenków na pniach, które zwiększają ochronne właściwości metalu. Jednym z wielu sposobów jest kwaśne utlenianie lub "lakier rdzewienia" - związek, który powoduje zwiększone utlenianie powierzchni stali, tworząc magnetyczny tlenek żelaza.
Jak przywrócić blueing? Niezależna lufa pistoletu
Mówi się, że zabarwienie metalu jest niczym więcej niż sztucznym odkładaniem się warstw tlenków na pniach, które zwiększają ochronne właściwości metalu. Jednym z wielu sposobów jest kwaśne utlenianie lub "lakier rdzewienia" - związek, który powoduje zwiększone utlenianie powierzchni stali, tworząc magnetyczny tlenek żelaza.
Do przygotowania "lakieru rdzy" potrzebne będą: 50 ml technicznego kwasu chlorowodorowego, 54 ml stężonego kwasu azotowego, 30 g żelaza lub wiór stalowy, 20-30 g tlenku metalu, 1 litr wody destylowanej.
Przygotowanie "zardzewiałego lakieru" powinno odbywać się wyłącznie na wolnym powietrzu i po zawietrznej stronie, w przeciwnym razie istnieje ryzyko zatrucia gazów uwalnianych podczas gotowania. Wlej 50 ml kwasu chlorowodorowego do naczynia szklanego, dodaj jedną trzecią wiórków żelaza i zgorzelinę, a następnie ostrożnie dodaj jedną trzecią kwasu azotowego.
Po pewnym czasie mieszanina zmieni kolor na zielony i zacznie wrzeć, silnie emitując ciepło i gaz o brązowym zabarwieniu. Kiedy bąbelkowanie trochę się uspokoi, dodaj tyle wiórów ze skalą i jedną trzecią kwasu azotowego. Reakcja wznowi się, a następnie ponownie opadnie, po czym można dodać pozostałości żetonów i kwasu.
W wyniku tego świętego aktu powinieneś otrzymać masę czerwonego koloru, który musi być w stanie zaparzyć przez co najmniej 24 godziny w zamkniętym pojemniku. Po jednym dniu dodaj do masy 1 litr wody destylowanej. Szczęście jest gotowe. Nie wymaga specjalnych warunków przechowywania i może służyć przez wiele lat. Ponadto w gotowej formie jest całkowicie bezpieczny.
Teraz musimy przygotować powierzchnię metalu, to znaczy, musi być starannie wypolerowana i wypolerowana. Zaczynamy szlifowanie stosunkowo grubym papierem ściernym do zera, a następnie przechodzimy do obróbki cienkich materiałów ściernych.
Następnie odtłuść powierzchnię metalu. Aby poprawić ten proces, biorąc pod uwagę różne rodzaje tłuszczów i olejów, które należy usunąć, do roztworu dodać emulgatory. Jedną z tych substancji jest "płynne szkło" lub zwykły klej biurowy.
Tak więc, rozwiązania do odtłuszczania na litr wody:
Opcja 1.
Soda kaustyczna lub soda kaustyczna - 10-15 g.
Fosforan trójsodowy - 50-70 g.
Soda kalcynowana - 30-40 g
Płynne szkło - 3-5 g.
Opcja 2.
Jeśli szyby są lutowane lutem cynowym, lepiej zastosować następujący skład:
Soda kalcynowana - 100-150 g
Płynne szkło - 20-30 g.
Opcja 3.
Polerowany metal:
1. Zanurz lufę broni lub jej metalową część w stężonym roztworze ługu alkalicznego zawierającego azotan sodu. Podgrzać prawie do wrzenia. Grubość czarnej folii będzie wynosić do 1,5 mikrona. z podwójnym powtórzeniem. Następnie spłucz i osusz i przez 5-7 minut zanurz w oleju o temperaturze 105 - 120 stopni.
2. Rozgrzać metal do karmazynowego koloru i dobrze wetrzeć za pomocą główki cebuli.
Opcja 4.
