შენიშვნა 1
მორგება ბეჭდის შერჩევა ხორციელდება მხოლოდ ერთი შემდეგი ჩანაცვლების ჩანაცვლებაზე: კვარტერის couplings ან გადაცემა, დიფერენციალური დიფერენციალური ან დატვირთვის შემთხვევაში.
შენიშვნა 2
დიფერენციალური საკისრები უნდა იყოს 0.15-0.35 მმ. წინასწარ დაძაბულობას უზრუნველყოფს სათადარიგო ნაწილების მიწოდებისგან მორგებული ბეჭის სისქის შერჩევა. რეგულირებადი ბეჭედი დამონტაჟებულია დიფერენციალური ტარების გარე ბეჭის ქვეშ განლაგებული კოლოფი საბინაო.
1. 1.25 მმ სისქის სამონტაჟო ჩანართზე გადატანა დიფერენციალური ტარების ქვეშ საბინაო საბინაო საცხოვრებლებში.


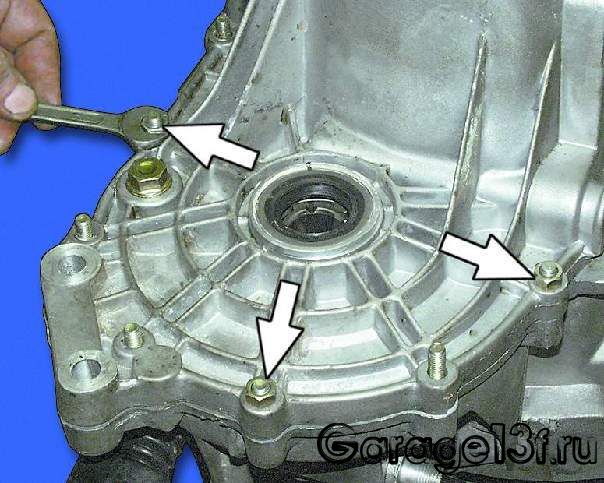
4. კარტერის ტრანსმისიების დიფერენცირება.

5. დააინსტალირეთ Gasket.

6. კარტერის გადატანა კარტერის გადაცემებზე.

7. ერთმანეთისგან ერთმანეთისგან სამი თანაბარი გადასაფხეკი კრანიკის საცურაო თხილის 25,0 მმ (2,5 კგ · მ) მომენტით.
8. ჩართეთ დიფერენციალი გარკვეული რევოლუციების თვითშეგნებისათვის.
9. დიკერის საბაზისო ფურცლის დამონტაჟება დიზელის ბოლოდან დიფერენციალური საფარის ბოლოს.

10. მიუთითეთ ინდიკატორი სტენდი. ინდიკატორი ფეხით დამონტაჟებულია მხარდაჭერის ფირფიტაზე 1 მმ-ის წინამორბედთან.

11. ქვემოთ მოყვანილი ძალით, ცვალებადი დიფერენციალურია, რამდენადაც იგი წავა, ღერძის ირგვლივ დიფერენცირების გარეშე.

12. დიფერენციალური ღერძის გადაადგილების მოცულობის გაზომვა ინდიკატორის მოსმენით. გაანგარიშება ფორმულას მიხედვით დიფერენციალური საკისერებების შესაცვლელი ბეჭდის საჭირო სისქე:
T = S C Y, სადაც:
T - მორგებული ბეჭის საჭირო სისქე, მმ;
S - დიფერენციალური, მმ-ის ღერძულ გადაადგილების გაზომვა;
C - დიფერენციალური საკეისობის დატვირთვის ღირებულება, 0.25 მმ-ის ტოლი;
Y - სისქე მორგებული ბეჭედი, 1.25 მმ-ის ტოლი.
აირჩიეთ მორგებული ბეჭედი სათადარიგო ნაწილებად, გამოითვლება სისქის T ± 0.1 მმ.