Najłatwiejszy sposób zakopania metalu jest następujący: można to zrobić w domu. Aby to zrobić, musisz odtłuścić metal, który zamierzamy zakopać, przemyć detergentem, aby uzyskać gładsze przetarcie, następnie podgrzać go na kuchence gazowej, aż pojawi się brązowy odcień. I natychmiast pocierać ten gorący kęs szmatką zanurzoną w oleju (odpowiednia maszyna lub warzywo). Następnie metal jest ponownie ogrzewany, aby uwolnić pozostały olej. Dostajemy radykalny czarny kolor.
Niezależnie od trzech opcji, które wybierzesz, temperatura roztworu powinna wynosić co najmniej 90-100 stopni, a czas przebywania części w roztworze - 15-30 minut. Aby sprawdzić, czy proces się zakończył, wystarczy wyjąć beczki i sprawdzić, czy płyn pokrywa je równomiernie. Jeśli nie spadnie, proces jest zakończony.
Teraz wszystkie części należy dokładnie spłukać pod bieżącą wodą, wytrzeć, osuszyć lub przedmuchać sprężonym powietrzem i natychmiast rozpocząć nakładanie "zardzewiałego lakieru" bezpośrednio do momentu, w którym naturalna folia tlenkowa utworzy się na metalu z powodu kontaktu z powietrzem.
Przykryj pnie powinny być dwa razy, a mianowicie: za pomocą pędzla do nałożenia lakieru na powierzchnię tułowia, za pomocą pędzla, aby usunąć cały jego nadmiar, a następnie wysuszyć w 40-60 stopni, powtórz wszystko ponownie. Staraj się unikać złej jakości bluingu, aby nie dotykać pni gołymi rękami. Po wyschnięciu powierzchnia powinna nabrać ciemnopomarańczowego koloru.
Potem przychodzi gotowanie. W tym celu należy przygotować roztwór czystej wody (nie z kranu) z dodatkiem kwasu azotowego w ilości 1-1,5 ml na litr wody, zagotować wodę w zbiorniku przez kilka minut, a następnie zanurzyć łodygi w kąpieli do wrzenia i zagotować je we wrzącym roztworze. minuty Pnie powinny mieć aksamitny czarny kolor. Jeśli idealny czarny kolor nie zadziałał po raz pierwszy, nie denerwuj się - przy dalszym trawieniu ta wada zostanie wyeliminowana.
Następnym krokiem będzie jigowanie, tj. Za pomocą okrągłej metalowej szczotki przymocowanej do szlifierki lub wiertła należy usunąć luźne osady z powierzchni metalu, aby uzyskać lśniący czarny film. Podczas pracy z pędzelkiem należy nosić okulary ochronne.
Całkowita liczba powłok pni z "rdzawym lakierem" musi wynosić co najmniej osiem (czasami dziesięć, aż pojawi się nasycony czarny kolor), dlatego muszą istnieć cztery trawienia i cztery szczotkowania.
Po czwartej operacji szczotkowania rozpoczyna się ostatni etap - olejowanie. Pnie, teraz jednolicie grafitowe, zanurzane są na pięć minut w naczyniach z olejem obojętnym (maszynowym), który ogrzewa się do 105-110 stopni lub naturalnego oleju schnącego.
Proces ten oczywiście nie jest szybki i żmudny, ale broń, która została poddana tej procedurze przez dość długi czas, jest doskonale odporna na korozję, nawet w najbardziej niesprzyjających warunkach.
Co to jest niebieska broń? Co daje i jak robić w domu? Takie pytania interesują wielu początkujących na ścieżce doskonalenia, jako myśliwego. Nagniatanie stali początkowo, z punktu widzenia technologa, jest procesem nakładania cienkiej powłoki na metal w wyniku reakcji chemicznej.
Proces ten jest postrzegany przez wielu tylko z jednej strony - niebieskawy pień wygląda pięknie. Istnieją jednak co najmniej dwie dodatkowe zalety: metal powlekany folią jest mniej podatny na korozję, dodatkowo powłoka może mieć odcienie, co daje dodatkowe przebranie broni. Oba te czynniki są niezwykle ważne dla prawdziwego łowcy. Z tego powodu bluenie broni jest ważnym procesem.
Funkcje technologiczne
Często słyszy się, że bluing broni jest możliwy tylko w fabryce. To nie jest całkowicie prawdziwe stwierdzenie. Tak, w przemysłowej obróbce stali osiąga się zmianę w planie chemicznym górnej warstwy metalu, a przeważający tlenek żelaza odgrywa główną rolę ochronną w tym procesie.
Nie jest łatwo osiągnąć wysokiej jakości czernienie metali w domu, według niektórych ekspertów niemożliwe jest nawet utlenienie stali w domu z zachowaniem przemysłowych standardów jakości, ale istnieje wiele innych sposobów, które mają ten sam efekt i są całkiem możliwe do zastosowania w domu dla każdego. Wszystkie te "domowe" technologie można podzielić na trzy grupy zgodnie z podstawowymi zasadami procesu.
Zwyczajowo wyróżnia się:
- stal do stapiania na zimno;
- stal do ulepszania cieplnego;
- obróbka utleniacza.

Zasady i bezpieczeństwo
Niezależnie od tego, która z tych metod zostanie wybrana, w każdym przypadku należy wykonać szereg procedur w następującej kolejności:
- Skrobanie powierzchni, na której spala się stal.
- Szlifowanie powierzchni do idealnego stanu.
- Odtłuścić (obowiązkowo), po tym etapie powinien działać tylko w gumowych rękawicach.
- Wykorzystanie narzędzi do bluing metalu w domu.
- Wykończenie powierzchni metalowej.
Oczywiste jest, że stalowe pieczenie w domu jest sklasyfikowane jako bardzo niebezpieczna praca i dlatego przestrzeganie pewnych zasad ma kluczowe znaczenie. Pierwszą rzeczą, którą należy zrozumieć, jest to, że roztwory zawierają aktywne i agresywne chemikalia, więc ciecz do stępiania stali powinna być przechowywana w specjalnie do tego celu przeznaczonym pojemniku, jednak cały proces należy również przeprowadzić w specjalnie przygotowanym do tego celu pojemniku.
Bardzo ważne jest, aby pamiętać, że wiele kompozycji do barwienia zawiera kwasy iz tego powodu naczynia powinny być szklane, porcelanowe lub ceramiczne, i wskazane jest, aby nie używać metalowych pojemników.
Po drugie, w procesie przygotowania odcienia pni, są prace nad mechanicznym czyszczeniem metalu, co oznacza, że osoba wykonująca tę pracę musi mieć środki ochrony przed mechanicznym uszkodzeniem skóry i oczu.
Również takie działania wymagają pracy w dobrze wentylowanym pomieszczeniu, ponieważ oddychanie pyłem i chemikaliami nie jest dla nikogo przydatne. Pumeks, papier ścierny i drobny piasek to zalecane narzędzia do czyszczenia i szlifowania powierzchni.
Na początku należy dokładnie zrozumieć kolejność i kolejność czynności, w przeciwnym razie produkt może zostać uszkodzony. Należy również pamiętać, że zabarwienie metalu - działa z bardzo niebezpiecznymi i agresywnymi chemikaliami, kontakt ze skórą, która może spowodować poważne oparzenia chemiczne.

Zimne nagniatanie: cechy, zalety, wady
Dość często pytanie o to, jak zakopać stal w domu, daje się dowolną opcją zimnej metody bluingowej. Zwykle ta metoda jest stosowana w przypadkach, gdy część nie doświadcza silnych efektów mechanicznych. Z nazwy jasno wynika, że taki proces stępienia pni w domu następuje bez narażenia na ciepło. W praktyce stosuje się różne rozwiązania.
Dzięki rozwiązaniu i pędzelkowi
Istnieje kilka opcji przemysłowych gotowych mieszanek do nakładania ich na metalową powierzchnię za pomocą pędzla. Oznacza to niebieską produkcję krajową "Raven 3", a także dobrze znane środki do zaabsorbowania importowanej mieszaniny "Paris oxide".
Korzyści są widoczne gołym okiem. Jest to prostota procesu, a także fakt, że stalowa ciecz do starzenia nie musi być przygotowywana niezależnie, a wymagania dotyczące bezpieczeństwa i warunków procesu są minimalne.