მაგალითი გაანგარიშება:
სიხშირის სიგრძე S- ის მიხედვით 0.95 მმ. ჩვენ ვცვლით ამ მნიშვნელობას ფორმულაში, აგრეთვე bearings C = 0.25 მმ და გადამრთველი ბარის სისქე Y = 1.25 მმ:
T = 0.95 0.25 1.25 = 2.45 მმ.
ამრიგად, მორგვის ბარის სისქე უნდა იყოს 2.45 ± 0.1 მმ.
13. მორგებული მორგებული ბეჭდის შექმნის ბარიერის გადატანა და დიფერენცირების გარე ბეჭედი. შემდეგ შეიკრიბეთ კოლოფი, რომელიც მითითებულია ქვეკატეგორიაში.

14. Clutch და გადაცემის გადაბმის შემდეგ, შეამოწმეთ, რომ დიფერენციალურია როტაცია და არ აქვს ღერძული სპექტაკლი.
გადასატანი ნაწილების ტექნიკური მდგომარეობის შესამოწმებლად, მთლიანად გაწმენდა და ჩამოიბანეთ ნავთის ან თეთრი სულისკვეთებით.
კვანძსა და გადასაფარებელს შორის არ უნდა იყოს ბზარები ან ნავები. Crankcases და საფარის ბეჭდების ზედაპირის დაზიანება შეიძლება გამოიწვიოს შახტებისა და ნავთობის გაჟონვის misalignment. Crankcases, bearings და წნევის ზედაპირები არ უნდა დაზიანდეს (გაიქცა, dented და ა.შ.) და ნახმარი. შახტების ნაწილაკების ნაწილაკზე, გადასაფარებისა და საკისერებლების შახტებისა და ზედაპირების შესახებ, დაშვება არ არის დაშვებული. Gears- ის სადესანტო ზედაპირებზე არ უნდა ჰქონდეს ქულა და აცვიათ ნიშნულები. ბურთი და როლიკებით საკისრები არ უნდა დაზიანდეს სარწყავი, გამყოფი, ბურთულები და ლილვაკები, აგრეთვე ბზარები და ჩიპები ბეჭდები. ტარების ბეჭების როტაცია უნდა იყოს გლუვი, გარეშე jamming. დაზიანებული საკისრები ჩანაცვლებულია ახალებით, ნუ შეცვლით გადასაფარებლების წნელები და სანთლები. ჩხრეკის სამუშაო ზედაპირები, რომლებიც სინქრონიზატორთა გლუვითა ღერძით დაუკავშირდებიან, არ უნდა ჰქონდეთ გადაჭარბებული აცვიათ. ფქვილის ხვრელების ფუძეთა უნდა თავისუფლად გადაადგილება, გარეშე jamming. ჩვენ ვიწყებთ კოლოფს საპირისპიროდ.
როდესაც იკრიბება დიფერენციალური, ჩვენ lubricate მექანიკური ზეთი სატელიტები და დრაივები.
დიფერენციალური დატვირთვაა დატვირთული, დაპირისპირება ხდება დიფერენციალური ტარების გარე ბეჭის ქვეშ გადასაადგილებელი კოლონის საბინაოში დამონტაჟებული მორგებული ბეჭის სისქეზე.
დიაგრამა შერჩევის ბეჭედი დიფერენციალური bearings:
1 - მაჩვენებელი;
2 - მანდრელი;
3 - დიფერენციალური დიფერენციალი;
4 - კლიშე საბინაო;
5 - კარტერის გადაცემები;
6 - მანდრელი;
7 - მორგება ბეჭედი
შერჩევის ბეჭის სისქე უნდა აირჩიოთ ერთ-ერთი შემდეგი ნაწილის ჩანაცვლება: დიფერენციალური ყუთი, დიფერენციალური ტარება, ჯაჭვი და კოლოფი.
დიფერენციალური საკისრები უნდა იყოს 0.25 მმ.
ამ შებოჭვის უზრუნველსაყოფად აუცილებელია მორგებული ბეჭდის სწორი სისქე.
მორგებული ბეჭდის შერჩევისას საჭიროა: სამონტაჟო ბეჭედი 1.25 მმ სისქის, საყრდენი სადენით, საყრდენი სავარძელი.