Ale ta metoda ma swoje wady. Bardzo trudno jest przebić pędzel we wszystkie "pęknięcia" części dzięki jej złożonej konfiguracji. Aby "gładkość" produktu wymagała dodatkowego polerowania. Cóż, i najgorsze w takim odcieniu pni, fakt, że nawet niewielkie mechaniczne uszkodzenie pozostawi ślad i leczenie będzie musiało zostać powtórzone.
Metoda zanurzenia
Druga opcja polega na zanurzeniu w celu zakopania metalowej części w roztworze. Główną zaletą tej metody jest to, że ciecz wnika w "wszystkie szczeliny" tej części i pokrywa ją jednolitą warstwą ochronną. Po drugie, płyn nie jest rozpylany, jak w pierwszym przypadku, gdy jest nakładany za pomocą pędzla.
Przepisy na zimne nanoszenie folii ochronnej można przyjąć w następujący sposób:
- Chlorek żelaza (FeCl 3) - 75 gramów; etanol (alkohol etylowy, alkohol medyczny C 2 H 5 OH) - 30 gramów; siarczan miedzi (niebieski vitriol, CuSO 4 (bezwodny biały) lub CuSO 4 * 5H 2 O (niebieski)), kwas azotowy (HNO 3) - 20 gramów każdy.
- Chlorek żelaza (FeCl 3) - 170 gramów; kwas azotowy (HNO 3) - 13,5 grama; kwas chlorowodorowy (HCl) i siarczan miedzi siarczan miedzi, CuSO 4 (bezwodny biały) lub CuSO 4 * 5H 2 O (niebieski)) - 4 gramy każdy.
Ta metoda nie jest odpowiednia dla tych, którzy próbują nauczyć się, jak zakopać nóż, ponieważ taka powłoka nie jest odporna na naprężenia mechaniczne i zostanie szybko usunięta. Dość często, problem, jak blefować broń, zaleca się rozwiązać za pomocą wybielania za pomocą zardzewiałego lakieru, jako jednej z najbardziej wydajnych i minimalnych metod kosztowych. Istota metody polega na obróbce elementu za pomocą bardzo aktywnego medium korozyjnego - "zardzewiałego lakieru". Ta mieszanina powinna zostać przygotowana jako pierwsza.

Zaleca się robić wszystko pod maską lub na zewnątrz po stronie zawietrznej, aby nie wdychać bardzo szkodliwych gazów powstałych podczas łańcucha reakcji. Najpierw 12 gramów kwasu chlorowodorowego (HCl) i kwasu azotowego (HNO 3) w ilości 20 gramów umieszcza się w szklanym (wymaganym) naczyniu (uwaga, nie patrzymy na objętość, ale na wagę, kwasy mają różną gęstość). W tym pojemniku z mieszaniną kwasów dodaj 30 g skali tlenku żelaza (rdza) i 5 gramów opiłków żelaza.
Reakcje należy przekazać. Następnie do powstałych produktów reakcji dodać 50 gramów wody destylowanej i alkoholu etylowego (alkohol medyczny C 2 H 5 OH).
Roztwór należy pozostawić na 12 godzin, a następnie oddzielić powstały roztwór od osadu i wytrącić sole. Teraz, aby bluedować w domu za pomocą tej metody, powinieneś umieścić część w roztworze i poczekać, aż część zmieni kolor na czarny. Następnie przedmiot należy umyć wodą i pędzelkiem, aby usunąć czerwone ślady po uderzeniu roztworu. Rezultatem jest bardzo dobry wynik chemicznego nagniatania.
Podobnie jak w pierwszym przypadku (za pomocą pędzla), aw drugim (przy użyciu roztworów), po przeprowadzeniu wszystkich procedur, zabarwione części należy dokładnie umyć przy użyciu detergentów. Niestety, ta metoda nie jest odpowiednia dla tych, którzy próbują nauczyć się, jak zakopać nóż, ponieważ ta powłoka nie jest stabilna i szybko się wymaże.