ჩვენ ვამატებთ მორგვის ბეჭედი ბუდე კარტერის ტრანსმისიაში და შეარჩიეთ გარე ბეჭედი დიფერენციალური დიალექტის დიამეტრის დახმარებით. ანალოგიურად, ჩართული დიფერენციალური ტარების გარე ბეჭედი clutch საცხოვრებელი Set დიფერენციალური კოლოფი საბინაო და შემდეგ მითითებული clutch საცხოვრებელი და contractible housings კაკალი (თანხის მინიმუმ სამი equidistantly მოწყობილი).
ჩვენ იცვლება დიფერენციალური მიერ რამდენიმე მონაცვლეობით, თვითმმართველობის aligning bearings. მითითებული mandrel (სახით დანამატი) ბოლოს დიფერენციალური და clutch საბინაო counter ერთად მაჩვენებელი, ისე, რომ ფეხით ისვენებდა წინააღმდეგ mandrel და შექმნას preload მაჩვენებელი 1 მმ.
ჩვენ გადავიტანთ დიფერენცირებულს და მივიღებთ ინდიკატორის კითხვას. მორგებული ბეჭის სისქე გამოითვლება ფორმულით: S = A + B + C;
სადაც
S - სისქე მორგვის ბეჭედი,
A არის დიფერენციალური,
B - დიფერენციალური საკისრებების დატვირთვის ღირებულება,
C - მორგებული ბეჭის სისქე (1.25 მმ).
განსაზღვრის შემდეგ სისქე thumbwheel sever housings კოლოფი და clutch, ამოიღონ დიფერენციალური ტარების გარე ბეჭედი წნეხილი საწყისი გადაცემათა საცხოვრებელი და შეცვლის სამონტაჟო ბეჭედი კორექტირების აირჩია. სათადარიგო ნაწილებში უზრუნველყოფილია მოდიფიკაციის რგოლები 1.65 მმ-დან 2.65 მმ-მდე, ხოლო ნაბიჯი 0.05 მმ-ით.
კლასების საბინაოში დიფერენციალური დამონტაჟების შემდეგ აუცილებელია საჭეების ერთ-ერთი გადამრთველი საყრდენი საყრდენიდან, რათა არ მოხდეს სავარძლებიდან შეკრება. როდესაც იკრიბება სიჩქარის სელექტორი და როდის ერთობლივი ჩართვა ღერო, პირველი degrease ხრახნიანი ხვრელების hinge საბინაო და შეცვლა, ასევე conical ხრახნები მათი fastening. სანამ სკრესი, ჩვენ დააყენა თემა sealant on თემა screws. გარე რგოლები როლიკებით საკისრები ლილვები ლუქავს პირველადი shaft და დისკები gear selector კვერთხი სხმული Mandrels ან შესაფერისი სიგრძის მილები. ჩამონტაჟებული ყუთების სამუშაო კიდეებზე ჩვენ ვხატავთ თხელი ზეთის თხელი ფენას.
თუ ბეჭდების წამყვანი დისკები აქვს maslosgonnye notches, გადაბმულობის საცხოვრებელი (სწორი drive) მითითებული მარჯვენა წილის მაღალი დონის, და გადაცემის საცხოვრებელი (for მარცხენა drive) - caul ნაძვის მაღალი დონის. ჯირკვლის ორგანოებზე ისრები უნდა ემთხვეოდეს იმ მანქანების როტაციის მიმართულებით, როდესაც ავტომობილი მოძრაობს წინ. როდესაც იკრიბებიან მეორადი shaft, lubricate ნაწილების gear ზეთი. ჩვენ ვცვლით სინქრონიზატორის ჰაბების ჩამოსხმის რგოლებს ახლებთან ერთად. Synchronizer ჰაბები, შიდა რასის როლიკებით ტარების, ბურთი ტარების და წამყვანი pinion საბოლოო დისკი დააჭირეთ shaft ერთად mandrels ან შესაფერისი მილის lengths. მეორე საფეხურის შეკრების შემდეგ, შეამოწმეთ სინქრონიზაციის ოპერაცია, რისთვისაც ჩვენ თვითონ გადავიტანთ სინქრონიზატორის კუჭებს შესაბამისი გადამცემების გადართვის პოზიციაზე.