Hot bluing: cechy, zalety, wady
Wielu, zwłaszcza starzejący się rzemieślnicy, wolą strzelać z broni w wyjątkowo gorącym stylu, uznając tę metodę za jedyną słuszną. Argument jest bardzo prosty. W produkcie, który został zabarwiony na gorąco, powłoka trwa znacznie dłużej. Kolejną zaletą tej metody jest brak szkodliwych oparów.
Bardzo często metoda ta nazywa się "bluing in oil", co w rzeczywistości wyjaśnia technologię procesu. Technologia jest bardzo prosta, a błękitna stal własnymi rękami przy użyciu tej metody jest dość łatwa.
Na początek szczegóły rozgrzewają się, im więcej, tym lepiej. Następnie część zanurza się w oleju (to właśnie nadało tej metodzie nazwę "błękitna stal w oleju"). Może to być olej lniany, oliwa lub olej pistoletowy. Zasadniczo można nawet użyć zwykłego oleju silnikowego.
Po przetrzymaniu części w oleju przez około dziesięć sekund, część idzie, a olej powinien pozwolić się spuścić, w przeciwnym razie wystąpią plamy. Następnym krokiem jest "upiec" olej na powierzchni. W tym celu zwykle używa się palnika. Ważnym momentem stalowego zabarwienia w oleju jest określenie momentu gotowości produktu.
Wykwalifikowani rzemieślnicy twierdzą, że należy przerwać pieczenie w momencie, gdy część zaczyna zmieniać kolor z brązowego na czarny. Spalanie stali w oleju jest jednym z najstarszych i najbardziej sprawdzonych sposobów ochrony metali przed korozją, nie pozwalał mistrzom na wieki i teraz nie zawiedzie.

Przetwarzanie za pomocą czynnika utleniającego: cechy, zalety, wady
Dla chemika pytanie, jak zakopać stal, nie jest tego warte, dosłownie pierwszą rzeczą, którą zaoferuje to działanie za pomocą środka utleniającego. Jedyną wadą tego sposobu jest to, że mieszaninę należy ogrzać do temperatury topnienia, co nie zawsze jest możliwe w domu. Najczęściej takie zabiegi wykonuje się przy użyciu azotanów, skąd nazwa zabarwia azotany. Chociaż w rzeczywistości wybór środków utleniających jest dość duży, a pieczenie w saletry w domu nie jest jedyną skuteczną metodą z użyciem środków utleniających.
Skład roboczych rozwiązań
Z przepisów należy wyróżnić:
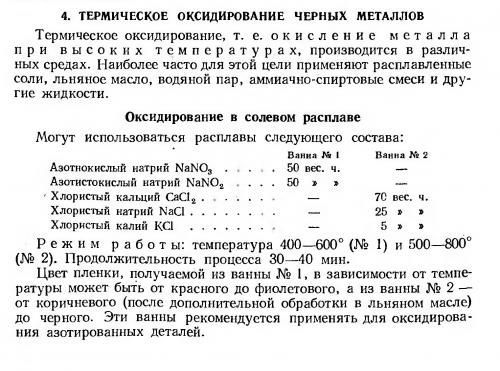
- Wodorotlenek sodu (NaOH) - 2,8 grama; wodorofosforan disodu (Na 2 HPO 4) - 100 gramów; azotan sodu (NaNO 3) - 50 gramów (obliczenia podano dla 1 litra wody);
- Soda kaustyczna (NaOH) - 400; azotan potasu (KNO 3) i azotan sodu (NaNO 3) - 10 gramów (Obliczono dla 0,63 litra wody).
Czas zanurzenia w roztworach trwający co najmniej 30 minut. Ta technika nadaje się do bluzowania nożem w domu, ponieważ pozwoli uzyskać trwałą powłokę, a jednocześnie nie złamie twardości metalu.
Ze wszystkimi swoimi zaletami, metoda utleniania metali za pomocą środków utleniających jest raczej droga i trudna dla początkujących, ponieważ wymaga dobrej znajomości chemii i pewnej zręczności. Należy również zauważyć, że zabarwienie stali nierdzewnej jest przeprowadzane za pomocą innych metod, które nie są powiązane z tymi metodami.
Wideo
W naszym filmie można zobaczyć szczegółowo wszystkie etapy zimnego nagniatania.