დააჭირეთ Roller ტარების შიდა ბეჭედი და პირველადი shaft გადატანა ბურთი. სანამ დააყენებთ shaft ეწევა გადაცემათა კბილები ორივე ლილვები ამ თანამდებობაზე, მითითებული ლილვები გადაბმულობის საცხოვრებელი ადრე იკრიბებიან კოლოფი საცხოვრებელი გადაბმულობის საცხოვრებელი და უკან საფარი მიმართა პერიმეტრზე gasket თვითმფრინავები თხელი ფენით sealant.
ზომები: 84 * 6 სმ, D შიდა: 58 სმ, წონა: 45 კგ.
ჩვენ დამატებით მორგებას დავთმობთ 40 მმ, 50 მმ, 70 მმ სიმაღლეზე.
მყარი რგოლების ჭაბურღილების გაზრდა, ფართოდ გამოსაყენებელი კონკრეტული პროდუქტები - მორგვის რგოლები დამატებითი. კომპანია "არტ-ბლოკზე" დამატებითი რგოლები მზადდება და გაიყიდება გონივრულ ფასად. რეგულირებადი რგოლები განკუთვნილია მუდმივი და დროებითი დატვირთვისთვის და დამზადებულია მაღალხარისხიანი მასალებისგან თანამედროვე ტექნოლოგიების მიხედვით, სრულად შეესაბამება მარეგულირებელ და ტექნოლოგიურ დოკუმენტაციას და ადვილად დააინსტალიროთ. სამშენებლო ობიექტზე პროდუქციის მიწოდება ხორციელდება.
მორგება ბეჭედი
წარმოება და სამშენებლო კომპანია შპს "არტ-Block" ეწევა კომპლექსის მიწოდება რკინაბეტონის ნაწარმი და სამშენებლო მასალების, ბეტონის ნაწარმი, მზად ბეტონით, აგრეგატული ნაყარი მასალები სამშენებლო და ობიექტების რუსეთის. ჩვენ ვამზადებთ და ვამზადებთ კონკრეტული სტრუქტურების მომხმარებელს ინდივიდუალური პროექტებისთვის.
ჭაბურღილების კეთილმოწყობის და ჭაბურღილების სხვა დიზაინის მშენებლობაში, როგორც კერძო, ასევე საგზაო, გამოიყენება გარკვეული სახის ელემენტები. იგი ასევე მოიცავს ბეჭედი დამატებითი (მინიშნება) მორგება მოუწოდა KO-6. მორგებული ბეჭედი KO-6 განკუთვნილია ქვედა სიმაღლის კარგად. KO-6 კორექტირების ბეჭდის დახმარებით, ობიექტებზე კარგად მომზადებული რგოლების დიზაინის იგივე სიმაღლეა. KO-6 დგას პროდუქტის ბრენდისთვის: KO - მხარდაჭერა ბეჭედი; 6-დიამეტრი კარგად (შინაგანი) გახსნის კარგად mouth in decimeters. ნებადართულია მორგებული ბეჭდის ზრდის გაზრდა და შემცირება, ამასთან დაკავშირებით კომპანია შპს "არტ-ბლოკი" აწარმოებს KO-6 სიმაღლით: 40; 50; 60; 70; 100 მმ დამატებითი მორგებული ბეჭედი ემსახურება რკინის კაშხლების დამონტაჟებას სასურველ სიმაღლეზე, რათა უზრუნველყოს კარგად ბეჭდები, რათა უზრუნველყოს საგზაო დონის დამთხვევა და მთლიანობა. აქტიურად იყენებენ მტვერსასრუტების დამონტაჟებას ახალი ტიპის გზის ზედაპირზე სარემონტო ან რეკონსტრუქციის შემდეგ. K0-6 მზადდება მაღალი კლასის ბეტონისაგან და აქვს უმაღლესი ლითონის ჩარჩო.
ჩვენ ვამზადებთ სარეზერვო რგოლებს და ჭაბურღილების სხვა ელემენტებს მკაცრად, GOST 8020-90 სტანდარტებისა და ნორმების შესაბამისად.
კომპანიაში შპს "არტ-ბლოკი" შეგიძლიათ შეიძინოთ საუკეთესო პროდუქტი თქვენთვის სასურველი ხარისხის პროდუქციის ფასზე და შეკვეთა მიაწოდოს როგორც ბორტ მანქანა და მანიპულატორი.
გვერდი 1
დამონტაჟება ბეჭდები დამონტაჟებული, როდესაც disassembling reducer, შუასადებები - შემდეგ მოხსნის საფარით. ჩამონტაჟებული კაფსის გასუფთავება შეამოწმეთ შეგრძნებით.
სავალდებულო რგოლები განთავსდება (მე -2 კლასის სადესანტო გადაადგილებაზე) on milling mandrel 5 ორ დამონტაჟებული საჭრელი. ბეჭედი / მას შემდეგ, რაც საყრდენი 4-თან ერთად შეუერთდა სავარძელს, ბეჭედი 3 ბრუნდება mandrel- ზე. რგოლები 1 და 3 ერთმანეთთან მიმავალს ხრახნიანი ზედაპირების ზედაპირზეა.
მშენებლობაში, მორგებული რგოლები 1 მთლიანია.
დამოკიდებულების ზომაზე დამოკიდებულია 30, 25, 26, 27, 28 ან მოძრავი საყელურები 31 ან მონეტების ქვეშ მოთავსება.
IS- thrust; 20 - ბერკეტი; 21 რკინის მორგებული რგოლები; 22 - როკერის იარაღის ღერძი; D - სენსორი ძირს ქვემოთ (PES, SEW); P - აჩვენებს მოწყობილობას (ტიპის E-280); C- ჩამწერი (ტიპის E-610); M არის Warren- ის საავტომობილო.
მეორადი მოწყობილობის არასწორი კითხვები, როგორც მორგების რგოლები ჩამოიშორებენ.
დარგვის ზუსტი სიგანე მიიღონ დისკის საღაროდ საჭრელი დანადგარების გამოყენებით, გამოიყენება მორგების მორგება.
ჩადეთ საბინაო გააჩნდა იმ წერტილების, შუალედური და input შახტებისა და კორექტირებას ბეჭედი bearings lid შეცვალოს ღერძულ კლირენსი სპექტრი 4 0 - 2 0 მმ და დახურვა გახსნა სახურავები.
როდესაც სამონტაჟო საკისრები გამოიყენება: გაყოფილი ბეჭედი გაზაფხულზე აფიქსირებს გარე რგოლები როლიკებით საკისრები, კორექტირების ბეჭედი 6 დამონტაჟებულია შორის გარე რგოლები ბურთი საკისრები და dockable მილტუჩები და spacer sleeves შორის შიდა რგოლები როლიკებით და ბურთი bearings. ხარვეზები შორის კბილი მორგებული ფოლადის spacers 10 და 12 დამონტაჟებულია შორის საცხოვრებელი flange 15 და / და ადგილების ბლოკი. ბურთის გამაგრების გასასვლელებს შორის კლირენსი დამონტაჟებულია მორგების მორბენით.
On ლოკომოტივი 2 - 4 - 2 სრული pin ეკისრება აკვანი სამ მორგება ბეჭედი.
On ლოკომოტივები 2 - 4 - 2 ღრუ pin ეკისრება აკვანი სამ მორგება ბეჭედი. შუაშია უზრუნველყოფილი საკაბელო საპოხი მასალების მხარდამჭერი ზედაპირისთვის. On ლოკომოტივები PD, PD, L, LP, CO უღლება არის მეშვეობით ფოლადის ტარების pad საათზე heel სამშობლოა. ქუსლქვეშ, არხი გაბურღულია, საპოხი მასალისაგან, რომელიც პეპლების სარქვლის საშუალებით იკვებება.